
Abstract
During the selective laser-melting process, material evaporation and resultant spatter are common phenomena that bring about many defects. However, the underlying physical phenomena such as molten pool behavior and spatter formation, as evaporation occurred, are sparsely understood and difficult to observe during the process. Thus, a three–dimensional powder-scale model was established to investigate the thermal and flow behavior of the molten pool, the morphology evolution of the molten pool and keyhole, and the spatter formation with evaporation in the selective laser-melting processing of 316L stainless steel. Phase transitions and variations in interfacial force were taken into account in this model. The modified phase-field method was applied to trace the melt–gas interface. The results showed that keyhole formed in molten pool under recoil pressure, and that there were some differences in the temperature distribution and flow behavior inside and outside the keyhole. In addition, the dimension and surface morphology of the molten pool and keyhole depth altered and gradually stabilized during the process. Moreover, droplet spatter formation at rear of molten pool proceeded roughly as follows: the backward ejection of melt vapor would induce a depression in molten pool and a bump on the molten pool surface, the bump moved backward and subsequently a liquid column formed, then the liquid column formed a neck and gradually pinched off, resulting in the droplet spatter. Furthermore, the characteristic morphology of the scan track and dimension of the molten pool were obtained through experiments, which showed good agreement with the simulation results.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Selective laser melting (SLM) has become a key research topic in additive manufacturing (AM) technology in the past few years because it allows a high degree of design freedom and the preparation of high-performance metal parts, as stated by Wang et al.[1] During the SLM process, via a layer-by-layer fashion, a high-energy laser beam is used to selectively melt and consolidate a layer of metal powders; then, the combination of adjacent layers forms three-dimensional metallic components.[2] Yap et al.[3] show that metallic components produced from SLM have been found in wide applications in biomedical tissue engineering, the aerospace sector and so on. Nevertheless, the actual applications of metallic components produced by SLM require a strict process control to obtain reliable quality. Generally, compared with laser-sintering processes, SLM process requires relatively high-energy density levels and lower scan velocities to successfully melt and fuse the powder metal material. Due to high-energy intensities applied with the high power laser beam, the evaporation of material and resultant spatter, which refers to the ejection of molten materials and powder particles from the molten pool, have been currently recognized common phenomena.[4,5] Many results showed that the evaporation of material and resultant spatter could bring about a series of defects, thus affected process control of SLM. For example, Dai and Gu[6] recognized that the molten material had a tendency to form humps on top surface of molten pool as evaporation occurred in nitrogen-shielding atmosphere. Liu et al.[7] found that the incomplete melting of the spatter would bring about inclusions and pores in the parts. Anwar et al.[8] reported that the spatter could cause even more heterogeneity in the layer thickness, and thus influence the uniformity of subsequent powder layers. Therefore, how to overcome or minimize spatter in the operating process have been extensively studied. Intensive research demonstrated that energy input was an important factor affecting the amount of spatter, and reducing energy input could decrease spatter to some extent. Gunenthiram et al.[9] indicated that the amount of ejected particles of 316L stainless steel decreased as reducing the input of laser power. Andani et al.[10] characterized the spatter of aluminum alloy under different laser parameters. They showed that decreasing laser power and increasing speed played a role in reducing spatter. Liu et al.[7] found that less spatter generation in terms of size, scattering and also jetting height was achieved by decreasing the energy input during SLM of stainless steel 316L. The reference work above focused on the influence of energy input on spatter formation amounts and characteristics. However, there have been limited research to analyze in detail the formation mechanism of spatter to provide theoretical guidance for the optimization of laser energy input. Moreover, Wang et al.[11] indicated that spatter was greatly attributed to thermal dynamic behavior of the molten pool. Therefore, understanding the molten pool behavior and the spatter formation mechanism as evaporation occurs is of crucial importance to be able to control the quality of the produced parts.
