
Abstract
SiCp-reinforced commercial pure magnesium and AZ91 alloy MMCs’ were prepared through infiltration route without the use of any special atmospheres. The preform was prepared using a mixture of reinforcement particles and the matrix metal particles. The composites were prepared with various volume percentage of the reinforcement and their properties with the variation of SiCp were analyzed. The interfacial properties of the composites were analyzed using microstructure, microhardness, and wear studies. Calculation of thermal conditions during infiltration was done to study the effect of adding matrix metal particles on the infiltration behavior and its effect on the uniformity distribution of the reinforcements.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
While a wide range of metal-ceramic combinations are available for the preparation of metal matrix composites, the selection of the matrix and reinforcement is driven by the basic necessity to substitute an existing material with a lighter material having better properties. SiCp reinforced magnesium and magnesium-alloy composites have been widely considered because of their advantages like low density, high-specific stiffness and specific strength and high-damping capacity (Ref 1-12). Another advantage with using a combination of Mg and SiCp is that magnesium does not form any reactive carbides. Mg-SiCp composites have been conventionally fabricated by various processing technique (Ref 1-6) and the infiltration route gives better advantages in comparison with other fabrication processes such as powder metallurgy, stir casting, and squeeze casting. Infiltration may be defined as the process whereby a fluid replaces another fluid, the latter generally being vacuum or a gas, within the open pore space of a porous solid material (Ref 13) by capillary or external forces and then solidified. Driving the liquid metal into the spaces left by reinforcement is a complex process, dependent on physical phenomena such as 1. capillarity, 2. fluid flow, and 3. the mechanics of potential preform deformation, which most often makes the application of pressure on the metal a necessity (Ref 14). Due to the capillary forces at the liquid metal front, there exists a pressure differential. The force required to overcome the pressure differential, in order for infiltration to occur, is high when a packed bed of ceramic particles is used as a preform. The highly skewed and tortuous pores between packed bed of SiC particles do not ensure a good and stable distribution of SiC particles in the infiltrating matrix metal. Moreover, the longer-exposure time of the reinforcement to the liquid metal may cause undesirable chemical reactions between them. A recurring theme in the composite literature is the reactivity between the matrix and the reinforcement, since it can have a significant effect on the interfacial strength (Ref 15).
To infiltrate liquid metal through packed bed of SiC (Ref 13) some investigators have added infiltration agent like SiO2 (Ref 16, 17) with the reinforcements to aid infiltration. This work studied the spontaneous infiltration with Mg, by placinsg the Mg metal over the mixed powder bed of SiC and SiO2 in a crucible. The results showed that SiO2 is a prerequisite for spontaneous infiltration to occur and the SiO2 content required for complete infiltration varied with the particle size of SiCp. But it is perceived that the use of infiltrating agent like SiO2might leave byproducts (Ref 18, 19), which will not provide a clean interface.
Another method (Ref 20) of infiltration is by using mixture of metal powder and reinforcement, where the metal powder is the same as the matrix metal sieved to the required size. In this case vacuum suction of the metal through the preform was performed and the authors reported an increase in the infiltration length with the increase in infiltration pressure and time, and a decrease in the wear rate with the increasing volume percentage of SiC. When the reinforcement is mixed with the metal powder, the metal powder in the unmelted state will retain the reinforcement at its initial position till the liquid metal replaces the metal powder by melting it. Sahin and Acilar’s study (Ref 21) details the sensitivity of the kinetics of infiltration to particle volume percentage, which is found to be a result of the dual role of an increasing particle volume percentage in decreasing the spacing between particles, and in increasing the amount of solid formed per unit volume of compact.
Controlling the volume percentage of reinforcement in the matrix is a key parameter determining the composite properties and performance. Especially for binder less preform to obtain very low-volume percent (10%) of reinforcement is mostly difficult. As already mentioned, researchers in the field of MMC are skeptical about the use of infiltrating agents like SiO2 or Aluminum phosphate (Al(PO3))3 (Ref 8) as these tend to give reaction products, which might be detrimental to the basic function of load transfer from the particle to the matrix.
In this paper we propose a suitable method similar to using matrix powder with reinforcement to produce metal matrix composite with controlled volume percentage of reinforcement, and without the use of special atmospheres for infiltration. The infiltrated composites are characterized using various methods including wear test and microhardness test to evaluate the interface properties.
Experiment
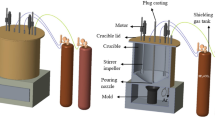
Experiments were carried out using metal matrix particles mixed with ceramic particles as the preform and the infiltration process was carried out by top-suction, using mechanical vacuum suction system of 0.01 Torr. Commercially pure Mg (99.5%) and AZ91 (9Al, 0.6 Zn, rest Mg) alloy were used as the matrix metal. Experiments were carried out in a pit-type induction furnace Fig. 1 and a separate muffle furnace placed close to the induction furnace, was used for preheating of the preform. Melting in the pit type furnace was carried without the aid of any special atmosphere.

