
Abstract
In this article, the bainitic transformation during austempering was studied for a 2.11% Al containing ductile iron under different isothermal holding times. The austenitizing time and temperature were selected to be 60 min and 920 °C, respectively, referring to previous studies. The isothermal austempering heat treatments were performed at 350 °C for different durations. Microstructures have been examined by optical microscopy, scanning electron microscopy, and transmission electron microscopy. Microstructural investigations revealed that austempering treatment at 350 °C for durations up to 100 min results in microstructures consisting of carbide-free bainitic ferrite with considerable amounts of retained austenite while the extension of isothermal transformation time leads to precipitation of carbides. Hardness measurements were also carried out the results of which were shown to be consistent with microstructural evolutions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cast irons as a group of versatile materials exhibit a variety of mechanical properties resulting from microstructural control (Ref 1, 2). Coupled with considerable ductility and toughness that it gained through austempering process, austempered ductile iron (ADI) has been used in a variety of applications in the recent years due to its high strength and hardness. For instance, ADI is twice as strong as the common ductile irons. The microstructure which forms during austempering is extremely dependent on chemical composition, temperature, and time of transformation (Ref 1, 3).
The alloying elements significantly influence the characteristics of ductile irons. Several studies have investigated the effect of alloying elements, such as Al, Ni, Cu, V, Cr, Mo, and Ti on the size, shape, and spatial distribution of the spherical graphites (Ref 1–5).
Aluminum-alloyed cast irons have specifications, such as high temperature oxidation resistance, improved machineability, enhanced strength at room and elevated temperatures, and less density. Aluminum also acts as an active precipitant of graphite causing these alloys to contain more graphite nodules than the non-Al containing ductile irons. Resulting in the above advantages, the use of Al in ductile iron has been highly demanded during the recent years (Ref 1, 4–12).
Al-alloyed cast irons may be divided into two groups: the first one includes the cast irons containing up to 6% aluminum and the second group includes the ones containing 18 to 25% aluminum. It is reported that Al significantly substitutes Si in the first group (Ref 2). Pearlite transformation temperature has been shown to elevate about 16 °C for a 2% and 96 °C for a 6.2% addition of aluminum. Also the addition of aluminum for 1-5.75% leads to the increase of the solidification temperature for about 16 °C (Ref 3).
Austempered ductile irons are usually austenitized at temperatures ranging from 825 to 950 °C. They are then quickly cooled down and held in a molten salt bath, molten metal or hot oil at 280-550 °C for about 60 to 120 min. Depending on the austenitizing conditions and subsequent isothermal holding criteria, bainitic ferrite and retained austenite as well as martensite, carbide or a combination of these phases could be finally obtained (Ref 1–3).
According to the different transformation products, two austempering stages have been identified. The products of first stage are small bainitic ferrite plates with high carbon austenite located between them.
High concentration of carbon is resulted from its rejection as the bainitic ferrite grows towards the untransformed high carbon austenite.
The second stage of transformation includes the transformation of meta-stable high carbon austenite to ferrite and ε-carbide, or cementite during long austempering times.
For short holding times, the non-transformed meta-stable high carbon austenite will remain within the microstructure as retained austenite during the cooling to the room temperature. This is dependent on the cooling rate and hardenability of iron which is strongly influenced by alloying elements (Ref 13, 14). The time period between the end of first reaction and the onset of second one is referred to as “process window” (Ref 14).
Comparing the dilatometry data with the X-ray results, Kutsov et al. (Ref 15) have reported that the formation of the upper and the lower bainite in ductile iron may be described by different C-shaped curves and the morphology of the bainite changes accordingly. Upper bainite is produced by the consecutive isothermal nucleation of ferrite subunits at temperatures above 330 °C. Surplus carbon would be rejected to the surrounding austenite by the ferrite subunits. Ultimately austenite would be stabilized or precipitated as carbide between ferrite plates (Ref 16).
