
Abstract
Friction stir welding (FSW) is the preferred joining method for metal-matrix composites (MMCs). As a solid-state process, it precludes formation of the intermetallic precipitates responsible for degradation of mechanical properties in fusion welds of MMCs. The major barrier to FSW of MMCs is the rapid and severe wear of the welding pin tool, a consequence of prolonged contact between the tool and the harder reinforcements which give the material its enhanced strength. This study evaluates the effectiveness of harder tool materials to combat wear in the FSW of MMCs. The tool materials considered are O1 steel, cemented carbide (WC-Co) of the micrograin and submicrograin varieties, and WC-Co coated with diamond. The challenges which accompany the application of harder tool materials and diamond coatings in FSW are also discussed. This study represents the first use of diamond-coated tools in FSW and the first comparative evaluation of tool materials for this application.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Metal-matrix composites (MMCs) are composite materials consisting of a monolithic alloy (the matrix) and a harder, reinforcing material dispersed within. The addition of ceramics (such as Al2O3 or SiC) in the form of fibers of particles gives the base alloy enhanced strength, wear resistance, and temperature rigidity without a substantial increase in weight. The high strength-to-weight ratio and enhanced performance capabilities associated with these materials have made them the source of some interest in the aerospace and defense industries.
Aluminum MMCs (Al-MMCs) have found use in a diverse array of applications, ranging from the tubing on the Space Shuttle orbiter fuselage to braking systems for roller coasters (Ref 1, 2). Although they are not new materials, the implementation of Al-MMCs into structures where they would be of maximum benefit has historically been impeded by difficulties encountered when joining MMCs to themselves or other materials. In fusion welding of Al-MMCs, molten aluminum reacts with the ceramic reinforcement to produce a precipitate. Precipitates formed within a material can be beneficial (for instance, some precipitates have the effect of hardening the base material) or result in degradation of mechanical properties: precipitates formed in FSW of MMCs fall into the latter category. Storjohann et al. (Ref 3) documented that the presence of aluminum carbide (Al4C3) in fusion-welded joints of Al-MMCs reinforced with SiC leaves behind a strength-depleted region along the joint line. The governing precipitation reaction is temperature activated and can only proceed when the temperature of the welding process exceeds the melting point of the matrix alloy.
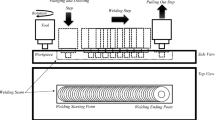
As a solid-state joining process, friction stir welding (FSW) precludes formation of the deleterious theta phase present in MMC joints produced using conventional welding techniques. The FSW process, sketched in Fig. 1, was invented at The Welding Institute of Cambridge in 1991. The rotating tool used in this joining technique consists of a shoulder (the cylinder which rests on the surface of the material, preventing expulsion and generating heat) and a pin (the smaller cylindrical part extruding from the shoulder, which plunges into the material, stirs it, and sweeps plasticized material from the advancing side of the joint to the retreating side with each rotation). As the tool traverses along the joint line, the material behind it cools and consolidates to form a welded region. When the process is optimized, FSW is capable of reliably producing joints with mechanical properties superior to fusion welds. An additional advantage of FSW lies in its autogeny—removing the human element enhances process repeatability. FSW has found extensive use in the aerospace industry, where it is commonly relied upon to weld large-scale structures such as fuel tanks. NASA initially pioneered the process as a replacement technology for variable polarity plasma arc (VPPA) welding on the super-lightweight external tank (ET) (Ref 4). It was later adopted by Lockheed, Boeing, United Launch Alliance, and SpaceX for use on their respective launch vehicles.

Illustration of the friction stir welding process
While FSW of MMCs does produce joints free of theta phase, the application of the FSW process to these materials is complicated by wear of the welding tool. Wear can be attributed to contact between the abrasive reinforcement and the comparatively softer FSW tool during welding. Prater (Ref 5) confirmed abrasion as the primary wear mechanism in FSW of MMCs based on three primary observations:
-
(1)
Asymptotic behavior of the wear rate over long distances as documented in Prado et al. (Ref 6).