Schematic diagram of the experimental setup used for infiltration
Preform Preparation
Pure Mg and AZ91 matrix powder with a size range of the order of approx 100-150 \(\upmu\)m was used separately and mixed with the 10, 20, 30, 40 vol.% of SiCP. This mixture (Mg powder + SiCp or AZ91 powder + SiCp) was filled inside a stainless steel tube of height 300 mm and diameter 10 mm. A constant bed height of 76 mm was maintained throughout the experiments. A perforated thin metal sheet, kept at the bottom of the tube supported the preform. Once the mixture was filled in the tube, another perforated thin metal sheet was kept above it, over which a spacer of diameter about 9.5 mm was placed (Fig. 2).

Schematic illustration of the preform used
Melting
Melting flux was used to prevent oxidation of Mg and AZ91 alloy. When the metal was melted, the preform containing stainless steel tube was preheated simultaneously in a separate muffle furnace until its temperature reached 350 °C. The process parameters are listed in Table 1. As soon as the preheating was over, the preform tube was transferred to the pit type furnace and slowly immersed into the crucible containing liquid metal covered with flux. A thin metal foil cap at the bottom of the tube as shown in Fig. 2 prevents the blockage of flux, by breaking open after the tube is immersed into the melt. The tube was held inside the liquid metal for 5-8 min, before vacuum was applied, to minimize temperature gradient between the melt and the preform. Vacuum of 0.01 Torr was applied through a rotary vacuum pump continuously for one minute and then the stainless steel tube was removed from the melt and cooled.
Characterization
A number of experiments were conducted by varying the volume percentage of reinforcement to study the distribution of reinforcement, microhardness and the wear properties of the prepared composite. The test samples, pure Mg/SiCp and AZ91/SiCp, were polished to study the distribution of reinforcement in the matrix using NEOMET image analyzer. A LEICA microhardness tester was used for microhardness measurements. The abrasive wear test was performed on the samples prepared using a pin-on-disc apparatus (Ref 22) to determine wear rate and coefficient of friction. The pins were the samples of diameter 9.0 mm and of height 25 mm approximately. Wear tests were carried out using a 400 grit emery paper pasted on the disk, with a velocity of 1.0 m/s under a load of 9.8 N at room temperature for a total duration of 2 min. The average of three wear tests was taken as the final value. The microhardness evaluation was done on the worn surface of the samples. The samples were cleaned using ultrasonic cleaner to remove the debris and indentations were made on the different particles with a load of 25 gf.
Results and Discussion
Microstructure
Figures 3(a) and 3(b) show the microstructures of the composites prepared with 10 volume percent and 40 volume percent SiC particles. It can be seen that the distribution of the particles is fairly uniform in both the cases. The results also demonstrate that it is possible with the technique used to produce composites with reinforcement volume percent as low as 10.

