
Abstract
Low-carbon Al-killed hot rolled strips for direct forming, cold rolling, and galvanizing applications are produced from the similar chemistry at Ezz Flat Steel (EFS) through thin slab casting and rolling (TSCR) technology. The desired mechanical and microstructural properties in hot bands for different applications are achieved through control of hot rolling parameters, which in turn control the precipitation and growth of AlN. Nitrogen in solid solution strongly influences the yield strength (YS), ductility, strain aging index (SAI), and other formability properties of steel. The equilibrium solubility of AlN in austenite at different temperatures and its isothermal precipitation have been studied. To achieve the formability properties for direct forming, soluble nitrogen is fixed as AlN by coiling the strip at higher temperatures. For stringent cold forming, boron was added below the stoichiometric ratio with nitrogen, which improved the formability properties dramatically. The requirements of hot band for processing into cold rolled and annealed deep drawing sheets are high SAI and fine-grain microstructure. Higher finish rolling and low coiling temperatures are used to achieve these. Fully processed cold rolled sheets from these hot strips at customer’s end have shown good formability properties. Coil break marks observed in some coils during uncoiling were found to be associated with yielding phenomenon. The spike height (difference between upper and lower yield stresses) and yield point elongation (YPE) were found to be the key material parameters for the break marks. Factors affecting these parameters have been studied and the coiling temperature optimized to overcome the problem.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The precipitation and growth of aluminum nitride in low-carbon Al-killed steel is one of the fundamental metallurgical processes that affect the final microstructure and properties (Ref 1). The microstructure of steel evolves during hot rolling and cooling process. The various important factors, which affect the microstructure of the steel, are dissolution of AlN during heating and soaking, strain-induced precipitation of AlN during hot rolling, interpass recrystallization, austenite grain coarsening, finish rolling temperature (FRT), and cooling of the strip. The evolution of grain size has been shown (Ref 2) to be different in low-carbon steel than that of other steels. Thin slab casting and rolling (TSCR) of low-carbon steel has some distinguished characteristics, such as finer microstructure. Much faster cooling rate and rapid solidification (Ref 3) in association with liquid core reduction result in finer grains in thin slabs as compared to conventional thick slabs. This initial austenite grain size of slab plays an important role for controlling the final microstructure of the strip. During casting, some aluminum nitrides also precipitate in thin slabs before entry into the tunnel furnace and may not dissolve during heating and soaking (Ref 4) at 1150 °C for about 22 min. These fine precipitates restrain the growth of recrystallized austenite grains, which significantly affect the final microstructure. Further, during hot rolling process some amount of fine AlN precipitates at different stages because of strain and decrease in temperature. These precipitates inhibit austenite grain growth by pinning grain boundaries leading to refining of austenite and hence ferrite grains. The equilibrium solubility of AlN in austenite at different temperatures and its isothermal precipitation have been studied by different investigators (Ref 5-8).
Low-carbon Al-killed hot rolled steels are extensively used for cold forming, cold rolling, enameling, and galvanizing applications. These steels are almost similar in chemistry but have significant variations in mechanical and microstructural properties. Nitrogen in solid solution strongly influences the mechanical and formability properties of the steel. The detrimental effects of nitrogen in steel are increased YS, lower ductility and toughness, higher impact transition temperature (ITT), and susceptibility to strain aging. The important properties of hot band for cold forming application are lower YS, lower yield to ultimate tensile strength (UTS) ratio, higher elongation and resistant to strain aging. Nitrogen in solid solution adversely affects all these parameters. Hot strips for direct cold forming should have a low strain aging index (SAI) since it makes the steel prone to embrittlement (Ref 9). Strain aging also prevents plastic relaxation during forming and thus can promote cracking by raising the flow stress relative to the fracture stress. To achieve good formability properties in hot band, maximum amount of nitrogen is precipitated out as AlN by coiling the strip at higher temperatures (690-710 °C). The detrimental effects of nitrogen in steel can also be reduced or even eliminated by addition of a strong nitride forming element, such as boron.