-
(2)
Circumferential grooving evident on worn tool surfaces.
-
(3)
Strong dependence of wear on reinforcement particle size.
Tool wear in FSW is an undesirable feature because erosion of the probe features and/or probe length inhibits the flow of material (particularly in the vertical direction), which in turn increases the likelihood of defect formation. For instance, a reduction in the length of the probe as a consequence of wear often creates a lack of consolidated material (void) at the base of the joint known as the root flaw defect (Ref 7). The challenge in the welding of MMCs using FSW is thus to maintain wear below an experimentally determined threshold where the probability of defect formation becomes unacceptable and, in instances where deterioration cannot be confined to the low-wear regime over the course of the weld, and to replace the tool before it attains this critical value of wear.
Wear in this process can be controlled to a limited extent through careful selection of process parameters. The relationship between wear and process parameters in FSW of MMCs has been studied extensively by Prado et al. (Ref 6) and Prater et al. (Ref 8), respectively. The amount of volumetric wear experienced by a tool in FSW of MMCs is directly proportional to rotation rate and distance welded but inversely proportional to traverse speed (Ref 9). The parameters which minimize wear (low rotation rates coupled with high traverse speeds) are not necessarily the same parameters capable of producing welds with mechanical properties deemed acceptable for a specific application. Even at parameters in the low-wear regime, the cumulative wear of the tool over long distances will eventually necessitate its replacement. Thus, mitigation of wear through process parameters may only be feasible over shorter weld distances in noncritical applications.
A potentially more robust means of combating wear potentially lies in the use of harder tool materials. Since the wear mechanism is abrasive, a tool material with a hardness value exceeding that of the reinforcement should preclude wear altogether. The experimental study presented in this paper seeks to quantify the degree to which harder tool materials in FSW of MMCs can impede the wear process.
Experiments
The amount of wear a particular tool will experience during an MMC weld is hypothesized to vary inversely with the hardness ratio H, a dimensionless metric defined as the hardness of the tool (H t) material to that of the reinforcement (H r). When H is less than 1, the hardness of the reinforcement exceeds the hardness of the tool (H r > H t). For these cases, an increase in the hardness ratio (accomplished by decreasing the hardness of the reinforcement or increasing the hardness of the tool) should correspond to a proportional decrease in the amount of wear the tool experiences. Tool wear cannot occur when the hardness ratio is greater than 1, as the hardness of the tool is greater than that of the reinforcing material (H t > H r). Research by Weinert on tool wear emphasizes the importance of the material properties of the tool relative to those of the reinforcement, declaring it to be the determining factor in the abrasive wear process (Ref 10). While the amount of wear can be dramatically affected by changing one or both of these materials, it is generally easier to limit wear by modifying the tool, as the ceramics most commonly used as reinforcements in MMCs (Al2O3, SiC, etc.) all possess similar hardness values.
Tool Materials
The materials considered in this study are O1 steel, micrograin tungsten carbide (WC), sub-micrograin WC, and WC coated with diamond. These candidate materials were selected based on the study detailed in Ref 11 and 12.
O1 steel (hardness value of 800 HV) is a common FSW tool material, which exhibits no signs of wear when used to join conventional (unreinforced) aluminum alloys. In FSW of Al-MMCs reinforced with SiC, however, O1 steel has a high susceptibility to wear, a consequence of the substantial difference (approximately 30%) between the hardness of O1 steel (~800 HV) and the hardness of the SiC reinforcement (~2600 HV). The surface morphologies of the materials in contact (the tool surface is smooth and rounded, while the particles are angular with a high level of asperity) make it easy for the reinforcements to scratch the tool surface and remove material as the tool rotates.
