
Abstract
The effect of Nd addition on the microstructure and mechanical properties of a die-cast AZ91 alloy was investigated in the present work. The results show that the die-cast AZ91 alloy is composed of α-Mg matrix and γ-Mg17Al12 phase. Nd addition into the AZ91 alloy leads to the formation of rare earth containing intermetallic phase. Al4Nd phase forms when Nd content is less than or equal to 1.0 wt.%. Al2Nd phase appears simultaneously when Nd content reaches to 3.0 wt.%. The size and volume fraction of γ-Mg17Al12 phase decrease, because of the newly formed Al-Nd phase. And the γ-Mg17Al12 phase distributes from reticular to dispersive. Nd addition has a little effect on the room temperature properties of the die-cast AZ91 alloy, but greatly improves the elevated temperature properties. The tensile strength of AZ91-0.5Nd and AZ91-1.0Nd alloy tested at 150 °C is even close to the room temperature strength. The AZ91-1.0Nd alloy has the optimal properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Magnesium and its alloys are the lightest-structural metallic materials that have gained wide commercial applications till date. Die-cast magnesium alloy products are used in automotive industry, extensively, which can reduce the weight of car, make fuel oil consumption, and exhaust-gas discharge rate decrease. Magnesium alloys are considered as an excellent choice for weight reduction of automobile (Ref 1-3). AZ and AM series of alloys constitute about 90% of all structural applications of magnesium. AZ91D alloy has been used to fabricate a variety of automobile parts, such as cam covers, baffles, oil adapters, clutch housings, steering wheels, and so on; AM60 and AM50 alloys are frequently employed to manufacture instrument panels, steering wheel armatures, and seat risers. However, the mechanical properties of the AZ and AM series of alloys rapidly decrease, as temperatures exceed 120 °C. Commercial requirements have led to the investigation of designing other alloys based on the Mg-Al system (Ref 4, 5). In order to improve the elevated temperature properties of the AZ91 alloy, great attempts have been made by adopting the method of addition microelement to the AZ91 alloy, such as Ca, Si, Bi, Sn, Sb, and rare earth (RE), etc. (Ref 6-11). In some studies, it has been proved that the addition of RE elements can improve the mechanical properties of magnesium alloys both at room temperature and elevated temperature. However, the commonly used RE elements are cheaper mischmetals based on cerium or neodymium (Ref 4, 12-15). At the same time, it is generally thought that the effects of RE elements on mechanical properties of magnesium alloys increase according to La, Ce, cerium mischmetal, Pr, Nd (Ref 16). However, the interaction of each element (Ce, La, Nd, Pr, etc.) in mischmetal leads to confusion in understanding the strengthening effect of individual RE element on magnesium alloys. Therefore, it is significant to study the effects of individual Nd on properties of magnesium alloys. In this study, the individual Nd was added into the die-cast AZ91 alloy. The microstructure, mechanical properties at room and elevated temperature, and fracture behavior of AZ91-xNd alloys were studied.
Experimental
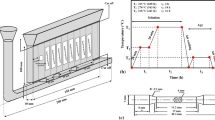
The chemical compositions of the four alloys studied are listed in Table 1. The common commercial AZ91 alloy ingot was chosen as base alloy, and the corresponding composition was (wt.%): 8.93Al, 0.63Zn, 0.195Mn, 0.0377Si, 0.0015Fe, 0.0025Cu, 0.0005Ni, the other was Mg. Nd element was added to the AZ91 melt at 670 °C, in the form of Mg-19.1Nd (wt.%) interalloy. The melting was carried out in a 12 kg crucible resistance furnace under condition of shielding atmosphere of SF6 and CO2, mixing ratio was 1:100 \( {\left( {{\text{v}}_{{{\text{SF}}_{{\text{6}}}}}:{\text{v}}_{{{\text{CO}}_{{\text{2}}} }} } \right)}. \) The AZ91 ingots were melted, absolutely, up to the temperature of 670 °C, and then the Mg-19.1Nd interalloy was added. When the temperature of the molten metal was raised to 700 °C, the melt was held for 20 min to make sure that Nd was completely dissolved. In this process the melt was stirred several times to ensure homogeneous distribution of Nd. Finally, the alloys were pressure die cast in a DCC630M cold chamber magnesium die casting machine with the die temperature maintained at 150-210 °C, which produced the ingots with the dimension of 12 × 60 × 120 mm3.
