
Abstract
An optimization-based numerical procedure was developed to determine the temperature-dependent interface heat transfer coefficient (IHTC) between blank and tools during the hot stamping of boron steel. During the quenching period, IHTC changed with the temperature difference between blank and lower tool. The maximum value of 4300 W/m2 K was achieved at ΔT = 798 K (525 °C). The IHTC decreased with temperature difference and reached the lowest value (1400 W/m2 K) at about ΔT = 573 K (300 °C).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Hot stamping (HS) technology of high-strength boron steel sheets is widely recognized as the best manufacturing solution for producing structural components of car body-in-white. This technology offers a considerable potential for minimizing the weight of components by reducing the thickness of the sheet metal used and by reducing the component numbers needed.[1] The principle of HS technology is to austenize boron steel blanks in a furnace and then simultaneously form and quench them within a cooled tool. As the blank is quenched within the tool at a rate greater than 30 K/s, the austenitic microstructure transforms into martensite. A fully martensitic microstructure is generally desired due to very high tensile strengths of approximately 1600 MPa and Vickers hardness values in excess of 480 HV.[2,3] In a hot-stamped part with distributed properties, precise control of the final microstructure requires accurate knowledge of the thermal history within the blank. Commercial finite element method (FEM) necessitates a thorough understanding of the heat transfer between the quenched blank and the cooled tools.[4–7] Interface heat transfer coefficient (IHTC) between the blank and the tool is crucial to modeling blank temperature and predicting microstructure.
Merklein and Lechler[8] studied the heat transfer between Usibor 1500P blanks and flat water-cooled dies. Using a lumped capacitance approach, the heat transfer coefficient (HTC) was inferred from Newton’s law of cooling. HTCs measured at contact pressures between 5.0 and 40.0 MPa were found to reach a maximum when the blank is within 673 K to 873 K (400 °C to 600 °C), reflecting the fact that the HTC should depend on both applied pressure and interface temperature. Further HS tests were conducted by Merklein et al.[6] to maintain higher dies temperatures using heating cartridges. Results for die temperatures of 373 K and 573 K (100 °C and 300 °C) and contact pressures from 0 MPa up to 30 MPa indicate that the HTC between the blank and the die increases with the die temperature and contact pressure. Abdul Hay et al.[9,10] measured the HTC between Usibor 1500P blank and a U-shaped die. The blank and tools were instrumented with subsurface thermocouples and Beck’s function specification method[11] was used to infer the heat flux at the blank/die interface. The blank surface temperature was not measured directly; instead, it was inferred by solving a direct heat conduction problem with the measured blank temperature as a Dirichlet boundary condition. The calculated HTC was found to increase rapidly and reach a maximum after approximately 10.0 seconds. A local minimum was attributed to the release of elastic energy and latent heat associated with the transformation from austenite to martensite. The maximum HTC value was shown to increase with the stamping pressure up to 20.0 MPa, but remained constant for higher pressures up to 30.0 MPa. Fieberg and Kneer[12] recorded the time-dependent temperature field of the surfaces of the two bodies in contact with an infrared thermography camera. The temperature data are the input for the solution of the inverse heat conduction problem and yield the boundary heat flux at the contact interface. Together with the temperature jump at the interface the contact HTC is evaluated. The contact pressures vary from 7.5 to 85 MPa and the initial temperatures are between 333 K and 553 K (60 °C and 280 °C). The results show an almost linear dependency of the contact HTC from the contact pressure, whereas the temperature influence for the investigated temperature range seems to be negligible. Hu et al.[13] studied the effects of temperature, pressure, and oxide scale thickness on the temperature-dependent HTC during HS. Oxide scales and contact pressures both showed distinctive effects on HTC in the cooling process.
The objective of the present paper is to describe the development of a combined numerical and experimental procedure to evaluate the IHTC between blank and dies under HS conditions. The IHTC at the blank/die interface was identified through FE method and inverse analysis, i.e., by matching experimental and simulated temperature values recorded into the blank and die.
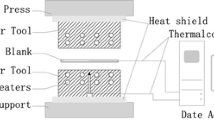
The experimental setup used to measure the IHTC at the blank/die interface during the HS process is illustrated in Figure 1. The 120 × 20 × 50 mm3 upper and lower flat tools were made of H13 hot work tool steel and mounted in a press. This testing device enabled a maximum normal force of 10 kN, which corresponds to a maximum pressure of 9.0 MPa applied on the blank surface area. The specimen material, which had a thickness of 1.5 mm, was B1500HS and cut into pieces of 108 × 10 mm2. The lower tool was instrumented with 1.6-mm-diameter K-type thermocouples inserted perpendicular to the quench surface. The thermocouple holes were 2.0 mm in diameter and extended 2 mm from the die surface. A silicon-based thermal grease was used to reduce the thermal contact resistance between the thermocouple and the tool material. A narrow groove was machined in each blank sample; the wires of a thin 0.5-mm-diameter K-type thermocouple were individually spot welded at the bottom of this groove. The blanks were preheated above 1123 K (850 °C) for approximately 5 minutes in an electric furnace and transferred manually to the center of the lower tool before lowering the upper tool and applying the prescribed load. A multichannel data acquisition system recorded the blank and die temperatures as well as the press load. The data acquisition rate was set to 20 Hz. The cooling rate was far higher than the critical complete martensite transformation cooling rate 27 K/s.

