
Friction stir lap welding of the similar and dissimilar aluminum alloys is investigated. AA 5182 and AA 6022 aluminum alloys (the widely used aluminum alloys for automobile applications) are selected for the feasibility studies. The friction stir lap welding shows that the placement of the aluminum alloys in the different orders over each other affect the final weld quality and its mechanical properties. The welding parameters such as rotational and traverse speeds and the penetration depth are key factors to affect the micro-structure soundness. The mechanical and the micro-structural characterization is performed on the joints formed with varying welding parameters and from the different order of placement of the AA 6022 and the AA 5182 sheets. The weld failure occurs on the advancing side during the peel tests indicating that the retreating side is relatively stronger. Measured temperatures indicate that the advancing side has higher developed temperature during the course of welding compared to the retreating side.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Friction stir welding (FSW) has been used to weld all wrought aluminum alloys, across the 2xxx, 5xxx, 6xxx, and 7xxx series of alloys, some of which are bordering on being classed as virtually unweldable by fusion welding techniques (Ref 1). The process can also weld the dissimilar aluminum alloys, whereas fusion welding may result in the alloying elements from the different alloys interacting to form deleterious intermetallics through precipitation during solidification from the molten weld pool. In the automotive sector, the drive to build more fuel-efficient vehicles has led to the increased use of the aluminum in an effort to save weight, which also improves recyclability when the vehicles are scrapped.
The friction stir lap welding does not produce good quality welds with the same ease of the friction stir butt welding. The heat generated under the shoulder will have to be transferred to the interface of the sheets through the top sheet. Also, the tangential velocity for the material flow around the tool pin will have to be large enough for the material to refill the void created due to the tool movement. This makes the formation of a good lap weld more complex compared to the butt welding and makes it highly dependent on the welding parameters, the tool design, and the fixture. Accurate control of the plunge depth of the tool cannot be over-emphasized.
A few investigations on the friction stir lap welding of the similar and dissimilar aluminum alloys as well as of the various other materials have been performed. Scafe and Joaquin (Ref 2) conducted experimentation on lap joining the similar Al-alloys for the automotive applications. To achieve maximum lap-shear strength, they identified that the rotational speed and depth of penetration must both be held at the lower end of the possible range.
In joining the dissimilar aluminum alloys using friction stir lap welding, Cederqvist and Reynolds (Ref 3) conducted extensive experimentation with the Al 2024 and Al 7075, the metals that are commonly used in aerospace applications. The properties of the weld joints formed with different traverse and rotational speeds, and the tool dimensions are analyzed. Their results reveal the existence of a critical interface between the sheets and the paper suggests introduction of a second pass to eliminate it. Shinoda and Suzuki (Ref 4) researched the joining of Al 2017 to Al 6061 in order to determine the effect of the pin type on the metal flow. This paper used the straight pin, the M6 threaded pin, and the M6 inverse-threaded pin for the experimentation and concluded that the threaded pin is the most efficient in promoting a good metal flow between the top and bottom plates.
