
Abstract
The optimal conditions for preparing composites, in which tar-derived carbonaceous materials completely fill the pores in Indonesian limonite(IL), were investigated using the vapor deposition (VD) method of tar. Characterization of the composites and their reactivity (reduction/combustion/gasification) during heat treatment was examined. The specific surface area and pore volume of the as-received-IL and dehydrated-IL decreased after the VD treatment for different combinations of tar pyrolysis temperature (TPT) and VD temperature (VDT). It was also noted that the carbon content and crushing strength of the samples increased after the VD treatment, and the optimal values for the TPT-VDT are 700 °C and 350 °C. The C content and the crushing strengths of the composites prepared at TPT-VDT = 700 °C to 350 °C increased with an increase of the VD time to 50 pct carbon content and 10 daN at 240 minutes, respectively. The strength was similar to that of commercial metallurgical coke used in blast furnaces. The reduction of the composite prepared at TPT-VDT = 700 °C to 350 °C for 240 minutes started above 400 °C and was almost completed at 1000 °C. This reduction rate was higher than that of commercial cold-bonded pellets or a coke/IL mixture. The combustion and gasification rates of the composites prepared under different conditions depended on the preparation condition of composites, and the rates were higher than those of commercial metallurgical coke used in blast furnaces.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The iron and steel industry is encountering numerous challenges on a global scale including appreciation/depletion of ironmaking resources, excessive energy consumption, and significant CO2 emission. It is important that solutions are found for these three major problems related to resources, energy, and environment for the continued development of this industry. Recently, lowering of the thermal-reserve zone in blast furnaces has been considered as an effective strategy for reducing the consumption of energy and the reduction of CO2 emissions during the ironmaking process.[1] In addition, it is also important to develop new technologies for the raw materials used in ironmaking that can utilize low-grade iron ore (limonite) that contains a large amount of α-FeOOH and gangue for blast furnaces and sintering machines. This could effectively address the aforementioned resource problem. Therefore, it is necessary to develop methods to produce ironmaking raw materials with high-reduction reactivity. These materials should also be strong to ensure permeability in blast furnaces. It is well known that the reduction disintegration phenomenon caused by volume expansion during reduction from Fe2O3 to Fe3O4 in iron materials reduces permeability in the blast furnace.[2,3] Therefore, it is also important to develop low-reduction disintegration (RDI) ironmaking raw materials for use in blast furnaces. As such, the development of ironmaking raw materials with low RDI and high-reduction reactivity is necessary.
In recent years, the utilization of carbon-containing iron ores (composites) with rapid reduction ability for use in blast furnaces has been considered promising for lowering of the thermal-reserve zone in blast furnaces because the carbonaceous materials and iron oxide in the composite are in a close contact. This has been addressed in several works.[4,5,6,7,8,9,10] The production of composites using chemical vapor infiltration (CVI) has been investigated as a possible production method.[9,10,11,12,13] In this approach, gaseous-tar derived from the pyrolysis of carbon resources is infiltrated and the carbonaceous materials derived from tar is deposited into pores in dehydrated-limonite, resulting in close contact between carbonaceous materials and iron oxide. (In this report, carbon-species derived from tar are defined as carbonaceous materials, which are hydrocarbon species including C, H, N, S, and O). Therefore, it has been reported that the reduction of this sample progresses at a lower temperature than that of the conventional method based in coke.[9,10,11,12,13] Therefore, CVI samples may become partial substitutes for ironmaking materials that are used in conventional blast furnaces and sintering machines. However, the carbon content loaded into the pores of dehydrated-limonite using CVI is as low as ~ 5 pct, because it is impossible to completely fill the pores produced by dehydrated-limonite using CVI with carbonaceous materials. Moreover, the reduction reaction of the sample during the re-heat treatment remains until FeO is formed. In addition, the strength is very small, as in the original sample.[9] High strength, rapidly reducible carbon-containing iron ore that completely fills the pores in limonite with carbonaceous material, is likely to not only replace the ironmaking raw materials but will also contribute to solving the resource problem of the iron and steel industry. In addition, improving the reduction/gasification reactivity by ensuring close contact between carbonaceous materials and iron oxide may help to resolve the problem of energy efficiency, as well as the problem of CO2 emission from blast furnaces.
Our research group has been investigating the production of carbonaceous material-containing pellets/sinters/low-grade coke/pyrolyzed char by coke oven gas (COG) tar impregnation, and we have established that the carbonaceous materials derived from the COG tar could be completely filled into the pores of samples.[14,15,16,17,18,19,20] In addition, we have determined that the composites produced have high crushing strength and reducibility, and could be assumed to have low RDI. If a composite containing a large amount of carbonaceous materials incorporated into the pores in limonite can be prepared using the COG including gaseous-tar from coke making and/or the pyrolysis of biomass or lignite, the resulting composite prepared by vapor deposition (VD) of gaseous-tar may be applied to various ironmaking methods (blast furnace, sintering machine, electric furnace, etc.). Therefore, it is also important to investigate the thermal properties of prepared composites.
In this study, we first prepared high crushing strength and high carbon content composites in which COG-tar-derived carbonaceous materials completely fill the pores in limonite by VD. And then characterization of the composites and their reactivity properties (reduction, combustion, and gasification) during heat treatment was performed.