Tungsten carbide (WC) is a potential alternative to the steel/hard metal tools traditionally used as tool materials in FSW. WC is relatively cheap and commonly used to fabricate tools in machining applications where wear is a concern. From the perspective of wear in MMCs, WC’s primary advantage is that its hardness value is more closely aligned with that of the ceramic reinforcement. While the selection of WC as a tool material will not preclude wear (since the reinforcing material is still harder than the tool itself), the parity in hardness should make it more difficult for contacting particles to remove material from the tool surface. WC in its pure form is very brittle and prone to fracture under the loads encountered in machining (and presumably, FSW). WC can be alloyed with cobalt to improve ductility and reduce the likelihood of tool failure. There is some evidence from the literature on machining that the grain size of the cobalt binder phase influences wear resistance (Ref 10); based on these results, two varieties of WC (with micrograin and submicrograin cobalt binders) were evaluated for use in FSW of MMCs. Although WC/Co tools have a longer life than the metals typically used for machine tooling, they still exhibit substantial wear in machining of metal composites reinforced with SiC or B4C, an indication that still harder tool materials may be required for this application (Ref 10, 13).
The obvious candidate for wear-resistant tooling is diamond, the hardest known material. A more economical alternative to monolithic diamond tools is the use of diamond coatings. The application of diamond technologies to FSW is complicated by substrate selection: the substrates which are most compatible with diamond coatings by chemical vapour deposition (CVD) processes, namely molybdenum and silicon carbide, are too brittle for use in FSW. Steel substrates can be coated with diamond if an intermediate layer (such as chromium nitride, CrN) is deposited first. Multiple coatings seem to increase the likelihood of delamination, as the bond between the coatings (i.e. CrN and diamond) is weaker than the bond between the substrate and the primary/first coating (steel and CrN). Once the coating is lost, the wear performance degrades to that associated with the base material.
As documented in Ref 5 and 11, the development of diamond coatings for use in FSW of MMCs has been an intensely iterative process. After unsuccessful attempts to select a substrate ductile enough to not only avoid fracture but also facilitate strong bonding with diamond grains grown on its surface, commercial alternatives were explored. WC/Co tools coated with diamond (provided by CVD Diamond, Inc.) were selected for use in this study.
Tool Design
A modified FSW tool design was used for these experiments to permit the exchange of probe inserts of various materials. As shown in Fig. 2, the tool holder is made of steel—cylindrical rods of each of the tool materials considered in the study are inserted through a bore-hole along the tool’s axial centerline and adjusted until the portion of the rod which extrudes from the cylinder coincides with the specified probe length. This length is fixed using a set screw located on the shank of the holder which comes to rest on a flat machined in the insert. A second set screw positioned on the end of the tool shank opposite the probe prevents vertical movement of the insert during welding. While the variation of wear with the location along the probe is a subject of ongoing academic debate, most studies of wear in FSW of MMCs conclude that wear of the shoulder is nonexistent or negligible. In the instance where shoulder wear is observed, the holder/insert configuration offers a distinct advantage over monolithic FSW tools. In the two-part design, wear of the shoulder does not have to result in an increase in probe length; rather, this dimension can be adjusted between experiments to compensate for any shoulder wear which occurs.

Two-part FSW tool design
Both the O1 steel and WC coated with diamond inserts were cylindrical rod stocks measuring 0.25″ in diameter and 2.75″ in height. The WC inserts were ¼″ diameter modified ball end mills: the smooth cylindrical end (opposite the end used for milling) functioned as the probe. Tools used in the initial geometry for all tools used in the experiments of Table 1 are identical.