Elrefaey et al. (Ref 5,6) discussed the characterization of the aluminum/steel and aluminum/copper lap joints. In the first paper (Ref 5), the joint strength is shown to depend on the plunge depth of tool pin from the Al/Fe interface, with a slight penetration into steel increasing the joint strength significantly. Also, the joint strength is shown to increase with an increase in the rotational speed and decrease with an increase in the traverse speed. The second paper (Ref 6) discussing Al/Cu lap joint also shows similar results. This paper showed a significant increase in the joint strength by introducing a Zinc interface between the Al/Cu. Elrefaey et al. (Ref 7) extended their experimentation further to join the aluminum to the zinc-coated steel. The conclusions from this paper show that the zinc-coated steel produces better lap joint compared to the joints with the steel without the Zn-coating.
Kimapong and Watanabe (Ref 8,9) discussed the effect of changing the process parameters (the rotational and traverse speed, and the tool plunge depth) on the weld characteristics. They concluded that the increase of the rotational speed and the plunge depth worsened the load bearing capacity of the lap joint while an increase in the traverse speed improved it. The successful lap weld of a thin aluminum sheet with the thickness of 0.4 mm to a thin stainless steel sheet with the thickness of 0.2 mm was obtained by Yoshikawa and Harano (Ref 10). The temperature rise and the plastic flow of aluminum at the top of the stainless steel sheet promoted solid phase diffusion across the interface between the aluminum and the stainless steel sheets.
In this paper, friction stir lap welding of aluminum sheets is investigated in order to develop a viable process procedure for joining dissimilar aluminum alloys. The feasibility studies are performed on the AA 5182 and AA 6022 aluminum alloys. The similar Al-alloy joint to itself is obtained and the range of process parameters for a good quality weld is summarized from the experimentation. Peel and micro-hardness tests are also conducted on the joints. This experimentation provided insight into the welding parameters that affect the final weld quality and their ranges.
With the knowledge of the process performance from joining the similar Al-alloys, the investigation is conducted on joining the dissimilar Al-alloy with the different order of placements. Once the optimal range of the process parameters is obtained, the micro-structure and mechanical characterization is performed on the joints. The results are expected to reveal the better placement order in order to produce welds with good joint properties and quality. The rotational and traverse speeds, and the plunge depth are the key factors which affect the micro-structure soundness of the final weld joint and this investigation will further focus on their quantitative values.
Experimental Setup and Procedure
Two Al-alloys, AA 6022 and AA 5182, widely used in the automotive industry are selected for the present study. The chemical composition and mechanical properties of these alloys are given in Tables 1 and 2, respectively. AA 6022 is used for outer and inner body panels of automobiles while AA 5182 is used for inner body panels, splash guards, heat shields, air cleaner trays and covers, structural and weldable parts, and load floors (sheet).
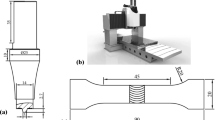
A retrofitted automatic CNC-controlled milling machine is used for FSW (Fig. 1). It provides a wide range of rotational and traverse speeds, and the depth of penetration for the welding of the sheets. The sheets, 2 mm thick, 200 mm long and 50 mm wide, are lap welded using the FSW. The tool pin used for the lap welding of the aluminum sheets differs from the conventional FSW pin as shown in Fig. 1 (Inset). The triflute type pin with the inclined ridge grooves deflect the plasticized materials and move them upwards. This improved pin design enables increased mixing of the lapped sheet and improves the quality of the weld. The tool was a monolithic design made from CPM 1V tool steel, which provides high strength at the temperatures reached during FSW of aluminum. The length of the tool pin is 3.17 mm and the diameter of the tool shoulder is 10.2 mm. The tool pin diameter tapers out from 3 mm at the shoulder to 4 mm at the bottom.