Experimental
Sample
Indonesian limonite(IL), with size in the 3.0 to 4.0 mm range, was used in this study. The analysis of IL listed in Table I. The loss of ignition is 14 pct. The BET (Brunauer–Emmett–Teller)-specific surface area and BJH (and Barrett–Joyner–Halenda) of the pore volume measured using an N2 adsorption method are 75 m2/g and 0.15 cm3/g, respectively. COG tar was used in this study as a source of carbon, and the elemental analysis showed in Table I. A commercial cold-bonded pellet (DP) was used for comparison, and the composition also listed in Table I. The combined water in DP is 6.2 pct-dry, and a basicity (CaO/SiO2) is 1.57. The specific surface area and pore volume values were 30 m2/g and 0.06 cm3/g, respectively. Two types (High- and low-strength cokes) of commercial metallurgical coke (Table 1) were used (denoted by LC and HC); the coke and COG tar were received from an iron and steel making company. The Drum index (DI 1506 ) and the coke reactivity index (CRI) of the cokes used in this investigation were 72.8 to 87.1 and 18.9 to 58.7, respectively.
Vapor Deposition
The composites were prepared in a cylindrical flow-type fixed-bed quartz reactor consisting of tar pyrolysis (TP) and gaseous-tar-to-IL VD sections. A detailed description of this apparatus was given in our previous work.[15] A toluene solution containing 50 wt pct tar was first pumped at 0.4 mL/min onto a quartz wool in the upper part of the reactor using a high-performance liquid chromatography pump. COG tar is highly viscous and easy to sediment. Thus, the tar was diluted with toluene, and the mixture was stirring with magnetically during experimental run. High-purity He (99.9995 pct) was loaded at 200 mL/min as an inert carrier gas. The mixture was pyrolyzed on the wool to generate the tar-containing pyrolysis gas. The TP temperature (TPT) ranged from 350 °C to 700 °C and the generated gas was continuously loaded onto 2.0 g of IL in the VD section. We varied the VD temperature (VDT) from 350 to 600 °C range. The experimental run was started after the TPT and VDT had reached a predetermined temperature in He. The duration of VD was varied from 10 to 240 minutes to prepare the composite. In this work, the combination of TPT and VDT is abbreviated as TPT−VDT. The prepared composite was described as IL/C_700-350 based on the preparation temperature, and IL/C_700-350 indicates preparation at TPT-VDT = 700 °C to 350 °C.
Reduction
The reduction behavior of the prepared composites was investigated using a horizontal gas-flow-type quartz made a fixed-bed reactor.[17] The samples were heated at a rate of 10 °C/min to 1000 °C in He and were held for 30 minutes at final temperature. CO, CO2, CH4, and H2O that were generated during the heat treatment were analyzed using micro gas-chromatography and auto-focus multi-gas monitoring in 2 minutes of interval. The reduction rate was calculated based on the amount of CO, CO2, and H2O formed during the heat treatment process and based on the O content of the feed samples.
Combustion and Gasification
The combustion and gasification properties of the prepared composites were investigated using a thermogravimeter and differential thermal analyzer (TG-DTA). In combustion runs, the samples position individually on a platinum (Pt) pan and heated at 10 °C/min to 1000 °C in air. In the gasification runs, the samples were held on the Pt pan and were heated at 10 °C/min to 1500 °C in CO2. CO2 was used as a gasifying agent that simulated the blast furnace atmosphere.
Characterization
The samples were characterized by N2 adsorption, using a powder X-ray diffractometer (XRD), a Raman spectrometer equipped with a charge-coupled device detector, and a scanning electron microscope (SEM) equipped with an energy-dispersive X-ray spectroscope (EDS) before and after compositing or heat treatment during reduction, combustion, or gasification. The specific surface area and pore volume were calculated using the BET and BJH methods. The crushing strength was measured using a tensile and compression testing machine according to the method defined in JIS M 8718. A detailed description of different analysis methods and conditions was summarized in our previous report.[15]
Results and Discussion
Effect of Tar Pyrolysis and Vapor Deposition Temperatures on Prepared Composites
Figure 1 shows the changes in the specific surface areas and pore volumes of the composites that were prepared at different TPT and VDT for 1 hour. Figures 1(a), (c) show the effect of the TPT on the specific surface area and pore volume of the prepared composites. The specific surface area (75 m2/g) and the pore volume (0.15 cm3/g) of the as-received IL increased to 135 m2/g and 0.20 cm3/g by heat-dehydration treatment at 350 °C (IL/350) in He. The development of a pore structure by dehydration of α-FeOOH is well known.[21] However, the specific surface area and the pore volume of the composite prepared at a constant VDT of 350 °C and with the TPT varied from 500 to 700 °C tended to decrease with an increase of the TPT and became < 1 m2/g and < 0.01 cm3/g, respectively, at the TPT of 700 °C. In the case of the composite prepared at the constant VDTs of 500 or 600 °C with the TPT varied from 500 to 700 °C, the specific surface area and the pore volume of the dehydrated-IL at 500 °C (IL/500, 110 m2/g, and 0.23 cm3/g) and 600 °C (IL/600, 90 m2/g and 0.24 cm3/g) also decreased to 10 to 20 m2/g and 0.03 to 0.07 cm3/g, respectively. The extent of the decrease for a VDT of 600 °C was greater than for a VDT of 500 °C. Figures 1(b), (d) show the effect of the VDT on the specific surface area and the pore volume of the prepared composites. For all the prepared composites both the specific surface area and the pore volume tended to decrease with a decrease of the VDT. Based on the inspection of the pore size distribution profiles before and after compositing for each TPT and VDT, it was observed that the peak intensity associated with the 2-nm-diameter pores that were observed for the original-IL and dehydrated-IL (IL/350, 500, or 600) dramatically decreased and/or completely disappeared for the prepared composites. In addition, the extent of the decrease was more significant for the composites prepared under lower VDT conditions.