Workpiece Materials
Aluminum MMCs in the form of 0.20″-thick flat plates (14″ in length by 3″ in width) were provided by MC21, Inc. Two varieties of MMC were used in these experiments: Al 359 (T6 temper) with 20% SiC (by volume), and Al 359 containing 30% SiC. SiC inclusions were in the form of particles (particle-reinforced MMCs are isotropic). The MMCs for this study were produced using a rapid mixing technique, where reinforcement particles (F500 SiC powder) are introduced into the matrix alloy through a hollow shaft extending below the surface of the molten base alloy. The particles are stirred into the alloy by a mixing head positioned under the shaft. According to MC21, composites produced using this technique have less porosity and a more uniform reinforcement distribution than composites made using conventional stir casting methods. Since rapid mixing occurs in ambient air (stir mixing takes place in a vacuum chamber), its associated capital costs are also lower.
Plan of Experiments
The plan of experiments for each tool material consists of evaluating tool wear after each successive weld of 14″ long butt joints of Al 359 containing either 20 or 30% SiC reinforcement. Welds were performed using a Kearney and Tracker milling machine modified for FSW. Wear was quantified by measuring changes in the weight of the probe inserts as a result of wear (inserts are removed after each weld, analyzed, and re-inserted prior to the next experiment in the series).Footnote 1 Percent wear is calculated from Eq 1: \( m_{i} \) denotes the initial mass of the probe and \( \Updelta m \) is the change in mass of the probe insert.
Parameter selection for the experiments was restricted by the WC/Co tools. While steel tools exhibit rapid wear, they have an advantage over harder tool materials in that they afford a comparatively large operating window. The decreased ductility of harder tools significantly narrows the range of rotation rates and traverse speeds available for welding. The temperature resistance of the MMC workpiece, combined with the brittleness of a harder tool material, means that welds must be performed at speeds which will generate enough heat to (a) plasticize the material, and (b) reduce the likelihood of tool failure (while the WC used in these experiments is alloyed with cobalt to improve its ductility, fracture remains a concern). The high thermal conductivity of WC and diamond relative to the aluminum matrix further complicates parameter selection. The large discrepancy in the thermal conductivity of the tool and the workpiece means that little of the heat generated by the tool is transferred to the material (Ref 14). Because such a large proportion of heat goes into the tool, rotation speeds must be increased (relative to those used in FSW of aluminum) to maximize heat transfer efficiency and facilitate workpiece plasticization. Initially a rotation rate of 1000 RPM and a traverse speed of 5 inches/min was chosen for these experiments, but the WC tool fractured at these parameters. The traverse speed was gradually reduced (by 0.5 inches/min increments) to 3 inches/min, at which point a weld could be completed using the WC tool without incident. The probe length for each experiment was set at 0.185″ and the tool tilted 1° with respect to the workpiece.
The plan of experiments is summarized in Table 1. The design is factorial with three factors (tool material, percentage reinforcement, and distance welded) at 8, 2, and 3 levels, respectively. No force control was used in these experiments.
Results
A graph of the measured, cumulative wear of each probe for the tool materials and reinforcement percentages considered appears in Fig. 3. As expected, the highest wear values are associated with the O1 steel tools. The wear resistance of WC/Co micrograin and WC/Co submicrograin is clearly superior to that of steel at both 20 and 30% reinforcement levels. For instance, the wear experienced by the WC/Co micrograin tool at 30% is nine times less than that observed for the O1 steel tool under the same conditions. Overall, the most wear-resistant tool material is WC/Co coated with diamond. The caveat to the use of the high-performing materials (WC/Co and WC/Co coated with diamond) is their susceptibility to fracture. In the 30% MMC class, the diamond tool failed during the second weld—the asterisk in Fig. 3 indicates that the wear value displayed represents the observed wear after 14″ (rather than 52″) of weld. The diamond tool used for Al 359/SiC/20p was able to complete two welds (for a distance welded of 28″) without fracture. The third weld in this series was abandoned to preserve the tool for examination. Owing to limited tool availability and cost considerations, neither the 20% nor the 30% weld series was repeated for the diamond tool. The performance of diamond may be slightly inflated since the distance welded with the diamond tools is shorter than that for the WC/Co and steel tools. If we linearly extrapolate the wear for diamond based on the existing data, then the diamond-coated tool would experience 0.25% mass loss in the 20% reinforcement and 1.53% mass loss in the 30% reinforcement (values which are both substantially less than the wear documented for other materials in the study).