Due to the SLM process with the characteristics of superfast melting and solidification, typical physical phenomena generally cannot be observed by experiments. In recent years, some numerical models have been developed to investigate the flow and heat transfer behavior of molten pool and the spatter behavior with evaporation in the SLM process. For example, Verhaeghe et al.[12] used both numerical and experimental methods to study the molten pool dimension change as material evaporation occurred. The results demonstrated that evaporation should be considered into the numerical model to make the results more realistic. Masmoudi et al.[13] established a three-dimensional model treating the powder as a continuum to study the influence of environmental pressure on the evaporation behavior. The results indicated that material evaporation became apparent in a low-pressure environment because the low-pressure environment helped to reduce the difference between the vaporization point and the melting point. Unfortunately, the detailed thermal behavior of individual particles was unknown in their model. Wu et al.[14] established a three-dimensional mesoscopic model to investigate molten pool behavior as evaporation occurred. According to their research, the shape of the molten pool became narrow and deep under the effect of recoil pressure, and the resultant main direction of heat transfer in the molten pool changed to vertical. Nevertheless, the flow behavior of the molten pool was not shown in their work. Khairallah et al.[15] developed a three-dimensional mesoscopic model considering the flow behavior to study the spatter formation. They pointed out that the high vapor surface flux exerted a pressure force to eject the liquid metal. However, in their research, the detailed laser-driven spatter process was not presented. Furthermore, their model did not consider the behavior of the melt vapor. To date, there have been limited mesoscopic models to synthetically investigate the thermal and flow behavior and the resultant morphological evolution of the molten pool and keyhole, as well as the spatter formation mechanism in the SLM process. Consequently, in this paper, a powder-scale model was established to study these issues in detail. Moreover, corresponding experiments were conducted to verify the numerical model.
Mathematical Model
Description of the Model
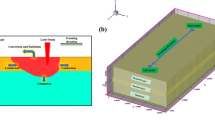
During the SLM process, a series of complicated physical phenomena, such as laser radiation absorption, heat transfer, melting and solidification, fluid flow, evaporation and spattering of materials, occur as the laser beam strikes the surface of a thin powder with a shielding gas (Figure 1(a)). To conform to the actual operation conditions, a powder-scale three-dimensional axisymmetric model (along the X-axis) was established. A full mirror model with dimensional of 447 × 284 × 260 μm3 was shown in Figure 1(b).

Description of the physical model: (a) schematic of the physical phenomena in the SLM process; (b) initial state of the established powder-scale model
Basic Assumptions
Usually, the high velocity of alloy in the laser zone may mean turbulence nature of process at a high-energy input. The turbulence model generally reduces the convergence of the calculation and increases the computational complexity. To simplify the model and reduce the amount of calculation, the present three-dimensional model assumed that the liquid metal was to be incompressible and to be a laminar, as what the references[16,17,18] did. Moreover, some other assumptions were also proposed to make the complicated problem mathematically tractable. For example, the mushy zone between the liquid and the solid phases was treated as a porous medium with isotropic permeability and the heat effects of multiple reflection and plasma formation were ignored.
Governing Equations
On the basis of the above assumptions, the governing equations used for this work are summarized in the following forms:
Mass conservation equation:
Momentum equation:
Energy equation:
where \( \vec{u} \) is the flow velocity, \( \mu \) denotes the dynamic viscosity, \( \rho \) is the density, \( C_{p} \) is the specific heat capacity, \( \beta \) is the thermal expansion coefficient, k is the heat conductivity and I is the identity matrix. The second term on the right-hand side of Eq. [2] is gravity, i.e., \( \rho \vec{g} \), where \( \vec{g} \) is the gravity constant. The third term is the buoyancy force, i.e., \( \rho \vec{g}\beta (T - T_{\text{m}} ) \), where T and Tm are the temperature field and melting temperature of the powder, respectively. The last term, \( \vec{F}_{\text{vol}} \), is the body force.
Thermal enthalpy-porosity method
To track the solid-liquid interface, the thermal enthalpy-porosity method developed by Voller and Prakash[19] was applied in this study by defining a momentum sink as follows:
where \( K_{\text{c}} \) is the permeability coefficient and it measures the amplitude of the damping. Usually, the higher this value is, the steeper the transition of the velocity of the material to zero as it solidifies could be. The \( f_{\text{l}} \) is the fraction of liquid metal and \( C_{\text{K}} \) is a small number to prevent division by zero. According to reference,[20] the value of \( K_{\text{c}} \) and \( C_{K} \) are 106 and 10−3 respectively, in this work. Moreover, an enthalpy method was applied to depict the melting phase change, and a specific description thereof can also be found in the reference.[20]
Modified Cahn–Hillard equation
To accurately identify the melt–gas interface, a multiphase description based on the Cahn–Hillard equation reported by Bruyere et al.[21] was used for this simulation:
where \( \phi \), \( \gamma \), \( \lambda \), \( \varepsilon \) and \( \psi \) are the dimensionless phase-field variable, mobility, mixing energy density, interface thickness parameter and phase-field help variable, respectively. In this work, \( \phi \) = 1 defined the metal phases, \( \phi \) = − 1 defined the gaseous phases, and − 1 < \( \phi \) < 1 defined the layer of the interface. The modification method of physical properties in the transition region presented by Zhang et al.[22] was applied in this study, specifically, the physical properties in the transition region were modified by linear relations that linked the physical properties such as \( \rho \), \( k \), and \( C_{\text{p}} \) to the phase-field variable. When the melt temperature exceeded the vaporization temperature, evaporation accompanied by mass loss occurred. Therefore, Eqs. [1] and [5] should be modified via adding source terms.