In the upper bainite, the nuclei of ferrite formed at several sites on the austenite boundary grow in lath form into the austenite grain. A Kurdjumov-Sachs orientation relationship exists between austenite and ferrite. As growth proceeds, carbon partitioning increases the concentration of the austenite until cementite nucleates and grows. There is quite a bit of doubt among researchers about the mode of growth.
Due to the high temperature of transformation, carbon diffusion in the upper bainite is more rapid than in the lower bainite. This allows the carbon to partition to austenite during the growth of the ferrite laths. This austenite is termed high carbon austenite. If austempering is interrupted in its early stages, the austenite will transform at least partially to martensite during cooling. However, with the increase of the carbon content of the austenite, the M S temperature will be lowered enabling a high amount of austenite to be retained during the cooling to the room temperature (Ref 9).
Si retards the formation of bainitic carbides, resulting in steels and cast irons with carbide-less bainitic microstructures. Moreover, enrichment of carbon in retained austenite can lead to its stabilization against transformation to martensite upon cooling (Ref 17). It is shown that aluminum could be used to suppress the carbide formation during isothermal holding at the austempering temperature (Ref 9).
Although there are numerous studies discussing the mechanism of bainite transformation, few ones have investigated the bainite transformation in ductile irons containing Al as a substitute for the Si. The present work is an attempt to study the effect of aluminium alloying and austempering process on the bainitic microstructure of the 2.11% Al containing ductile iron.
Among all austenitizing and austempering parameters to determine an optimal time for the formation of a bainitic ferrite microstructure with the least carbide content, austempering holding time has a significant engineering importance in the processing of ductile irons. The existence of carbide in the structure will result in poor mechanical properties such as low ductility and premature failure in tension and fatigue conditions. This implies the importance regarding the appropriate selection of austempering time. The isothermal heat treatment should end within the process window to allow maximum formation of bainitic ferrite before the precipitation of carbides.
To the best of our knowledge, with the composition similar to ours, present investigation has been the first one to determine the optimum austempering heat treatment conditions emphasizing the appropriate austempering isothermal holding time with the aid of electron microscopy.
Experimental
Melt and Heat Treatment
Melting was performed in a Morgan gas-fired furnace (with 25 kg capacity lift-out crucible) and a high frequency melting plant with 20 kg capacity (with a tilting crucible) was used to produce experimental ductile cast iron.
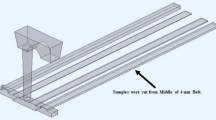
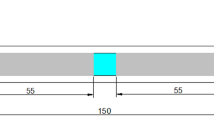
After melting, the alloy temperature was increased to 1550 °C and small aluminum blocks were promptly dropped into the bottom of the liquid metal crucible to prevent floating and oxidation of aluminum. Enough time was given to ensure the complete dissolution of the aluminum in the molten iron. FeSiMg (5% Mg) alloy was added to the liquid iron at 1400 °C and ejection of the metal during dissolution of magnesium was prevented by means of a special enclosed reaction vessels. Then, inoculation with 0.6 wt.% ferro-silicon containing 75% Si was carried out in the crucible. In the casting of ductile irons, the effects of inoculants on spherodizing decrease by the increase of the holding time of melting. A reaction chamber which holds the inoculant material in the running system was used to ensure the uniform pouring of inoculant over the whole casting and to achieve a satisfying distribution of spherical graphite and maximize the efficiency of the inoculant material (Ref 2). The melts were cast with a pouring temperature of approximately 1350 °C using green sand and gravity die casting. Y-block sand molds and permanent molds were used according to the ASTM A897M-90 standard. Chemical composition of the cast samples is given in Table 1.