Changes in the specific surface area (a, b) and pore volume (c, d) with different TPT-VDT
Figure 2 shows the changes in the crushing strength (Figures 2(a), (b)) and carbon content (Figures 2(c), (d)) for the prepared composites corresponding to the results in Figure 1. When the VDT of 350 °C was constant and the TPT was varied from 350 to 700 °C for the preparation of composites, the strength increased with an increase of the TPT. However, in the case of a constant VDT of 500 or 600 °C, the strength of the prepared composites was almost the same (1.2 to 1.3 daN), irrespective of the TPT. The carbon content (Figures 2(c), (d)) exhibited the same trend as the strength, and increased with an increase of the TPT at a constant VDT of 350 °C (10 to 27 pct), whereas the values were almost the same (17 to 23 pct) at a VDT of 500 or 600 °C, irrespective of the TPT. Here, when the deposited C is hypothesized as amorphous C, a theoretical amount of C filling the pores in IL can be calculated based on pore volume for IL/350, IL/500, and IL/600, which produced 40, 45, and 47 wt pct-dry C for prepared composites. The decreasing pore size and the increase in the crushing strength of the prepared composite occurred because some gaseous-tar produced in the process of TP penetrated the inherent mesopores in the as-received IL or into those mesopores that were generated by dehydration via Knudsen diffusion. As a result, deposition of carbonaceous materials occurred.[15] In addition, the calculation results suggest that low VDT is favorable for this type of diffusion.[15] However, in the case of a high VDT, deposition of carbonaceous material derived from gaseous-tar occurred only on the dehydrated-IL surface because pyrolysis of gaseous-tar is more dominant than pore diffusion.[15] Therefore, we estimated that the decrease in the specific surface area or pore volume and the increase in the crushing strength and carbon content were smaller for the composites prepared at a high VDT compared to those prepared at low VDT. Moreover, we assumed that the pyrolysis of the tar constituent does not occur at low TPT and the diffusion within the pores is suppressed because the molecular weight of the tar is not lowered. From these results, it was determined that the optimal temperature condition for carbonaceous materials derived from tar filled into the pores of dehydrated-IL via VD is TPT-VDT = 700 °C to 350 °C.

Changes in the crushing strength (a, b) and carbon content (c, d) with different TPT-VDT
Table II lists the chemical forms of Fe for the composites prepared under different TPT-VDT conditions for 1 hour, corresponding to the results in Figures 1 and 2. When as-received IL (α-FeOOH) was absolutely heated in He, a peak attributed to Fe2O3 was observed above 300 °C and was observable for temperatures up to 1000 °C. However, when dehydrated-IL was VD treated at TPT-VDT = 350 to 350 °C, a portion of the Fe2O3 observed in IL/350 was reduced to Fe3O4. A similar change in the chemical form of Fe was observed for the combination of TPT = 500 to 700 °C and constant VDT = 350 °C. For the combination of TPT = 500 to 700 °C and a constant VDT = 500 °C, the Fe2O3 observed in IL/500 was completely reduced to Fe3O4. Moreover, peaks attributable to α-Fe, FeO, and iron carbide also appeared in addition to the weak Fe3O4 peak as the VDT was increased to 600 °C and the TPT was 600 to 700 °C. These results show that a reduction and carburization of iron oxides in dehydrated-IL occurs via the generation and deposition of amorphous C (the details are described in Sect. III–B) from tar pyrolysis during the VD treatment at a high-TPT and VDT. Here, high-TPT and VDT mean above 600 °C. We thus conclude that a low VDT is advantageous for producing carbonaceous materials containing iron ores with a high crushing strength and high carbon content, whereas a high VDT is effective for the production of iron carbide or α-Fe using a present method.
Effect of the Vapor Deposition Time on the Prepared Composites
In Section III–A, the largest carbon content and crushing strength were observed for the composite prepared under TPT-VDT = 700 °C to 350 °C. Therefore, the effect of the VD time on the pore properties, crushing strength, carbon content, and changing chemical form of Fe was investigated for the composites prepared under this temperature condition. Figure 3 shows the changes in the carbon content and crushing strength of the prepared composite vs. the VD time. A dramatic increase in the strength of the prepared composite was observed for VD times longer than 60 minutes, whereas the carbon content significantly increased to 22 pct for VD times up to 30 minutes and reached 50 pct for a VD time of 240 minutes (Figure 3).

Changes in the crushing strength and carbon content with VD time and relationship between the carbon content and crushing strength
From the SEM-EDS analysis of the cross-sections of the prepared composite particles for a VD time of 240 minutes, it was determined that C is uniformly distributed from the outside to the center of the inside of particles.[16] Therefore, it is concluded that carbonaceous materials derived from tar deposited both on surface and pores in IL/350 via vapor infiltration. Figure 4 shows the Raman spectra of composite particle prepared with a VD time of 240 minutes. Raman analysis revealed that the carbonaceous materials deposited on the prepared composite particles with a VD time of 240 minutes were nearly amorphous.

Raman spectra of composite prepared at TPT-VDT = 700 °C to 350 °C for 240 min
The relationship between the carbon content and the crushing strength indicates that the increase in the strength was primarily initiated beyond the 30 pct carbon content level, with the strength reaching a value of 10 daN for a VD time of 240 minutes. This final strength was comparable to that of commercial coke (HC, DI 1506 = 87.1) used in conventional blast furnaces. Table III summarizes the pore properties and chemical form of Fe for the results in Figure 3.