Plot of % wear vs. tool material. Each bar represents the % wear recorded for the corresponding tool material after a sequence of three successive welds at 1000 RPM/3 IPM in an Al 359 MMC with either 20 or 30% SiC reinforcement. Values for diamond are extrapolated
The distances completed with the diamond tool are comparatively short, yet they actually represent a significant improvement in tool life over the diamond-coated tools studied in Ref 11. These tools, which used a molybdenum substrate or a steel substrate with an intermediate coating, either fractured almost immediately upon entering the workpiece material (in the case of the former) or exhibited poor wear resistance as result of coating delamination (the latter), in which case, the wear behavior of the tool degrades to the level of the substrate. The key to development and implementation of a robust diamond tool for this application depends on (a) proper parameter selection to prevent tool fracture and (b) establishing a strong adhesive bond between coating and substrate.
While it is to be expected that a machine tool made of tungsten carbide (WC) used to machine a metal reinforced with silicon carbide would exhibit some wear (since WC is only 75% as hard as SiC at room temperature), both the micrograin and submicrograin varieties represent a significant improvement in wear resistance over steel tools. The relatively low expense of WC along with its improved wear resistance and ductility have made the use of WC drill bits and cutting tools for machining abrasive materials common practice. Although the WC/Co tools developed for this study were still somewhat prone to fracture (refer to the discussion of parameter selection in section 2), they exhibited the overall best performance among the tool materials considered. The WC/Co tools have an advantage over diamond in three respects: (1) cost (custom-part diamond coatings can be prohibitively expensive), (2) ease of procurement (diamond-coated parts in a configuration compatible with FSW must generally be custom fabricated, whereas compatible WC/Co components can be purchased off the shelf), and (3) reliability (the WC/Co tools were able to complete the series of experiments without experiencing failure).
There are some reports in the literature on machining suggesting that wear performance of WC/Co can be affected by the grain structure. Based on the data in Fig. 3, there does seem to be a slight benefit associated with the use of WC/Co micrograin in FSW of MMCs. The WC/Co submicrograin insert experiences more wear than the micrograin equivalent in both the 20 and 30% reinforcement classes. As in machining, this curiosity can be explained in terms of grain size: finer, submicrograins are more easily stripped from the tool by reinforcing particles than their coarser (micrograin) counterparts. Removal of the WC grains makes the tool more susceptible to abrasion. If wear occurs in FSW of a reinforced composite using a WC tool, it is in part because the abrasive particles are able to remove the cobalt binder phase through adhesion, thereby liberating the WC particles. By this theory, a finer WC grain structure actually accelerates wear while a coarser structure impedes it. This prediction seems to be borne out by the experiments summarized herein, as the wear performance of the WC/Co micrograin tool is slightly superior to WC/Co having a submicrograin structure. The data associated with the WC/Co tools is summarized in Table 2. Binderless WC tools were tested, but proved too brittle for use in FSW.
Relationship Between Tool Material and Wear Resistance
An alternative representation of the data in the histogram of Fig. 3 is to plot the percent wear against the hardness ratio as defined in section 1 (the hardness of the tool divided by the hardness of the reinforcement). This data is plotted in Fig. 4 (hardness values are taken from Ref 15). The value of the hardness ratio may vary slightly with the hardness scale—for Fig. 4, hardness ratios were calculated using the Vickers scale (HV). A single hardness value was assumed for cemented carbide (WC-Co) independent of grain size. The plotted values for WC-Co represent the average cumulative wear for both grain size varieties at a particular reinforcement level. As predicted by Rabinowicz’s classical theory (Ref 16), wear resistance increases with hardness ratio, a result which is also consistent with data reported in machining MMCs. Note that a hardness ratio greater than 1 in this instance does not preclude wear entirely. There is a very small amount of wear associated with both diamond tools (0.51 and 0.15% for 20 and 30% reinforcement, respectively). The small change in weight of the tool inserts can probably be attributed to one of three factors: (1) the action of other wear mechanisms in the system (such as adhesion), (2) subtle degradation of the coating which partially exposes the substrate in some locations on the tool surface, or (3) uncertainty inherent in weighing the inserts.