CNC-controlled friction stir welding with 2D welding capability. Inset: Tool used for friction stir lap welding of aluminum sheets
The steps involved in making the lap welds with the FSW process, shown in Fig. 2 are as follows:
-
(1)
The workpieces are lapped together and clamped on the backing plate of FSW machine.
-
(2)
The rotating tool is brought in contact with the top surface of workpieces. The pin plunges into the workpieces till the tool shoulder comes in contact with the workpiece.
-
(3)
The mechanical interaction, due to the velocity difference between the rotating tool and workpiece, produces heat by frictional work and material deformation.
-
(4)
This heat dissipates into surrounding material, the temperature rises and the material softens.
-
(5)
The tool pin produces rotary motion of plasticized material around it.
-
(6)
The actual welding process can be initiated by moving the workpiece relative to the tool along longitudinal direction.

Schematic representation of the friction stir lap welding
Results and Discussion
Lap Welding of Similar Al-alloys—Studies on AA 6022 and AA 5182
The lap welding of similar Al-alloys AA 6022 and AA 5182 to themselves was performed on the CNC machine adapted for the FSW. Lap welding was performed for a wide range of welding parameters. The welding speed ranged from 60 to 90 mm/min and the rotational speed ranged from 1700 to 2100 rpm. The prescribed plunge depth (in the NC program) is 0.25 mm. During the process, as the plasticity of material increases as the temperature increases, the plunge depth also increases. It was found from the experiments that the flash increases as the plunge depth increases and the weld crack occurs on the surface for plunge depths greater than 0.5 mm. Also, if the contact between the shoulder and the workpiece is lost during the weld formation, a crack develops. Hence, the optimum plunge depth value is between 0.1 and 0.4 mm for these two materials to form a good weld. The plunge depth can be maintained in this range when the process parameters are bounded within an upper and a lower limit.
For the AA 6022, the welding parameters found from the experimentation for a good weld formation for the rotational and traverse speed are in the range of 1800-2000 rpm and 70-80 mm/min, respectively, while for the AA 5182, it is in the range of 1700-1900 rpm and 75-80 mm/min, respectively. Figure 3 (a) and (b) shows the macro-structure view of the similar lap joint of the AA 5182 and the AA 6062, respectively. It is apparent from the experimental results that a sound joint can be made using the suitable welding parameters and a specially designed tool.

Cross-sectional macroscopic view of the friction stir lap welded (a) AA 5182 to AA 5182 and (b) AA 6022 to AA 6022 (welded at 1900 rpm and 75 mm/min). Notation: PM, Parent material; HAZ, Heat-affected zone; TMAZ, Thermo-mechanically affected zone
Figure 4(a) and (b) shows results from the hardness measurements of a single pass weld between similar Al-alloys AA 5182 and AA 6022, respectively. The hardness corresponding to the position of nugget, thermo-mechanically affected zone (TMAZ), heat-affected zone (HAZ), and parent material is shown for both top and bottom sheets. For AA 5182, the hardness varied between 50 and 75 and 55 and 77 for top and bottom sheets, respectively, in the weld zone. For AA 5182, the hardness varied between 70 and 90 for both top and bottom sheets in the weld zone.

Vickers micro-hardness profiles of friction stir lap welded (a) AA 5182 to AA 5182 and (b) AA 6022 to AA 6022 (welded at 1900 rpm and 75 mm/min)
Lap Welding of Dissimilar Al-Alloys—Studies on Joining AA 6022 to AA 5182
AA 6022 sheet was placed on top of the AA 5182 sheet and this setup is clamped on the table of adapted CNC machine. The rotating tool pin penetrates through the upper sheet and plunges into the lower sheet until the shoulder comes in contact with the surface of the top sheet. The contact interface is joined by using pressure, the flow of the plastic material, and the frictional heat generated by mechanical friction stir action. The joining is solid-state promoted by temperature rise, pressure, and plastic flow of the material around the tool pin. Due to a difference in the mechanical and thermal properties of these two Al-alloys, the interface conditions differ from the lap welding of similar Al-alloys. The heat capacity of AA 5182 is comparatively higher than AA 6022 while its thermal conductivity is lower. The heat generated gets quickly transferred through the AA 6022 top sheet to the interface of the sheets. There is an accumulation of heat at the interface of the weld leading to higher temperatures in the bottom sheet and at the interface. As the temperature increases, the flow stress decreases. Hence, it leads to plasticization and softening of the metals. Figure 5 shows a typical lap weld of dissimilar Al-alloys with AA 6022 on top and AA 5182 on the bottom.

Friction stir lap welded AA 6022-5152 sheet
Figures 6 and 7 show the macrostructure and microstructure of the cross sections of the welds. Ripple-type features exist in the nugget region that showing materials flow pattern. The figures reveal a sharp interface between the material moved during the welding and the parent material on the advancing side. The relative velocity of flow of the material is more on retreating side compared to the advanced side (Ref 11). The cavity developed at the interface of the TMAZ and HAZ near the weld nugget on the advancing side due to forward movement of tool pin will have to be filled by the material from the retreating side. This leads to the creation of sharp interface. This interface is the cause of failure during peel test as explained in Section 3.5.

Micro-structure features in the cross section of friction stir welding joint of AA 6022 (top)—AA 5182 (bottom) (welded at 1900 rpm and 75 mm/min)

Micro-structure features in the cross section of friction stir welding joint of AA 5182 (top)—AA 6022 (bottom) (welded at 1900 rpm and 75 mm/min)
Micro-hardness plots for the two orders of placement of the lap welds are shown in Fig. 8(a) and (b). It can be seen from the figures that a hardness degradation region, i.e., softened region, has occurred in each joint at the TMAZ and HAZ. This has an effect of weakening the mechanical structure of the joint. Hardness values are almost symmetrical on both sides of the nugget, i.e., on the advancing and retreating side.