(a) Microstructure of AZ91/10SiC at 100× . (b) Microstructure of AZ91/40SiC at 100×
The uniform distribution of the reinforcement particles may be attributed to the small ratio of the average diameter of the matrix particle and the reinforcement particles, Fig. 4. Because of the smaller ratio, the particle movement within the solidifying composite will be limited. When the solid matrix particles encompassing, say a single reinforcement particle, starts melting, the position of the reinforcement particles is retained resulting in the prevention of agglomeration of the particles. The short duration of contact between the infiltrating liquid metal and the preform is a critical factor, as it should sufficiently melt the matrix particles without pushing the reinforcement particles, which would also cause agglomeration.

(a) The average diameter of the matrix metal particles is much larger than the average diameter of the reinforcement particles (b) The average diameter of the matrix metal particles is less than the average diameter of the reinforcement particles
Microhardness
The microhardness measurements on the reinforcement particles located on the worn surface of AZ91/SiC are shown in Fig. 5. The composite with low-volume percentage of SiC, i.e. high-inter particle distance shows higher hardness. This is consistent with the results of Thakur and Dhindaw (Ref 23) who had shown that microhardness of Mg/SiCp(uncoated) increases with higher inter particle distance, and with increasing preform pre-heat temperature.

Microhardness values of the Mg-SiC composites containing various volume percentage of SiC
The microhardness evaluation on SiC particles was done on wear surface as it was assumed that the presence of weak interface might tend to push the particle into the matrix when the indentation is made on the particles. When the initial microhardness test was done on the as cast samples, the values indicated a very-high hardness. The microhardness values came down drastically when it was repeated on the wear surface, probably because after wear test the SiC particles were better embedded in the matrix and a strong interface could be expected. Figure 6 illustrates how the particle pushing onto the matrix decreases the diameter (L2) instead of the actual (L1) thereby giving high-hardness values. When the indenter gets released after the dwell time there could be a spring back effect, which might come into play, ejecting the particle back at least partially. The segregation of solute around the reinforcing particles may also affect the microhardness values because the particles would have to push inside harder matrix. Therefore, it is assumed that reported values of microhardness are probable values and not absolute values as there will still be some effect of particle movement in the matrix that cannot be completely eliminated.

Illustration of particle pushing into matrix during microhardness testing
Wear Test
Figure 7(a) presents the results of wear rates measured for samples prepared with different volume percent of reinforcements in pure Mg and AZ91 alloys. Generally the wear rates are lower for composites with alloy AZ91 as the matrix. For the AZ91 alloy base composites, the wear rates show steep drop when the reinforcement volume percent is increased from 10 to 20 and than reaches steady state values for composites with higher volume percent of reinforcements. The coefficient of friction measured Fig 7(b), indicates an increasing trend for both the matrix tested and it is higher for AZ91-SiC combination.

(a) Volume wear rate comparison between Mg-SiC and AZ91-SiC. (b) Coefficient of friction comparison between Mg-SiC and AZ91-SiC
Wear Interface
The SEM image of typical worn surface of the composite is presented here. Micrographs of the worn surface show distinct tracks running through the particle and the matrix, indicating material removal from the surface. The worn surface shows, Fig. 8, distinct grooves indicating abrasion along the direction of sliding. The boundary of the particles embedded in the matrix shows accumulation of the abraded particles through out the worn surface. The accumulation of abraded particles on only one side of the particle boundary gives a clear indication that they are the abraded particles.

(a) SEM micrographs of wear surface of the composite produced by mixed particles method at 100× . (b) SEM micrographs of wear surface of the composite produced by mixed particles method at 500×
The comparison of worn surfaces shown in Fig. 8(a & b) and wear surface of the composite produced by infiltration method (Ref 23) shown in Fig. 9 indicate that, in the later case, there were no visible wear tracks running through the particles in comparison with the former. This is an indication of poor interface properties. But in case of top suction method shown in Fig. 8, the wear tracks are found to run uniformly through out the matrix and the particle, which is an indication of better wear resistance and interface properties.

