
Abstract
Slags play an important role in blast furnace operation, and their compositions are based on the CaO-SiO2-MgO-Al2O3 quaternary system in many steel companies. The binary basicity (CaO/SiO2 weight ratio) of blast furnace slags, especially primary slag and bosh slag, can be as high as 1.5 or higher. Phase equilibria and liquidus temperatures in the CaO-SiO2-MgO-Al2O3 system with binary basicity of 1.50 are experimentally determined for temperatures in the range 1723 K to 1823 K (1450 °C to 1550 °C). High temperature equilibration, quenching, and electron probe X-ray microanalysis techniques have been used in the present study. The isotherms are obtained in the primary phase fields of Ca2SiO4, melilite, spinel, periclase, and merwinite related to blast furnace slags. Effects of Al2O3, MgO, and binary basicity on liquidus temperatures have been discussed. In addition, extensive solid solutions have been measured for different primary phases and will be used for development and optimization of the thermodynamic database.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Blast furnace is a dominant process due to its energy efficiency and high productivity in ironmaking. As a by-product, slag plays an important role in blast furnace operation, which is formed with ore gangue, coke and coal ashes and flux. In order to have a smooth operation and higher pig iron production, slag should have some characteristics, such as small volume, easy slag–metal separation, good desulphurization capacity, stable composition, good fluidity, and so on.[1–3]
In many steel companies, blast furnace slag compositions are based on the CaO-SiO2-MgO-Al2O3 quaternary system. Phase diagrams in this system have been summarized in Table I.
However, the isotherm interval of 100 degrees was reported from previous studies including Osborn et al.,[4] Gutt and Russel,[5] Cavalier and Sandrea-Deudon,[6] Gran et al.[9,10] The temperature gap is too large to meet the needs of modern blast furnace operations. In the previous phase diagrams,[4] there also exist dashed lines in some areas, that indicate that the accuracy of isotherm locations is low. Moreover, due to the techniques used in the previous studies,[4–8] the compositions of solid solutions were not accurately measured and they are very important data for optimization of the thermodynamic models. Meanwhile, some significant differences have been observed between early researches[4–7] and recent studies.[8–12] Therefore, accurate phase equilibrium data are imperative for scientific interests. What is more, most of the phase diagrams reported were presented in the form of pseudo-ternary sections CaO-MgO-SiO2 at fixed Al2O3 concentration,[4,9,10] or pseudo-ternary sections Al2O3-CaO-SiO2 at fixed MgO.[5–7] These presentations are not enough to evaluate the effects of Al2O3 and MgO on phase equilibria that are important for the recent changes in ironmaking slags.
Most of the blast furnace final slags have the basicity between 1.0 and 1.3.[1,3] The pseudo-ternary system (CaO+SiO2)-MgO-Al2O3 with basicity of 1.1 and 1.3 have been reported by Zhang et al.[11] and Ma et al.[12] They also found that there were some differences between experimental results and previous research or predicted results of FactSage software,[13] which is widely used to calculate and predict thermodynamic data. On the other hand, blast furnace slags are formed in the sequence of primary slag, bosh slag, and final slag from the cohesive zone to the taphole.[1,2] Usually, the primary slag and bosh slag have higher basicities like 1.5 or higher.[14,15] Therefore, it is of great necessity to measure the liquidus temperature of the pseudo-ternary system with basicity of 1.5 or higher.
In the present study, the phase equilibria and liquidus temperatures for the pseudo-ternary (CaO+SiO2)-MgO-Al2O3 with basicity of 1.5 are experimentally investigated. The effects of Al2O3, MgO and basicity have also been discussed.
Experimental
The raw materials CaCO3, SiO2, MgO, and Al2O3 powders, supplied by Sigma-Aldrich Pty. Ltd. (Australia), were dried at 1273 K (1000 °C) for 24 hours to remove moisture or CO2. The purities of the CaCO3, SiO2, MgO, and Al2O3 powders are 99.95, 99.9, 99.95, and 99.99 pct, respectively. The dried oxide powders were mixed at required ratios in an agate mortar to prepare the samples. Each sample approximately 0.2 g was put into a graphite crucible with diameter of 8 mm and height of 10 mm. The equilibration experiment was carried out in a vertical reaction furnace, similar as those used in the previous literatures.[16–18] The schematic diagram of the furnace is shown in Figure 1.