where \( \dot{m} \) given by Bruyere et al.[21] is the mass evaporation rate, \( \rho_{\text{vap}} \) is the vapor density, and \( \rho_{\text{met}} \) is the metal density. \( \delta \left( \phi \right) \) used by Touvrey et al.[23] is the interface function, which is defined as:
where the volume fluid fraction is defined as Vf = (1 + \( \phi \))/2.
Boundary Conditions and Initial Values
During SLM process, the thermal energy was mainly balanced between the energy absorption of laser by powder and the energy loss due to radiation and evaporation. DebRoy et al.[24] indicated that the energy absorption depending on the heat source characteristics would affect the temperature profiles and deposit geometry of molten pool. For laser beam, the radius and power density distribution are the main factors affecting heat source characteristics. The power density distribution of laser beam widely adopted by other researches often follows the following Gaussian profiles[14,18,25]:
Here, P is the laser power, \( r_{0} \) is the radius of the laser spot, \( r_{1} \) is the radial distance from the center of the laser spot to a point on the surface of the powder bed, A is the absorptivity of the material. In the present work, the Gaussian heat source as described above was applied in our model. Moreover, the energy loss due to radiation and evaporation was described by \( \sigma \xi \left( {T^{ 4} - T_{ 0}^{ 4} } \right) \) and \( L_{\text{V}} \dot{m} \) respectively. Here, \( \sigma \) is the Stefan–Boltzmann constant, \( \xi \) is the emissivity and T0 is ambient temperature, \( L_{\text{V}} \) is the enthalpy change due to evaporation. In this study, all of the above thermal boundary conditions were treated as the heat source term by multiplying the interface function. Therefore, Eq. [3] was modified as follows:
The boundary condition for the bottom was insulation, i.e., \( - \left( {k\nabla T} \right){ = 0} \), and the initial ambient temperature\( T_{0} \) was 300 K.
For the hydrodynamic boundary condition, the main driving forces considered in the model mainly included the capillary force, \( G\nabla \emptyset \), and recoil pressure PV. Here, G is the chemical potential. The PV given by Bruyere et al.[21] is described as follows:
where Pabm is the ambient pressure, \( \beta_{r} \) is the recondensation rate, and \( P_{\text{sat}}^{\text{clapeyron}} \left( T \right) \) is the Clapeyron pressure. Similarly, all these driving forces were added as body forces to modify Eq. [2] as follows:
Physical Properties and Numerical Simulation
The solidus temperature and the liquidus temperature used in simulation were reported by Hardesty,[26] and the evaporation temperature was given by relevant literature.[13] The important thermal properties such as the absorptivity of powder, the temperature-dependent thermal conductivity and specific heat were taken from the reference published by Foroozmehr et al.[27] Since thermal properties of powder materials are more complex than those of bulk materials and thus they are difficult to measure. Besides, the thermal properties of materials are lacking at a high-temperature section. Therefore, the other thermal properties of materials were assumed as constants in our model. According to the related references,[28,29] the other thermal properties chosen in this study are listed in Table I. Moreover, the process parameters used in simulation are also shown in Table I.
In this work, the thermo-fluid dynamical multiphase model for SLM was developed with COMSOL Multiphysics software. To obtain an appropriate computational accuracy, according to reference,[30] a local mesh encryption was conducted for the powder region with an approximate mesh size of 2 μm and the mesh size of other boundary areas was about 30 μm. Thus, the model consisted of 171272 tetrahedral elements. Moreover, to ensure computing precision and less computational time, the minimum time step and the maximum time step were e−7 s and 2e−5 s, respectively, in the model. At the initial time, the center of the laser beam was located at point A (x = 0.025 mm, y = 0 mm, z = 0.05 mm). Then, the center moved along the x-axis in all simulation conditions (Figure 1(b)).