A portion of Fe2O3 observed in IL/350 was changed to Fe3O4 for VD times up to 30 minutes, and both chemical forms of Fe were detectable for VD times up to 240 minutes. When the dependence of the pore size distribution profile on the VD time was investigated, the peak at 2 nm that was observed in the original sample (IL/350) almost disappeared for VD times up to 60 minutes, which dramatically increased the carbon content. The specific surface area and the pore volume were 10 m2/g and 0.05 cm3/g, or < 1 m2/g and < 0.01 cm3/g for the VD times of 30 or 60 minutes, respectively. Here, there may be possibility that tar-carbonaceous materials will deposit only on the surface of particles, closing the pore hole and leaving other parts of pore channel non-accessible for N2 gas in N2 adsorption method. According to previous works of thermoplastic C material used to produce iron ore/carbon composite, C materials were filled into nm order pores in limonite during heat treatment of mixture of thermoplastic C material and limonite.[7,8] Although vapor deposition of gaseous-tar was used in this study to produce composite, it is suggested that carbonaceous materials derived from tar were completely filled into pores in limonite as well as the previous report.[7,8] In addition, if carbonaceous materials did not completely fill into pores in limonite, the strength of composite does not increase. The increase in strength is evidence that the pores in IL are completely filled with carbonaceous materials derived from tar. Thus, the crushing strength of the composite developed due to the carbonaceous material that was derived from tar that was first filled (or was deposited) into mesopores in IL/350 and then filled (or was deposited) into other pores (e.g., pore of > 50 nm). This was supported by the observation that the crushing strength of the prepared composite developed after 60 minutes of treatment increase and a dramatic increase in the carbon content of 30 pct observed after 60 minutes of treatment as shown in Figure 3. In other words, the strength increases after completely filling the mesopores in IL/350 with carbonaceous material derived from tar during the VD treatment, and the effect of carbonaceous materials deposited on particle surface on strength is smaller than that in pores.
As shown in Table II, α-Fe and iron carbide were formed for the composite prepared under a TPT of 600 to 700 °C and a constant VDT of 600 °C for 60 min. To understand the mechanism associated with the formation of these species, a change in the chemical form of Fe for the composites prepared under a TPT of 600 to 700 °C and VDT of 600 to 700 °C was investigated in relation to the VD time, and the results are shown in Table IV. For TPT-VDT = 600 to 600 °C, the Fe2O3 that was detected in IL/600 was completely reduced to Fe3O4 after 15 minutes and was observed for VD times up to 45 minutes. Beyond the VD time of 50 minutes, peaks that were attributed to FeO, α-Fe, and iron carbide (Fe3C) appeared, whereas the peak intensity of Fe3O4 decreased. The peak intensity of α-Fe increased with an increase of the VD time. For TPT-VDT = 700 to 600 °C, although the detectable chemical form of Fe for the VD time up to 60 minutes was the same as for the TPT-VDT = 600 to 600 °C, the peak attributed to α-Fe was observed for a VD time of 45 minutes. For VD times in excess of 60 minutes, the production of FeO, Fe3C, and FeC was also observed and the intensity of α-Fe tended to increase with an increase of VD time. In the case of TPT-VDT = 700 to 700 °C, the experimental run was possible up to a VD time of 60 minutes because an occlusion of the reactor occurred due to the presence of soot-carbonaceous material deposition derived from TP. However, Fe2O3 was changed to FeO, α-Fe, and FeC, for VD times up to 15 minutes, and these forms were measured for VD times up to 60 minutes. From these results, it was determined that iron carbide and α-Fe can be obtained by varying the VDT and VD time. When the amount of gaseous-C compounds (CO, CO2, and CH4) produced was measured for an absolute TP at 700 °C with the same reactor without the IL sample, the recorded values were 30, < 1, 70 pct carbon basis in feed-tar (except deposited-carbonaceous material amount), respectively. According to previous work on iron carbide production using α-Fe and hydrocarbon gases, the formation of iron carbide using CH4 is not initiated for temperatures under 800 °C, whereas C2–3 gases can be produced at a temperature as low as 400 °C.[22] In addition, the formation of iron carbide by the reaction of Fe with amorphous carbon precipitated by the heterogeneous reaction of CO can also occur sufficiently (3Fe + C (amorphous) = Fe3C, ΔG600 °C−700 °C = − 5.2 ~ − 4.3 kcal/mol) in the above-mentioned range of VD temperatures used in this study, according to thermodynamic-equilibrium calculation results. It is well accepted that carbon species that occur due to CO disproportionation reaction are amorphous carbon. Moreover, it has been reported that the reaction between CO and iron compounds leads to the formation of iron carbide at temperatures under 800 °C in the presence of the CO gas.[23] Therefore, the formation of iron carbide may occur by the reaction (solid–gas reaction) between Fe species and C2, C3, CO, which are generated by the secondary decomposition of tar, or deposited C.
Reduction Behavior of the Prepared Composites
The formation rates of CO, CO2, and H2O during heat treatment in He were investigated to clarify the reduction reactivity of the composite prepared under the TPT-VDT = 700 °C to 350 °C condition for 240 minutes. Figure 5 presents the gas formation rate vs. the heat treatment duration.