Schematic diagram of the vertical reaction furnace used in the equilibrium experiment
The reaction tube inside the furnace is an impervious recrystallized alumina tube with the inner diameter of 30 mm. The heating elements are LaCrO3, whose working temperature is up to 2023 K (1750 °C). A periodically calibrated B-type thermocouple in a recrystallized alumina sheath was placed inside the reaction tube, and kept in the even temperature zone to measure the actual temperature of the sample. A platinum wire (0.5 mm diameter), for hanging the sample at the end, was inserted into an alumina sheath with open end. The graphite crucible with sample was placed in the furnace tube in the even temperature zone. The distance between the graphite crucible and the thermocouple was controlled within 5 mm to ensure the accurate temperature measurement. Argon gas was passed through the furnace during the whole experiment to avoid oxidization of the crucible. Since the system studied is not related to the oxygen potential, argon gas does not affect the results.
The experiment procedure was as follows. Firstly, the sample was introduced and kept at the bottom of the reaction tube. Secondly, the reaction tube was flashed with argon gas for more than 30 minutes. Thirdly, the sample was raised and kept in the even temperature zone of the furnace. Fourthly, the furnace was heated to 30 K above the desired temperature in order to promote homogenization and melting of the sample. Fifthly, the temperature was lowered to the desired temperature and kept for a time sufficient to achieve equilibrium. The equilibration usually took from 2 to 12 hours, depending on the mixture composition and temperature. For example, a shorter time was employed at higher temperature or lower silica contents. Then the lid sealing the reaction tube was removed and the bottom end of the reaction tube was immersed in cooling water. At last, the platinum wire was pulled up, and the hook of the platinum wire was straightened by the alumina sheath, and then the sample was quenched directly into the cooling water in order to maintain the phase relationships at the target temperature.
After the quenching, the slag sample was dried on a hot plate, mounted in epoxy resin, and polished for the later examination. The polished samples were coated with carbon using JEOL (Japan Electron Optics Ltd, Tokyo, Japan) Carbon Coater for electron microscopic examination. A JXA-8200 Electron Probe X-ray Microanalyzer with Wavelength Dispersive Detectors (Japan Electron Optics Ltd) was employed for microstructure examination and composition analyses of all phases within each sample. The conditions for the EPMA analysis are as follows: an accelerating potential of 15 kV, a beam current of 15 nA. For the analysis of Ca and Si, CaSiO3 was used as standard. The analyzing crystal used was pentaerythritol (PETJ, J: designated for high-reflectivity crystal). For the analysis of Al and Mg, the analyzing crystal used was thallium acid phthalate. Al2O3 and MgO were used as standards, respectively. The composition of CaO, SiO2, Al2O3, and MgO were calculated using the Dumcumb-Philibert ZAF correction method. The average accuracy of the EPMA measurements is within 1 wt pct.
Results and Discussion
Description of the Pseudo-Ternary Section
The composition ranges for blast furnace slag are generally 30 to 50 wt pct CaO, 30 to 45 wt pct SiO2, 0 to 15 wt pct MgO, and 10 to 25 wt pct Al2O3. Therefore, the composition ranges investigated are enlarged to 60 to 80 wt pct (CaO + SiO2), 0 to 20 wt pct MgO, and 10 to 40 wt pct Al2O3. More than 100 equilibrium experiments in the CaO-SiO2-MgO-Al2O3 system have been carried out in the present study. The temperature range in the experiment is from 1723 K to 1823 K (1450 °C to 1550 °C). Figure 2 presents typical microphotographs obtained from the preliminary SEM analyses of the liquid-primary phase equilibrium including Ca2SiO4, melilite (solid solution between akermanite and gehlenite), spinel (MgO·Al2O3), and periclase (MgO).

Typical microstructures showing the equilibrium of liquid with (a) Ca2SiO4, (b) Melilite, (c) Spinel, and (d) Periclase
The equilibria of liquid-periclase-spinel and liquid-Ca2SiO4-merwinite (3CaO·MgO·2SiO2) are shown in Figure 3.