The formability of cold rolled and annealed sheet steel (Ref 10, 11) is principally determined by its stretchability and drawability. Stretchability is the capacity of a material to resist localized necking during forming and is related to the strain hardening exponent (n). On the other hand, drawability is the ability of the material to flow easily in the plane of the sheet and resist localized thinning in the thickness direction. The drawability is related to the texture and the average plastic strain ratio (r-bar) has been shown (Ref 12) to be an index to the depth of draw. The important requirements of hot strips for production of cold rolled and annealed deep drawing sheets are higher SAI (i.e., more nitrogen in solid solution) and fine-grain microstructure, which are achieved by controlling the processing parameters. Nitrogen retained in solid solution is precipitated as fine AlN at a later stage (during annealing after cold rolling but before recrystallization occurs) and develop the desired {111} texture (Ref 11) for high r-bar value in the fully processed cold rolled and annealed sheets. Similarly, more deformation bands are formed in cold rolling of fine-grained steel, which act as nuclei for the development of {111} texture during annealing.
The present work was undertaken to study the effect of hot rolling parameters and precipitation of AlN on the mechanical and microstructural properties of Al-killed low-carbon steels for various applications.
Experimental
Steelmaking and Continuous Casting
Ezz Flat Steel (EFS) produces low-carbon Al-killed steels for diversified applications through electric arc furnace (EAF)—TSCR technology. The plant consists of a modern EAF of 185-ton capacity, a ladle refining furnace (LRF), a flexible thin slab caster to produce 70-mm thick slabs after liquid core reduction and a hot strip mill comprising of modern facilities for production of quality strips. Low-carbon hot rolled coils for cold forming, cold rolling, and galvanizing applications are produced from the similar steel chemistry. The typical chemistry of these steels is C 0.025 to 0.05%, Mn 0.15 to 0.22%, Si 0.035% max., P 0.004 to 0.012%, S 0.001 to 0.006%, Al 0.025 to 0.04%, N 0.006 to 0.008%, and trump elements (Cu + Ni + Cr) 0.20 to 0.25%.
The charge-mix for EAF consists of scraps, DRI, HBI, and coke for production of low-carbon steels. Coke is added to increase the carbon content in the melt for effective carbon boil during refining. The slag chemistry is controlled by addition of lime and dolomite during melting and refining. Nitrogen content in steel is minimized through control of arc length during melting and refining, addition of DRI from top of the furnace, injection of carbon into the slag to make foamy slag, etc. After refining, the molten steel from the furnace is open tapped in the ladle. During tapping, low-carbon Fe-Mn and Al cones are added to deoxidize the steel. Lime and calcium-aluminates are also added during tapping in the ladle to make the slag fluid. Further refining of the steel is then carried out in LRF as per standard practice involving slag building, alloy addition, desulfurization, Al wire feeding, soft bubbling, and calcium treatment. The steel is then subjected to argon rinsing to improve the cleanliness and to get the requisite casting temperature as well as homogeneity in chemical composition. During casting, all precautions are taken to minimize the nitrogen pick up. Funnel-shaped molds are used to cast 90-mm thick slabs at the mold exit, which are reduced to 70 mm using dynamic soft reduction in the withdrawal segments. The secondary cooling has been optimized to obtain a minimum temperature of 1000 °C before slab straightening. Slabs are then cut into the required length by a pendulum shear and enter into the tunnel furnace.
Four commercial heats with similar chemistry were made for the present investigations, which were cast at a speed of 4.2-4.5 m/min and processed into 2.3 mm hot rolled coils of four internal grades: two heats for direct cold forming (grades 1010 and 1012) and two heats for cold rolling (grades 1014 and 1016). Slabs of each heat were processed for one grade only. Silicon content in these heats was controlled below 0.03%, suitable for galvanizing application. Boron was added in heat D, below the stoichiometric ratio, to tie up most of the nitrogen. The chemical compositions of these heats are shown in Table 1.