Quantitative measurements of the carbon content of the experimental irons were performed using the equipment at Swinden Technology Centre of Corus Group PLC (formerly British Steel Ltd.). In order to exactly analyze the aluminum content, atomic absorption spectrophotometry (AAS) method was used in Hi-Search Technology (HIST) of Birmingham University. Permanent mould cast specimens were then austenitized at 920 °C for different times. Subsequently, the specimens already austenitized for 60 min, were isothermally held at 350 °C for different times, i.e., 1, 20, 40, 60, 100, and 1320 min.
Microstructural Examination
Optical (OM), scanning (SEM), and transmission electron microscopes (TEM) were utilized to investigate the properties of the spherical graphite and other phases of the as-cast and heat-treated specimens. The OM (Olympus BX60MF5) equipped with the digital camera (JVC 10215670) was used to study the microstructure. For SEM, a Cambridge Series 3 SEM fitted with a Link 860 Series 1 EDX system and a Cambridge Series 4 SEM was used. To determine the characteristics of the microstructure, a working distance between 20 and 24 mm was chosen with an accelerating voltage of 20 kV and spot size of 4 to 6 nm. The thin foils were examined using Philips CM20 TEM operating at an accelerating voltage of 200 kV. To analyze the volume fraction of phases, MIP image analyzing software (a registered trade mark for the metallographic image processing software developed in Nahamin Pardazan Asia Co. at Ferdowsi University of Mashhad) and point counting were used for both non-etched polished specimens and etched specimens.
Hardness Measurements
Hardness measurements have been performed using a Vickers Engineering Group Vickers hardness tester at the load of 50 kg on the polished as-cast and heat-treated specimens. A minimum of five hardness testing measurements were performed for each specimen.
Results and Discussions
Microstructural characteristics of the specimens were investigated right after the casting process for different types of mold media. Figures 1 and 2 demonstrate the relatively random and uniform distribution of graphite. These figures show that the casting process and the spherodizing of graphite have been accomplished successfully. As it is observed in Table 2, the use of permanent mold instead of sand mold leads to an increase in the number of graphite nodules and a decrease in the size of the same. Enhanced microstructural and mechanical properties of the specimens cast in permanent mold can be attributed to the higher cooling rate which causes an increment in the number of nodules, pearlite content, and hardness as well.

Optical micrograph of the permanent mold cast ductile iron containing 2.11 wt.% aluminum prior to etching

SEM image of the permanent mold cast ductile iron containing 2.11 wt.% Al
Figure 2 is a SEM image showing the presence of spherical graphite in a ferrite-pearlite matrix. The volume fraction of each phase is measured and compared with the authors’ previous investigations on alloys with different percentage of Al (Table 3) (Ref 18). This table implies an increasing trend in the volume fraction ratio of pearlite to ferrite with increase of aluminum which is of great engineering importance.
Pearlitic irons respond to heat treatment much better than annealed or ferritic irons since carbon has already dispersed in their matrix as pearlite, and will be dissolved when the α to γ transformation occurs. In a ferritic iron however, carbon must diffuse from the graphite nodules into the matrix. Unless there is enough time for this to occur at 60-100 °C above the critical temperature, the carbon level in the austenite region will be low and the iron will show a poor response to hardening (Ref 2).
Previous studies (Ref 10, 18) have reported that a time and temperature combination of 60 min and 920 °C seem to be the most appropriate one for austenitizing Al alloyed cast irons. For the examined 2.11% Al ductile iron of this study, water quenching of the specimens with aforementioned austenitizing conditions resulted in fully martensitic microstructures, confirming the noted conditions as optimum ones for austenitizing of the 2.11% Al containing ductile iron (Fig. 3).

Optical micrograph of the permanent mold cast ductile iron containing 2.11 wt.% aluminum austenitized at 920 °C for 60 min and quenched in water
Hardness measurements of the specimens show that the shorter austenitising time leads to lesser hardness (Fig. 4). It is concluded that in shorter austenitizing times the specimen could not be completely austenitized. Based on the hardness values, an increasing trend can be seen that reaches a peak and a decreasing trend thereafter which is the result of the extension of the austenitizing time. The peak represents the time that specimen has completely transformed to austenite. Longer holding times at austenitizing temperature lead to improved homogeneity and reduce the microsegregation of alloying elements which results in an improved bainitic structure during austempering.