Typical microstructures showing the equilibrium of liquid with (a) Spinel-Periclase and (b) Ca2SiO4-Merwinite
The experimental temperatures, and the analyzed compositions of liquid and solid phases are listed in Table II. The compositions of the liquid phases in Table II are the average values from six or more different analysis points in the same sample. The standard deviation of the average liquid composition is within 1 wt pct.
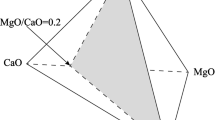
By connecting all the liquid compositions at the same temperature, the isotherm lines can be drawn in Figure 4, where the open circles are the individual experimental data points, and the liquidus lines are drawn based on these experimental points.

Experimental liquid composition points in the CaO-SiO2-MgO-Al2O3 system with the basicity of 1.5
The calculation results of FactSage 6.2 and the experimental results reported by Osborn et al.,[4] Cavalier and Sandrea-Deudon,[6] and Prince[7] are also given in Figure 5 for comparison.

Pseudo-ternary section (CaO+SiO2)-MgO-Al2O3 with the basicity of 1.5
It can be seen from Figure 5 that the experimental results are in general agreement with previous works, with some exceptions. The liquidus temperatures in melilite primary reported by Osborn et al.[4] are about 20 K to 30 K higher than those in the present experiment, and the liquidus temperatures in Ca2SiO4 primary phase reported by Cavalier and Sandrea-Deudon[6] do not agree well with the present results, and the liquidus temperature in Ca2SiO4 primary phase at 1773 K reported by Prince[7] is about 40 K higher than the present experiments. It can be also seen that the present experimental results and the FactSage calculations are similar in the trends, but different in the positions of the isotherms. Comparing with the FactSage calculations, the melilite primary phase field expands towards MgO end, and the Ca2SiO4 primary phase field and the spinel primary phase field move away from (CaO + SiO2) end, and the periclase primary phase field moves towards MgO end. The liquidus temperatures in the melilite primary phase field are about 20 K higher than those of FactSage calculations; they are about 50 K lower in the right part of the Ca2SiO4 primary phase field while almost the same in the left part, which forms a steeper isotherm trend; they are about 100 K lower in the spinel primary phase field; and also about 100 K lower in the periclase primary phase field. These disagreements may be explained by the following reasons. Firstly, the number of thermodynamic data is quite limited in the CaO-SiO2-MgO-Al2O3 system with the CaO/SiO2 ratio of 1.5. Secondly, the accuracy of some thermodynamic data may be low. Due to the limitation of previous techniques as seen in Table I, the compositions of the liquid and solid solutions cannot be directly measured, which may cause large uncertainties. The uncertainties were then brought into the FactSage optimization. Additionally, some recent studies[8–12] also proved that some disagreements and significant differences had been observed between previous researches[4–7] and their studies. Therefore, it can be concluded that the FactSage calculations are not accurate enough to predict liquidus temperature in this system. Thus, the experimental results can be adopted to optimize the thermodynamic database of FactSage.
Relationships Between Liquidus Temperature and Components
Figures 6 and 7 show the effects of Al2O3 and MgO concentration on the liquidus temperature, respectively, where the solid circles are the individual experimental points. The trend line is drawn based on both the individual experimental points in Table II and the extracted points from Figure 4 at different temperatures, where the dotted part indicates that the line was drawn by estimation of liquidus temperatures.

The effect of Al2O3 concentration on the liquidus temperature at 5 and 10 wt pct

The effect of MgO concentration on the liquidus temperature at 15 and 20 wt pct Al2O3 with the basicity of 1.5
It can be seen from Figure 6 that the liquidus temperature decreases at first and then increases overall when the Al2O3 concentration grows, which indicates that the Al2O3 concentration should be around 17.5 wt pct to get lower liquidus temperature. To be specific, in the studied concentration ranges, there are two primary phases at 5 wt pct MgO while four primary phases at 10 wt pct MgO. The liquidus temperatures at 10 wt pct MgO are about 50 K lower than those at 5 wt pct MgO.
It can be seen from Figure 7 that the liquidus temperature decreases gradually at first and then increases sharply for both 15 and 20 wt pct Al2O3 when the MgO concentration rises. This implies that the MgO concentration in the slag should be no larger than 12 wt pct to keep a relatively lower liquidus temperature. The liquidus temperature decreases slower at 20 wt pct Al2O3 than that at 15 wt pct Al2O3. The reason is that the primary phase is melilite for 20 wt pct Al2O3 while Ca2SiO4 for 15 wt pct Al2O3 and the isothermal lines are wider in melilite primary phase field than that in Ca2SiO4.
Since Ca2SiO4 and melilite phases are the main primary phases in blast furnace slag range according to the experiment results, the following discussion focuses on the liquidus temperature and the component composition in these two primary phases. In melilite primary phase, when the concentration of (CaO + SiO2) is fixed at 70 wt pct, the relationship between liquidus temperature and the MgO/Al2O3 ratio is plotted in Figure 8.

