
Abstract
A newly developed ball burnishing tool was designed and tested for surface finishing of large flat surfaces in a shortest possible time. Optimization and analysis of the burnishing process were carried on AISI 1010 steel hot-rolled plates using the Taguchi technique and response surface methodology (RSM) to identify the effect of burnishing parameters (i.e., burnishing speed, burnishing force, and feed rate) on surface roughness, surface hardness, and microstructure of burnished surfaces. The optimal burnishing parameters were found after conducting the Taguchi’s L25 matrix experiments and obtaining the response models for the surface roughness and the hardness. It was found that the burnishing force has the most influential effect on the surface roughness and hardness, followed by the burnishing speed, and least influence by the feed rate. In addition, microstructural examinations of the burnished surface indicate that burnishing force more than 400 N causes flaking of the burnished surfaces. The optimal burnishing parameters for the steel plates were a combination of a burnishing speed of 235 rpm, a burnishing force of 400 N, and a feed rate of 0.18 mm/rev. Using these parameters, the mean surface roughness has been improved from Ra = 2.48 to 1.75 μm, while the hardness increases from 59 to 65.5 HRB.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Surface quality is of great importance in the performance of mechanical components. Despite the manufacturing process used, surface roughness of different asperities usually exists in almost all surfaces of mechanical parts such that obtained in machined casting dies or hot-rolled plates. As a result, more attention is paid on the finishing process during manufacturing. Methods that are commonly used to improve surface finish and produce low values of roughness include grinding, lapping, honing, and polishing. A more widely used method of surface finishing is burnishing. In this method, a large contact pressure is exerted on the surface of the workpiece by a smooth roller (roller burnishing) or a ball (ball burnishing) to cause plastic deformation of surface irregularities. The high burnishing pressure, exceeding the yield strength, causes roughness peaks to flow toward the valleys and thus smears all the texture of the rough surface, resulting in smoother surfaces. This method of cold-working surface treatment is different from other surface treatments, such as shot peening and sand blasting in such a way it produces a good surface finish, increases dimensional and shape accuracy, enhances surface hardness, and also induces residual compressive stresses at the metallic surface layers.
Several works have investigated the effect of burnishing on improving mechanical properties, and shown that proper design of burnishing process can lead to increased hardness (Ref 1-3), to enhance quality of surface finish (Ref 4-10), to increase maximum residual stress in compression (Ref 11-14), to prevents corrosion and stress corrosion cracking, and to enhance the wear resistance and fatigue life of the workpiece (Ref 15, 16). In general, burnishing leads to changes in the microstructure of the burnished surface. For example, Palka et al. indicated that burnishing of X5CrNi 18-9 stainless steel has led to an increase in number of slip bands, density of dislocations and twinning deformations in the burnished surfaces, resulting in an increase in the yield stress from 230 to 450 MPa (Ref 17). These surface properties are generally advantageous. However, excessive burnishing can lead to sub-surface cracks which cause spalling, i.e., a phenomenon where the upper layer of a surface flakes off of the bulk material.
There are several controlling parameters that can have an effect on the workpiece surface properties (Ref 4). These parameters include: burnishing speed, feed rate, force (or pressure), number of burnishing passes, workpiece material, ball material, ball size, and lubricant. In general, the two most frequently cited parameters affecting surface finish are the burnishing force and the feed rate. Hassan and Al-Bsharat (Ref 13) showed that the burnishing force and the number of tool passes are the most predominant of the parameters that have an effect on the surface roughness of the workpiece during burnishing process.