Processing in Hot Strip Mill
Slabs (70 mm thick) of these heats entered into the tunnel furnace at 910-930 °C and were held inside the tunnel furnace for about 22 min at 1150 °C for heating and soaking. After exit from tunnel furnace, the slabs were descaled at 220 bar water pressure to remove the primary scales from the surface. The slabs then entered into a non-reversing roughing mill (RM) coupled with a vertical edger, where about 15 mm edging was given to keep the slab width within tolerance and improve the edge quality. In RM, each slab was given 60.3% reduction to obtain 27.8-mm thick transfer bar for rolling in finishing mill (FM). Transfer bars then entered into the heated transfer table (HTT), maintained at 1050 °C, to minimize the heat loss and homogenize the temperature across the width. After exit from HTT, the head end of each transfer bar was cropped by 200 mm under a flying crop shear. The transfer bars were then rolled into 2.3-mm strips in a 4-Hi six stands FM after descaling to remove the secondary scales. The entry temperature of transfer bar into the FM was about 980 °C.
The percentage reduction given in each stand is shown in Fig. 1. The FRT was maintained in the range of 880-890 °C for all the steel grades. After hot rolling, the strips were cooled immediately (following early cooling strategy) on the run out table by using a curtain type laminar water flow. The coiling temperatures were kept different for different steel grades. Grades 1010 (heat A) and 1012 (heat D) for direct forming applications were coiled at 690-700 °C to precipitate out maximum amount of nitrogen and to obtain coarse grain structures. Grades 1014 (heat B) and 1016 (heat C) for cold rolling applications were coiled at 600-640 °C to achieve fine-grain structures and retain maximum amount of nitrogen in solid solution. The hot rolling parameters of these steels are shown in Table 2. The rolling in the hot strip mill was done under level 2 automation from tunnel furnace to the down coiler.

Percentage reduction given in different stands of roughing and finishing mills
Tensile Testing
The tensile properties were evaluated on a universal testing machine using standard tensile samples of ASTM E8-05 (sheet type) at a cross head speed of 10 mm/min. The tensile specimens were of 50-mm gage length and 12.5-mm width. During testing, the load (from load shell) and displacement (from electronic encoder) values are transferred from the machine to a chart recorder. After testing, the YS, UTS and elongation values were measured from the chart. The tensile properties of all these low-carbon steels along with grain sizes are shown in Table 3.
Evaluation of Strain Aging Index
The SAI was evaluated by tensile test method. Standard tensile samples were first strained up to 7% elongation and the corresponding stresses were noted. These specimens were then aged inside a furnace at 100 °C for 1 h. After strain aging, the specimens were again subjected to tensile tests and the reappearance of yield stresses was measured. The SAI was then calculated as the percentage increase in YS. Table 3 also shows the SAI values of all these low-carbon strips.
Microstructural Analysis
The microstructures of these steels were examined under a metallurgical microscope from Chroma Systems Pvt. Ltd. The grain sizes were measured by ASTM numbers and the average grain diameters were calculated using chord intercept method. The microstructural properties of the steels are shown in Table 3. The inclusions were observed under the microscope and found to be mostly thin type globular oxides. The cleanliness of these steels as per ASTM E-45 rating (thin type) was 0.5-1.5.
Determination of Average Plastic Strain Ratio (r-bar)
For measurement of r-bar of 0.8 mm cold rolled and annealed sheets (processed from 2.3-mm thick hot strips of grades 1014 and 1016), the methodology described by Paul et al. (Ref 10) was followed. For this, standard tensile specimens with 50-mm GL and 12.5-mm width were prepared. A gage length of 50 mm was marked on each specimen and accurately measured to ±0.01 mm and recorded as L o. The width of the specimen was measured at four points within the gage length to ±0.005 mm and the average was recorded as W o. The specimen was then elongated approximately 15% (below the necking starts) at a cross head speed of 5 mm/min. The final gage length (L f) and gage width (W f) were measured as mentioned above. The plastic strain ratio (r) value was calculated using the equation: r = ln(W o/W f)/ln(L f·W f/L o·W o). The r values were measured at 0°, 45°, and 90° to the rolling direction of the sheet. The r-bar value of the sheet was then calculated from the relation
Evaluation of Strain Hardening Exponent (n)
The n values of cold rolled sheets were calculated using the equation: n = ln (1 + e u), where e u is the uniform elongation.
