
Abstract
The initial shell solidification of liquid steel in the mold has significant influence on both surface and internal quality of the final slab, and it is mainly determined by the high transient high temperature thermodynamics occurring in the mold. This study investigated the effects of casting parameters like casting temperature, mold oscillation frequency, and stroke on the initial solidification of a Sn-Pb alloy through the use of a mold simulator to allow the clear understanding of the inter-relationship between irregular shell solidification, heat transfer, negative strip time (NST), and casting conditions. Results suggested that the shell surface oscillation marks (OMs) are strongly depending upon the fluctuations of meniscus responding temperatures and heat flux. An abrupt sudden fluctuation of high frequency temperature and heat flux at the meniscus during the NST would deteriorate the shell surface and leads to deep OMs. The fluctuations of responding temperature and heat flux are determined by the NST, meniscus solidification, and oil infiltration, which in turn are influenced by casting conditions, like casting temperature, oscillation frequency, stroke, etc.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Surface defects, such as transverse cracks, longitudinal cracks, deep oscillation marks, and depressions, are directly associated with the high temperature thermodynamics occurring in the mold, and the initial shell solidification in the vicinity of the meniscus in continuous casting has significant effect on the shell surface quality.[1,2] The formation of surface defects has a direct relationship with the irregular shell solidification of melt in the upper mold.[3–6] Therefore, casting parameters together with mold flux properties determine the thermodynamic conditions of initial solidification and affect initial shell growth.
Many studies[7–12] have been conducted to investigate the initial shell solidification and the mechanism of surface defect formation. Shin et al.[7] have studied the influence of mold oscillation and superheat on powder consumption, OMs depth and hook characteristics during industrial casting trials; it suggests that high oscillation frequency results in thinner, shallower OMs and hooks. Ramirez-Lopez et al.[8,9] reported that the heat flux increased gradually during negative strip time (NST), but decreased during positive strip time (PST), and the slag infiltration starts at the begging of NST; the depth of the OMs decreased with the increase of mold oscillation frequency. Ferreira et al.[10] focused their research on the effect of melt superheat on metal/mold heat transfer coefficient during solidification of a Sn-10 wt pct Pb alloy in a static mold, their results showed that a higher heat transfer coefficient was obtained in horizontal direction, and the reverse situation was observed in vertical upward direction, as the melt superheat increased. Besides, the results from Zhang et al.[11] indicated that steel superheat significantly affects solidification structure and solidifying end point, which is also associated with the heat transfer across mold. Badri et al.[12,13] found that the characteristic of OMs holds a uniformly corresponding relation with the high frequency fluctuation of heat flux across the mold at the meniscus through an experimental mold simulator; however, the detailed study of the influence of casting conditions on the OMs has not been conducted.
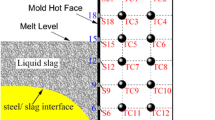
Most of those studies were based on post-occurrence analysis and lack of transient in situ observation, and very few works have been conducted to systematically investigate the detailed relationship between casting parameters, responding heat transfer and corresponding initial solidification. Therefore, the study regarding to the effect of casting temperature, mold oscillation frequency, and stroke on initial solidification as well as shell surface was conducted in this article by using the previous developed mold simulator technique.[14] Compared with the multi-mold simulator developed by Sohn et al.,[15,16], the thermocouples in this study are designed around (below and above) the meniscus, to ensure the measuring of the responding temperatures is in the vicinity of meniscus. Secondly, in the longitudinal direction, the spacing between two thermocouples is 3 mm, instead of 6 mm in the simulator at Yonsei University, which makes the temperature measurement more accurate. In addition, the data acquisition frequency in this study is 100 Hz, such that it could catch the tiny heat flux variations during a mold oscillation cycle. The heating furnace in this study is an electric resistance furnace with Si-Mo as heating elements with the capability of controlling casting temperature.
The study was conducted in the following ways: (1) the in-mold responding temperatures histories and shell samples under different casting conditions (superheat, oscillation frequency, and stroke) were collected during each casting trial; (2) the responding mold heat fluxes were calculated by Inverse Heat Conduction Problems (IHCP) according to the measured in-mold temperatures histories, and compared with each other; (3) the fluctuation of high frequency temperature and heat flux histories was compared with the shell surface especially OMs. Therefore, the effects of casting parameters on melt initial solidification and shell surface can be analyzed.