Despite the large number of works on burnishing of round workpieces such as crankshafts and bearing races, the treatment of large flat surfaces by either roller or ball burnishing is yet to be fully investigated (Ref 9, 14, 18, 19). The reason is that burnishing with a conventional simple tool of large flat surfaces requires enormous amount of experimental time to be performed. Considering the above, this article examines the use of a newly developed ball burnishing tool to give enhanced surface properties for AISI 1010 steel plates. The tool was specifically designed to treat large flat surfaces in a reasonable experimental time. In order to explore the optimum combination of burnishing parameters, several experiments were designed and performed on a machining center based on the response surface methodology (RSM) (systematic method for using the influential factors in a process for improvement and optimization) with the Taguchi’s L25 matrix (Ref 20, 21). The effects of burnishing parameters (i.e., burnishing speed, force, and feed rate) on the surface roughness and surface hardness were investigated, as presented by the mean surface roughness (Ra) and Rockwell hardness number (HRB), respectively. In addition, the topography of the burnished samples was examined using atomic force microscopy (AFM). Metallurgical examinations were also carried out using scanning electron microscopy (SEM) to examine the effect of burnishing parameters on the surface microstructure.
Experimental Work
The material used in this work is made of AISI 1010 steel and was received in a form of hot-rolled plates with a thickness of 3 mm. Table 1 shows the chemical composition listed in weight percent along with the mechanical properties of the studied material. As indicated in Table 1, the yield and tensile strengths are 223.2 and 331.6 MPa, respectively. The surface hardness was measured using hardness tester “AffriR System.” The hardness of the unburnished surfaces was measured to be 59 ± 1 HRB. The surface roughness before and after burnishing was measured using a roughness tester of type RT-10. The mean surface roughness (Ra) of the unburnished material was measured to be 2.48 ± 0.4 μm. The mean roughness, as well as the hardness, are calculated by averaging several measurements (total of nine measurements were made) at different locations of the workpiece surface. In addition, surface topography and material microstructure of the unburnished and burnished samples were examined using a NanoScope IV Multimode Atomic force Microscope AFM and a JSM-6300 Scanning Electron Microscope SEM.
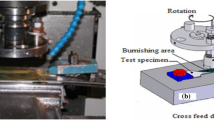
The steel plates were cut into tensile specimens so that they can be burnished and then used for further investigation of their mechanical behavior. The specimens were cut along the rolling direction of the original plates by laser cutting to guarantee smoothest surfaces with best possible dimensional precision. The burnishing tool device and the test specimens were assembled onto a C-tek machining center (CNT 830) as shown in Fig. 1.

(a) Burnishing tool device mounted on the machining center and (b) machining setup
Figure 2(b) shows a schematic representation of the burnishing tool device designed and made to perform the burnishing experiments. The device is in the form of a disc with four holes separated by 90° angle. In each of these holes, a simple burnishing tool can be mounted. The tool is designed in such a way that it can be simply mounted onto the tool holder of the machining center. In this study, one simple burnishing tool is used (see Fig. 2a and c) and fixed at a radius of 47.5 mm from the center of the disc to perform the experimental work. Consequently, one pass during the burnishing process can cover 95-mm width of burnished surface. As compared to conventional burnishing process, this method of burnishing represents a significant reduction in the burnishing time. As a result, burnishing of large flat surfaces can be easily achieved in a reasonable time. The burnishing balls used in this study have a diameter 10 mm. These balls are commercially available in ball bearings and are made of carbon-chromium steel having maximum surface roughness of 0.04 μm and hardness of 62-65 HRC. Even though only one-size ball is used during this study, the tool can handle balls of different diameters. The burnishing ball is supported by five small balls (component 8 of Fig. 2c) in order to reduce ball sticking during the burnishing process. A spring, located above the burnishing ball, is used to apply the necessary burnishing force. A calibration was performed in order to relate the axial displacement of the screw (component 1 of Fig. 2c) with the applied force on the burnishing ball. The value of the force is read directly from a graduated stem (component 2 of Fig. 2c). A dummy tool of the same weight as the simple burnishing tool was installed on the opposite side to maintain equilibrium during the experiments.

