
Abstract
One of the most important issues that hinder the widespread use of friction stir (FS) processing, an effective microstructural modification technique, is the lack of accurate predictive tools that enable the selection of suitable processing parameters to obtain the desired grain structure. In this study, a model that is capable of predicting the resulting average grain size of a FS-processed material from process parameters is presented. The proposed model accounts for both dynamic recrystallization and grain growth. Several AZ31 magnesium samples were FS processed in different combinations of rotational and translational speeds. The thermal fields and resulting average grain size were measured, and the effective strain rates were approximated analytically. The results show that the proposed model is capable of predicting the resulting grain size of FS-processed materials.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In 1991, TWI presented friction stir welding (FSW) as a new solid-state joining technique (Ref 1). The concept of FSW has been utilized in an advanced microstructural modification technique called friction stir processing (FSP). FSP is a solid-state technique in which a specially designed rotating tool is used; the shoulder of the tool rubs the surface of a sheet, generating enough heat to soften the material (no melting takes place), while the plunged pin stirs the softened material to produce a dynamically recrystallized microstructure, which is characterized by equiaxed fine grain structure. FSP is a thermo-mechanical process that involves both severe plastic deformation due to mechanical stirring and heat treatment due to the heating associated with the process. Therefore, the relationship between the processing parameters, thermal histories, amount of plastic deformation and microstructure must be well understood to accurately model and optimize this process.
Many researchers have investigated different aspects of friction stir technologies. Most of them have focused on the FSW of aluminum alloy, while others have done some studies on steel, titanium, copper, and magnesium (Ref 2-7). Ferro and Bonollo (Ref 8) proposed a semianalytical, thermal model in which the heat flow was based on the differential equations for heat in a solid body, and heat generation was presented as a function of the tool-matrix interface temperature. In their study, Hamilton et al. (Ref 9) proposed a thermal model of FSW using an energy-based formulation of the Johnson-Cook plasticity model; heat generated due to plastic deformation and due to friction were incorporated. Heurtier et al. (Ref 10) proposed a thermo-mechanical analysis of FSW in which velocity fields were introduced based on classical fluid mechanics. Buffa et al. (Ref 11) used a finite element model, which was calibrated experimentally, to investigate the temperature and strain distributions. Chang et al. (Ref 12) proposed an empirical relation between the resulting average grain size and Zener-Holloman parameter for FSP AZ31 Mg alloy. An analytical model for heat generation during FSW was proposed by Schmidt et al. (Ref 13); they studied different contact conditions between tool and weld: sliding, sticking, and partial sliding/sticking. Arbegast (Ref 14) modeled FSW as a metalworking process and presented relationships to calculate the extrusion zone width, strain rate, and pressure. Schneider and Nunes (Ref 15) described the material flow during FSW through three incompressible flow fields. Ulysse (Ref 16) proposed a 3-D viscoplastic model for FSW to determine the effect of tool speed on temperature.
However, the complex, coupled mechanical and thermal aspects of the process have not yet been well elucidated. Therefore, an integrated multidisciplinary approach that incorporates mechanical, microstructural, and thermal aspects of the process is needed. The main objective of this study was to develop a model that is capable of predicting the resulting grain size of FSP AZ31 magnesium alloy from process parameters, taking into consideration the refinement due to dynamic recrystallization and grain growth. Both experimental and analytical investigations have been carried out to develop, calibrate and validate the model.
Experimental
In this study, commercial magnesium alloy AZ31B in the form of 3.22-mm-thick sheets was used. Magnesium was chosen because it is the lightest construction metal on earth, which offers great potential for weight reduction. Moreover, recent results suggest that the poor formability of magnesium at room temperature can be overcome by refining and homogenizing the grain structure of magnesium (Ref 17, 18).
A vertical CNC milling machine was used to conduct the FSP experiments. The FSP tool was made of H13 tool steel with a flat shoulder (12.7 mm in diameter) and a flat cylindrical pin (6.35 mm in diameter and 3.05 mm long). Different combinations of rotational (between 1000 and 1750 rpm) and translational (between 5.08 and 12.70 mm/s) speeds were used to successfully FS process AZ31 magnesium samples. The thermal fields during FSP were measured using a dual-band thermographic system; more details can be found in Darras et al. (Ref 18, 19). Optical microscopy was used to observe the microstructure of the as-received, FS-processed magnesium samples. All microstructural samples were taken from the transverse section of the processed area in the middle of the sheet thickness (within the nugget zone). Figure 1 shows the experimental setup used in this study.