The microstructure was observed using an Olympus-PMG3 optical microscopy. The phase composition was analyzed by a D/Max 2500PC x-ray diffraction (XRD). The morphology of phases was investigated by a JSM-5500LV scanning electron microscope (SEM); the relative chemical constitution of each phase was determined by EDAX-Falcon energy dispersive spectroscopy (EDS). The tensile testing at room and elevated (150 °C, short-time test) temperature was carried out on a AG-10TA electronic universal test machine. The specimens used to tensile testing were fabricated to a gauge length of 40 mm and a gauge diameter of 8 mm. All the tests were carried out under an initial strain rate of 4.2 × 10−4 s−1. The fracture surfaces were examined by the JSM-5500LV scanning electron microscope (SEM). The hardness test was carried out on a HB-3000 Brinell hardness tester.
Results and Discussion
Microstructure
Figure 1 shows the XRD results of the four alloys. It indicates that AZ91 alloy is mainly composed of α-Mg and γ-Mg17Al12 phase. AZ91-0.5Nd and AZ91-1.0Nd mainly consist of α-Mg, γ-Mg17Al12 phase, and Al4Nd phase. Al4Nd may be Al11Nd3, because Al4Nd and Al11Nd3 have similar peak values, so some investigators called the phase as Al11Nd3 (Ref 10, 17). Al2Nd phase forms when 3.0 wt.% Nd was added to the AZ91 alloy. The XRD results show that no binary Mg-Nd or ternary Mg-Al-Nd phases form.

Result of x-ray diffraction analysis on (a) AZ91-xNd alloys AZ91 (b) AZ91-0.5Nd (c) AZ91-1.0Nd (d) AZ91-3.0Nd
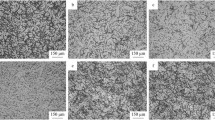
The optical microstructures of the alloys are shown in Fig. 2. The AZ91 alloy is composed of α-Mg solid solution and α + γ-Mg17Al12 eutectic structure. The γ-Mg17Al12 is mainly distributed along the grain boundaries in the shape of discontinuous reticulation (Fig. 2a). The grain size is about 62 μm. After 0.5 wt.% Nd was added, the grain size decreases to about 46 μm and a rod-like intermetallic phase is observed (Fig. 2b). The particle size and the volume of the γ-Mg17Al12 decrease when the Nd content reaches to 1.0 wt.% (Fig. 2c). The grain size is about 27 μm. Further addition of Nd results in large numbers of rod-like phase appearing both along the grain boundaries and in the grains. When 3.0 wt.% Nd was added to the AZ91 alloy, a block phase can be seen in the microstructure (Fig. 2d). The grain size increases a little to about 33 μm.

Effect of Nd addition on the microstructure of AZ91 alloy (a) AZ91; (b) AZ91-0.5Nd; (c) AZ91-1.0Nd; (d) AZ91-3.0Nd
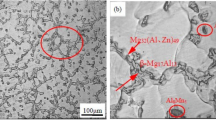
Figure 3 shows the SEM micrographs of the white rod-like phase and block phase formed in AZ91-1.0Nd and AZ91-3.0Nd alloy, respectively. Three different location of the phases labeled 1, 2, and 3 were identified by EDS analysis. The EDS analysis results are listed in Table 2. It shows that they are mainly composed of Al and Nd elements. From the EDS and XRD analyses, the rod-like and block phases are expected to Al4Nd and Al2Nd, respectively. No other binary Mg-Nd or ternary Mg-Al-Nd phases is detected by EDS analysis. The formability of a compound can be judged from the difference electronegativity of the elements. The larger the electronegative difference value of two elements, the easier formation of compound. The electronegative difference value between Mg and Nd, and Al and Nd is 0.17 and 0.36, respectively. The electronegative difference value between Al and Nd is bigger than that between Mg and Nd, so when Nd was added to the AZ91 alloy, Al-Nd phase formed primarily. Due to the high reactivity between Al and rare earth, Al is combined with Nd and form Al4Nd and Al2Nd phases until all the available Nd was used, without formation of any binary Mg-Nd or ternary Mg-Al-Nd phases. Furthermore, Nd addition to AZ91 alloy leads to the decrease of volume and size of the γ-phase as a result of the formation of Al-Nd phases.