The effect of austenitizing time on the hardness of the permanent mold cast ductile iron containing 2.11 wt.% aluminum (austenitized at 920 °C)
However, having an optimum point, the increase of austenitizing time results in lesser hardness which is attributable to the growth of austenite grains. According to the results shown in Figure 3 and 4, which are in good agreement with previous studies (Ref 10, 18), an austenitizing time of 60 min was selected for this study.
Kiani-Rashid (Ref 18) has shown that the austenitizing time of ductile irons decreases with increase of temperature. He also has reported that the rate of austenitising is influenced by the amount of aluminum. Thus, the optimum austenitising temperature and time would be different for ductile irons containing different amounts of aluminum. Aluminum also increases the hardenability and suppresses the formation of pearlite during quenching in ADI.
To clarify the effect of austempering holding time, electron microscopy investigations were carried out on the specimens austenitized at 920 °C for 60 min, which have been cooled and held at 350 °C for different holding times from 1 to 1320 min.
Figure 5 is a SEM image demonstrating that the bainite transformation starts in less than 1 min. It is observed that the microstructure consists of sub-units of bainitic-ferrite and high carbon austenite which are interwoven together after only 1 min.

SEM image of the permanent mold cast ductile iron containing 2.11 wt.% aluminum austempered at 350 °C for 1 min
As the image indicates, a small volume fraction of the matrix has transformed to bainite, and the remaining austenite which has not been transformed would be converted to martensite by quenching in water (Fig. 5). The volume fraction of austenite that has transformed to bainite shows an increasing trend by the increase of the austempering time.
As it can be seen in Figure 6, there remains few untransformed austenite in the matrix during the 60 min holding time which would be transformed to martensite during quenching. Kiani-Rashid (Ref 19) has reported the formation of carbide in ductile iron with 4.88 wt.% Al when applying 1320 min of austempering holding time. According to the SEM image (Fig. 6b) it seems that 100 min is an almost adequate holding time at the 350 °C austempering temperature for the examined iron to gain a bainitic microstructure with the least amount of martensite or carbide that results in the best combination of mechanical properties (Ref 19).

SEM image of the permanent mold cast ductile iron containing 2.11 wt.% aluminum, austempered at 350 °C for (a) 20 min, (b) 60 min
TEM was used to study the microstructure of the ductile iron with 2.11 wt.% Al austempered at 350 °C for 40 min (Fig. 7). TEM observations show that the ductile iron consists of an aggregate of carbide-free bainitic-ferrite subunits and high carbon retained austenite which forms next to each other consecutively. It is concluded that this temperature is high enough for carbon to run from ferrite subunits to the surrounding austenite and produce ferrite with high carbon austenite around it without any cementite precipitation.

TEM images of the austempered ductile iron containing 2.11 wt.% aluminum at 350 °C for 40 min (a) bright field, (b) dark field, (c) corresponding SADP, (d) indexed SADP
Figure 7(c) shows the SAD pattern taken from the high-carbon retained austenite (darker phase) in Fig. 7(a). The indexed SADP in Fig. 7(d) shows the \([01\overline{1}]_{\gamma} \) zone and \([\overline{1} 21]_{\alpha} \) zone, indicating the occurrence of upper bainite structure.
TEM image of the microstructure of ductile iron containing 2.11% Al obtained after 100 min holding time at 350 °C is shown in Fig. 8. The SADP of ferritic region in the interface of bainitc ferrite is illustrated in Fig. 8(c). The indexed SADP in Fig. 8(d) shows [133]α zone and no carbide precipitation occurrence after isothermal heat treatment at 350 °C for 100 min.