Evaluation of CVN Impact Energy
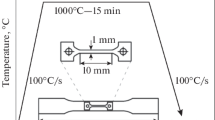
CVN impact energies of steel grades 1012 and 1016 were measured at various temperatures in the range 20 to −70 °C. Quarter size specimens (2.5 × 10 × 55 mm) were prepared from 4-mm thick hot strips of other commercial heats of similar chemistry and 2-mm depth V notch was cut in the longitudinal through-thickness direction. These samples were then tested in an impact testing machine from Metro Com Engineering (Model: E = 298.5 J).
Results and Discussion
Thermodynamics and Kinetics of AlN Precipitation
The equilibrium solubility of AlN in austenite at different temperatures and its isothermal precipitation have been studied by many investigators. The investigations on equilibrium solubility of aluminum nitride by Darken et al. (Ref 5), Leslie et al. (Ref 6), Yu et al. (Ref 7), and Siyasiya et al. (Ref 8) in low-carbon steels are mentioned below in Eqs (1) to (4), respectively.
where, T is the absolute temperature (°K).
The equilibrium solubility of nitrogen in austenite was calculated using these equations at different temperatures for various concentration of Al in the range 0.02-0.05%. The temperatures selected were 1100 °C (slab entry temperature into RM), 980 °C (transfer bar entry temperature into FM), and 880 °C (minimum FRT). Figure 2 depicts the equilibrium solubility diagram for AlN in austenite derived from Eq (1) by Darken et al. (Ref 5).

Equilibrium solubility diagram for aluminum nitride in austenite
It can be seen from the diagram that for 0.03% Al, the soluble nitrogen at 880 °C FRT is about 11 ppm only. Similarly, the calculated soluble nitrogen in austenite at 880 °C for solubility equations (2), (3), and (4) was found to be 4.8, 0.3, and 0.5 ppm, respectively, for 0.03% Al in steel. Such low values of soluble nitrogen at 880 °C are not in keeping with the SAI values of the steels as shown in Table 3. It is well known that strain aging for 1 h at 100 °C is mainly attributed to the solute nitrogen (Ref 13), which diffuses back to the dislocations and segregate around them. The diffusivity of carbon at 100 °C is very low as compared to nitrogen and cannot lead to such high values of SAI (Table 3) in a short aging time of 1 h. Thus, the high SAI values in cold forming steel grades confirmed the presence of higher level of soluble nitrogen in steels than the calculated values. Therefore, the isothermal equilibrium solubility diagrams for AlN precipitation do not hold good for assessment of soluble nitrogen at different rolling temperatures, particularly in TSCR process. Jie et al. (Ref 14) have also shown that in TSCR only a small amount of nitrogen precipitates during rolling and most of the nitrogen precipitates during slow cooling after coiling. The small amount of nitrogen that precipitates as AlN during rolling due to strain and lowering in temperature are very fine particles (≤20 nm), and inhibit the austenite grain growth.
Further precipitation of AlN occurs during cooling on the run out table and coiling of the strip which depends on the cooling strategy and coiling temperature. The isothermal precipitation of AlN has been studied extensively by Leslie et al. (Ref 6). The typical time-temperature-precipitation diagram of aluminum nitride is shown in Fig. 3. The rate of precipitation is maximum at about 815 °C and there is no precipitation below 600 °C. It has been shown (Ref 15) that there is a substantial decrease in SAI when the steel is coiled at 650 °C and above due to more precipitation of AlN. In view of these, the coiling temperature for direct cold forming steel grades was kept at 690-700 °C for maximum precipitation of AlN and hence to minimize the detrimental effect of nitrogen on the formability properties. The coiling temperature of hot strip (Ref 16) for processing into cold rolled and annealed deep drawing steel is generally kept below 600 °C to retain more nitrogen in solid solution. Nitrogen held in solid solution is precipitated as very fine AlN during annealing but prior to recrystallization of cold rolled strip, which develops pancake microstructure and desired {111} texture suitable for deep drawing. In the present case, the coiling temperatures of cold rolling steel grades were maintained in the range of 610-640 °C to minimize the problem of coil break marks and flatness.

