
Abstract
In triple valve forming process by multi-way loading severely nonuniform deformation and temperature distributions are prone to occur, which may lead to poor forming quality and macro-micro defects. A 3D coupled thermo-mechanical rigid-viscoplastic finite element (FE) model for multi-way loading forming of AISI-5140 steel equal diameter triple valve was developed based on DEFORM-3D. Through comprehensive simulation and analysis, the influences of main process parameters on the forming process and nonuniformity of deformation and temperature were studied. The results showed that: (1) the degree of deformation nonuniformity decreased with the increase of the punch loading speed, initial temperature of billet, or the decrease of the friction factor; (2) the average temperature of forming body increased as the punch loading speed, initial temperature of billet and the friction increased, while the degree of temperature nonuniformity decreased with the increase of punch loading speed or decrease of initial billet temperature.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Multi-way loading technology provides an effective approach to form high strength complex integral components with cavity or flange in multi-direction, such as triple valves, which have a wide application in the aviation, aerospace, and oil pipeline fields (Ref 1, 2). The multi-way loading forming of AISI 5140 equal diameter triple valve is a complicated coupled thermo-mechanical process with coupling effects of multi-factor and multi-field. There exits notable heat exchange between the forming body and surroundings, meanwhile plastic work as well as frictional work converts to heat energy, which makes temperature of the forming body to change continuously. Thus, severely nonuniform deformation and temperature distributions are prone to occur in the forming body, which will not only result in poor forming quality of the triple valve such as excessively nonuniform microstructure, additional tensile stress, etc., but also lead to defects occurrence such as crack under some circumstances. In addition, the deformation and temperature distributions are sensitive to forming conditions especially punch loading speed, initial temperature of billet and frictional condition. Hence, to analyze the nonuniform deformation and temperature is of great importance for process optimization and precise control of part performance.
Gontarz (Ref 3) studied the forming process of the valve drop forging with three cavities by physical experiment and numerical simulation, and discussed the distribution of stress state factor and the dangerous zone for possible cracking. Xu (Ref 4) investigated the multi-ram forging of equal diameter tees by means of 2D finite element (FE) modeling, and obtained the metal flow in forming process. Hu et al. (Ref 5) analyzed the multi-ram forging of tee joint, and found that the horizontal rams underwent non-equilibrium force during the forming process. Sun et al. (Ref 6) developed an microstructure evolution model for multi-way loading forming of AISI 5140, and predicted the distributions of dynamic recrystallization volume fraction, dynamic recrystallization grain size, and average grain size. Zhang et al. (Ref 7, 8) simulated the multi-way loading process of multi-ported valves based on coupled thermal-mechanical FE method, and compared the tee valve and cross valve forming process and two billet placement ways. Guo et al. (Ref 2) carried out a coupled thermo-mechanical FE analysis on multi-way loading forming of triple valve body and discussed the typical deformation behavior. However, relatively little work related to nonuniform deformation and temperature in multi-way loading forming of triple valves has been presented, especially the effects of process parameters on it.
In this article, a 3D coupled thermo-mechanical rigid-viscoplastic FE model for the equal diameter triple valve multi-way loading forming has been established based on DEFORM 3D, taking the equivalent strain and temperature as objectives the influences of main process parameters on the multi-way loading forming process and nonuniformity of deformation and temperature were studied.
FE Modeling
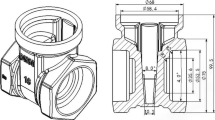
Figure 1 presented a schematic diagram of an equal diameter triple valve of AISI-5140 steel and a coupled thermo-mechanical 3D FE model of the triple valve multi-way loading forming, which was developed by using a rigid-viscoplastic FE method based on a DEFORM-3D software. Here, only the half of the billet and dies were modeled and the constraint was applied at the symmetry plane. The shearing friction model was adopted to describe the friction at the die-billet interface, while the friction between the punches and the female die was ignored. Table 1 provided the invariable and variable parameters used in the simulation (Ref 6). The material of die and punches was AISI-H13 steel, detailed properties of AISI-5140 and AISI-H13 steel were from material library of DEFORM-3D. The detailed modeling procedure was described in our previous work (Ref 6-8), in which the FE model was validated to be reasonable and practical by comparing simulation results with experimental results reported in literature 3 as shown in Fig. 2 (Ref 6-8). Thus, the developed FE model was valid for the simulation and analysis of triple valve multi-way loading forming and nonuniformity of deformation and temperature.