The relationship between liquidus temperature and MgO/Al2O3 ratio in liquid in Melilite primary phase at 70 wt pct (CaO + SiO2) with the basicity of 1.5
It can be seen from Figure 8 that the liquidus temperatures decrease linearly with the increase of MgO/Al2O3 ratio in liquid. The congruent melting of gehlenite (2CaO·SiO2·Al2O3) is 1867 K (1594 °C) when the MgO/Al2O3 ratio is 0 in the fitting function. The value agrees well with the literatures in which the temperature was reported to be 1863 K (1590 °C)[19,20].This also verifies the accuracy of the present experiments.
In Ca2SiO4 primary phase, when the MgO concentration is fixed at 10 wt pct, the relationship between liquidus temperature and the Al2O3/(CaO+SiO2) ratio is plotted in Figure 9.

The relationship between the liquidus temperature and Al2O3/(CaO + SiO2) ratio in Ca2SiO4 primary phase at 10 wt pct MgO concentration with the basicity of 1.5
It can be seen from Figure 9 that the liquidus temperature decreases linearly when the Al2O3/(CaO + SiO2) ratio rises. This suggests that the Al2O3 concentration can be increased to reduce the liquidus temperature when the slag belongs to the Ca2SiO4 primary phase.
It can be seen from Table II that MgO can dissolve into Ca2SiO4 phase. The MgO concentrations in Ca2SiO4 and in the liquid are shown in Figure 10 in the studied temperature range.

The relationship between the MgO concentrations in Ca2SiO4 and in the liquid
It can be seen from Figure 10 that the MgO in liquid increases linearly with the increase of MgO in Ca2SiO4 phase. This means that one-third of MgO can dissolve into the Ca2SiO4 phase and the ratio does not change with temperature.
Comparison of the Pseudo System with Basicities of 1.1, 1.3, and 1.5
The binary basicity is very important for blast furnace slag, therefore, the effects of Al2O3 and MgO concentrations on the liquidus temperatures at 10 wt pct MgO and 15 wt pct Al2O3 when the basicity is 1.1,[11] 1.3[12], and 1.5 are given in Figures 11 and 12, respectively.

The effect of Al2O3 concentration on the liquidus temperature at different basicities (10 wt pct MgO)