Formation rates of CO, CO2, H2O, or CH4 for the composite prepared at TPT-VDP = 700 °C to 350 °C (a) and its reduction behavior (b) during heat treatment in He
The CO and CO2 formation started at approximately 500 °C, and the formation profiles of these compounds reveal main peaks at approximately 800 °C (Figure 5(a)). The H2O formation profile was observed for temperatures above 300 °C and the main peak was observed at 800 °C. In addition, a weak formation of CH4 was also observed for temperatures in the 400 to 800 °C range. The formation of CO2 and H2O was almost saturated at 850 to 1000 °C, whereas the formation of CO was also observed at 1000 °C. The formation amounts of these O-containing gases were compiled according to the following order CO=H2O < CO2. Therefore, although the reduction of iron oxide mainly occurred due to the direct reaction with C in the prepared composite, it is possible that a part of this reduction was due to the reaction with H2, CH4, CO that were generated upon heating, because the formation of H2O and CO2 was also observed. The details of the mechanism of reduction including the proportion of true indirect and direct reduction for the prepared composite will be the subject of future work. Figure 5(b) shows the reduction behavior of the prepared composite calculated based on the formation amounts of CO, CO2, and H2O, as shown in Figure 5(a). For comparison, the reduction behavior of DP dehydrated at 500 °C (DP/500) in He which was prepared from dust and has been used in conventional blast furnaces, in addition to some of the physical mixtures of IL and coke, are also shown. Here, it should be noted that the reduction behavior of the prepared composites began from 10 pct at room temperature, because the reduction of iron oxide in IL occurred during the VD treatment. The reduction of the composite started at ~ 400 °C and exceeded 95 pct at 1000 °C. However, the reduction rates of the IL/coke mixture and DP /500 were only 5 and 20 pct at 1000 °C, respectively. It was thus determined that the composite prepared using this method has a high reactivity. Figure 6 shows the change in the chemical form of Fe in the prepared composite during heat treatment in He, corresponding to the result in Figure 5. Fe2O3 that was originally present in the prepared composite was reduced to Fe3O4 for temperature up to 500 °C. In addition, a component of Fe3O4 was changed to α-Fe, FeO, and iron carbide at 700 °C. A distinct peak attributed to α-Fe and FeC was observed at 800 °C at which the formation rates of CO, CO2, and H2O were maximized and became dominant at 900 °C or higher. In addition, the temperature at which the formation of α-Fe was observed for the composite heated at 700 °C was 200 °C lower than that for the DP heated at 900 °C. These results support the preceding description of the temperature dependence of the reduction rate. Now, although we have not identified these two peaks at around 50 to 55 deg, it is suggested that the two peaks occur due to gangue component, because these peaks appeared after reduction progress of iron oxide in IL. In addition, these peaks have not been observed in other reduced-limonite sample prepared by H2 or carbon reduction.[23,24]

Change in the XRD pattern of the composite prepared with heat temperature corresponding to the result in Fig. 5
It is important to consider the change in the crushing strength with the reduction of the composite, which would facilitate the use of the composite in blast furnaces. Figure 7 shows the change in the crushing strength of the prepared composite with heat treatment in He, corresponding to the results in Figures 5 and 6.

Change in the crushing strength of the composite during heat treatment corresponding to the result in Fig. 5
For comparison, the results for DP/500 are also plotted. The strength of DP/500 decreased for temperatures above 500 °C, whereas that of the prepared composite remained the same for temperatures up to 700 °C and then decreased from 12 to 7 to 8 daN for temperatures in the 800 to 1000 °C range. The range of temperatures 800 to 900 °C for which the strength of the composite was observed to decrease corresponds to the temperature of formation of O-containing gases and α-Fe dominates, as shown in Figures 5 and 6. It is well known that the strength of sinter and lump iron ore decrease due to the volume expansion with the reduction from Fe2O3 to Fe3O4 for samples treated at temperatures in the 400 to 600 °C range.[3] However, no such strength reduction was observed for the prepared composite for temperatures in the 400 to 600 °C range because a large fraction of Fe2O3 in the composite was reduced to Fe3O4 during the VD treatment and the carbonaceous materials derived from tar filled in the pores of the composite provide reinforcement to the composite. As previously indicated, the strength of the composite decreased for temperatures above 800 to 900 °C. To clarify this phenomenon, the distribution of pore size in the solid product obtained after heat treatment (Figure 6) was investigated, and the results are shown in Figure 8. For comparison, the change in the shape of the pore size distribution for IL that was absolutely heated in He up to 1000 °C is also shown. Although mesopores were not measured in the prepared composite and the sample heated at 600 °C, the maximum pore size distribution was 2 nm for the sample heated at 700 °C, which corresponds to the starting temperature for the composite reduction. Moreover, this peak intensity tended to increase with an increase in the temperature. Therefore, it is suggested that the strength of the composite decreases due to the consumption of carbonaceous material at the interface between the carbonaceous material and the iron oxide, thereby reducing the iron oxide. However, previously indicated, 800 °C is the temperature at which the formation of α-Fe becomes conspicuous. The composite prepared using this method can suppress reduction disintegration at low temperatures, thus allowing the composite to maintain its strength until α-Fe is produced. These results indicate that this composite is potentially a substitute for the raw materials (ex. conventional cold-bonded pellets) that are used in conventional blast furnaces.

Changes in the pore size distribution of the composite prepared with heat temperature corresponding to the result in Fig. 5 (a) and that of as-received IL during heat treatment in He (b)
It is important to consider the change in the crushing strength with the reduction of the composite, which would facilitate the use of the composite in blast furnaces. Figure 7 shows the change in the crushing strength of the prepared composite with heat treatment in He, corresponding to the results in Figures 5 and 6. For comparison, the results for DP/500 are also plotted. The strength of DP/500 decreased for temperatures above 500 °C, whereas that of the prepared composite remained the same for temperatures up to 700 °C and then decreased from 12 to 7 to 8 daN for temperatures in the 800 to 1000 °C range. The range of temperatures 800 to 900 °C for which the strength of the composite was observed to decrease corresponds to the temperature of formation of O-containing gases and α-Fe dominates, as shown in Figures 5 and 6. It is well known that the strength of sinter and lump iron ore decrease due to the volume expansion with the reduction from Fe2O3 to Fe3O4 for samples treated at temperatures in the 400 to 600 °C range.[3] However, no such strength reduction was observed for the prepared composite for temperatures in the 400 to 600 °C range because a large fraction of Fe2O3 in the composite was reduced to Fe3O4 during the VD treatment and the carbonaceous materials derived from tar filled in the pores of the composite provide reinforcement to the composite. As previously indicated, the strength of the composite decreased for temperatures above 800 to 900 °C. To clarify this phenomenon, the distribution of pore size in the solid product obtained after heat treatment (Figure 6) was investigated, and the results are shown in Figure 8. For comparison, the change in the shape of the pore size distribution for IL that was absolutely heated in He up to 1000 °C is also shown. Although mesopores were not measured in the prepared composite and the sample heated at 600 °C, the maximum pore size distribution was 2 nm for the sample heated at 700 °C, which corresponds to the starting temperature for the composite reduction. Moreover, this peak intensity tended to increase with an increase in the temperature. Therefore, it is suggested that the strength of the composite decreases due to the consumption of carbonaceous material at the interface between the carbonaceous material and the iron oxide, thereby reducing the iron oxide. However, previously indicated, 800 °C is the temperature at which the formation of α-Fe becomes conspicuous. The composite prepared using this method can suppress reduction disintegration at low temperatures, thus allowing the composite to maintain its strength until α-Fe is produced. These results indicate that this composite is potentially a substitute for the raw materials (ex. conventional cold-bonded pellets) that are used in conventional blast furnaces.