Time-temperature-precipitation diagram for AlN in steel hot band
Hot Strips for Cold Rolling Application
The tensile and microstructural properties of 1014 and 1016 steel grades processed from heats B and C are shown in Table 3. Grade 1014 coiled at 610 °C has shown the highest SAI value (17.8%) due to more nitrogen retained in solid solution. The average grain diameter in this steel was found to be 10.7 μm, which is the lowest among all the low-carbon steels. This is because of the minimum grain growth of ferrite due to coiling at lowest temperature. The typical microstructure of hot band for grade 1014 is depicted in Fig. 4, which shows homogenous polygonal ferrite grains transformed from recrystallized austenite.

Microstructure of 1014 grade steel from heat B
Mixed grain structure in hot band is obtained when rolled below Ar3 temperature and is not suitable for processing to cold rolled deep drawing sheets. Therefore, the finish rolling of the strip has to be completed in the austenitic range before γ to α transformation takes place. The Ar3 temperature of the steel was calculated using the equation of Choquet et al. (Ref 17) (Ar3 = 902 − 527 C − 62 Mn + 60 Si) and found to be about 871 °C. Accordingly, the FRT of these steels was kept above 880 °C to complete rolling in austenitic range, which resulted in homogeneous polygonal ferrite grains. Hot strips produced from heat C showed 13.6% SAI and average ferrite grain diameter 12.6 μm because of coiling at slightly higher temperature (640 °C). The tensile and microstructural properties of hot strips produced from heats B and C are shown in Table 3.
The YSs of these steels were about 60-80 MPa higher than that of hot strips produced from the traditional continuous cast thick slabs. The higher YS in our steel is mainly due to smaller ferrite grain size and more nitrogen content. The average grain diameters of hot strip produced from conventional process are typically 15-17 μm, whereas in TSCR process it is 10-12 μm. The smaller grain size in TSCR process can be attributed to (i) finer solidification structure of slabs due to much faster cooling rate and solidification, (ii) the effect of liquid core reduction, which prevents the growth of columnar grain structure, (iii) lower slab soaking temperature, and (iv) less soaking time inside the tunnel furnace.
The hot rolled coils of steel B (grade 1014) were processed into 0.8-mm thick cold rolled and annealed sheets at the works of one of the customers. The coils were first pickled in HCl of 6% concentration and then cold rolled to 0.8 mm in a reversing cold rolling mill. The cold rolled coils were then annealed inside batch annealing furnaces in the atmosphere of 25% N2 and 75% H2. During annealing, the coils were heated at the rate of 50 °C/h to the annealing temperature 680 °C. The total annealing time (heating and soaking) was about 22 h. After annealing, the coils were furnace cooled and then skin passed. After skin passing, samples were collected and various tensile and formability properties were evaluated. The typical properties were YS 245 MPa, UTS 345 MPa, elongation 36% in 80 mm GL, n 0.215, and r-bar 1.70. These properties confirmed that the cold rolled and annealed sheets produced from heat B (grade 1014) are suitable for moderate to severe forming application. Hot rolled coils from heat C (grade 1016) were also processed to 0.8 mm cold rolled and annealed sheets as described earlier and similar properties were obtained except the r-bar value, which was marginally lower (1.60). The development of {111} texture and hence the r-value is greatly influenced (Ref 16) by the amount of soluble Al and nitrogen content in hot band as well as the grain size. The nucleation of (111) oriented grains during annealing of cold rolled sheet is preferred by the presence of fine AlN precipitation clusters. Heat C coiled at slightly higher coiling temperature (640 °C) retained less nitrogen in solid solution than beat B coiled at 610 °C. The lower r-bar values in cold rolled and annealed sheets of heat C as compared to heat B could be attributed to the less amount of AlN precipitates available for nucleation of (111) oriented grains.
During uncoiling for pickling, coil break marks were observed in some coils of grade 1014 at the works of one customer. The break marks are formed on the strip surface mainly due to lack of facilities for uncoiling or incorrect design of the uncoiling unit. However, the formation of break marks has also been shown (Ref 18) to be associated with the yielding phenomenon of the steel. During tensile testing, yield point elongation (YPE) is usually observed in low-carbon steel after the elastic limit. There is no work hardening in this region, resulting in non-uniform deformation. This non-uniform deformation can cause break marks on the strip surface depending on the mechanical work applied. Once break marks are formed, it is impossible to eliminate them in subsequent processing.