(a) One simple burnishing tool, (b) burnishing tool device, and (c) a detailed view of the simple burnishing tool: 1, tightening screw; 2, graduated stem; 3, body; 4, spring; 5, blocking screw; 6, adapter; 7, hold; 8, supporting balls; and 9, burnishing ball
Experimental Design and Analysis
Three burnishing parameters were selected for optimizing the burnishing process using Taguchi’s method. The examined burnishing parameters include: (1) burnishing speed, (2) force, and (3) feed rate. Other parameters such as ball diameter, number of burnishing passes, and penetration depth are considered constant in the course of this study. All experiments were performed using an oil (ESSOLUBE HD 15W-40 and kinematic viscosity at 40 and 100 °C are 113 and 15.4 mm2 s−1, respectively) as a lubricant between the tool and the workpiece. For each parameter, five levels were considered. Table 2 summarizes the burnishing conditions and their coded levels. According to Taguchi’s method with three independent parameters, 25 experiments were conducted with combination of values listed in Table 2. To simplify the experimental plan, the values of the levels of each parameter were coded. Five coded levels were used (−2, −1, 0, 1, 2) using the following transformation equations:
where x 1, x 2, and x 3 denote burnishing speed, force, and feed rate, respectively.
Table 3 shows the arrangements and the results of the 25 experiments that were performed based on Taguchi’s design. Using these results in order to find the relationship between the surface roughness, hardness of AISI 1010 steel plates and the three ball burnishing parameters x 1, x 2, and x 3, a second-order mathematical model was used of the form:
where the b terms are the regression coefficients and y is Ra or HRB. The estimated coefficients b by Minitab Software with the predictors x 1, x 2, and x 3 are used to calculate the fitted values for the surface roughness and hardness responses. The following models are determined:
Using the above Eq 5 and 6, the variations of the mean roughness and hardness with burnishing speed, feed rate, and force are presented in terms of two-dimensional plots, as shown in Fig. 3-8. Each curve in a given plot represents the response of one burnishing parameter while the other two parameters were kept constant.

Effect of burnishing speed on mean roughness: (a) at different feeds (mm/rev) and (b) at different forces (N)
Results and Discussion
Variations of Mean Roughness with Burnishing Parameters
Burnishing Speed
The effects of burnishing speed on the mean roughness for various feed rates and forces are shown in Fig. 3(a) and (b), respectively. It can be observed in Fig. 3(a) that the relationship between the mean roughness and the burnishing speed is parabolic. For each graph, the mean roughness goes though a minimum value at a given burnishing speed. Examining all feed rates, the value of burnishing speed at which a minimum roughness is achieved ranges from 151 to 319 rpm. In addition, Fig. 3(b) shows that for a burnishing force of 400 N, there exits a critical number of burnishing speed at which all graphs passes. This critical number of 235 rpm is independent of the feed rate. Below this number, an increase in the feed rate increases the mean roughness. However, for burnishing speed above this critical number, an increase in the feed rate decreases the mean roughness. It is also indicated in Fig. 3(b) that for a burnishing feed of 0.26 mm/rev, low values of mean roughness is achieved at low values of burnishing forces. However, low values of forces will not be selected because it will be shown later that these low values have little improvement on the hardness.
Burnishing Feed
Figure 4(a) shows the effect of feed rate on the roughness for different burnishing speeds and at fixed force (F = 400 N). The results indicate that, except at the critical speed of 235 rpm, for burnishing speeds below the 235 rpm the mean roughness increases with the feed. The opposite trend is true in cases with burnishing speeds above 235 rpm. In addition, Fig. 4(b) demonstrates the variations of the mean roughness with the feed rate for different forces. The results indicate that at a given burnishing force the feed had no effect on the mean roughness at the critical speed of 235 rpm.

Effect of burnishing feed on mean roughness: (a) at different speeds (rpm) and (b) at different forces (N)
Burnishing Force
Figure 5(a) presents the variations of the mean roughness with burnishing force at different speeds, indicating that the mean roughness can be significantly altered by the burnishing force. According to Fig. 5(a), the minimum roughness is obtained with a burnishing speed of 235 rpm. Therefore, a speed of 235 rpm is considered the optimum burnishing speed for AISI 1010 steel plates. It should be noted that at a feed of 0.26 mm/rev, a combination of high burnishing speed with high burnishing force is detrimental to the mean roughness. This is because high forces causes shear failure in the subsurface layers which in turn causes flaking as it will be confirmed later by the microstructure examinations of the burnished samples. Figure 5(b) presents the effect of burnishing force on roughness by varying the feed rate at speed of 235 rpm. It is shown that all curves collapsed into a single curve, indicating that the mean roughness is independent of the feed at this optimum burnishing speed.