Vickers micro-hardness profiles of friction stir lap welded (a) AA 6022 (top) to AA 5182 (bottom) and the (b) AA 5182 (top) to AA 6022 (bottom)
The values of hardness at the HAZ and the TMAZ zones of weld for the AA 6022 and AA 5182 are closer for different orders of sheets placement. At the nugget portion, placement of the AA 5182 sheet on top and the AA 6022 sheet at the bottom resulted in a weld with comparatively larger hardness.
Temperature Measurement
The workpieces are prepared to measure the temperature at four points using thermocouples. Type K thermocouples of 1 mm diameter are placed at the interface of the sheets and glued so that the thermocouple ends are in intimate contact with the workpiece. The locations of thermocouples in the workpiece are shown in Fig. 9(a).

(a) Thermocouple positions on the workpiece. (b) Temperature history at various locations of thermocouple on the advancing side (top sheet AA 5182, bottom sheet AA 6022)
Thermocouples connected to the channels 1-4 (Fig. 9a) are used for the purpose of measuring the temperature at various positions on the workpiece. Two of these thermocouples (channels 1 and 2) are located in the HAZ, and the other two thermocouples (channels 3 and 4) are located in the base metal region. The thermocouples cannot be placed in the TMAZ of the weld, as the stirring action will displace them before they attain the maximum temperature in their locations.
Transient temperatures are recorded in the four channels during the FSW process. Thermocouples are attached to a DAQ system that can sample the temperature data at 60 Hz. Data collection is accomplished with a DAQ system that is attached to a personal computer with a customized program running on LabView Software.
Fig. 9(b) shows the experimental temperature profile obtained using the four thermocouples during lap welding of AA 5182 to AA 6022. Table 3 gives a comparison of the temperatures obtained by changing the order of placement of the workpieces. We can see that the temperature at the interface for AA 6022 on top and AA 5182 on bottom is higher than its reverse order of placement. This is because the heat gets stagnated at the interface due to lower thermal conductivity of AA 5182 while flows more easily into the interface and the lower sheet with AA 6022 on the top.
Plunge Depth Measurement
During the lap welding, with AA 5182 on top and AA 6022 on bottom at weld speed of 75 mm/min and rotation speed of 1900 rpm, the prescribed plunge depth specified in the NC program for the displacement control is 0.223 mm. However, the effective plunge depth measured immediately after the start of the lap welding is 0.131 mm. This effective plunge depth is the actual depth to which the tool is submerged into the top sheet. It is defined as the prescribed plunge depth minus the dynamic spring back of the milling machine cantilever structure. During the course of the weld, a thermal equilibrium develops. At this stage, the effective plunge depth is measured to be 0.278 mm. Effective plunge depth plays an important role in the weld formation because the material flow under the shoulder and around the pin is governed by the plunge depth. It also defines the contact between the tool shoulder and workpiece, which is vital in the heat generation and for successful deposition without a void or a cavity formation.
Table 4 gives a comparison of effective plunge depth for various weld speeds. We can observe that the effective plunge depth decreases as the welding speed is increased. The increase is due to the fact that the heat generated decreases as the weld speed is increased and in turn decreases the temperature in the workpieces. The decrease in temperature leads to lesser softening of material and produces larger resistance to the tool plunge.
Peel Test Results
The peel test is conducted in a tensile test machine. Figure 10(a) shows the setup and Fig. 10(b) shows the test specimen after its failure. Table 5 gives the shear test results. Test results from this table indicate that the placement of the AA 5182 sheet on the top during welding produces a weaker nugget. However, if the AA 6022 is placed on top of AA 5182, the welds will be comparatively stronger. The failure is located on the advancing side at the interface of the TMAZ and the HAZ. When the order of placement of the sheets is with AA 6022 on the top of AA 5182, the change in rotational speed in the range of 1700-2100 rpm will not change the level of the failure load significantly. Similar results were obtained for the weld with the order of placement of the AA 5182 on the top of AA 6022.