TEM images of the austempered ductile iron containing 2.11 wt.% aluminum at 350 °C for 100 min (a) bright field, (b) dark field, (c) corresponding SADP from the ferrite along [133]α, (d) indexed SADP
The short time austempered iron containing 2.11 wt.% Al consists of upper bainite which is free of carbide confirming the strong effect of Al graphitization to suppress the formation of the carbides (Ref 19). This is similar to what is observed in the bainite transformation of silicon rich steels. It seems that similar to Si, Al plays a key role to prevent the formation of carbide. The only difference is that the carbon concentration in the retained austenite strongly depends on the transformation temperature and holding time in the case of ductile irons. This is because the austenite in ductile irons is in equilibrium with graphite, and the achievement of balance between these two phases depends on the temperature and time (Ref 20).
Figure 9 is a TEM image of 2.11% Al ductile iron after isothermal heat treatment at 350 °C for 1320 min. More detailed observations revealed that after long austempering holding times like 1320 min, eta-carbides can be distinguished in bainite matrix (Fig. 9c). SADP taken from dark field image shows the reflection of [022]η eta-carbide confirming that some transitional carbides occur after 1320 min isothermal heat treatment. The indexed SADP in Fig. 9(d) consists of \([1\overline{1} 0]_{\alpha} \) ferrite, \([\overline{1} 11]_]{\gamma} \) austenite and \([\overline{1} 1\overline{1}]_{\eta} \) eta-carbide zone.

TEM images of the austempered ductile iron containing 2.11 wt.% aluminum at 350 °C for 1320 min (a) bright field, (b) dark field, (c) corresponding SADP from [022]η eta-carbide, (d) indexed SADP
The hardness values vs. isothermal holding times is reported in Fig. 10. Up to 100 min, the hardness of the material decreases as the austempering time increases. This can be attributed to the increase in the volume fraction of austenite and the decrease in the volume fraction of martensite as the austempering time extends. This causes an enhancement in ductility and a concomitant decrease in hardness. However, in longer holding times hardness increases mainly due to the carbide precipitation.

The effect of isothermal holding time on the hardness of the permanent mold cast iron containing 2.11 wt.% aluminum austempered at 350 °C
Conclusions
The results of the research led to the following conclusions:
-
The presence of 2.11 % aluminum in the microstructure of ductile iron results in a reduction in the average nodule size, higher nodule count and random distribution of spherical graphite nodules. It is also demonstrated that the increase of Al content from 0.48 to 2.11 wt.% causes the predominant phase of the microstructure to be pearlite rather than ferrite.
-
At short austempering times (up to 100 min) carbides were not detected in the microstructures of 2.11% Al ductile iron and the matrix consisted of aggregated layers of carbide-free bainitic ferrite and retained austenite. This was attributed to strong graphitization tendency of aluminum and silicon which helped to suppress the formation of the carbides.
-
At longer periods of transformation time (1320 min), eta-carbide was identified the formation of which was attributed to transformation of high-carbon austenite to ferrite and carbide.
-
Hardness measurement showed a decreasing trend up to 100 min of isothermal holding time which is the result of the decrease in the amount of martensite and the increase in the amount of retained austenite with the extension of the isothermal transformation time. The observed increase in hardness value at longer times was the result of carbide precipitation.