Size of triple valve body and FE model: (a) Triple valve body, (b) FE model

Shapes of forging at the different forming stages: (a) Experimental results (Ref 3), (b) FE results
According to our previous study placing the billet along the horizontal branch pipes was good for forming quality. A reasonable loading mode was adopted as follows: the horizontal punches loaded first and when they reached the projective position of die vertical cavity; the vertical punch started loading. The horizontal punches finished the loading stroke and stop, the vertical punch continued to move until completing its stroke (Fig. 3) (Ref 2, 9).

Schematic diagram of loading mode (Ref 9)
Results and Discussion
Simulation Conditions
Employing the established FE model, multi-way loading forming of AISI 5140 triple valve was thoroughly simulated and analyzed, and the nonuniformity of deformation and temperature under different forming conditions and the effects of process parameters on that were investigated. Three groups of forming conditions were considered in the simulation as follows:
-
Case 1: Loading speed of punch v = {5, 20, 50, 100} (mm/s), initial temperature of billet T = 1050 °C, friction factor m = 0.3.
-
Case 2: Initial temperature of billet T = {950, 1000, 1050, 1100} (°C), loading speed of punch v = 10 mm/s, friction factor m = 0.3.
-
Case 3: Friction factor m = {0, 0.2, 0.4}, loading speed of punch v = 10 mm/s, initial temperature of billet T = 1050 °C.
The standard deviation (SD) was adopted to describe the nonuniformity of variables such as deformation and temperature; \( {\text{SD}} = \sqrt {\sum\limits_{i = 1}^{N} {(X_{i} - X_{a} )^{2} } /(N - 1)} \), where X a was the average of variable X, \( X_{\rm a} = \sum\limits_{i = 1}^{N} {X_{i} } /N_{{}} \), and N was the number of elements. The larger the value of the SD, the greater the nonuniformity of the variable.
Nonuniformity of Deformation
Figure 4 shows the distribution of equivalent strain during multi-way loading forming of AISI 5140 triple valve under different forming conditions. Figure 5 shows the average equivalent strain and SD value of equivalent strain.

Distributions of equivalent strain at different forming conditions: (a) under different loading speeds, (b) under different initial temperatures, (c) under different friction factors

Equivalent strain and its SD at different forming conditions: (a) under different loading speeds, (b) under different initial temperatures, (c) under different friction factors
As loading speed of the punch increases, the maximum equivalent strain has the trend to decrease, while the minimum value increases (Fig. 4a). At the same time, both the average equivalent strain and the SD value of equivalent strain decrease, i.e., the deformation becomes more uniform (Fig. 5a). Therefore, appropriately enhancing the loading speed of punch can make the deformation more uniform. In general, an increasing the loading speed may make the deformation of billet more uneven. While under the forming conditions here (initial temperatures of billet and die, 1050 and 400 °C, respectively), due to the temperature gap between billet and die, the larger loading speed will shorten the forming time, leading to less heat loss of outside of billet. On the other side, larger loading speed will strengthen deformation and friction heating effect, this will reduce the temperature gap between inside and outside of billet and make the deformation of billet more uniform.
As the initial temperature of billet rises, the maximum value of equivalent strain decreases, the forming process is easier to be accomplished (Fig. 4b). Figure 5(b) shows the average equivalent strain and SD value of equivalent strain variation curves by changing the initial temperature of billet. Both the average equivalent strain and nonuniformity of equivalent strain (SD value) decrease gradually as the initial temperature of billet increases, indicating more uniform deformation. This is because enhancing the initial temperature of billet, the softening effect strengthens and flow ability of materials is improved. The deformation region expands and deformation becomes more uniform.
As the friction factor increases, the plastic deformation region changes little, while the equivalent strain increases slightly (Fig. 4c). Both the average equivalent strain and SD value of equivalent strain increase (Fig. 5c), nonuniformity of deformation has the trend to augment. This is because the increased friction makes the flow resistance of surface metal contacting with the die to increase, thus the deformation nonuniformity between the surface layer and inside of billet increases.
Figure 6 showed the load-displacement curves of horizontal punch under different forming conditions. The forming load of horizontal punch increases a bit as the loading speed increasing due to large strain rate and working hardening resulting of large loading speed (Fig. 6a). The higher the initial temperature of billet the smaller the extrusion load of horizontal punch (Fig. 6b). At the later forming stage the load of horizontal punch increased as friction between punch and billet increasing (Fig. 6c).