The effect of MgO concentration on the liquidus temperature at different basicities (15 wt pct Al2O3)
It can be seen from Figure 11 that liquidus temperature decreases at lower Al2O3 concentration and then increases at higher Al2O3 concentration with the increase of Al2O3 concentration. When the basicity rises, the liquidus temperature line shifts towards right direction. It can be also found that the liquidus temperatures are lower in the merwinite and melilite while higher in Ca2SiO4 and spinel. And the low liquidus temperature zone almost becomes narrower with the increase of basicity.
In general, the liquidus temperature increases when the basicity rises from 1.1 to 1.5. When the MgO concentration in liquid is low, the primary phase for lower basicity is melilite or merwinite, while it is Ca2SiO4 for larger basicity. When the MgO concentration is higher, the primary phase for smaller basicity is spinel, while it is periclase for higher basicity. Therefore, the MgO concentration should be smaller than 15 wt pct when the basicity is no larger than 1.3, while MgO should be kept around 12 wt pct when the basicity is 1.5 in order to obtain lower liquidus temperature, like 1723 K (1450 °C).
Conclusions
Phase equilibria and liquidus temperatures in the pseudo-ternary system (CaO + SiO2)-MgO-Al2O3 with the binary basicity of 1.50 have been investigated experimentally from 1723 K to 1823 K (1450 °C to 1550 °C) relevant to blast furnace slags. Effects of Al2O3 and MgO concentration as well as the basicity on liquidus temperature have been discussed. The liquidus temperature decreases linearly with the increase of MgO/Al2O3 ratio in liquid for melilite primary phase or Al2O3/(CaO + SiO2) ratio for Ca2SiO4 primary phase. In addition, solid solutions of different primary phases have been accurately measured and will provide valuable data for the development and optimization of the thermodynamic database.
References
X. L. Wang: Ferrous Metallurgy (Ironmaking Part), China Metallurgical Industry Press, Beijing, 1991. (In Chinese)
A. K. Biswas: Principles of blast furnace ironmaking, Cootha Publishing House, Brisbane, 1981.
K. Sunahara, K. Nakano, M. Hoshi, T. Inada, S. Komatsu, and T. Yamamoto: ISIJ Int., 2008, vol. 48, pp. 420-429.
E. F. Osborn, R. C. DeVries, K. H. Gee, and H. M. Kraner: Trans. AIME, 1954, 6: 33-45.
W. Gutt and A. D. Russel: J. Mater. Sci., 1977, vol. 12, pp. 1869-1878.
G. Cavalier and M. Sandrea-Deudon: Rev. Metall., 1960, vol. 57, pp. 1143-1157.
A. T. Prince, J. Am. Ceram. Soc., 1954, vol. 37, pp. 402-408.
F. Dahl, J. Brandberg, and S. Du: ISIJ Int., 2006, vol. 46, pp. 614-616.
J. Gran, Y. Wang, and S. Du: Calphad, 2011, vol. 35, pp. 249-254.
J. Gran, B. Yan, and S. Du: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 1008-1016.
D. Zhang, E. Jak, P. Hayes, and B. Zhao: 4th Annual High Temperature Processing Symposium, Swinburne University of Technology, Melbourne, 2012, pp. 16–18.
X. Ma, G. Wang, S. Wu, J. Zhu, and B. Zhao: ISIJ Int., 2015, vol. 55, pp. 2310-2317.
C. W. Bale, P. Chartrand, S. A. Degterov, G. Eriksson, K. Hack, R. B. Mahfoud, J. Melançon, A. D. Pelton, and S. Petersen: Calphad, 2002, vol. 26, pp. 189-228.
S. Yi and Y. Seonghoon: Steel Res. Int., 2003, vol. 74, pp. 413-417.
J. Ma: ISIJ Int., 1999, vol. 39, pp. 697-704.
M. Chen and B. Zhao: J. Am. Ceram. Soc., 2013, vol. 96, pp. 3631-3636.
B. Zhao, E. Jak, and P. Hayes: ISIJ Int., 2005, vol. 45, pp. 1019-1026.
B. Zhao, E. Jak, and P. Hayes: Metall. Mater. Trans. B, 1999, vol. 30B, pp. 597-605.
V. D. Eisenhuttenleute: Slag Atlas 2 nd ed., Verlag Sthaleisen GmbH, Düsseldorf, 1995.
O. Žigo, K. A. L. Kosa, I. Nerád, and I. Proks: Chem. Papers, 1987, vol. 41, pp.171-181.
Acknowledgments
The financial supports from the Baosteel-Australia Joint Research and Development Centre (Project BA12002) and the Fundamental Research Funds for the Central Universities (Grant No. FRF-TP-15-065A1) are gratefully acknowledged. The authors also wish to thank Ms. Jie Yu, Mr. Hongquan Liu, and Daniel Jang for the lab assistance in the high temperature experiments, Mr. Ron Rasch and Ms. Ying Yu in Centre for Microscopy and Microanalysis (CMM) at University of Queensland for technical support of EPMA and SEM. The authors also thank China Scholarship Council (CSC) for providing scholarship for Mingyin Kou.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted September 22, 2015.
Rights and permissions
About this article

Cite this article
Kou, M., Wu, S., Ma, X. et al. Phase Equilibrium Studies of CaO-SiO2-MgO-Al2O3 System with Binary Basicity of 1.5 Related to Blast Furnace Slag. Metall Mater Trans B 47, 1093–1102 (2016). https://doi.org/10.1007/s11663-016-0584-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0584-2