Experimental Procedures
Materials and Apparatus
The raw material used in the experiment was gas-atomized 316L stainless steel powder. The powder particles were supplied by AP&C British and had an approximate spherical shape, accompanying with a particle size range from 15 to 45 μm as shown in Figure 2. The chemical compositions of the powder material are shown in Table II. The SLM machine was self-developed and mainly equipped with an OEM fiber laser, which had a maximum laser power of 200 W, a continuous wave with a wavelength of 1080 nm, and a laser spot diameter with a range from 50 to 70 μm. To avoid oxidation, an inert argon gas protecting system with a maximum 1000 ppm of O2 was settled as a constant of 0.1 MPa and was applied as the auxiliary apparatus.

SEM image of the 316L stainless steel powder
Processes and Methods
During SLM process, the powder particles were located on a substrate with a layer thickness of 50 μm. To validate the accuracy of the simulation results, the experimental parameters were consistent with those applied in the simulation (Table I). Moreover, the single track trials were done three times under the given process parameters, then the sample with a certain representation in the experiment results was selected. Without any post-processing, the characteristic morphology of the scan track on the top view was characterized by a scanning electron microscope (TESCAN VEGA II LMV SEM). Then, to obtain the morphology and dimension of the molten pool in cross-sectional view, the sample was cut into standard specimens based on standard procedures. The cross-section of the specimen was sequentially ground with sandpaper, polished by a polishing agent and then etched by the mixture of 4 pct HNO3 and alcohol. Similarly, the morphology and dimension of the molten pool in cross-sectional view were obtained by the scanning electron microscope.
Results and Discussion
Flow and Heat Transfer Behavior
Figure 3 illustrates a time series of the melting and solidification process for different positions during SLM of 316L stainless steel. It could be found that the molten pool reached a relatively stable state as the scanning time increased. Figure 4 shows the temperature and velocity distribution in the process at 580 μs. It was observed that the highest temperature of the molten pool with an obvious area region inside the two dotted lines was 3158 K (Figures 4(a) and (c)), which exceeded the evaporation temperature of 3084 K, and material evaporation and the accompanying recoil pressure appeared (Figure 4(b)). Under the main effect of the recoil pressure, an obvious depression of the molten pool known as the keyhole was observed inside the molten pool. At the same time, the profiles of the temperature distribution indicated that the temperature was greater inside the keyhole than outside the keyhole, and the temperature distribution on the upper surface seemed more intense at the front of the molten pool, which meant the temperature gradient in front of the molten pool was larger, than at the back (Figure 4(a)). This was mainly because the heat conductivity of the material was small in front of the molten pool. It was also noted that the molten liquids around the keyhole migrated toward the surrounding area and the molten liquids at the front of the keyhole passed through the keyhole and flowed toward the back of the keyhole (Figure 4(a)). The main reason for this phenomenon was that there was a large difference in heat flux at the front and back of the molten pool and recoil vapor pressure promoted the backward fluid flow. In addition, at the tail of the molten pool, there was a clear backward flow, which favored the filling of the molten liquid. Moreover, a typical downward flow pattern, marked by a red dotted line, under the action of the recoil pressure was obtained underneath the keyhole (Figure 4(b)). To be easier for observation, a clear downward flow under the keyhole was made and it was pointed by the red arrow. This downward flow strengthened the heat transfer in a vertical direction of molten pool thus increasing the molten pool depth, which could give an explanation of the geometric morphology of molten pool was generally deep and narrow as evaporation occurred, as Wu et al.[14] discovered. Moreover, it was noteworthy that the change of geometric morphology of molten pool from a wide and shallow shape to a deep and narrow shape as evaporation occurred, would usually cause corresponding change in melting mode of the molten pool from a conduction mode to a keyhole mode, thus changing the microstructure and mechanical properties of SLM-ed components.[31] However, whether the keyhole mode is suitable for 316L stainless steel during SLM is still a question to be explored. In the gas region, it was apparent that the flow of metal vapor was relatively complex. The metal vapor with a high velocity was ejected from the keyhole wall, expanded in the horizontal direction above the molten pool and formed a tail following the moving molten pool (Figure 4(b)). This was attributed to a local high pressurized region being formed as evaporation took place, which pushed the metal vapor out through the keyhole. After leaving the keyhole, the limited geometry effect of the keyhole no longer existed, so the metal vapor could have an expansion and move in the opposite direction of the scanning direction. Owing to the forming process was very intense, the backward tail formed by melt vapor would oscillate within a certain angular range. Currently, by a high-speed imaging, some researchers have observed the flow behavior of metal vapor above the molten pool in SLM process.[9,16] Gunenthiram et al.[9] obtained metal vapor flow during SLM of 316L stainless steel. In their research, they showed the metal vapor moved in the opposite direction of the scanning direction and formed a blurred tail following the moving molten pool at some point. The flow behavior of metal vapor obtained in simulation analysis was approximately in accordance with the experimental results observed by Gunenthiram et al., which could prove our simulation results was reasonable. Moreover, it was also noted that the strong flow of metal vapor increased the instability of keyhole, and resultant collapse of keyhole confirmed in laser welding[15,32] would lead to porosity formation in component. Therefore, evaporation control played an important role in the resulting process optimization.