References
I.C.H. Hughes, Ductile Iron, Metals Handbook, Casting, Vol 15, 9th ed., BCIRA International Center for Cast Metals Technology, Great Britain, 1988, p 647–666
R. Elliott, Cast Iron Technology, Butterworths & Co. (Publishers) Ltd., London, 1988
H.T. Angus, Cast Iron, Butterworths & Co. Publishers Ltd., London, 1978
M. Nili-Ahmadabadi, E. Niyama, and J. Echigoya, Transmission Electron Microscopy Study of High Temperature Bainitic Transformation in 1 wt.% Mn Ductile Iron, Mater. Sci. Eng. A Struct. Mater., 1995, 194, p 87–98
M. Cemal Cakir and Y. Isik, Investigating the Machinability of Austempered Ductile Irons Having Different Austempering Temperatures and Times, Mater. Des., 2008, 29, p 937–942
E. Dorazil, B. Barta, E. Munsterova, L. Stransky, and A. Huvar, High-Strength Bainitic Ductile Cast Iron, AFS Int. Cast. Met. J., 1982, 7.2, p 52–62
L. Sidjanin, R.E. Smallman, and S.M.A. Boutorabi, Microstructure and Fracture of Aluminum Austempered Ductile Iron Investigated Using Electron Microscopy, Mater. Sci. Technol., 1994, 10, p 711–720
A.R. Kiani-Rashid and D.V. Edmonds, Graphite Phase Formation in Al-Alloyed Ductile Irons, Int. J. Eng., 2002, 15(3), p 261–272
A.R. Kiani-Rashid, “The Effect of Aluminum on the Structure and Heat Treatment Conditions on Austempered Ductile Iron,” Ph.D. Thesis, School of Materials, University of Leeds, UK, 2000
A.R. Kiani-Rashid and D.V. Edmonds, Microstructural Characteristics of Al-Alloyed Austempered Ductile Irons, J. Alloys. Compd., 2009, 477, p 391–398
R.P. Walson, Aluminum Alloyed Cast Iron Properties Used in Design, AFS Trans., 1997, 5, p 51–58
A. Shayesteh-Zeraati, H. Naser-Zoshki, A.R. Kiani-Rashid, and M.R. Yousef-Sani, The Effect of Aluminum Content on Morphology, Size, Volume Fraction and Number of Graphite Nodules in Ductile Iron, J. Mater. Des. Appl., 2010, 224, p 117–122
H. Bayati and R. Elliott, Relationship Between Structure and Mechanical Properties in High Manganese Alloyed Ductile Iron, Mater. Sci. Technol., 1995, 11, p 284–293
M. Bahmani and R. Elliott, Isothermal Transformation Diagrams for Alloyed Ductile Cast Iron, Mater. Sci. Technol., 1994, 10, p 1050–1056
A. Kutsov, Y. Taran, K. Uzlov, A. Krimmel, and M. Evsyukov, Formation of Bainite in Ductile Iron, Mater. Sci. Eng. A Struct. Mater., 1999, 273–275, p 480–484
J.W. Christian and D.V. Edmonds, Phase Transformations in Ferrous Alloys, AIME, Warrendale, PA, 1984, p 293–325
H.K.D.H. Bhadeshia and D.V. Edmonds, Bainite in Silicon Steels: New Composition-Property Approach Part 1, Metal Sci., 1983, 17, p 411–419
A.R. Kiani-Rashid, Influence of Austenitising Conditions and Aluminum Content on Microstructure and Properties of Ductile Irons, J. Alloys. Compd., 2009, 470, p 323–327
A.R. Kiani-Rashid, The Bainite Transformation and the Carbide Precipitation of 4.88% Aluminum Austempered Ductile Iron Investigated Using Electron Microscopy, J. Alloys. Compd., 2009, 474, p 490–498
H.K.D.H. Bhadeshia, Bainite in Steels, Transformation, Microstructure and Properties, second ed, IOM Communications Ltd, London, 2001, p 388–397
Acknowledgments
The authors wish to thank Mr. B. Bazaz and Mrs. A.T. Yazdi for their worthy assists. We would also like to express our sincere thanks to Professor D.V. Edmonds at the Materials Department of University of Leeds for his valuable support in electron microscopy.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Erfanian-Naziftoosi, H.R., Haghdadi, N. & Kiani-Rashid, A.R. The Effect of Isothermal Heat Treatment Time on the Microstructure and Properties of 2.11% Al Austempered Ductile Iron. J. of Materi Eng and Perform 21, 1785–1792 (2012). https://doi.org/10.1007/s11665-011-0086-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-011-0086-y