Plot of hardness ratio vs. percent cumulative wear
The wear resistance of tools in FSW of MMCs is subject to a law of diminishing returns. Increasing the hardness ratio from 0.31 (the value associated with O1 tool steel) to 0.77 (cemented WC-Co) produces a very substantial decrease in wear of the probe (somewhere in the 60-80% range, depending on reinforcement level). Increasing the hardness ratio beyond this (from 0.77 to 2.69) by applying a diamond coating produces a comparatively smaller proportional decrease in wear.Footnote 2 Depending on the criticality of the application, the improvement a diamond-coated tool offers over the uncoated WC-Co may not be great enough to justify the investment in diamond coatings. The problems which accompany the use of diamond-coated tools (substrate fracture, delamination) may also deter their use in FSW.
Relationship Between Wear and Percentage Reinforcement
Empirical evidence from Diwan suggests that weldability of an MMC alloy using FSW decreases with increasing reinforcement percentage as a result of two factors: (1) increased wear of the tool and (2) increased workpiece rigidity and temperature resistance associated with a higher proportion of reinforcement (Ref 17). The improvement in mechanical properties over the base alloy is proportional to the percentage reinforcement. MMCs with a high degree of reinforcement are desirable because they possess mechanical properties approaching those of materials (such as steel) which generally cannot be used in aerospace structures because of weight.
The class of materials with a higher reinforcement percentage (30%) was included here to test the performance of the tool materials under accelerated wear conditions. Li and Seah (Ref 18) found that wear in cutting of MMCs is greatly accelerated by even a small increase in reinforcement percentage. The 30% reinforcement class should be more difficult to weld than 20%, but does not contain enough reinforcement to be classified as “unweldable” (per Diwan in Ref 17, materials having greater than 40% reinforcement fall into this category).
From Fig. 3 and 4, it is apparent that the increase in wear with percentage reinforcement is nonlinear (i.e. it is incorrect, based on our data, to assume that an x% increase in reinforcement necessarily produces an equivalent increase in wear for a given tool material). Interestingly, the degree to which an increase in the reinforcement percentage impacts the amount of wear seems to depend on the tool material. For O1 steel, increasing the amount of reinforcement 10% (by volume) produces a 110% increase in the amount of wear over the weld distance considered. In the case of WC/Co and diamond tools, the wear values for the 20 and 30% reinforced composites are very close in magnitude. The impact of percentage reinforcement on wear is a subject which merits further investigation. The underlying reason for the dramatic increase in wear with reinforcement percentage for steel tools but comparatively smaller change in wear for harder materials is not fully understood. It may be that materials which exhibit overall better wear resistance are less sensitive to changes in the amount of reinforcement.
An important finding of this study is that the relationship between wear and percentage reinforcement is not 1 to 1. To illustrate this point, close-up images of probe profiles prior to welding and after completing the series of Al MMC welds with either 20 or 30% reinforcement are compared in Fig. 5 for the steel, WC/Co micrograin, WC/Co submicrograin, and diamond-coated inserts, respectively. The difference in wear with percentage reinforcement for WC/Co and the diamond-coated specimens is very subtle. Wear (and the increase in wear with percentage reinforcement) is much more dramatic for the O1 steel inserts.