Investigation on Coil Break Marks
12 coils of grade 1014 from other commercial heats in different thicknesses (1.8, 1.96, and 2.5 mm) were processed in the pickling line at the works of the same customer and the formation of break marks during uncoiling were monitored. The type of break marks observed in some coils is shown in Fig. 5.

Break marks observed on the strip surface of some coils
The yielding phenomena in these steels were examined by tensile testing. The schematic stress-strain diagram of a hot band showing break marks is depicted in Fig. 6.

Schematic stress-strain diagram of a hot band showing break marks
The difference between the upper and lower yield stresses is termed as spike height. The spike heights and YPEs were measured from tensile tests of all these coils. The relationship between spike height and YPE with coil break marks is shown in Table 4.
It can be seen from the table that all coils below 2.0 mm showed break marks whereas most of the coils in 2.5 mm thickness did not show any break mark. Severe break marks were observed in two coils of 1.8 mm thickness, where the spike heights were >30 MPa. All coils of 1.8 mm thickness showed very high upper yield stresses followed by a sharp drop to the lower yield stresses. The YPEs were also very high (6.5, 6.7, and 5.2%) in these coils. Medium break marks were observed in five coils of different thicknesses (1.8-2.5 mm), where the spike heights were in the range of 11-20 MPa. No break mark was observed in four coils of 2.5 mm thickness, where the spike heights were ≤10 MPa. The YPEs in coils with medium or no break mark were found to be similar and in the range of 3.2-4.1% (Table 4).
The effect of strip thickness on the spike height is shown in Fig. 7. The spike height was found to increase with decreasing strip thickness from 2.5 to 1.8 mm in low-carbon Al-killed steels. The spike height has been shown (Ref 18) to be proportional to the upper YS, which depends on the grain size and carbide distribution. Finer the grain size, higher is the upper yield stress and more is the spike height. During hot rolling of all these coils of grade 1014, the temperatures (from slab reheating to finish rolling and coiling) were kept similar as mentioned earlier. Only higher reduction was given in FM to achieve the lower strip thickness, which resulted in finer grain size in 1.8-mm strip (~9.6 μm) as compared to 2.5-mm strip (~10.9 μm). The much higher spike height for 1.8-mm strip could be due to its finer grain size.

Relationship between strip thickness and spike height
The YPE is an essential criterion for the formation of break marks on strip. During bending, non-uniform plastic deformation occurs in this region. However, YPE is not the only criterion for formation of break marks. Many coils, which revealed extended YPEs (3-4%), did not show break marks during uncoiling. On the other hand, all coils with higher spike heights in association with YPEs have shown break marks. Coils with very high spike heights (>30 MPa) and more YPEs have shown severe break marks. It can also be seen from Fig. 7 that the spike height directly affects formation of break mark. It is therefore important to reduce both spike height and YPE to control break marks in coils.
The upper YS decreases with increasing grain diameter. In view of this, the coiling temperature of the steel grade 1014 was increased to 640 °C to produce grade 1016 with marginally higher grain diameter (12.6 μm) as shown in Table 3 to minimize the problem of coil break marks. Most of the coils of steel grade 1016 showed no break marks during uncoiling. Very light break marks observed in some coils were within the acceptable limit of the customer.
Hot Strip for Direct Forming Application
The coiling temperature for this steel was maintained at 690-700 °C for maximum precipitation of AlN and grain coarsening. All other processing parameters (from continuous casting of slabs to finish hot rolling) were kept similar to that of the cold rolling steel grades. The tensile and microstructural properties of 1010 grade cold forming steel processed from heat A is shown in Table 3. The microstructure of hot band revealed homogenous polygonal ferrite grains with average grain diameter 14.8 μm. The SAI also reduced to 9.4% in this steel due to more precipitation of AlN after coiling at higher temperature. The coarse grain microstructure and less nitrogen in solid solution have resulted in lower YS (302 MPa) in this steel as compared to grades 1014 and 1016. The YS to UTS ratio and total elongation were found to be 0.80 and 37%, respectively in this steel. These formability properties are suitable for moderate forming application. This steel grade is also used extensively for enameling application by various customers.