Schematic diagram of experimental setup
In order to calculate the IHTC using an optimization analysis, a FEM model was developed with commercial FEM software ABAQUS. Only thermal simulations were performed, with an assumption that the pressure distribution on the blank surface was entirely uniform. Temperature-dependent thermal properties are shown in Tables I[14] and II.[15] The material density of both blank and dies is 7850 kg/m3.
With the temperature of blank decreasing rapidly during the quenching process, the diffusionless transformation from austenite to martensite occurs. The volumetric amount of martensite can be totally expressed as function of temperature using the numerical model established by Koistinen and Marburger[16]:
where f M is the volume fraction of martensite, M S is the martensitic transformation temperature that, from Naderi et al.,[17] can be set to 683 K (410 °C). Latent heat was generated due to phase transformation during the quenching process and led to temperature fluctuation within the blank. The latent heat of the martensite transformation used in this work was taken as 58.5 kJ/kg.[18]
The evaluation process in this work was based on an optimization method and FEM. The optimization method was based on commercial software Isight. In order to obtain the desired results, the optimization model and convergence criterion are important. In this research, the temperature-dependent IHTC was set as the design variable. The criterion of convergence was constructed with the experimental measurements and the simulated values of each analysis loop, which can be described as
where δ B is the error function of the temperature for the blank, N is the total sample number in the time length, minδ B is the first objective function, \( T_{{i,{\text{B}}}}^{\text{Exp}} \) and \( T_{{i , {\text{B}}}}^{\text{Sim}} \) are the blank temperatures of the experimental and numerical models, respectively. The terms in Eq. [3] are the corresponding terms for the lower tool surface. δ L is the error function of the temperature for the lower tool surface and minδ L is the second objective function. By considering the different importance and recording accuracy of both the temperature of blank and the lower tool surface, as a multi-objective optimization problem, the weighting of minδ B and minδ T was set to 4:1. The optimization run in Isight uses a Non-Linear Programming by Quadratic Lagrangian (NLPQL) technique. NLPQL is a direct numerical technique. It builds a quadratic approximation to exploit the local area around the initial design point and finds a local optimum design and then repeats the process through multiple iterations to converge on a final optimum design.
Figure 2 illustrates the temperature profiles observed during the quenching experiment with comparison to the numerical simulation. A discontinuity was observed in the blank temperature at approximately 673 K (400 °C) when latent heat was released by the transformation of austenite into martensite. The lower tool temperature was shown to increase slightly and reached a maximum after approximately 1.8 seconds. ΔT is the temperature difference between blank and lower tool and can comprehensively express blank and lower tool temperature changes. The blank and lower tool temperature profiles showed very good agreement above 473 K (200 °C). Since the martensite transformation had finished when the temperature fell below 473 K (200 °C), the latter temperature was too low to affect the quality of product. This indicates that the calculated IHTC is valid above 473 K (200 °C).

Comparison between test and simulation temperature profiles of blank and lower tool surface
Figure 3 shows the temperature-dependent IHTC based on temperature difference between the blank and the lower tool surface. It is notable that IHTC also changed with the temperature difference ΔT. The maximum value of 4300 W/m2 K was achieved at ΔT = 798 K (525 °C). The IHTC decreased with temperature difference ΔT decreasing. When ΔT > 573 K (300 °C), the increase of IHTC was due to the higher heat capacity of the blank as the temperature increased. Considering that the blank temperature is almost below 873 K (600 °C) during the quenching process, the blank temperature of 873 K (ΔT = 798 K) was chosen as the highest temperature for IHTC calculation. The IHTC reached the lowest value (1400 W/m2 K) at ΔT = 573 K (300 °C). This is caused by the martensitic transformation which occurs when ΔT = 573 K (300 °C) and the corresponding blank temperature is 673 K (400 °C). The martensitic transformation takes place through a process of nucleation and growth and causes the release of an elastic energy (volume change due to the different lattice structure of austenite and martensite) and a dissipative energy (latent heat release). The volume change of the blank leads to a normal stress that tends to antagonize the compressive load. The IHTC increased when ΔT < 573 K (300 °C) due to the increase of blank temperature caused by latent heat release. A little higher IHTC at ΔT = 383 K (110 °C) might be caused by lower temperature of the lower tool surface.