Effect of burnishing force on mean roughness: (a) at different speeds (rpm) and (b) at different feeds (mm/rev)
Variations of Hardness with Burnishing Parameters
Burnishing Speed
The variation of the surface hardness with burnishing speed at different feeds is shown in Fig. 6(a). At given force of 400 N, a combination of low burnishing speed and low feed rate improves the surface hardness. At low speed, an increase in the feed rate significantly decreases the surface hardness. On the other hand, at high speed, the effect of changing the feed on the surface hardness is marginal. Figure 6(a) also shows that the variation of surface hardness with the speed is a decreasing function at low feed and an increasing function at high feed. This indicates that there may be a critical value of feed rate (f ≈ 0.3 mm/rev) at which no variation of the surface hardness with burnishing speed occurs. Moreover, Fig. 6(b) shows the relation between the burnishing speed and surface hardness for different applied force and at fixed feed rate of 0.26 mm/rev. The results indicate that the surface hardness is significantly improved for a combination of low burnishing speed and high force. At low speed, the surface hardness greatly increases with an increase in the applied force. However, at high burnishing speed, little variation in the surface hardness occurred with a change in the applied force. It is also shown that the large drop in hardness caused by high burnishing speed can be compensated by low burnishing force. In addition, Fig. 6(b) shows a similar hardness trend to that obtained in Fig. 6(a) as indicated by the existence of a critical force (F ≈ 300 N) at which the surface hardness is independent of the burnishing speed.

Effect of burnishing speed on surface hardness: (a) at different feeds (mm/rev) and (b) at different forces (N)
Burnishing Feed
Figure 7(a) and (b) shows the variations of the surface hardness with burnishing feed rate at different speeds and forces, respectively. The curves are presented at a constant burnishing speed n = 235 rpm. As indicated earlier in Fig. 6(a), Fig. 7(a) shows that a combination of low feed and low speed causes better surface hardness. The results also indicate that at low feed, an increase in the speed rate significantly decreases the surface hardness. While, at high feed, little effect occurs on the surface hardness when varying the speed. Moreover, Fig. 7(b) indicates that there is an increase in the surface hardness with increasing the magnitude of force at fixed feed rate. Within the range of feed rate used in this work, it can be seen that an increase in the feed rate up to 0.18 mm/rev leads to a slight increase of the surface hardness. However, an increase in the feed rate in the region above 0.18 mm/rev causes a significant decrease of the surface hardness.

Effect of burnishing feed on surface hardness: (a) at different speeds (rpm) and (b) at different forces (N)
Burnishing Force
The effect of the burnishing force on the surface hardness is shown in Fig. 8(a) and (b) at different speeds and feeds, respectively. The results shown in Fig. 8(a) demonstrate that the change in surface hardness by varying the burnishing speed at high forces is much more than that at low forces. At high forces, increasing the speed reduces the surface hardness. On the other hand, the increase in burnishing speed at low force (i.e., F = 200 N) increases the hardness. In addition, Fig. 8(b) indicates that, at a given feed, an increase in the burnishing force increases the surface hardness. When high burnishing force is applied, the amount and depth of plastic deformation is expected to increase at the surface of the workpiece. This in turn causes an increase in the work hardening of the surface layers. Moreover, at a given force, the surface hardness increases and then decreases as a function of the feed. In this case, the surface hardness reached a maximum at a feed rate of 0.18 mm/rev at the optimum speed of 235 rpm. A feed rate of 0.18 mm/rev gave the best value of the surface hardness within the range of the burnishing force used. Therefore, a feed rate of 0.18 mm/rev is considered the optimum burnishing feed for AISI 1010 steel plates.

