
Abstract
In regard to light-weight structural members for automobiles, attention to hydroforming has been increasing. Intrusion-bending method is well suited to the preliminary bending of hydroformed structural members of automobiles, because straight tubes can be bent into three-dimensional forms by this new method. However, in the case of tubes with a thin wall thickness, wrinkling remains a problem. In this report, application of intrusion bending method to tubes with extremely low ratios of wall thickness to outer diameter (from 1.2 to 1.9%), and whose steel grades are SSPDX, SAFC440R, and SAFC590T was investigated. A summary of this study is as follows. Effects of steel grades and wall thickness ratios on wrinkle formation, eccentricity, and ovality are studied. Relationships between wrinkle generation and gyro movement are investigated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
As the weight of materials for automobile manufacturing has become of increasing concern, more attention is given to hydroforming. The intrusion-bending method is suitable for preliminary bending of hydroformed members (Ref 1), because it is possible to bend tubes into three-dimensional shapes using this method (Ref 2). However, the issue of “wrinkling” remains unsolved. Therefore, we investigated the deformation behavior of intrusion bending for steel tubes whose ratio of wall thickness to outer diameter is nearly 3%. For application of materials produced by intrusion bending in automobile manufacturing, it becomes necessary to develop a forming technology for steel tubes that have a thin wall thickness of about 3%. Accordingly, we investigated the application of the intrusion-bending method to tubes whose ratio of wall thickness to outer diameter is between 1.2 and 1.9%. The following aspects were investigated : (1) The effect of steel grade and wall thickness on eccentricity; (2) the effect of wall thickness on ovality; and (3) the effect of tensile strength, ratio of wall thickness to outer diameter, and movement of gyro upon wrinkling.
Experimental Procedures
Test Tubes
The material properties and dimensions of the steel tubes used for this test are shown in Table 1. The grades of the steel tubes used are SSPDX, SAFC440R, and SAFC590T. These grades are standards of Nippon Steel Corp., Japan. The dimensions of the test tubes are 63.5 mm in outer diameter; 1200 mm in length and 0.8, 1.0, and 1.2 mm in wall thickness. Ratios of wall thickness to outer diameter t/D are 1.2, 1.6, and 1.9%, respectively. We conducted tensile tests to measure material properties. The material properties measured are yield stress, tensile strength, elongation, and r-value.
Method of Intrusion Bending
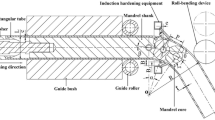
A general view of an intrusion-bending machine is shown in Fig. 1. The intrusion-bending was manufactured by OPTON CO., LTD., Japan (Ref 3). We defined X, Y, and Z axes in Cartesian coordinates as longitudinal, vertical, and horizontal axes, respectively. As shown in Fig. 1, the gyro revolves around the center of revolution A and rotates around the center of rotation B.

General view of an intrusion-bending machine
A lubricant was used at the contact points between the tube and the equipment. Clearance of tubes to the mandrel of inner tool and to the guide cylinder is 0.25 and 1.6 mm, respectively. As shown in Fig. 2, the gyro moves its position. A straight tube is inserted into the guide cylinder and advances at a velocity of 20 mm/s by pushing from the rear end.

Movement of gyro
The gyro does not move until the pusher has reached 100 mm. At the first step of forming, the gyro turns forcibly around the centers of revolution A and rotation B when the pusher is located between 100 and 150 mm. At the second step, the revolution and the rotation angles of the gyro are held at a maximum value when the tube has reached between 150 and 350 mm. The two maximum angles are defined as A max and B max. At the third step, the gyro reverses along the centers, and the gyro returnes to its original position when the tube reaches between 350 and 400 mm. Without any movement of the gyro, the tube is removed by the guide cylinder when the pusher reaches 500 mm.
When A max is increased, it becomes possible to bend the tube at a smaller bending radius.
We defined gyro angle ratio α as A/B, which is the value obtained by dividing the revolution angle of gyro A by the rotational angle of gyro B.
In this test, we changed the gyro angle ratio α between 6.4° and 15.6°, and maximum revolution angle A between 1.4° and 2.7°. In addition the inner tool is inserted into the test tube for the prevention of oval deformation. The inner tool composed of a mandrel and three plugs, is shown in Fig. 3.