A time series of the melting and solidification process at different positions during SLM of 316L stainless steel

The temperature and velocity distribution in the process at 580 μs: (a) on the top surface; (b) the flow of metal vapor calculated by simulation; (c) the cross-sectional view
The Evolution of the Molten Pool and Keyhole
As seen in Figure 3, the surface dimension of the molten pool altered and gradually stabilized during the SLM process. The specific change in the dimension of the molten pool and the keyhole depth at different times is depicted in Figure 5. At 30 μs, the length and width of the molten pool were 67 and 65 μm, respectively. At 310 μs, the enhanced length and width of the molten pool were 190 and 117 μm, respectively. At 580 μs, the length and width of the molten pool increased to 248 and 122 μm, respectively (Figure 5(a)). The change in the length of the molten pool was more evident than the change in width. Thus, the surface morphology of the molten pool also changed significantly. The surface morphology of the molten pool translated from an approximately circular shape at the initial stage (at 30 μs) to an ellipse at the later stage (at 580 μs) (Figure 3). This was principally because the molten pool would be elongated in the negative direction of scanning due to the existence of the scanning direction. At 580 μs, as a result of flow and heat transfer of the molten pool, the ratio of length to width increased to 2.03. Gusarov et al.[33] demonstrated that the Plateau–Rayleigh instability occurred as molten pool had a high ratio of length to width larger than 3.14. The ratio of length to width calculated in simulation was below the 3.14. Accordingly, the scan track presented a continuous morphology with clear ripples (Figure 3). Moreover, it could be seen that the keyhole depth, defined as the distance from the bottom of the keyhole to the powder bed surface, was increased as the scanning time increased, while the increment had the trend to be smaller. Eventually, the keyhole depth with less fluctuation reached a relatively stable state (Figure 5(b)). Dai and Gu[6] investigated the keyhole depth variation as evaporation occurred in different shielding atmospheres during SLM of TiC/AlSi10Mg powder material. They also found that the keyhole depth fluctuated around a certain value after some scanning time. However, the specific reason for this phenomenon was not given in their work. Based on relevant welding study conducted by Tan et al.[34] The variation of keyhole depth in this study was closely related to the energy absorption and driving forces in the molten pool. At the initial stage, the high-energy provided by the laser beam penetrated into the powder bed and produced a high operating temperature in the molten pool. A large PV depending exponentially on temperature was generated, overcoming the surface tension and driving a fast keyhole growth. However, with the continuous evaporation of the material, the heat flux removed by evaporation and absorbed by the material might gradually become balanced. In addition, with the rapid growth of the keyhole depth, the role of the hydrostatic pressure, which helped to retard the keyhole growth, became stronger. Furthermore, with the assistance of surface tension, the keyhole growth would slow down, and keyhole depth finally could maintain a relatively stable state.