Effect of burnishing force on surface hardness: (a) at different speeds (rpm) and (b) at different feeds (mm/rev)
Metallurgical and AFM Topographical Examinations
Considering both objectives to minimize the surface roughness and maximize the surface hardness, the two optimum parameters that were selected so far are a burnishing speed of 235 rpm and a feed rate of 0.18 mm/rev. The results indicate that the third optimum parameter, that is the burnishing force, can be either 500 or 600 N. Both of these cases gave comparable results with little advantage to the 600 N case. Figure 9 compares the topographical AFM surfaces of the two burnishing cases with that of the unburnished surface. As shown, even at small-scale investigation, the case with 500 N force yielded better results than the case with 600 N. Nevertheless, observations made by SEM on a cross-section of the burnished samples indicate that 500 and 600 N forces have both caused shattering of the workpiece subsurface as clearly shown in Fig. 10. The increase in the burnishing force from 500 to 600 N increases the depth of the hardened layer from 35 to 50 μm, respectively. In this layer, there is a large distortion of the grains due to the plastic deformation accompanying the burnishing process. At these high forces, the surface hardness increases with force until it reaches a limit beyond which flaking of the metal would occur. This situation causes lower efficiency and failure of the workpiece and therefore a smaller burnishing force of 400 N was selected. The case with 400 N did not cause flaking in the subsurface layer. Therefore, the optimum burnishing parameters for AISI 1010 steel plates are 235 rpm for the burnishing speed, 0.18 mm/rev for the feed rate and 400 N for the burnishing force.

Comparison of surface roughness for different 1010-steel specimens measured with an AFM within the area of 8 × 8 μm. (a) Unburnished; (b) burnished (burnishing conditions: F = 500 N, n = 235 rpm, and f = 0.18 mm/rev); (c) burnished (burnishing conditions: F = 600 N, n = 235 rpm, and f = 0.18 mm/rev)

Microstructural examination of cross-section of 1010-steel specimens using SEM. (a) Unburnished; (b) burnished (burnishing conditions: F = 500 N, n = 235 rpm, and f = 0.18 mm/rev); (c) burnished (burnishing conditions: F = 600 N, n = 235 rpm, and f = 0.18 mm/rev)
Conclusions
Ball burnishing process of large flat plates made of AISI 1010 steel plates has been investigated. The analysis of the experimental results based on the Taguchi’s and the response surface methods, reveals that:
-
(1)
The newly developed ball burnishing tool can be used to successfully finish large flat surfaces in a reasonable time.
-
(2)
The surface quality of AISI 1010 steel plates are most influenced by the burnishing force, followed by the burnishing speed, and least by the burnishing feed.
-
(3)
A prediction model of second order was successfully developed in order to determine the optimum burnishing conditions for AISI 1010 steel plates, and they are 235 rpm for the burnishing speed, 0.18 mm/rev for the feed rate, and 400 N for the burnishing force.
-
(4)
The microstructure examinations shows that when burnishing AISI 1010 steel plates, the force should not exceed 400 N or otherwise flaking of the metal would occur. However, it should be noted that the increase in the burnishing force increases the depth of the hardened layer.