Photograph of inner tool
Method of Measurement
We measured the radius of curvature at extrados by three-point curvature measurement. As shown in Fig. 4, we define bending radius R by subtracting half of the outer diameter D 1 along the vertical axis from the measured radius along extrados. Bent tubes are defined as being in an unstable zone or a stable zone. The zone where the steel tube is bent at the first and third steps is the unstable zone, and that at the second step is the stable zone.

Definition of bending radius R
We measured a cross section of bent steel tubes at the stable zone as seen in Fig. 4. As shown in Fig. 5, we determined the diameter D before processing, and the diameters D 1 and D 2 after processing using a by vernier caliper, along the vertical axis for D 1 and the horizontal axis for D 2, respectively. ΔD is determined from (D 2 − D 1) as deviation of D 2 and D 1, and ovality of outer diameter ΔD/D is calculated.

Definition of measured items at cross section
We defined bending radius ratio as R/D, which is the ratio of the bending radius R to the outer diameter D of tube before bending.
We defined t as wall thickness before bending, t 1 as wall thickness at the extrados, and t 2 as wall thickness at the intrados after processing by ultrasonic measurement. Δt is determined from (t 2 − t 1) as deviation of t 2 and t 1, and wall thickness eccentricity is calculated as Δt/t.
As shown in Fig. 6, we measured the height (h) and pitch (P) of wrinkles by a vernier caliper. We classified wrinkle height into three levels: 0 to 0.1 mm = low, 0.1 to 1.0 mm = medium, and over 1.0 mm = high.

Measured items of wrinkle
Results and Considerations
Appearance of Bent Tubes
In this test, the main limitations in manufacturing were the generation of wrinkles at the horizontal axis and intrados at the stable zone. The appearance of the surface at the horizontal axis of SAFC440R bent tubes with wall thickness ratio of 1.2% t/D is shown in Fig. 7. As determined by measurements, the wall thickness decreased at the extrados and increased at the intrados; as a result, wall thickness eccentricity increases with the increase of bending radius ratio. When the inner tool is installed in manufacturing, ovality tends to be somewhat shorter horizontally than vertically. However, when the inner tool is not installed in manufacturing, horizontal length is more than vertical length. A cross section of the latter at the stable zone is shown in Fig. 8.

Appearance of surface on horizontal axis of SAFC440R

Cross section at stable zone (a) before processing and (b) after processing without use of inner tool
Eccentricity
The effects of the grade of steel tube used and wall thickness ratio on the eccentricity of wall thickness Δt/t are shown in Fig. 9 and 10, respectively.

Effect of grade of steel tube on eccentricity

Effect of wall thickness on eccentricity
As shown in Fig. 9, eccentricity is affected by the grade of steel tube used. However, the effect of tensile strength on eccentricity remains unclear. The effect of r-value on eccentricity is more obvious than that of tensile strength. Eccentricity of SSPDX is superior to other grades of steel. We suppose the reason is its bigger r-value (2.13) than that of other steel grades.
As shown in Fig. 10, the effect of wall thickness ratio on eccentricity is small.
Ovality
Effect of wall thickness on ovality is shown in Fig. 11. As for the ovality of bent tubes, the horizontal length is more than the vertical length without the use of the inner tool, but vertical length is more than the horizontal length when the inner tool is used. We will investigate this mechanism of this oval deformation.

Effect of wall thickness on ovality
Wrinkle
The effect of the grade of steel tube used on the behavior of wrinkle generation is shown in Fig. 12 and 13. In Fig. 12, the horizontal axis denotes tensile strength, and the vertical axis stands for the bending radius ratio, R/D. As shown in Fig. 13, the three tubes have a low wrinkle value; however, bending radius ratio R/D at high-tensile strength is larger than that at low-tensile strength, as shown in Fig. 12.

Effect of grade of steel tube in limiting to wrinkle generation

Appearance of grade of steel tube versus wrinkle generation
The effect of wall thickness to outer diameter t/D as a limiting factor for wrinkle generation is shown in Fig. 14 and 15. In Fig. 15, wrinkles are easily generated as the bent tubes have a thinner wall thickness.

Effect of t/D in limiting wrinkle generation

Appearance of ratio of wall thickness to outer diameter (t/D) versus wrinkle generation
It is clear that the higher the tensile strength and the thinner the wall thickness, the easier it becomes to generate wrinkles in the bent tube.
Effect of gyro angle ratio α on limiting wrinkle generation is shown in Fig. 16.