The change in dimension of the molten pool and keyhole depth with different times in the process: (a) the length and width of the molten pool; (b) the keyhole depth
Spatter Formation
Figure 6 shows a time series of droplet spatter formation in the SLM process of 316L stainless steel powder. At 40 μs, the temperature of the molten liquids increased quickly under the high-laser energy input, and a depression began to form inside the molten pool under the action of the evaporation pressure. At 60 μs, an obvious hump of the high-temperature melt were obtained. After 25 μs, the hump moved in the backward direction of the molten pool. At 105 μs, the liquid column between the high-temperature melt and the surrounding powder was formed in the rear of the molten pool. At 115 μs, the liquid metal elongated, and the liquid column pinched off. Meanwhile, the high-temperature melt began to shrink into a small droplet. At 135 μs, it could be observed that a droplet spatter with an approximate spherical shape flew out of the molten pool. The formation process of the droplet spatter obtained from the simulation was consistent with the results observed in the relevant welding experiments reported by Deng.[35] More importantly, understanding the cause of droplet spatter formation is of great significance for parameter optimization. According to the simulation results, the primary cause for spatter formation was as follows: a strong evaporation phenomenon and a resultant keyhole occurred as too much laser energy was input into the system. The metal vapor with a high velocity of 6.5 m/s was ejected from the keyhole wall, and flowed in the negative direction of the scanning, as shown at 115 μs with the melt vapor. A viscous shear force was produced by the friction effect between the metal vapor and high-temperature melt at the rear of the keyhole wall. It continuously acted on the rear wall of the keyhole, driving the upward movement of the molten pool. Thus, a significant hump of high-temperature melt was obtained. With the continuous effect of evaporation, the hump began to oppose itself gravity and surface tension and attained momentum in backward motion. As a result, a liquid column was formed in the rear of the molten pool. When the shear force overcame gravity and surface tension, the liquid column began to form a neck and gradually pinched off. At the same time, the high-temperature melt began to shrink into a small droplet under the effect of surface tension. As the liquid column obtained sufficient kinetic energy to escape the role of surface tension, the liquid column separated, and the high-temperature melt flew out of at the molten pool under the entrainment of the high-speed flow of metal vapor at 11.3 m/s, as shown at 135 μs with the melt vapor. Consequently, droplet spatter at the rear of the molten pool could be formed. Similarly, under the action of high-speed melt vapor, the backward ejection of droplet spatter could also initiate at other locations at the rim of the depression. The backward ejection of molten material from the molten pool has been observed in laser welding[36] and SLM.[9,16] Therefore, it could be considered that the simulation results had a certain rationality. Moreover, through a high-speed camera, Gunenthiram et al.[9] observed and analyzed the behavior of the molten pool as evaporation occurred during SLM of 316L stainless steel powder. They showed that a keyhole formed under the vapor pressure, a spatter formed at front of molten pool and a melt-pool droplet rejected backward at high velocity and above the starting surface during a single SLM track. It could be found that our above-mentioned simulation analysis of molten pool behavior basically coincided with experimental analysis implemented by Gunenthiram et al., which further proved the reliability of the numerical model. Moreover, it was remarkable that droplet spatter could still escape in the forward direction as the high-temperature melt obtained enough forward momentum to overcome surface tension, as discovered by Ly et al.[37] As shown in Figure 6, after the droplet spatter flew out of the molten pool, it continued to move away to a certain distance and then fell into the adjacent powder or onto the scanned track, which would bring about the increase in surface roughness and oxide inclusion during SLM. Based on our simulation results, the droplet spatter formation at the rear of molten pool might be mainly related to the backward ejection of melt vapor and the fluctuations of the metal vapor in the keyhole as a higher laser energy input is applied. Therefore, reducing energy input to avoid evaporation is a way to reduce spatter in the operating process. While it should be noted that reducing energy input might have a limited role in reducing spatter due to it could not ensure sufficient penetration depth of molten pool, thus the inter-layer pore might occur and become the source of defects in forming parts. Therefore, some new and more effective countermeasures should be explored in the future.

A time series of spatter formation during SLM of 316L stainless steel
Comparison with Experimental Results
Figure 7 shows the characteristic morphology of the scan track and the dimension of the molten pool. It could be seen that the scan track exhibited a relatively continuous morphology for the given process parameters. In addition, an obvious region marked by the white dotted line in Figure 7(a) showed that the morphology of the scan track presented some clear ripples. These results showed good accordance with the results calculated in the simulation, as depicted in Section VI–B. Moreover, it was worth noting that there were some significant spatters on the scan track, which might indicate that the evaporation and droplet spatter of materials predicted in the simulation occurred during the SLM process. Furthermore, the width and depth of the molten pool were 127 and 76 μm, respectively, in the experiment (Figure 7(b)) and were 122 and 68 μm, respectively, at 580 μs in the simulation (as seen in Figures 5(a) and 4(c)). The maximum error was approximately 10 pct in the simulation compared with the experimental results. The main reasons for the error were that some important physical phenomena such as multiple reflection absorption of the laser by the powder and the random distribution characteristics of the powder were not shown in our model. Boley et al.[38] demonstrated that multiple reflection absorption of the laser by the powder was a major influence factor for SLM process. Panwisawas et al.[39] found that applying the representative powder distribution was more beneficial to accurately capture porosity evolution of the scan track. To reduce the error, we plan to add further physics into our model.