For stringent forming application, such as forming of compressor shell, the steel should have YS to UTS ratio <0.75, SAI below 5%, lower YS, and highest ductility. These properties are achieved by controlling the average grain diameter of hot strip in the range of 20-25 μm and precipitating out nitrogen from the steel either during steel making or after coiling at very high temperature. In the present case, the coiling at 690-700 °C has not resulted in complete precipitation of nitrogen as can be seen from the SAI value of 9.4% in 1010 grade steel (Table 3). In view of this, boron was added in heat D, slightly below the stoichiometric ratio with nitrogen, to tie up most of the nitrogen. Boron has a strong affinity with nitrogen and combines at high temperature (above liquidus) to form coarse BN particles (Ref 4) (>100 nm). These coarse BN particles have hardly any effect on pinning the growth of austenite grains during soaking in the tunnel furnace or rolling in hot strip mill. Addition of boron also restrains AlN precipitation, since BN particles are formed before aluminum nitride precipitation. As a result, the grain size of austenite is coarse after hot rolling, which leads to coarse ferrite grains on transformation. Further, in the absence of fine AlN particles, more grain coarsening also takes place during slow cooling after coiling at high temperature.
The addition of boron resulted in dramatic improvement of the formability properties in 1012 grade steel (Table 3). The microstructure of boron-treated steel is shown in Fig. 8.

Microstructure of 1012 grade boron-treated steel
The average ferrite grain diameter was 23.2 μm, which is significantly higher than that of other steel grades. This coarse grain microstructure and less soluble nitrogen content in the steel drastically reduced the YS to 244 MPa and increased the total elongation to 41%. The YS to UTS ratio and SAI values of boron-treated steel were found to be 0.72 and 3.5%, respectively. All these formability parameters confirmed the suitability of the steel for stringent forming.
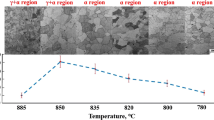
The CVN impact energies were evaluated at various temperatures (20 to −70 °C) for boron steel and 1016 grade normal steel. For this, quarter size specimens were prepared from both as rolled and strain aged strip samples of 4 mm thickness. The effect of strain aging on CVN impact energy is shown in Fig. 9.

Effect of strain aging on CVN impact energies
The initial impact energies of both the as rolled strips were similar. After strain aging, there is only a marginal drop in impact energy for the boron-treated steel, where SAI value was low (3.5%). On the other hand, the impact energy of normal steel with 13.6% SAI value dropped drastically by about 50% after strain aging (Fig. 9). Thus, strain aging makes the steel embrittle. The SAI values must be controlled in direct cold forming steel for critical applications such as gas cylinder and compressor shell.
Conclusions
-
1.
EFS produces various grades of Al-killed low-carbon steels from the same chemistry to meet the diversified requirements of customers. The desired properties of hot strips for different applications are achieved through control of hot rolling parameters.
-
2.
In TSCR process, assessment of soluble nitrogen at different rolling temperatures from the equilibrium solubility diagrams of AlN in austenite does not hold good. Maximum amount of nitrogen is precipitated out as AlN during slow cooling after coiling.
-
3.
The grain size of hot band in TSCR process has been found to be very fine.
-
4.
The greater spike height and YPE are responsible for coil break marks on the strip surface. Spike height directly affects the formation of break marks. Lower the strip thickness, the greater is the spike height.
-
5.
Addition of boron has resulted in coarse grain microstructure and dramatic improvement of the formability properties as measured by YS, yield to tensile strength ratio, ductility, and SAI value.
-
6.
Strain aging makes the steel embrittle. Boron-treated steel with very low SAI value has shown minimal drop in CVN impact energy after strain aging.