Experimental setup
Model
FSP is a thermo-mechanical process that involves severe plastic deformation at high temperature. To predict the resulting grain size of the processed material, two critical aspects have to be considered: grain refinement due to dynamic recrystallization and grain growth due to exposing the processed material to high temperature for a given period of time. The proposed model begins by estimating the strain rate values from process parameters. Then, the average size of the dynamically recrystallized grain is related to the Zener-Holloman parameter. The effect of grain growth is then considered.
To estimate the strain rate distribution within the processed zone, velocity fields within the processed zone are proposed, where both translational and rotational components are considered. Then, the contact state variable \( \left( {{\updelta}} \right) \) proposed by Schmidt et al. (Ref 13) is incorporated to relate the processed material’s velocity to the tool’s velocity, as presented in Eq 1-3. Finally, the strain rate components are determined based on the velocity-strain rate relations, from which the effective strain rate is calculated based on Eq 4 (Ref 20).
The complex nature of this thermo-mechanical process makes it difficult to accurately model the contact state variable and consequently the strain rate distribution. For the current study, the following simplifying assumptions were made to approximate the strain rate values: the contact state variable was assumed to be one (full sticking condition) at the material/tool interface and decrease linearly farther away from the interface.
The grain refinement taking place in this process is believed to be because of dynamic recrystallization, and the average size of dynamically recrystallized grain can be related to the well-known Zener-Holloman parameter (Z) (Ref 21).
Because the processed material is exposed to high temperature for a certain period of time, grain growth certainly takes place. To account for grain growth, the well-known grain growth equation is utilized, where the dynamically recrystallized grain is used as the initial grain (see Eq 7 and 8).
By incorporating the effects of dynamic recrystallization and grain growth, the resulting grain size can be presented as shown in Eq 9.
Although the temperature here is function of time, for simplicity, it was assumed that the material is exposed to a constant temperature T for a period of time t. For this study, T ref was assumed to be 75 °C; both Q and E g were assumed to be 135 kJ/mol (activation energy for magnesium lattice diffusion (Ref 22), and n and k 0 were assumed to be 4 and 2.75 × 10−5, respectively [these values were based on a detailed study on grain growth kinetics in AZ31 by Miao et al. (Ref 23)].
Results and Discussion
Figure 2 shows the microstructure of the as-received and the FS-processed AZ31 magnesium samples. The results show that significant grain refinement was achieved using FSP; moreover, an average grain size (d) as small as 4.7 μm was attained by FSP AZ31 magnesium samples with an initial average grain size of 8.9 μm under the as-received condition.

Microstructure of Mg AZ31B samples: (a) as-received, processed at (b) 1000 rpm and 5.08 mm/s, (c) 1200 rpm and 5.08 mm/s, (d) 2500 rpm and 5.08 mm/s, (e) 1200 rpm and 6.35 mm/s and (f) 1200 rpm and 8.47 mm/s
The results show that more grain refinement can be achieved at lower rotational speeds. This is believed to be related to the thermal histories associated with the process because more heat is generated at higher rotational speeds, and therefore, more grain growth takes place. The effect of translational speed is the opposite: as the translational speed increases smaller grain sizes can be achieved. Again, this can be explained by the fact that at lower translational speed, the processed material is exposed to heat for longer periods of time, which allows for more grain growth. The results suggest that controlling the process parameters can dramatically change the resulting grain structure and, consequently, the properties of the processed material. It can even reverse the process from a grain refinement process to a grain-coarsening process, Fig. 2(d) shows a resulting average grain size of 14.4 μm (which is larger than the as-received average grain size); this sample was processed at high and low translational speeds, which means more grain growth due to being subjected to higher temperature for a longer period of time.