Load-displacement curve of horizontal punch: (a) under different loading speeds, (b) under different initial temperatures, (c) under different friction factors
Nonuniformity of Temperature
Figure 7 shows the distribution of temperature during multi-way loading forming of AISI 5140 triple valve under different forming conditions. It can be found that the distributing regions of the temperature are similar, the high temperature region concentrates in the core and the vertical branch of triple valve, on surface of horizontal branch pipes the temperature is relative low.

Distributions of temperature at different forming conditions (°C): (a) under different loading speeds, (b) under different initial temperatures, (c) under different friction factors
As loading speed of the punch increases, both the maximum and minimum values of temperature in forming body increase significantly (Fig. 7a). Figure 8(a) shows the effects of punch loading speed on average temperature and the SD value of temperature. As the punch loading speed increases, the average temperature of forming body rises, while the nonuniformity of temperature distribution (SD value of temperature) decreases, namely the temperature distribution in forming body is more uniform. This is because the larger the loading speed the shorter the forming time required, and the less heat loss. Meanwhile the deformation heating effect increases due to large loading speed, therefore the relative large loading speed can improve the uniformity of temperature distribution.

Average temperature and its SD at different forming condition: (a) under different loading speeds, (b) under different initial temperatures, (c) under different friction factors
As the initial billet temperature increases, in the forming body the high-temperature regions enlarge, while low-temperature regions diminish (Fig. 7b). Figure 8(b) shows the effects of initial billet temperature on average temperature and the SD value of temperature. As the initial billet temperature increases, in the forming body both the average temperature and the SD value of temperature nonuniformity increase, indicating that the temperature distribution in forming body is more nonuniform. This is because the higher the initial temperature of billet, the greater the temperature difference between the billet and the environment and die, this makes the heat transfer and heat convection enhanced in surface layer of the billet, so that on the surface of billet the temperature decreases rapidly. On the other hand, with the billet temperature increasing, the plasticity of billet is improved and the thermal effect resulting of deformation strengthens, thus in the core of the billet temperature increases rapidly. The combined effects of these both aspects make the temperature distribution in forming body more nonuniform with the increase of billet’s initial temperature.
As the friction factor increases, the temperature of the forming body increases a little in whole (Fig. 7c), and the average temperature rises owing to heating effect resulting of frictional work. The SD value of temperature nonuniformity nearly remains unchanged (Fig. 8c), namely the friction has little effect on the temperature nonuniformity.
Conclusions
The multi-way loading forming of the AISI-5140 steel triple valve is simulated and the influences of main process parameters (loading speed of punch, initial temperature of billet and friction) on the forming process and nonuniformity of deformation and temperature are studied using a reliable 3D coupled thermo-mechanical FE model. The obtained results show that (1) the degree of deformation nonuniformity decreases with the increase of the punch loading speed, initial temperature of billet, or the decrease of the friction factor; (2) the average temperature of the forming body increases as the punch loading speed, initial temperature of billet and the friction increase, while the degree of temperature nonuniformity decreases with the increase of punch loading speed or decrease of initial billet temperature.
References
J.C. Xia and Y.G. Wang, A Study of a Die Set for the Multiway Die Forging of Pipe Joints, Int. J. Mach. Tools Manuf., 1991, 31(1), p 23–30
X.F. Guo, H. Yang, Z. C. Sun, et al., Coupled Thermal-Mechanical FEM Analysis on Multi-Way Loading Forming Process of Triple Valve Body, J. Plast. Eng., 2009, 16(4), p 85–90 (in Chinese)
A. Gontarz, Forming Process of Valve Drop Forging with Three Cavities, J. Mater. Process. Technol., 2006, 177, p 228–232
J.S. Xu, Study on Metal Flow in Multi-Ram Forging Process of Equal Diameter Tee Joint, Forg. Stamp. Technol. 2002, 4, p 11–14 (in Chinese)
Z. Hu, B.Y. Wang, Z. Liu, et al., 2-D Elastoplastic FEM Simulation of the Whole Forging Process of a T-Joint Part, J. Plast. Eng., 1996, 03(2), p 33–40 (in Chinese)
Z.C. Sun, H. Yang, and X.F. Guo, Modelling of Microstructure Evolution in AISI, 5140 Steel Triple Valve Forming Under Multi-Way Loading, Steel Res. Int., 2010, 81(9), p 282–285
D.W. Zhang, H. Yang, and Z.C. Sun, Finite Element Simulation of Aluminum Alloy Cross Valve Forming by Multi-Way Loading, Trans. Nonferrous Met. Soc. China, 2010, 20(6), p 1059–1066
D.W. Zhang, H. Yang, and Z.C. Sun, 3D-FE Modeling and Simulation of Multi-Way Loading Process for Multi-Ported Valve, Steel Res. Int., 2010, 81(3), p 210–215
Z.C. Sun, J.H. Wang, and H. Yang, Study on Forming Feasibility of AISI-5140 Triple Valve by Multi-Way Loading: From Aspect of Geometric Parameters, Adv. Mater. Res., 2011, 299–300, p 982–987
Acknowledgments
The authors would like to gratefully acknowledge the support of National Natural Science Foundation of China for key program (50735005), National Natural Science Foundation of China (50905145), National Basic Research Program of China (2010CB731701), the 111 Project (B08040), and Fund of the State Key Laboratory of Solidification Processing in NWPU(59-TP-2010).
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix 1: Materials Properties of AISI-5140 and AISI-H13