Effect of gyro angle ratio in limiting wrinkle generation
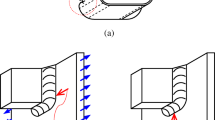
When the gyro angle ratio α is increased, wrinkles appearing at the horizontal axis are slight and bending radius ratio remains small without wrinkling. However, as shown in Fig. 17, wrinkles are generated at the intrados instead of the horizontal axis when the gyro angle ratio α is set at 15.6. Namely, when the ratio exceeds 13.6, wrinkles at the intrados become severe.

Detailed views of wrinkle generation at intrados when the gyro angle ratio α is set at 15.6
In intrusion bending, tube is bent by revolution and rotational movement. The revolution movement of the gyro causes the shearing deformation by shear stress, and wrinkles at the horizontal axis are generated by the stress. Rotational movement of the gyro causes the bending moment, and wrinkles at the intrados are generated by the moment.
Consequently, side wrinkles are generated when the gyro angle ratio is less than 13.6, and intrados wrinkles are generated when the ratio exceeds 13.6. When the ratio is 13.6, we could produce tubes whose bending radius ratio is minimal in this test.
Conclusions
-
(1)
Limitations concerning manufacturing are controlled by generation of wrinkles, and wrinkle generation points are the horizontal axis and the intrados. Regarding eccentricity, wall thickness decreases at the extrados and increases at the intrados. With reference to ovality, the outer diameter of the vertical length tends to be more than that of the horizontal length.
-
(2)
Effect of r-value on eccentricity is more obvious than that of tensile strength and wall thickness.
-
(3)
When bending radius ratio decreases, wrinkles are generated at the horizontal axis or the intrados. The higher the tensile strength and the thinner the wall thickness, the easier it becomes to generate wrinkles on the bent tube.
-
(4)
When the gyro angle ratio increases, generation of wrinkles at the horizontal axis decreases and, consequently, wrinkling at intrados increases.
Abbreviations
- A :
-
revolution angle of gyro (°)
- B :
-
rotational angle of gyro (°)
- A max :
-
maximum revolution angle of gyro (°)
- B max :
-
maximum rotation angle of gyro (°)
- α:
-
gyro angle ratio (ratio of A-B)
- D :
-
outer diameter of tube before bending (mm)
- D 1 :
-
outer diameter of bent tube along vertical axis (mm)
- D 2 :
-
outer diameter of bent tube along horizontal axis (mm)
- ΔD :
-
(D 2 − D 1) deviation of D 2 and D 1 of bent tube (mm)
- ΔD/D :
-
ovality of outer diameter
- EL:
-
elongation of test specimen
- R :
-
bending radius (mm)
- R/D :
-
bending radius ratio
- t :
-
wall thickness of tube before bending (mm)
- t/D :
-
ratio of wall thickness to outer diameter
- t 1 :
-
wall thickness of bent tube at extrados (mm)
- t 2 :
-
wall thickness of bent tube at intrados (mm)
- Δt :
-
(t 2 − t 1) deviation of t 2 and t 1 of bent tube (mm)
- Δt/t :
-
eccentricity of wall thickness
- TS:
-
tensile strength of test specimen (MPa)
- YS:
-
yield stress of test specimen (MPa)
- x :
-
distance pusher advanced (mm)
References
M. Mizumura, Y. Kuriyama, T. Sugi, M. Fukutoku, and H. Naoi, Effects Manufacturing Conditions on Deformation Behavior of Bent Pipes, Proceedings of the 10th International Symposium on Processing and Fabrication of Advanced Materials, Session 9 Microstructure Property Relationships, November 2001, p 1–13
M. Murata, Y. Uemura, and H. Suzuki, New Penetration Bending of Circular Tube Using Die, J. Jpn. Soc. Technol. Plasticity, 1990, 31(357), p 264–269
OPTON CO., LTD. in Japan, http://www.opton.co.jp Catalog, RP-80-AC of PIPE MULTI BENDER
Author information
Authors and Affiliations
Corresponding author
Additional information
This article was presented at Materials Science & Technology 2007, Automotive and Ground Vehicles symposium held September 16-20, 2007, in Detroit, MI.
Rights and permissions
About this article
Cite this article
Naoi, H., Kitakami, N., Mizumura, M. et al. Study of Intrusion Bending for Steel Tubes with Thin Wall Thickness. J. of Materi Eng and Perform 17, 376–381 (2008). https://doi.org/10.1007/s11665-008-9223-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-008-9223-7