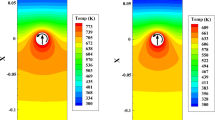
The effects of rotational and translational speeds on both the peak temperature reached during FSP and the time during which the processed material’s temperature was above the assumed reference temperature (T ref) are shown in Fig. 3. The results show that as the translational speed decreases, both the peak temperature and time increase, because of lower translational speeds; the processed material is exposed to the heat source (frictional heat and heat due to plastic deformation) for a longer period of time. However, the effect of rotational speed is the opposite: as rotational speed increases, both peak temperature and time increase because a higher rotational speed means more frictional heat and more heat due to plastic deformation. The results also suggest that the peak temperature is more sensitive to the rotational speed, while the period of time during which the material’s temperature is above T ref is more sensitive to the translational speed.

Effects of (a) rotational speed, and (b) translational speed on both the peak temperature and the time during which the material’s temperature is above the reference temperature (T ref)
To evaluate the values of constants a and m in Eq 9, the measured grain sizes for two arbitrary samples were used (the two samples used are with Nos. 2 and 6 in Table 1). Therefore, Eq 9 can be rewritten as
A comparison between the predicted and the measured resulting grain sizes is shown in Fig. 4. The predicted model’s results show good agreement with the experimental ones, which is a good indication of the model’s ability to predict the resulting grain size of FSP samples.

Comparison between predicted and measured resulting grain size
Conclusions
In this study, the effects of the process parameters on the resulting grain structure and thermal histories were investigated. I addition, a model to predict the resulting grain size was proposed, in which both dynamic recrystallization and grain growth were taken into account. The results of this study lead to the following conclusions:
-
FSP is an effective microstructural modification technique in which choosing the process parameters is crucial for successfully FSP a specific material and obtaining the preferred grain structure.
-
The thermal histories of FS-processed materials are found to be sensitive to both rotational and translational speeds. Moreover, because the process is considered to be a hot working process that involves both dynamic recrystallization and grain growth, both the peak temperature and the time during which the material is above a reference temperature are critical for determining the resulting grain size.
-
The proposed model is capable of predicting the resulting grain size.
Abbreviations
- D :
-
Resulting grain size (μm)
- d r :
-
Recrystallized grain size (μm)
- Z :
-
Zener-Holloman parameter
- \( \dot{\varepsilon }_{\text{e}} \) :
-
Effective strain rate (1/s)
- T :
-
Temperature (K)
- T ref :
-
Reference temperature below which grain growth is not significant (K)
- t :
-
Time during which the material’s temperature is above reference temperature (s)
- \( \upomega \) :
-
Rotational speed of the tool (rev/s)
- \( v \) :
-
Translational speed of the tool (m/s)
- \( u_{\uptheta } \) :
-
Tangential component of material’s velocity (m/s)
- \( u_{\text{r}} \) :
-
Radial components of material’s velocity (m/s)
- \( \updelta \) :
-
Contact state variable
- Q :
-
Activation energy for Mg lattice diffusion (J/mol)
- E g :
-
Activation energy for grain growth (J/mol)
- R:
-
Universal gas constant
- a, a 1, m, m 1, n, and k 0 :
-
Constants
References
W.M. Thomas, E.D. Nicholas, J.C. Needham, M.G. Murch, P. Temlesmith, and C.J. Dawes, GB Patent Application No. 9125978.8, December 1991
R.S. Mishra and M. Mahoney, Friction Stir Processing: A New Grain Refinement Technique to Achieve High Strain Superplasticity in Commercial Alloys, Mater. Sci. Forum, 2001, 357–359, p 2869–2877