(a) shows the peel test setup, (b) the test specimen after failure (welded at 1900 rpm and 70 mm/min—first joint/75 mm/min—second joint)
Conclusions
The FSW has shown the potential to lap weld similar and dissimilar aluminum sheets, providing an alternative method for the continuous resistance welding currently employed in the automotive industry. This paper discusses the results of the effect of joining the different orders of placement of the similar and dissimilar aluminum sheets on the quality of the lap weld. It also analyses the effect of the change in process parameters such as rotational and traverse speed, and the plunge depth on the weld formation.
The results show that a void free weld formation takes place under a range of welding parameters for both the similar and dissimilar aluminum sheets joining. This range is determined after extensive experimentation for a particular placement order of the sheets. The hardness and the micro-structure plots are shown for the good welds. The temperature is measured on the advancing side during the process with the thermocouples placed at strategic locations along the interface of the sheets. AA 6022 placed on top of AA 5182 produced about a 25% increase in the temperature compared to its reverse order of the sheet placement indicating larger heat transport across the interface from the top surface.
The peel test results show that by using a dissimilar Al-alloy combination in comparison with the similar Al-alloy, the weld strength improves significantly. The failure during the test occurred on the advancing side. Placing the AA 6022 on top of the AA 5182 sheet produces a stronger nugget compared to its reverse order of placement. This is due to better plasticization and flow of material at the interface of the sheets.
References
Johnson R., Kallee S.W. 1999 Stirring Stuff from Friction Welding. Mater. World 7(12): 751–53
A. Scafe and A. Joaquin, Friction Stir Welding of Extruded Aluminum for Automotive Applications, SAE World Congress, SAE paper 2004-01-1333, March 2004
L. Cederqvist and A.P. Reynolds, Factors Affecting the Properties of Friction Stir Welded Aluminum Lap Welds, Welding Res. Suppl., Dec 2001, p 281–287
T. Shinoda and J. Suzuki, Observation of Metal Flow Phenomenon of Lap Joints During Friction Stir Welding, Proceedings of the 3rd International Symposium on Designing, Processing and Properties of Advanced Engineering Materials, Vol. 449–452(1), 2004, p 421–424
Elrefaey A., Takahashi M., Ikeuchi K. 2005 Characterization of Aluminum/Steel Lap Joint by Friction Stir Welding. J. Mater. Eng. Perform. 14(1):10–17
Elrefaey A., Takahashi M., Ikeuchi K. 2005 Preliminary Investigation of Friction Stir Welding Aluminum/Copper Lap Joints. Weld. World 49(3–4):93–101
Elrefaey A., Takahashi M., Ikeuchi K. 2005 Friction-Stir-Welded Lap Joint of Aluminum to Zinc-Coated Steel. Quart. J. Jpn Weld. Soc. 23(2):186–193
Kimapong K., Watanabe T. 2005 Lap Joint of A5083 Aluminum Alloy and SS400 Steel by Friction Stir Welding. Mater. Trans. 46(4):835–841
Kimapong K., Watanabe T. 2005 Effect of Welding Process Parameters on Mechanical Property of FSW Lap Joint Between Aluminum Alloy and Steel. Mater. Trans. 46(10): 2211–2217
Y. Yoshikawa and T. Harano, Numerically Controlled Friction Stir Welding in Layered Dissimilar Metal Materials of Aluminum and Steel, Proceedings of the 43rd International Symposium on Friction Stir Welding, Park City, Utah, May 14–16, 2003
Deng X., Xu S. 2004 Two-Dimensional Finite Element Simulation of Material Flow in the Friction Stir Welding Process. J. Manuf. Process 6(2):125–133
Acknowledgments
The authors would like to thank the American Welding Society for the Graduate Research Fellowship awarded to Mr. Vijay Soundararajan. The authors are also thankful to Mr. Michael Valant, Research Center for Advanced Manufacturing (RCAM) for his technical assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Soundararajan, V., Yarrapareddy, E. & Kovacevic, R. Investigation of the Friction Stir Lap Welding of Aluminum Alloys AA 5182 and AA 6022. J. of Materi Eng and Perform 16, 477–484 (2007). https://doi.org/10.1007/s11665-007-9081-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-007-9081-8