References
M.H. El-Axir, O.M. Othman, and A.M. Abodiena, Improvements in Out-of-Roundness and Microhardness of Inner Surfaces by Internal Ball Burnishing Process, J. Mater. Process. Technol., 2008, 196, p 120–128
M.H. El-Axir and M.M. El-Khabeery, Influence of Orthogonal Burnishing Parameters on Surface Characteristics for Various Materials, J. Mater. Process. Technol., 2003, 132, p 82–89
M.M. El-Khabeery and M.H. El-Axir, Experimental Techniques for Studying the Effects of Roller-Burnishing Parameters on Surface Integrity, Int. J. Mach. Tools Manuf., 2001, 41, p 1705–1719
N.H. Loh, S.C. Tam, and S. Miyazawa, A Study of the Effect of Ball-Burnishing Parameters on Surface Roughness Using Factorial Design, J. Mech. Work. Technol., 1989, 18, p 53–61
M.H. El-Axir, O.M. Othman, and A.M. Abodiena, Study of Inner Surface Finishing of Aluminum Alloy 2014 by Ball Burnishing Process, J. Mater. Process. Technol., 2008, 202, p 435–442
M.H. El-Axir, An Investigation into Roller Burnishing, Int. J. Mach. Tools Manuf., 2000, 40, p 1603–1617
H. Hamadache, L. Laouar, N.E. Zeghib, and K. Chaoui, Characteristics of Rb40 Steel Superficial Layer Under Ball and Roller Burnishing, J. Mater. Process. Technol., 2006, 180(1–3), p 130–136
M.H. El-Axir and A.A. Ibrahim, Some Surface Characteristics Due to Center Rest Ball Burnishing, J. Mater. Process. Technol., 2005, 167, p 47–53
S. Fang-Jung and H. Chih-Cheng, Surface Finishing of Hardened and Tempered Stainless Tool Steel Using Sequential Ball Grinding, Ball Burnishing and Ball Polishing Processes on a Machining Centre, J. Mater. Process. Technol., 2008, 205, p 249–258
L. Liviu, N.V. Sorin, and M. Ioan, Effects of Working Parameters on Surface Finish in Ball-Burnishing of Hardened Steels, Precis. Eng., 2005, 29, p 253–256
P. Zhang and P. Lindemann, Effect of Roller Burnishing on the High Cycle Fatigue Performance of the High-Strength Magnesium Alloy AZ80, Scr. Mater., 2005, 52, p 1011–1015
M. Fattouh and M.M. El-Khabeery, Residual Stress Distribution in Burnishing Solution Treated and Aged 7075 Aluminum Alloy, Int. J. Mach. Tools Manuf., 1989, 29(1), p 153–160
A.M. Hassan and A.S. Al-Bsharat, Influence of Burnishing Process on Surface Roughness, Hardness and Microstructure of Some Non-Ferrous Metals, Wear, 1996, 199, p 1–8
S. Toshioki, S. Hiroyuki, and T. Masaomi, Development of a New Tool to Generate Compressive Residual Stress Within a Machined Surface, Int. J. Mach. Tools Manuf., 2004, 44, p 1215–1221
A.M. Hassan and A.M.S. Momani, Further Improvements in Some Properties of Shot Peened Components Using the Burnishing Process, Int. J. Mach. Tools Manuf., 2000, 40, p 1775–1786
A.M. Hassan and A.S. Al-Bsharat, Improvements in Some Properties of Non-Ferrous Metals by the Application of the Ball-Burnishing Process, J. Mater. Process. Technol., 1996, 59, p 250–256
K. Palka, A. Weroński, and K. Zaleski, Mechanical Properties and Corrosion Resistance of Burnished X5CrNi 18-9 Stainless Steel, J. Achiev. Mater. Manuf. Eng., 2006, 16, p 57–62
L.N. López de Lacalle, A. Lamikiz, J. Muñoa, and J.A. Sánchez, Quality Improvement of Ball-End Milled Sculptured Surfaces by Ball Burnishing, Int. J. Mach. Tools Manuf., 2005, 45, p 1659–1668
S. Fang-Jung and C. Chien-Hua, Freeform Surface Finish of Plastic Injection Mold by Using Ball-Burnishing Process, J. Mater. Process. Technol., 2003, 140, p 248–254
Y.C. Lin, B.H. Yan, and F.Y. Huang, Surface Improvement Using a Combination of Electrical Discharge Machining with Ball Burnish Machining Based on the Taguchi Method, Int. J. Adv. Manuf. Technol., 2001, 18, p 673–682
T.A. El-Taweel and M.H. El-Axir, Analysis and Optimization of the Ball Burnishing Process Through the Taguchi Technique, Int. J. Adv. Manuf. Technol., 2009, 41, p 301–310
Acknowledgments
The technical assistance from the Electron Microscopy Unit at Kuwait University and the ISSAT-Kairouan are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Gharbi, F., Sghaier, S., Al-Fadhalah, K.J. et al. Effect of Ball Burnishing Process on the Surface Quality and Microstructure Properties of AISI 1010 Steel Plates. J. of Materi Eng and Perform 20, 903–910 (2011). https://doi.org/10.1007/s11665-010-9701-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-010-9701-6