Y. Kwon, N. Saito, and I. Shigematsu, Friction Stir Process as a New Manufacturing Technique of Ultrafine Grained Aluminum Alloy, J. Mater. Sci. Lett., 2001, 21, p 1473–1476
M. Khraisheh, B. Darras, P. Kalu, M. Adams-Hughes, and N. Chandra, Correlation Between the Microstructure and Forces Generated during Friction Stir Processing of AA5052, Mater. Sci. Forum, 2005, 475–479, p 3043–3046
H. Park, T. Kimura, T. Murakami, and Y. Nagano, Microstructures and Mechanical Properties of Friction Stir Welds of 60% Cu-40% Zn Copper Alloy, Mater. Sci. Eng. A, 2004, 371, p 160–169
J. Su, T.W. Nelson, and C.J. Sterling, Friction Stir Processing of Large-Area Bulk UFG Aluminum Alloys, Scripta Mater., 2005, 52, p 135–140
L. Commin, M. Dumont, J. Masse, and L. Barrallier, Friction Stir Welding of AZ31 Magnesium Alloy Rolled Sheets: Influence of Processing Parameters, Acta Mater., 2009, 57, p 326–334
P. Ferro and F. Bonollo, A Semianalytical Thermal Model for Fiction Stir Welding, Metall. Mater. Trans. A, 2010, 41A, p 440–448
C. Hamilton, A. Sommers, and S. Dymek, A Thermal Model of Friction Stir Welding Applied to Sc-Modified Al-Zn-Mg-Cu Alloy Extrusions, Int. J. Mach. Tool. Manuf., 2009, 49, p 230–238
P. Heurtier, C. Desrayaud, and F. Montheillet, A Thermomechanical Analysis of the Friction Stir Welding Process, Mater. Sci. Forum, 2002, 396–402, p 1537–1542
G. Buffa, J. Hua, R. Shivpuri, and L. Fratini, A Continuum Based FEM Model for Friction Stir Welding-Model Development, Mater. Sci. Eng. A, 2006, 419, p 389–396
C. Chang, C. Lee, and J. Huang, Relationship Between Grain Size and Zener-Holloman Parameter During Friction Stir Processing in AZ31 Mg Alloys, Scripta Mater., 2004, 51, p 509–514
H. Schmidt, J. Hattel, and J. Wert, An Analytical Model for the Heat Generation in Friction Stir Welding, Model. Simul. Mater. Sci. Eng., 2004, 12, p 143–157
W. Arbegast, Modeling Friction Stir Joining as a Metal Working Process, Proceeding of Hot Deformation of Aluminum Alloys III, TMS, 2003, p 313–327
J. Schneider and A. Nunes, Thermo-Mechanical Processing in Friction Stir Welds, Proceeding of Friction Stir Welding and Processing II, TMS, 2003, p 43–51
P. Ulysse, Three-Dimensional Modeling of Friction Stir-Welding Process, Int. J. Mach. Tool. Manuf., 2002, 42, p 1549–1557
F. Abu-Farha and M. Khraisheh, Deformation Characteristics of AZ31 Magnesium Alloy Under Various Forming Temperatures and Strain Rates, Proceedings of the 8th ESAFORM Conference on Material Forming, 2005, p 627–630
B. Darras, M. Khraisheh, F. Abu-Farha, and M. Omar, Friction Stir Processing of AZ31 Commercial Magnesium Alloy, J. Mater. Process. Technol., 2007, 191, p 77–81
B. Darras, M. Omar, and M. Khraisheh, Experimental Thermal Analysis of Friction Stir Processing, Mater. Sci. Forum, 2007, 539–543, p 3801–3806
L. Malvern, Introduction to the Mechanics of Continuous Media, Prentice-Hall, Englewood Cliffs, 1969, p 526
J. Yeom, E. Jung, J. Hoon Kim, J. Han Kim, J. Hong, N. Park, K. Kim, and S. Choi, Modeling and Simulation of Dynamic Recrystallization and Grain Growth During Hot Working of Inconel 783 Superalloy, Surf. Rev. Lett., 2010, 17(1), p 105–109
H. Forst and M. Ashby, Deformation-Mechanism Maps, Pergamon Press, Oxford, 1982, p 21 and 44
Q. Miao, L. Hu, X. Wang, and E. Wang, Grain Growth Kinetics of a Fine-Grained AZ31 Magnesium Alloy Produced by Hot Rolling, J. Alloys Compd., 2010, 493, p 87–90
Acknowledgments
The support of the Emirates Foundation, Science and Engineering Research Grant # 2010/117 is acknowledged. The author wishes to thank the Center for Manufacturing University of Kentucky for provision of their laboratory facilities to conduct part of this experimental study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Darras, B.M. A Model to Predict the Resulting Grain Size of Friction-Stir-Processed AZ31 Magnesium Alloy. J. of Materi Eng and Perform 21, 1243–1248 (2012). https://doi.org/10.1007/s11665-011-0039-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-011-0039-5