SEM micrographs of infiltrated Mg-SiC(uncoated) prepared by powder bed method
The wear testing reveals that there is no visible particle pulling which occurs due to weak interface. Venkataraman and Sundararajan (Ref 24) had also observed in their studies that there is an increase of the coefficient of friction in Al-7075 alloy matrix composites and suggested that, the presence of a stable, thin and hard mechanically mixed layers (MML) on the wear disc would provide the best-wear resistance even though the coefficient of friction would be high. The SEM micrographs of the worn surface in this study show a uniform wear on both the matrix and the reinforcement. The reinforcement particles show tracks running through it, which is an indication of removal of the micron level particles from the surface of the reinforcement. A mixture of worn-reinforcement particle, matrix particles combining with the wearing surface of the emery sheet can be distinctly seen in Fig. 8(a-d), accumulating on the boundaries of the particles, which are along the running direction. The accumulation volume will be less for lower-volume percentage of SiCp and vis-à-vis. The movement of the abraded particles will be less hindered if these junctions are minimal in number, thus lowering the coefficient of friction values for lower-volume percentage of reinforcement, where as increasing the values for higher volume percentage of reinforcement.
Calculation and comparison of the thermal conditions during infiltration of preform containing (a) packed bed SiCp and (b) mixed particles (SiCp and metal matrix particles) was done as a first approximation to evaluate and understand the effect of the addition of matrix particles in aiding the infiltration process.
It is known that due to the difference between the melt and the particle temperature a solidified layer will be formed on the particles surface as the infiltration progresses and it is assumed that this layer has negligible effect on the infiltration rate and heat transfer between the particle and the melt. It is also assumed that the remelting of this layer takes place only one time.
A first approximation calculation of heat effect in the system with the matrix particles and without them shows that the net heat generated in the packed bed SiCp is lower if the bed contains matrix particles. For a bed height of 76 mm with 40 vol.% SiC particles, the net heat evolved with matrix particles is −0.427 kJ and that without matrix particles is 0.177 kJ. It is therefore expected that interface in the case of matrix particles added bed would be better as compared to without it. This is indeed the case as seen from the wear test.
Conclusions
-
1.
The infiltration technique developed in this work was successful in producing Mg and AZ91 alloy matrix composites with controlled volume percent of reinforcements of SiC particles.
-
2.
Experiments were carried out successfully by melting Mg or Mg alloys using melting flux without the use of any special atmosphere like vacuum or inert gases.
-
3.
Composites with as low as 10 and as high as 40 vol.% of SiC were produced by this technique.
-
4.
Microstructure observations in general revealed good distribution of reinforcement particles through this method of fabrication.
-
5.
Microhardness measured on reinforcement particles embedded in the worn surface decreased as the particle volume percentage increased.
-
6.
Wear studies showed that wear rate decreased with increase in the particle volume percentage of SiC where as the coefficient of friction values increased.
References
Kainer K.U. (1993) In: Mordike B.L., Hehmann F. (eds), Magnesium Alloys and their Applications. DGM Informationsgesellschaft, Oberursel Germany, p 415
M.Y. Zheng, K. Wu, M. Liang, S. Kamado, and Y. Kojima, Thermal Exposure Behaviour of Aluminium Borate Whisker Reinforced Magnesium Matrix Composites, Magnesium, 2005, p 366–371