IHTC as function of temperature difference
The temperature-dependent IHTC with the phase transformation latent heat was studied in this paper using a robust optimization-based method. Temperature profiles of the specimens and the lower tool surface were recorded to validate with numerical results. With the obtained temperature-dependent IHTC, the experimental and numerically calculated temperature profiles were in very good agreement.
Finally, during the quenching period, the IHTC changed with temperature as expected. The IHTC decreased with the temperature difference ΔT between the blank and the lower tool surface to reach a minimum at about ΔT = 573 K (300 °C). With dilatation and release of latent heat, the contact condition changed and the IHTC increased again to reach a maximum at ΔT = 383 K (110 °C).
Abbreviations
- C p :
-
Specific heat (J/kg K)
- M s :
-
Martensite start temperature (K)
- T :
-
Temperature (K)
- \( T_{{i , {\text{B}}}}^{\text{Exp}} \) :
-
Blank experimental temperatures
- \( T_{{i , {\text{B}}}}^{\text{Sim}} \) :
-
Blank calculating temperatures
- \( T_{{j , {\text{L}}}}^{\text{Exp}} \) :
-
Lower tool experimental temperatures
- \( T_{{j , {\text{L}}}}^{\text{Sim}} \) :
-
Lower tool calculating temperatures
- f M :
-
Martensite fraction (–)
- k :
-
Thermal conductivity (W/m K)
- t :
-
Time (s)
- δ B :
-
Error function of blank temperature
- δ L :
-
Error function of lower tool temperature
- B:
-
Blank
- L:
-
Lower tool
References
R. Neugebauer, T. Altan, M. Geiger, M. Kleiner, and A.Sterzing: CIRP Ann. Manuf. Technol., 2006, vol 55, pp. 793–816.
T. Altan: Stamp. J., 2006, pp. 40–41.
B. Hochholdinger, P. Hora, H. Grass, and A. Lipp: 8th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes (Numisheet 2011), 21–26 August 2011, Seoul, Korea, K. Chung, N.H. Heung, H.Huh, F. Barlat, and M.-G. Lee, eds., 2011, pp. 618–25.
A. Turetta, S. Bruschi, and A. Ghiotti: J. Mater. Process. Technol., 2006, vol. 177, pp. 396–400.
H. Karbasian and A.E.Tekkaya: J. Mater. Process. Technol., 2010, vol. 210, pp. 2103–18.
M. Merklein, J. Lechler, and T. Stoehr: J. Int. Mater. Form., 2009,vol. 2, pp. 259–62.
M. Eriksson, M. Oldenburg, M.C. Somani, and L.P. Karjalainen: Model. Simul. Mater. Sci. Eng., 2002, vol. 10, pp. 277–94.
M. Merklein and J. Lechler: SAE Int. J. Mater. Manuf., 2009, vol. 1, pp. 411–26.
B. Abdul Hay, B. Bourouga, and C. Dessain: Int. J. Mater. Form., 2010, vol. 3, pp. 147–63.
B. Abdulhay, B. Bourouga, and C. Dessain: Appl. Therm. Eng., 2011, vol. 31, pp. 674–85.
J.V. Beck, B. Blackwell, and C.R. St. Clair, Jr.: Inverse Heat Conduction: III-Posed Problems, Wiley, New York, NY, 1985, pp. 108–61.
C. Fieberg and R. Kneer: Int. J. Heat Mass Transf., 2008, vol. 51, pp. 1017–23.
P. Hu, L. Ying, Y. Li, and Z.W. Liao: J. Mater. Process. Technol., 2013, vol. 213, pp. 1475–83.
D.Lorenz: DYNAmore GmbH, Stuttgart, Germany, Private communication.
G. Bergman: Modelling and Simulation of Simultaneous Forming and Quenching, Dissertation, Luleå University of Technology, 1999.
D.P. Koistinen and R.E. Marburger: Acta Metall., 1959, vol. 7, pp. 59–60.
M. Naderi, A. Saeed-Akbari, and W. Bleck: Mater. Sci. Eng. A, 2008, vol. 487, pp. 445–55.
M. Geiger, M. Merklein, and C. Hoff: Adv. Mater. Res., 2005, vol. 6–8, pp. 795-804.
This work was supported by the National Natural Science Foundation of China (Nos. 51205162 and 51275203).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 15, 2014.
Rights and permissions
About this article

Cite this article
Zhang, Z., Li, X., Zhao, Y. et al. Heat Transfer in Hot Stamping of High-Strength Boron Steel Sheets. Metall Mater Trans B 45, 1192–1195 (2014). https://doi.org/10.1007/s11663-014-0082-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-014-0082-3