Comparison of characteristic tool profiles for 20 and 30% SiC reinforced composite
Conclusions
Our intuitive understanding of wear processes involving abrasive particles is that to combat wear, operators must select tool materials with hardness values which approach or exceed those of the abrasive reinforcement. The closer the ratio of the hardness of the abrasive reinforcement to the hardness of the tool lies to 1, the less wear is observed. The use of harder tool materials, however, is fraught with challenges. Harder tools are also more brittle and may fracture under typical FSW forces and coatings (particularly substrates with an intermediate coating) are susceptible to delamination. Additionally, the discrepancy in the conductivities of the tool and workpiece material (when the tool is not steel) can direct heat away from the workpiece, contributing to the formation of defects associated with insufficient heating. This effect is evident in the welds of WC/Co in Al 359/SiC/20p, where some parameters produce a “trench” defect on the weld surface, (presumably) a consequence of the mismatch in thermal conductivities. In some cases this can be compensated for by increasing the heat input to the weld.
The goal of the study presented here was to characterize and compare the wear performance of various tool materials in FSW of MMCs with 20 and 30% reinforcement. Key findings are summarized below:
-
The use of harder materials in FSW of MMCs prolongs tool life. Wear decreases with increasing hardness ratio H R. However, the law of diminishing returns applies: improvement in wear performance seems to deteriorate as H R is increased.
-
Diamond coatings are highly effective at combating wear insofar as tool fracture can be prevented.
-
Wear increases with percentage reinforcement, but the degree of the increase is nonlinear. The degree of the increase in wear with reinforcement percentage is less pronounced for harder tool materials.
-
For cemented carbide tools (WC-Co), tools with micrograins exhibit better wear performance than submicrograin structures, potentially because smaller particles are more easily stripped away from the tool surface by abrasive action. Coarser grains appear to impede abrasive wear in FSW.
-
The wear behavior observed in this study is consistent with abrasion and further substantiates previous study which identified wear as the primary mechanism of material removal in this application.
This study represents the first quantitative evaluation of tool wear in FSW of MMCs for varying reinforcement percentages. It is also the first use of diamond-coated tools in FSW outside the preliminary study in Ref 11. While the use of harder materials has been studied in a limited capacity (Ref 12 explores the use of WC-Co tools for FSW), this is the first comparative evaluation of tool materials for FSW of MMCs. Harder tool materials can also reduce the forge force required to produce a friction stir weld, a property which could make them potentially useful to industrial robotic applications where the effect of high forces on compliance and effective actuation is a concern (Ref 11). The experimental study here provides a basis upon which the effectiveness of one possible strategy (the use of harder tool materials) to combat wear in FSW of MMCs can be evaluated. While the wear resistance of the tool in FSW of MMCs can be improved by selecting harder tool materials, there may be cases where cost is prohibitive or the resultant weld properties are unacceptable. In these instances, the operator will either need to regularly take the tool off-line and measure the amount of wear (replacing it altogether when wear has progressed beyond an acceptable level) or have some means of gauging wear in-process. Effective mitigation of wear in FSW of MMCs is critical to enabling their use in larger structures (consisting of several welded components) or higher volume applications.
Notes
Because aluminum accumulates on the probe surface during welding, inserts must be etched prior to analysis. The insert is immersed in a solution of NaOH and water until all the aluminum is eroded from the surface.
Values for diamond are extrapolated.