S.C.V. Lim and M. Gupta, Enhancing the Microstructural and Mechanical Response of Mg/Sic Formulation by the Method of Reducing Extrusion Temperature, Mater. Res. Bull., 1997, 13, p 590
Luo A. (1995) Processing, Microstructure, and Mechanical Behaviour of Cast Magnesium Metal Matrix Composites. Metall. Mater. Trans. A 26:2445
Laurent V., Jarry P., Regazzoni G., Apelian D. (1992) Processing Microstructure Relationships in Compocast Mg/SiC. J. Mater. Sci. 27:4447
Chang S., Tezuka H., Kamio A. (1997) Mechanical Properties & Fracture Process of SiC w /Mg Composites Produced by Squeeze Casting and Extrusion. Mater. Trans. JIM 38:18
M. Zheng, K. Wu, C. Yao (2001) Microstructure and Mechanical Behaviour of Squeeze Cast SiC w /AZ91 Magnesium Matrix Composites. J. Mater. Sci. Tech. 17(1):21-22
M. Zheng, K. Wu, C. Yao (2001) Effect of Interfacial Reaction on Mechanical Behaviour of SiC K /AZ91 Magnesium Matrix Composites. Mater. Sci. Eng. A 318:50-56
Mordike B.L., Ebert T. (2001) Magnesium Properties-Applications-Potentials. Mater. Sci. Eng. A 302:37-45
J. Gu, X. Zhang, Y. Qiu, M. Gu (2005) Damping Behaviors of Magnesium Matrix Composites Reinforced with Cu-coated and Uncoated SiC Particulates. Comp. Sci. Tech. 65:1736-1742
Manoj Kumar B.V., Bikramjit Basu, Murthy V.S.R., Manoj Gupta (2005) The Role of Tribochemistry on Fretting Wear of Mg-SiC Particulate Composites. Composites: Part A 36:13-23
Lim C.Y.H., Lim S.C., Gupta M. (2005) Wear Behavior of SiCp -Reinforced Magnesium a Matrix Compoistes. Wear 255:629-637
Michaud V., Mortensen A. (2001) Infiltration Processing of Fibre Reinforced Composites: Governing Phenomena. Composites: Part A 32:981-996
A. Mortensen, J.A. Cornie (1987) On the Infiltration of Metal Matrix Composites. Metall. Trans. A 18A:1160-1163
D.J. Lloyd, Particle Reinforced Aluminium & Magnesium Matrix Composites, Int. Met. Rev., 1994, 39, p 1–23
Pech-Canul M.I., Katz R.N., Makhlouf M.M. (2000) The Role of Silicon in Wetting & Pressureless Infiltration of SiCp Preforms by Aluminium Alloys. J. Mat. Proc. Tech. 108:68-77
H. Kaneda, T. Choh (1997) Fabrication of Particulate Reinforced Magnesium Composites by Applying a Spontaneous Infiltration Phenomenon. J. Mat. Sci. 32:47-56
Chiou J.M., Chung D.D.L. (1993) Improvement of the Temperature Resistance of Aluminium Matrix Composites using an Acid Phosphate Binder. J. Mater. Sci. 28:1435
J. Lo, G.J.C. Carpenter, and M. Charest, Proceedings of Design Fundamentals of Composites/Intermetallics/Metal/Ceramic Systems, R.Y. Lin, Y.A. Chang, R.C. Reddy, and C. T. Liu, Eds., The Minerals, Metals and Materials Society, 1995, p 29
M. Acilar, F. Gul (2004) Abrasive Wear Behaviour of Al-10Si/30-55 vol% SiCp Composite Produced by Vacuum Infiltration Technique. Mat. Desig. 25:209-217
Sahin Y., Acılar M. (2003) Production and Properties of SiCp-Reinforced Aluminium Alloy Composites. Appl. Sci. Manuf. Part A 34:709-718
S.K. Thakur, “Some Studies on Discontinuous Ceramic Phases Reinforced Magnesium/Aluminium Based Metal Matrix Cast Composites,” Ph.D. Thesis, Indian Institute of Technology, Kharagpur, India, 2003
S.K. Thakur, B.K. Dhindaw: The Influence of Interfacial Characteristics between SiCp & Mg/Al Metal Matrix on Wear, Coefficient of Friction and Microhardness. Wear 2001, 247:191-201
Venkataraman B., Sundararajan G. (2000) Correlation Between the Characteristics of the Mechanically Mixed Layer and Wear Behaviour of Aluminium; Al-7075 alloy & Al-MMCs. Wear 245:22-38
Acknowledgments
The authors are thankful to the Aeronautical Research and Development Board, New Delhi and Defence Research and Developement Organisation, New Delhi, for providing financial support through grants.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Muthu Kumar, S., Dhindaw, B. Preparation and Characterization of Binder Less Mg/Mg Alloy Infiltrated SiCp Reinforced Composites. J. of Materi Eng and Perform 16, 527–532 (2007). https://doi.org/10.1007/s11665-007-9073-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-007-9073-8