Combustion Properties of the Composite
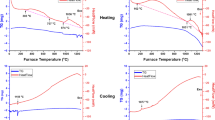
Figure 9 presents the results of the analysis of the combustion properties of the prepared composites heated in air. The samples that were used in this examination were as follows: (a) a composite prepared at TPT-VDT = 700 °C to 350 °C for 240 minutes (IL/C_700-350), (b) a composite prepared at TPT-VDT = 700 to 600 °C for 60 minutes (IL/C_700-600), and (c) sample (a) heated at 900 °C in He (IL/C_700-350_900). When the composite that was prepared at TPT-VDT = 700 °C to 350 °C was heated in air (Figure 9(a)), weight loss started after 25 minutes and the derivative of the relative weight profile (DTG, weight reduction rate) resulted in weak, main, and shoulder peaks at 35, 60, and 70 minutes, respectively. An increase in the temperature due to exothermic heat was observed at approximately 60 minutes, which is the temperature corresponding to the observed main peak. Figure 9(d) shows the combustion properties of the Al2O3/C composite (carbonaceous material filled the pores in porous Al2O3 (Mizusawa Chemical)) following the same experimental procedure as used for the preparation of IL/C_700-350. The weight reduction rate for Al2O3/C exhibited peaks at 40 and 60 minutes.

TG and DTG curves in air of the prepared composite: (a) the composite prepared at TPT-VDT = 700 °C to 350 °C (IL/C_700-350), (b) the composite prepared at TPT-VDT = 700 to 600 °C (IL/C_700-600), and (c) the composite heated up to 900 °C in He (IL/C_700-350_900), and (d) comparing (a), (b), and (c)
Therefore, the combustion peak observed at 60 minutes for IL/C_700-350 occurred due to the combustion of carbonaceous material in the composite, and the result for Al2O3/C reflects the reaction of carbonaceous material with air during heat treatment. From the DTA analysis of IL/C_700-350 that was performed simultaneously with TG analysis, it can be determined that the observed DTG peaks at 35, 60, and 70 minutes reflect the formation of carbonaceous material in the composite (for the first peak), and the combustion of C in the heated sample (for the latter two peaks). Table V summarizes the change in the chemical form of Fe during the combustion of the prepared composites, as assessed using XRD measurements. The peaks corresponding to Fe2O3 and Fe3O4 that were detected in the prepared IL/C_700-350 were also observed at the first peak at 35 minutes for TG analysis. The chemical form of Fe was only Fe3O4 at the second peak at 60 min. It should be noted that Fe2O3 and Fe3O4 were again detected as a shoulder peak (third peak) which was observed at 60 to 70 minutes for TG analysis. These observations indicate that the combustion reaction of IL/C_700-350 starts at approximately 60 min, and the reduction reaction of Fe2O3 to Fe3O4 and the combustion reaction occur simultaneously, while a component of Fe3O4 is finally re-oxidized to Fe2O3. Figure 9(b) shows the results for IL/C_7000-600. The combustion behavior of this sample is significantly different from that of IL/C_700-350, and the weight increase and exothermic heat generation which occurs due to the oxidation reaction were measured at approximately 20 minutes. The combustion rate profile then exhibits peaks at 35 and 45 minutes, accompanied by a temperature increase. The results of the DTA analysis indicate that the weight loss reactions that occur at 20 and 35, 45 minutes are the oxidation and combustion reactions. Based on the XRD measurement shown in Table V, the peak intensity of α-Fe and iron carbide for the prepared composite decreased at 15 to 30 minutes, which corresponds to the temperature range of the oxidation reaction in Figure 9(b). In addition, a decrease in the peak intensity of α-Fe, iron carbide species, and Fe3O4 was observed at 30 to 40 minutes during which the combustion reaction occurred, as shown in Figure 9(b). A peak attributed to Fe2O3 appeared after 40 minutes in addition to another associated with Fe3O4. From these observations, in the case of IL/C_700-600 combustion, the oxidation reaction of α-Fe occurs in the low temperature region to generate Fe3O4. It was also determined that FeO and a component of Fe3O4 are oxidized to Fe2O3 as the temperature is increased further. It was also revealed that the combustion of this composite mainly occurs at 30 to 50 minutes for the TPT-VDT = 700 to 600 °C prepared composite. Figure 9(c) shows the results for IL/C_700-350_900. The weight change began after 10 minutes and the weight increase and exothermic peak of DTA due to the oxidation reaction were observed at approximately 30 min. The DTG peak was observed at approximately 40 and 55 minutes. It can therefore be concluded that combustion occurs at 40 to 55 minutes because the DTA curve reveals the generation of exothermic heat in the range of temperatures corresponding to the latter two observed peaks. Figure 9(d) also shows the results for Al2O3/C_900, which was prepared by heating Al2O3/C for 90 minutes in He. The peak observed at approximately 55 minutes occurred due to the combustion of C in IL/C_700-350_900, because the peak associated with the weight loss was observed at ~ 55 min, which was similar to the case of Al2O3/C_900. Moreover, this observation is presumably due to the oxidation of α-Fe base on the weight loss at approximately 30 minutes for IL/C_700-350_900, because weight loss was not observed for Al2O3/C_700-350_900. To further investigate this phenomenon, XRD was performed for IL/C_7000-350_900 heated in air (Table V). Although the XRD results for IL/C_700-350_900 heated for 30 minutes yielded a profile that was consistent with the peaks of FeO, α-Fe, FeC, and Fe3C, the latter two peaks nearly disappeared at 40 minutes, and the peaks attributable to Fe3O4 and Fe2O3 were observed. The peak intensity of Fe2O3 increased, and the peak of α-Fe completely disappeared until 55 minutes. These observations indicate that the combustion reaction of IL/C_700-350 started at approximately 55 minutes similar to the case of IL/C_700-350. However, a difference was found between the combustion rates of IL/C_700-350 and IL/C_700-350_900 as shown in Figure 9(d). This explains the observation that the reduction and oxidation reactions occur simultaneously in the combustion process in IL/C_700-350, as determined by XRD analysis. Figure 10 compares the combustion rate of coke that is used in conventional blast furnaces and that of the prepared composite. The combustion of coke started at approximately 60 minutes and ended at 90 minutes for both samples. A comparison of the combustion behavior of coke with that of the prepared composite indicates that the combustion rates for all composites are significantly higher than those of the coke.