SEM micrographs of the white rod-like phase and block phase in AZ91-xNd alloys (a) AZ91-1.0Nd (b) AZ91-3.0Nd
Hardness
The hardness of the alloys is shown in Fig. 4. All AZ91-xNd alloys have higher hardness than the AZ91 alloy, and the hardness increases with increasing of Nd. The Nd has larger solid solubility in magnesium, besides the formation of Al-Nd compounds; a small portion of Nd dissolves in α-Mg matrix. The solid solution of Nd in α-Mg matrix causes lattice distortion. In addition, the hardness of alloys increases because of the lattice distortion. At the same time, the grain refinement with the increasing of Nd content also improves the hardness of alloys.

Hardness of the AZ91-xNd alloys
Tensile Properties
The influence of Nd content on the room and elevated temperature (150 °C) tensile properties of the die-cast AZ91 alloy are shown in Fig. 5. Compared with the AZ91 alloy, the tensile strength and yield strength of AZ91-0.5Nd and AZ91-1.0Nd alloy increase a little (Fig. 5a), but the room-temperature tensile strength and elongation of AZ91-3.0Nd alloy decrease. However, Nd greatly improves the tensile strength and elongation of alloys tested at 150 °C (Fig. 5b). The tensile strength of AZ91-0.5Nd and AZ91-1.0Nd alloy tested at 150 °C is close to the strength of the alloy tested at room temperature. AZ91-1.0Nd alloy has the highest tensile strength and elongation among the four alloys in the tensile test at both room and elevated temperature.

Effect of Nd addition on the tensile properties (a) tested at room temperature (b) tested at 150 °C
In the AZ91 alloy, the main strengthening phase is Mg17Al12, which has a melting point of approximately 460 °C and poor thermal stability. The Mg17Al12 phase distributed along grain boundaries can readily soften and coarsen when temperatures exceed 120-130 °C, so it cannot serve to pin boundaries (Ref 4, 6). Addition of Nd to the AZ91 alloy forms Al4Nd phase primarily. The formation of Al4Nd phase consumes the Al atoms and restrains the formation of Mg17Al12 phase. So, the size and quantity of Mg17Al12 phase decrease, and the distribution changes from reticular to discrete. The Al4Nd phase has much higher melting point (exceeding 1200 °C) and high thermal stability. AZ91-3.0Nd alloy formed Al2Nd phase and the melting point of Al2Nd phase reaches to 1460 °C. The strengthening effect of these thermodynamically stable phases can be retained to higher temperatures. The elevated temperature properties of the AZ91-xNd alloys are improved effectively because of the formation of Al4Nd and Al2Nd phases with much higher melting point and the decrease of Mg17Al12 phase with low melting point. However, when the Nd content exceeds some quantity, Al4Nd and Al2Nd phases become coarse. These coarse phases split the matrix easily and bring concentration of stress, which decreases the properties of the alloy.
Fractography
Figure 6 shows SEM images of the tensile fracture surface. Figure 6(a) is the image of the AZ91 alloy tested at room temperature, which is composed of small cleavage planes and steps formed by secondary cleavage. The cleavage rivers consisting of steps can be seen on some planes. Therefore, the fracture form of the AZ91 alloy is cleavage fracture. Figure 6(b) shows the fractograph of the AZ91-1.0Nd alloy tested at room temperature. On some local fracture surfaces there are some characteristics of quasi-cleavage, and cleavage rivers can still be found. Figure 6(c) shows the fracture of the AZ91-1.0Nd alloy tested at 150 °C. Compared with the Fig. 6(a) and (b), it has more characteristics of quasi-cleavage. The fracture surface has tearing edges and dimples, the cleavage planes and steps cannot be found on the fracture surface. Although the characteristics of gliding fracture appear on the fracture surface, the failure is still brittle.

Fracture surface (SEM) of the alloys (a) AZ91, tested at room temperature (b) AZ91-1.0Nd, tested at room temperature (c) AZ91-1.0Nd, tested at 150 °C
Conclusions
-
(1)
The microstructure of the die-cast AZ91 alloy is composed of α-Mg matrix and γ-Mg17Al12 phase. With Nd addition, the rod-like Al4Nd and block Al2Nd phase form. The size and quantity of γ-Mg17Al12 phase decrease and the distribution changes from reticular to discrete.