References
F.G. Wilson and T. Gladman, Aluminium Nitride in Steel, Int. Mater. Rev., 1988, 33(5), p 221–286
F. Vodopivec, M. Gabrovsek, and J. Zvokelj, Effects of Finish Rolling Temperature and Carbon Content on Microstructure and Mechanical Anisotropy of 0.04-0.13% C Steels, Trans. ISIJ, 1988, 28, p 117–124
D. Liu, X. Huo, Y. Wang, and X. Sun, Aspects of Microstructure in Low Carbon Steels Produced by the CSP Process, J. Univ. Sci. Technol. Beijing, 2003, 10(4), p 1–6
L. Qingyou, Y. Caifu, L. Xiaokai, Y. Xiaojun, S. Xinjun, T. Zhiling, and G. Yong, Microstructure Evolution of Al-Killed Low Carbon Steel and Microalloyed Steel during Thin Slab Casting and Rolling, 33rd McMaster Symposium on Iron and Steelmaking, Thinner Slab Casting, Hamilton, Canada, June 6-9, 2005, p 1–14
L.S. Darken, R.P. Smith, and E.W. Filer, Solubility of Gaseous Nitrogen in Gamma Iron and the Effect of Alloying Constituents—Aluminium Nitride Precipitation, Trans. AIME, 1951, 191, p 1174–1179
W.C. Leslie, R.L. Rickett, C.L. Dotson, and C.S. Watson, Solution and Precipitation of Aluminium Nitride in Relation to the Structure of Low Carbon Steels, Trans. ASM, 1954, 46, p 1470–1499
H. Yu, Y.L. Kang, H.B. Dong, D.L. Liu, and J. Fu, Analysis on the Behavior of Precipitates in Ultra-Thin Hot Strip of Plain Low Carbon Steel Produced by Compact Strip Production, Acta Metall. Sin., 2002, 15(4), p 375–379
C.W. Siyasiya and W.E. Stumpf, The Effects of Hot Rolling Process and the Nitrogen and Sulphur Content on the Microstructural Development of Al-Killed Hot Rolled Low Carbon Strip Steel, J. SAIMM, 2008, 108, p 481–489
S.K. Paul and S. Mishra, Study on Metallurgical Parameters Affecting Press Forming Characteristics of LPG Steel, Steel India, 1984, 7(2), p 54–60
S.K. Paul, S. Kumar, S. Mishra, and V. Ramaswamy, Assessment of Sheet Metal Formability: Application of the FLD Technique, Trans. IIM, 1992, 45(3), p 163–170
S. Mishra and C. Darmann, Role and Control of Texture in Deep Drawing Steels, Int. Met. Rev., 1982, 27, p 307–320
R.L. Whitely, The Importance of Directionality in Drawing Quality Sheet Steel, Trans. ASM, 1960, 52, p 154–163
J.D. Baird, Strain Aging of Steel—A Critical Review, Iron Steel, 1963, 36(5), p 186–192
F. Jie, L. YangChun, and W. HuaJie, The Precipitation and Effect of Nano Nitrides in HSCL Steel, Sci. China Ser. E Technol. Sci., 2008, 51(7), p 989–998
Strain Aging in Hot Rolled Strips, Vol 1, No 9, R&D Alert, R&D Division, Tata Steel, India, 2000, p 1–4
S.K. Paul, S. Mishra, A.K. De, M.M.S. Sodhi, D.P. Sinha, and R.N. Mukherjee, Commercial Development of Extra Deep Drawing Automotive Sheet Steel in SAIL, SEAISI, Q., 1989, 18(3), p 62–71
P. Choquet et al., Mathematical Model for Predictions of Austenite and Ferrite Microstructures in Hot Rolling Processes, IRSID Report, St. Germain-en-Laye, 1985, p 7
H. Kobayashi, Origin of Break Marks Produced in the Processing of Mild Steel Strip, 41st MWSP Conf. Proc., ISS, Vol 37, 1999, p 743–752
Acknowledgments
The authors are grateful to Mr. M. Ibrahim, Superintendent (Quality Control) and Dr. A. Fathy, Superintendent (Process Control) of Ezz Flat Steel for their keen interest in the work. The authors would also like to express sincere thanks to Mr. Maher Haridy, Metallurgist for his help to evaluate the various mechanical and microstructural properties.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Paul, S.K., Ahmed, U. & Megahed, G.M. Effect of Hot Rolling Process on Microstructure and Properties of Low-Carbon Al-Killed Steels Produced Through TSCR Technology. J. of Materi Eng and Perform 20, 1163–1170 (2011). https://doi.org/10.1007/s11665-010-9711-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-010-9711-4