The characteristic morphology of the scan track and the dimension of the molten pool: (a) the upper surface morphology of the scan track; (b) the dimension of the molten pool in cross-sectional view
Conclusions
In this paper, simulation with a three-dimensional mesoscale model was applied to investigate the thermal and flow behavior, the morphology evolution of the molten pool and the spatter formation mechanism with evaporation during the SLM process. The morphology of the scan track and the dimension of the molten pool predicted by the simulation were compared to the experimental results to validate the reliability of the model. The main findings were as follows:
-
(1)
Keyhole formed in molten pool under the recoil pressure as evaporation occurred, the temperature was larger inside the keyhole than outside, and the upper surface temperature gradient was larger at the front of the molten pool. The molten liquids around the keyhole migrated toward the surrounding area and the back of keyhole. The metal vapor ejected from the keyhole wall and formed a tail in the process.
-
(2)
The length and width of the molten pool, as well as the keyhole depth, increased as the scanning time increased, while the increment had the trend to be smaller. Eventually, all of them gradually reached a relatively stable state. The surface morphology of the molten pool translated from an approximately circular shape at the initial stage to an ellipse at the steady stage.
-
(3)
The droplet spatter formation at rear of molten pool: the backward ejection of melt vapor would induce a depression in molten pool and a bump on the molten pool surface, the bump moved backward and subsequently a liquid column formed, then the liquid column formed a neck and gradually pinched off, resulting in the droplet spatter.
-
(4)
The characteristic morphology of the scan track and the dimension of the molten pool were experimentally obtained, which showed good accordance with the simulation results.
References
M. Wang, W. Li, Y. Wu, S. Li, C. Cai, S. Wen, Q. Wei, Y. Shi, F. Ye, and Z. Chen: Metall. Mater. Trans. B, 2019, vol. 50, pp. 531–42.
K. Moussaoui, W. Rubio, M. Mousseigne, T. Sultan, and F. Rezai: Mater. Sci. Eng. A, 2018, vol. 735, pp. 182–90.
C.Y. Yap, C. K. Chua, Z. L. Dong, Z. H. Liu, D. Q. Zhang, L.E. Loh, and S.L. Sing: Appl. Phys. Rev., 2015, vol. 2, p. 041101.
V. Gunenthiram, P. Peyre, M. Schneider, M. Dal, F. Coste, I. Koutiri, and R. Fabbro: J. Mater. Process. Tech., 2018, vol. 251, pp. 376–86.
L.E. Criales, Y.M. Arısoy, B. Lane, S. Moylan, A. Donmez, and T. Özel: Int. J. Mach. Tools Manuf., 2017, vol. 121, pp. 22–36.
D. Dai and D. Gu: Appl. Surf. Sci., 2015, vol. 355, pp. 310–19.
Y. Liu, Y. Yang, S. Mai, D. Wang, and C. Song: Mater. Des., 2015, vol. 87, pp. 797–806.
A. Anwar and P. Quang-Cuong: in Proceedings of the 3rd International Conference on Progress in Additive Manufacturing (Pro-AM 2018), 2018, pp. 541–46.
V. Gunenthiram, P. Peyre, M. Schneider, M. Dal, C. Frédéric, and F. Rémy: J. Laser Appl., 2017, vol. 29, p. 022303.
M. TaheriAndani, R. Dehghani, M.R. Karamooz-Ravari, R. Mirzaeifar, and J. Ni: Addit. Manuf., 2018, vol. 20, pp. 33–43.
D. Wang, S. Wu, F. Fu, S. Mai, Y. Yang, Y. Liu, and C. Song: Mater. Des., 2017, vol. 117, pp. 121–30.
F. Verhaeghe, T. Craeghs, J. Heulens, and L. Pandelaers: Acta Mater., 2009, vol. 57, pp. 6006–12.
A. Masmoudi, R. Bolot, and C. Coddet: J. Mater. Process. Technol., 2015, vol. 225, pp. 122–32.
Y.-C. Wu, C.-H. San, C.-H. Chang, H.-J. Lin, R. Marwan, S. Baba, and W.-S. Hwang: J. Mater. Process. Technol., 2018, vol. 254, pp. 72–78.
S.A. Khairallah, A.T. Anderson, A. Rubenchik, and W.E. King: Acta Mater., 2016, vol. 108, pp. 36–45.