References
J.M. Kunze and C.C. Bamptom, Challenges to Developing and Producing MMCs for Space Applications, J. Miner. Met. Mater. Soc., 2001, 53, p 22–25
T. Prater, Solid-State Joining of Metal Matrix Composites: A Survey of Challenges and Potential Solutions, Mater. Manuf. Processes, 2011, 26, p 636–648
D. Storjohann, O.M. Barabash, S.S. Babu, S.A. David et al., Fusion and Friction Stir Welding of Aluminum Metal Matrix Composites, Metall. Mater. Trans. A, 2005, 36A, p 3237–3247
Friction Stir Welding, Space Shuttle Technology Summary, 2001, NASA, http://www.nasa.gov/centers/marshall/pdf/104835main_friction.pdf
T. Prater, “Predictive Process Modeling of Tool Wear in Friction Stir Welding of Metal Matrix Composites,” PhD Dissertation, Vanderbilt University, 2012
R.A. Prado, L.E. Murr, K.F. Soto, and J.C. McClure, Self-Optimization in Tool Wear for Friction-Stir Welding of Al 6061+20% Al2O3 MMC, Mater. Sci. Eng. A, 2003, 349, p 156–165
T. Prater, G.E. Cook, A.M. Strauss, J. Davidson, and M. Howell, Parameterization of Friction Stir Welding of Al 6061/SiC/17.5p for Various Tool Materials, 8th International Conference on Trends in Welding Research, Pine Mountain, GA, 2008
T.J. Prater, A.M. Strauss, G.E. Cook, C. Machemehl, P. Sutton, and C.D. Cox, Statistical Modeling and Prediction of Wear in Friction Stir Welding of a Metal Matrix Composite (Al 350/SiC/20p), J. Manuf. Technol. Res., 2010, 2, p 1–13
T. Prater, C. Cox, B. Gibson, A. Strauss, and G. Cook, Dimensional Analysis and a Potential Classification Algorithm for Tool Wear in Friction Stir Welding of Metal Matrix Composites, Proc. Inst. Mech. Eng. C, 2012, 226, p 2759–2769
K. Weinert and W. Konig, A Consideration of Tool Wear Mechanism when Machining Metal Matrix Composites (MMC), CIRP Ann. Manuf. Technol., 1993, 42, p 95–98
T. Prater, Friction Stir Welding of Metal Matrix Composites: The Joining of Al 6061/SiC/17.5p Using Diamond Coated Tools, VDM-Verlag, 2009
F.J. Liu, J.C. Feng, H. Fujii, and K. Nogi, Wear Characteristics of a WC-Co Tool in Friction Stir Welding of AC4A+30% Vol SiCp Composite, Int. J. Mach. Tools Manuf., 2005, 45, p 1635–1639
R.T. Coelho, S. Yamada, D.K. Aspinwalt, and M.L.H. Wise, The Application of Polycrystalline Diamond (PCD) Tool Materials when Drilling and Reaming Aluminium Based Alloys Including MMC, Int. J. Mach. Tools Manuf., 1995, 35, p 761–774
G.G. Roy, R. Nandan, and T. Debroy, Dimensionless Correlation to Estimate Peak Temperature During Friction Stir Welding, Sci. Technol. Weld. Joining, 2006, 11, p 606–608
M.P. Groover, Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, John Wiley and Sons, New York, 2010
E. Rabinowicz, Friction and Wear of Materials, John Wiley & Sons, New York, 1965
R. Diwan, National Aeronautics and Space Administration, Investigation of Friction Stir Welding of Al Metal Matrix Composite Materials, Huntsville, AL, 2002
X.P. Li and K.H.W. Seah, Tool Wear Acceleration in Relation to Workpiece Reinforcement Percentage in Cutting of Metal Matrix Composites, Wear, 2001, 247, p 161–171
Acknowledgments
This study was funded by a NASA GSRP Fellowship from Marshall Spaceflight Center. Materials were provided by composites manufacturer MC21, Inc. Thanks to Dr. Art Nunes of NASA MSFC, Dr. Jim Davidson and Mick Howell of Vanderbilt University (for expertise and assistance with diamond coatings), and Bob Patchin and John Fellenstein in the Vanderbilt Physics machine shop.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Prater, T., Strauss, A., Cook, G. et al. A Comparative Evaluation of the Wear Resistance of Various Tool Materials in Friction Stir Welding of Metal Matrix Composites. J. of Materi Eng and Perform 22, 1807–1813 (2013). https://doi.org/10.1007/s11665-012-0468-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-012-0468-9