Comparison between the DTG curves in air of the different prepared composites and commercial metallurgical cokes
Gasification Behavior of the Prepared Composites
Figure 11 shows the CO2 gasification rate of the prepared composites and of the coke. The gasification of coke started above 1000 °C, and ended at 1350 to 1450 °C. The gasification rate of HC was greater than that of LC, and the rate corresponded to that of CRI. When IL/C_700-350, IL/C_700-350_900, and IL/C_700-600 were gasified, the gasification started at 600 to 700 °C, and ended at 950, 1050, and 1300 °C, respectively; the gasification behavior of these prepared composites was quite different. The gasification rates of the samples used in this study were in the following order HC < LC < IL/C_700-350 < IL/C_700-350_900 < IL/C_700-600, and the gasification rates of the prepared composite were significantly greater than those of the coke. XRD measurements were performed to evaluate the gasification mechanism of the prepared composites and the results are summarized in Table VI. Fe2O3 that was observed in IL/C_700-350 before gasification was reduced to Fe3O4 at temperatures up to 600 °C. The peaks attributed to FeO, α-Fe, and FeC appeared at 850 °C along with the peak of decreasing intensity of Fe3O4. However, when the temperature was increased to 900 °C, the intensity of the peak associated with Fe3O4 increased again, and the same increase was observed for the peaks associated with FeO, α-Fe, and FeC for temperatures up to 950 °C. At 1050 °C, the XRD pattern consisted of only Fe3O4 only, and the structure remained the same for temperatures in excess of 1200 °C. In the case of IL/C_700-350_900, a component of α-Fe and iron carbide that was detected in the sample before gasification was present remained for the temperatures up to 900 °C. These species then transformed to Fe3O4 up to 1000 °C. It was also determined that α-Fe, FeO, and iron carbide observed in IL/C_700-600 transformed to Fe3O4 for temperatures up to 700 °C, while the Fe3O4 was stable for temperatures above 1000 °C. It is well known that iron catalyzes the gasification reaction of carbonaceous material by the redox reaction.[7,8,25] The start temperature of gasification of IL/C_700-350 is close to that of the reduction start temperature of the same sample in He, as shown in Figure 5. Moreover, the results of the XRD analysis, as previously indicated, suggest that the gasification reaction proceeds simultaneously with the reduction reaction. In addition, both reactions occur in the other two composites (IL/C_700-350_900 and IL/C_700-600). According to the previous report on CO2 gasification reaction in composites prepared from nanometer- or micrometer-scale ordered Fe2O3 particles and thermoplastic carbonaceous material, the reaction between Fe3O4 and C (for the formation of FeO and CO) is rate limited. However, the reaction between the formed FeO and CO2 to form Fe3O4 and CO occurs rapidly. It was thus concluded in the previous report[7,8,23] that the gasification reaction of the carbonaceous material in C-containing iron oxide composites proceeds via a redox reaction. Therefore, in this study, we concluded that a redox reduction occurred during the preparation of the composites because Fe3O4 was observed in a stable Fe form in the solid phase after the heat treatment in CO2. These results suggest that composites that are prepared using this method have high gasification reactivity.

Gasification rates of the prepared composites and coke
In general, carbothermic reaction of limonitic iron ore containing nickel (in this study 1.1 pct-dry basis) produces nickel, in the formation of Fe-Ni alloy. The reaction condition in this study is feasible enough to the formation of Fe-Ni, and the species may influence on reduction, gasification, combustion of prepared composites. However, we could not observe Ni form in the ore by XRD. The effect of Ni species on the thermal properties of the prepared composite will be subject in future work.
Conclusions
The optimal conditions for the preparation of composites in which tar-derived carbonaceous materials completely filled Indonesian limonite (IL) pores were investigated using the vapor deposition (VD) method. Characterization of the samples and their reactivity properties (reduction, combustion, and gasification) during heat treatment was performed. The main conclusions are summarized below.
-
(1)
The maximum pore size distribution was approximately 2 nm, and the specific surface area and pore volume for the as-received IL or dehydrated-IL samples decreased after VD treatment, for the composites prepared using different combinations of tar pyrolysis temperature (TPT) and VD temperature (VDT). However, the carbon content and the crushing strength of the samples increased after VD treatment, and the optimal TPT-VDT configuration was estimated at 700 °C to 350 °C.