C. Qiu, C. Panwisawas, M. Ward, H.C. Basoalto, J.W. Brooks, and M.M. Attallah: Acta Mater., 2015, vol. 96, pp. 72–79.
P. Wei, Z. Wei, Z. Chen, Y. He, and J. Du: Appl. Phys. A, 2017, vol. 123, p. 604.
Z. Chen, Y. Xiang, Z. Wei, P. Wei, B. Lu, L. Zhang, and J. Du: Appl. Phys. A, 2018, vol. 124, p. 313.
V.R. Voller and C. Prakash: Int. J. Heat Mass Transf., 1987, vol. 30, pp. 1709–19.
C. Mickael, M. Carin, P. Le Masson, S. Gaied, and B. Mikhaël: J. Phys. D. Appl. Phys., 2013, vol. 46, p. 505305.
V. Bruyere, C. Touvrey, P. Namy, and N. Authier: J. Laser Appl., 2017, vol. 29, p. 022403.
Y. Zhang, Z. Shen, and X. Ni: Int. J. Heat Mass Transf., 2014, vol. 73, pp. 429–37.
C. Touvrey, V. Bruyere, and P. Namy: A Phase Field Approach to Model Laser Power Control in Spot Laser Welding, https://cn.comsol.com/paper/download/199279/touvrey_paper.pdf. Accessed 25 March 2016
T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O. Milewski, A.M. Beese, A. Wilson-Heid, A. De, and W. Zhang: Prog. Mater. Sci., 2018, vol. 92, pp. 112–224.
D. Dai and D. Gu: Int. J. Mach. Tools Manuf., 2016, vol. 100, pp. 14–24.
F. Hardesty: Metals Handbook, Ninth Edition. Volume 3, Properties and Selection: Stainless Steels, Tool Materials and Special-Purpose Metals, vol. 6, 1982.
A. Foroozmehr, M. Badrossamay, E. Foroozmehr, and S. Golabi: Mater. Des., 2016, vol. 89, pp. 255–63.
K.-H. Leitz, P. Singer, A. Plankensteiner, B. Tabernig, H. Kestler, and L.S. Sigl: Met. Powder Rep., 2017, vol. 72, pp. 331–38.
K.C. Mills: Recommended Values of Thermophysical Properties for Selected Commercial Alloys, Woodhead, Wiltshire, England, 2002.
M. Markl and C. Körner: Annu. Rev. Mater. Res., 2016, vol. 46, pp. 93–123.
J. Yang, J. Han, H. Yu, J. Yin, M. Gao, Z. Wang, and X. Zeng: Mater. Des., 2016, vol. 110, pp. 558–70.
R. Lin, H. Wang, F. Lu, J. Solomon, and B.E. Carlson: Int. J. Heat Mass Transf., 2017, vol. 108, pp. 244–56.
A. V Gusarov and I. Smurov: Phys. Procedia, 2010, vol. 5, pp. 381–94.
W. Tan, N. S Bailey, and Y. Shin: J. Phys. D. Appl. Phys., 2013, vol. 46, p. 055501.
J. Deng: Hunan University, 2016.
R. Fabbro, S. Slimani, I. Doudet, C. Frederic, and F. Briand: J. Phys. D. Appl. Phys., 2006, vol. 39, p. 394.
S. Ly, A.M. Rubenchik, S.A. Khairallah, G. Guss, and M.J. Matthews: Sci. Rep., 2017, vol. 7, p. 4085.
C.D. Boley, S.C. Mitchell, A.M. Rubenchik, and S.S.Q. Wu: Appl. Opt., 2016, vol. 55, pp. 6496–500.
C. Panwisawas, C. Qiu, M.J. Anderson, Y. Sovani, R.P. Turner, M.M. Attallah, J.W. Brooks, and H.C. Basoalto: Comput. Mater. Sci., 2017, vol. 126, pp. 479–90.
Acknowledgments
This work was supported by the Key Programs of the Chinese Academy of Sciences [Grant Number KGZD-EW-T0], the National Natural Science Foundation of China [Grant Number 11702290], the CAS “Light of West China” Program, and the Chongqing Research of Application Foundation and Advanced Technology [Grant Number cstc2016jcyjA0321].
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted December 5, 2018.
Rights and permissions
About this article

Cite this article
Tang, P., Xie, H., Wang, S. et al. Numerical Analysis of Molten Pool Behavior and Spatter Formation with Evaporation During Selective Laser Melting of 316L Stainless Steel. Metall Mater Trans B 50, 2273–2283 (2019). https://doi.org/10.1007/s11663-019-01641-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-019-01641-w