Stress-strain curves of AISI-5140

Stress-strain curves of AISI-H13
Appendix 2: The Previous Work of FE Model and Model Validation in Ref 6-8
Based on FE soft environment of DFEORM-3D, a reliable coupled thermal-mechanical 3D-FE model of multi-way loading forming process of multi-ported valve body is established using rigid-viscoplastic FE method. The material properties of the billet and die come from the material library in DEFORM-3D. In the model, the die is treated as a rigid body, while the billet as a rigid-plastic material. In the simulation, the metal yields based on the Von Mises yielding criteria. The shear friction model is employed to describe the friction at die-billet interface. The frictions between male dies and female die are ignored.
where f s is the frictional stress; K is the shear yield stress of the metal; and m is the friction factor.
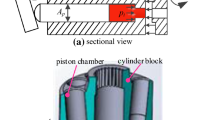
The multi-way loading process of multi-ported valve adopts a closed forging without flash. In the process, upper and lower (z axis) female dies close firstly, then the male dies in the plane (x and y axis) are loaded at the same time or in sequential time. The geometric models of billet and dies are built in CAD software. Then, the geometric models are inputted into DEFORM-3D by means of STL format, which are assembled under DEFORM.
According to the geometrical and boundary conditions of multi-way loading to manufacture the tee valve, it is possible to model 1 s of the problem. Furthermore, structures of dies are also simplified, such as (1) grip blocks of male dies are omitted, thus the male die is composed of punch and die block; (2) the thickness of die block of male die is reduced; (3) the thickness and lengths in x and y axis of female die are reduced. Four-node tetrahedron elements are generated for the billet and the dies, shown in Fig. 11. The initial meshes in dies are not homogeneous, being coarser beyond the die-billet interface. Automatic remeshing technology is used to avoid mesh distortion.

3D-FE model of tee valve forming process under multi-way loading; 1—billet, 2—x axial male die, 3—y axial male die, 4—female die, and 5—die block of male die
In order to validate the 3D-FE model, simulations for two multi-way loading processes have been carried out, respectively, based on forming the forging in the literature (Ref 3). The shapes and dimensions of the forgings are shown in Fig. 12.

Shapes and dimensions of forging
The loading conditions are the same for forging in the literature (Ref 3), and are as follows: (1) at the first loading stage, two horizontal (x axial) male dies are loaded until two horizontal cavities are formed, then the male dies are held on that position; (2) at the second loading stage, vertical (y axial) male die is loaded until vertical cavity is formed; (3) finally three male dies could be unloaded. Above loading conditions and parameters listed in Table 3 are used to simulate forming process of forging A.
The comparison of shapes of forging A between numerical simulation results and the experimental results is shown in Fig. 13. It can be seen from Fig. 13 that the shapes of forging A in numerical simulation show a good agreement with that obtained by experiment in the literature (Ref 3). So, it indicates that the established 3D-FE model is reasonable.

Shapes of forging at the chosen stages. (a) Experimental results (Ref 3) and (b) FEM results
Rights and permissions
About this article
Cite this article
Sun, Z., Yang, H. & Guo, X. FE analysis on Deformation and Temperature Nonuniformity in Forming of AISI-5140 Triple Valve by Multi-Way Loading. J. of Materi Eng and Perform 22, 358–365 (2013). https://doi.org/10.1007/s11665-012-0253-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-012-0253-9