-
(2)
The hardness of the AZ91-xNd alloys increases with the increasing of Nd content. Nd has little effect on the room temperature tensile properties of the die-cast AZ91 alloy, but greatly increases the elevated temperature tensile properties of the AZ91 alloy. The elevated temperature tensile strength of AZ91-0.5Nd and AZ91-1.0Nd alloy is even close to the room temperature tensile strength. The AZ91-1.0Nd alloy has the optimal properties. More Nd addition decreases the properties of alloys.
-
(3)
The tensile fractography of the AZ91 alloy tested at room temperature indicates that the failure is cleavage fracture. Nd addition and tested at 150 °C changed the failure behavior to quasi-cleavage type.
References
H. Friderich, S. Schumann, Research for a “New Age of Magnesium” in the Automotive Industry, J. Mater. Sci. Technol., 117, 2001, 276–281
A. Luo, J. Renaud, Isao Nakatsugawa, Jacques Plourde, Magnesium Castings for Automotive Applications, JOM, 47(7), 1995, p28–31
B.L. Mordike, T. Ebert, Magnesium Properties—Applications—Potential, Mater. Sci. Eng., A 302, 2001, p37–45
I.J. Polmear, Magnesium Alloys and Applications, J. Mater. Sci. Technol., 10(1), 1994, p1–16
A. Luo, M.O. Pekguleryuz, Cast Magnesium Alloys for Elevated Temperature Applications, J. Mater. Sci., 29, 1994, p5259–5271
Y. Guangyin, S. Yangshan, D. Wenjiang, Effects of Bismuth and Antimony Additions on the Microstructure and Mechanical Properties of AZ91 Magnesium Alloy, Mater. Sci. Eng., A308, 2001, p38–44
G.Y. Yuan, Z.L. Liu, Q.D. Wang, W.J. Ding, Microstructure Refinement of Mg-Al-Zn-Si Alloys, Mater. Lett., 56, 2002, p53–58
Y. Guangyin, S. Yangshan, D. Wenjiang, Effects of Sb Addition on the Microstructure and Mechanical Properties of AZ91 Magnesium Alloy, Scr. Mater., 43, 2000, p1009–1013
P. Li, B. Tang, E.G. Kandalova, Microstructure and Properties of AZ91D Alloy with Ca Additions, Mater. Lett., 59(6), 2005, p671–675
Y. Lu, Q. Wang, X. Zeng, W. Ding, C. Zhai, Y. Zhu, Effects of Rare Earths on the Microstructure, Properties and Fracture Behavior of Mg-Al Alloys, Mater. Sci. Eng., A278, 2000, p66–76
Y. Li, H. Jones, Structure and Mechanical Properties of Rapidly Solidified Magnesium Based Mg-Al-Zn-RE Alloys Consolidated by Extrusion, J. Mater. Sci. Technol., 12(12), 1996, p981–989
L.Y. Wei, G.L. Dunlop, The Solidification Behaviour of Mg-Al-rare Earth Alloys, J. Alloy. Comp., 232, 1996, p264–268
J.H. Jun, J.M. Kim, B.K. Park, K.T. Kim, W.J. Jung, Effects of Rare Earth Elements on Microstructure and High Temperature Mechanical Properties of ZC63 Alloy, J. Mater. Sci., 40, 2005, p2659–2661
G. Pettersen, H. Westengen, R. Hoier, O. Lohne, Microstructure of a Pressure Die Cast Magnesium–4 wt.% Aluminium Alloy Modified with Rare Earth Additions, Mater. Sci. Eng., A207, 1996, p115–120
Y.S. Wang, Q.D. Wang, C.J. Ma, W.J. Ding, Y.P. Zhu, Effects of Zn and RE Additions on the Solidification Behavior of Mg-9Al Magnesium Alloy, Mater. Sci. Eng., A342, 2003, p178–182
L.L. Rokhlin, Effect of Rare Earth Metals on Mechanical and Some Other Properties of Magnesium, Magnesium Alloys Containing Rare Earth Metals, 1st ed., 11 New Fetter Lane, London EC4P 4EE, Taylor & Francis Group, 2003, p 159–166
H.H. Zou, X.Q. Zeng, C.Q. Zhai, W.J. Ding, Effects of Nd on the Microstructure of ZA52 Alloy, Mater. Sci. Eng., A392, 2005, p229–234
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, J., Wang, L., An, J. et al. Microstructure and Elevated Temperature Properties of Die-cast AZ91-xNd Magnesium Alloys. J. of Materi Eng and Perform 17, 725–729 (2008). https://doi.org/10.1007/s11665-007-9168-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-007-9168-2