-
(2)
The carbon content and the crushing strengths of the composites prepared at TPT-VDT = 700 °C to 350 °C increased with increasing VD duration to 50 pct of carbon content and 10 daN at 240 minutes, respectively. The strength reached that of commercial metallurgical coke used in blast furnaces. The result of N2 adsorption of the prepared composite particles showed that tar-derived carbonaceous materials completely fill the pores in the composites.
-
(3)
The reduction of the composite prepared at TPT-VDT = 700 °C to 350 °C for 240 minutes started at the temperature above 400 °C and was almost completed at 1000 °C. The reduction rate was higher than those of commercial cold-bonded pellets or coke/IL mixtures.
-
(4)
The combustion properties of the composites prepared under different conditions depended on the preparation condition, and the rate was higher than that of commercial metallurgical coke used in blast furnaces.
-
(5)
The gasification reaction of the composites prepared at different conditions started at 500 to 750 °C and ended at 900 to 1300 °C. The behavior depended on the preparation conditions. In addition, the gasification rates of the prepared composites were greater than that of commercial metallurgical coke used in blast furnace.
References
T. Sato, M. Sato, K. Takeda and T. Arima: Testu-to-hagane, 2006, vol. 92, pp. 1006-1014.
T. Murakami, T. Kodaira, and E. Kasai: ISIJ Int., 2015, vol. 55, pp. 1181-1187.
C. Fukumoto, K. Sato, N. Ohyama and M. Sato: CAMP-ISIJ, 2009, vol. 22, pp. 828.
M. Naito, A. Okamoto, K. Yamaguchi, T. Yamaguchi and Y. Inoue: Shinnittetsu Giho, 2006, vol. 384, pp. 95-99
Y. Matsui, M. Sawayama, A. Kasai, Y. Yamaguchi and F. Noma: ISIJ Int., 2003, vol. 43, pp. 1904-1912.
A. Kasai, M. Naito, Y. Matsui and Y. Yamagata: Tetsu-to-hagane, 2003, vol. 89, pp. 1212-1219.
K. Miura, K. Miyabayashi, M. Kawanari and R. Ashida: ISIJ Int., 2011, vol. 51, pp. 1234-1239.
M. Kawanari, A. Matsumoto, R. Ashida and K. Miura: ISIJ Int., 2011, vol. 51, pp. 1227-1233.
Y. Hata, S. Hosokai, J.-i. Hayashi and T. Akiyama: CAMP-ISIJ., 2007, vol. 20, pp. 923.
Y. Hata, H. Purwanto, S. Hosokai, J.-i. Hayashi, Y. Kashiwaya and T. Akiyama: Energy Fuels., 2009, vol. 23, pp. 1128-1131.
S. Hosokai, K. Matsui, N. Okinaka, K.-i. Ohno, M. Shimizu and T. Akiyama: Energy Fuels., 2012, vol. 26, pp. 7274-7279.
R. B. Cahyono, G. Saito, N. Yasuda, T. Nomura, and T. Akiyama: Energy Fuels, 2014, vol. 28, pp. 2129-2134.
Y. Mochizuki, Tsubouchi and T. Akiyama: Fuel Process. Technol., 2015, vol. 138, pp. 704–13.
Y. Mochizuki, M. Nishio, N. Tsubouchi and T. Akiyama: Fuel Process. Technol., 2016, vol. 142, pp. 287-295.
Y. Mochizuki, M. Nishio, N. Tsubouchi and T. Akiyama: Energy Fuels., 2016, vol. 30, pp. 2102-2110.
Y. Mochizuki, M. Nishio, J. Ma, N. Tsubouchi and T. Akiyama: Energy Fuels., 2016, vol. 30, pp. 6233-6239.
Y. Mochizuki, M. Nishio, N. Tsubouchi and T. Akiyama: Energy Fuels., 2017, vol. 31, pp. 8877-8885.
Y. Mochizuki, N. Tsubouchi and T. Akiyama: ISIJ Int., 2018, vol. 58, pp. 460.
Y. Mochizuki, N. Tsubouchi and T. Akiyama: Fuel Process. Technol., 2018, vol. 176, pp. 21-32.
Y. Mochizuki, M. Y. Kubota, K. Uebo, and N. Tsubouchi: Fuel, 2018, vol. 232, pp. 780-790.
H. Naono and R. Fujiwara: J. Colloid Interface Sci., 1980, vol. 73, pp. 406-468.
M. Egashira, H. Katsuki, Y. Ezaki, K. Ichiyama, T. Kamitani and S. Kawasumi S: Sekiyu Gakkaishi, 1985, vol. 28, pp. 246-251.
N. Tsubouchi, A. Ogawa, and Y. Mochizuki: Appl. Catal. A-General 2015, vol. 499, pp. 133-138.
N. Tsubouchi, Y.Mikawa, Y.Mochizuki, K.Takemitsu, and Y. Ohtsuka, Energy Fuels 2017, vol. 31, pp. 3885-3891.
Y. Ohtsuka, Y. Kuroda, Y. Tamai and A. Tomita: Fuel, 1986, vol. 65, pp. 1476-1478.
Acknowledgments
The present study was supported in part by the JFE 21st Century Foundation. The authors acknowledge the supply of limonite from Kobe Steel Ltd. and Mitsubishi Chemical Corp. in Japan.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted June 2, 2019.
Rights and permissions
About this article

Cite this article
Mochizuki, Y., Tsubouchi, N. Thermal Properties of Carbon-Containing Iron Ore Composite Prepared by Vapor Deposition of Tar for Limonite. Metall Mater Trans B 50, 2259–2272 (2019). https://doi.org/10.1007/s11663-019-01640-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-019-01640-x