Experimental Apparatus and Process
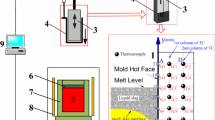
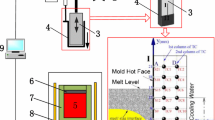
The mold simulator applied to the study is an inverse-type mold. The detailed experimental configuration and process have been described in our previous study, Part I.[14] Thus, the casting parameters, such as casting temperature, mold oscillation frequency, and stroke can be easily varied, and the introduced influence on the initial shell solidification can be changed. The responding temperatures were recorded by using the National Instruments Labview software with a collection frequency of 100 Hz during the experiments.
In this article, the steel was replaced by Sn-12.5 wt pct Pb alloy (liquid and solid temperatures are 493 K and 488 K (220 °C and 215 °C), respectively), and silicon oil was used to substitute for mold flux. The reason for the chosen of this alloy has been described in our previous study.[14] The casting parameters: casting temperatures, mold oscillation frequency, and stroke for the initial solidification experiments are listed in Table I, where the benchmark for each condition is also given. The casting speed during all experiments is kept at 0.5 m/min.
Results and Discussion
Influence of Casting Temperature on Both Heat Transfer at Meniscus Area and Initial Shell Surface Quality
Experiments with four different casting temperatures were carried out as shown in Table I, while other conditions were kept as benchmarks. The responding mold surface temperatures and heat fluxes from the melt across the mold at the meniscus were calculated through IHCP, the detailed information could be obtained from our previous study.[14] High frequency responding temperatures of mold hot surface (>0.6 Hz) in the vicinity of the meniscus from above experiments were extracted by Fast Fourier Transform (FFT) filter and their fluctuations during casting are shown in Figure 1, where the gray area is NST (or Tn). Firstly, it could be observed that all high frequency temperatures fluctuate with mold oscillation pattern reciprocally, and share the similar pattern, i.e., the temperature goes up in NST and steps down in the PST.

Variations of mold hot surface high frequency temperatures (>0.6 Hz) in the vicinity of meniscus during continuous casting with four different casting temperatures: (a) 498 K (225 °C), (b) 503 K (230 °C), (c) 508 K (235 °C), and (d) 513 K (240 °C)
In order to compare the variations of high frequency responding temperatures with different casting temperatures, one cycle of those four conditions is selected from Figure 1 and shown with mold displacement and velocity in Figure 2. It could be observed that the fluctuations pattern of the four trials is almost same, where the responding temperature increases from a minimum at the beginning of NST and reaches a maximum value when the mold steps into PST, and then starts to decrease during the rest of PST to the minimum value as described in details in previous study.[14]

One cycle of the fluctuations of high frequency temperatures at the meniscus during continuous casting with four different casting temperatures
It is also clearly shown from Figure 2 that the magnitude of high frequency fluctuation decreases with the increase of casting temperature. The average fluctuation magnitude is about 0.94, 0.70, 0.53, and 0.46K, corresponding to casting temperature of 498 K, 503 K, 508 K, and 513 K (225 °C, 230 °C, 235 °C, and 240 °C), respectively. The fluctuation of high frequency temperatures at the meniscus mainly can be attributed to the following three issues: oscillation of the mold in/out of the bath, latent heat release due to the partial meniscus solidification and infiltration of silicon oil. The variation of the responding temperature at the meniscus would have been larger for a higher casting temperature of melts, as the mold will be heated to a higher degree of temperature when the mold oscillates into the bath that with a higher casting temperature, and there will be a larger amount of heat released into air when the mold oscillates out. However, the experimental results in Figure 2 are opposite. Therefore, it suggests the initial solidification of melt and silicon oil infiltration plays a greater role in heat transfer between mold and shell.
Under the same cooling condition, the initial solidified meniscus with a higher casting temperature (superheat) is low and there would be less latent heat to be released to the cooling mold at meniscus area. In addition, the temperature of oil covering the bath increases with the addition of superheat, which makes the oil layer well insulate the bath from releasing heat into the air, leading to the initial solidification of shell lower. Also, there will be less shrinkage of the solidified shell due to slight meniscus solidification. Therefore, the channel between the mold and solidified shell becomes shallow, and rapid infiltration of silicon oil into the channel during NST would be inhibited. Thus, the effective heat transfer across the gap is restricted due to less meniscus solidification and insufficient oil infiltration. As a result, the variation of the responding temperatures at the meniscus would be reduced for a higher superheat melt.
It should be noted that the silicon oil could not alleviate the heat transfer across the mold by crystallization, which is different from mold flux. The effect of casting temperature on the mold flux infiltration is of interest to be conducted in the future.
Figure 3 shows the high frequency heat fluxes (>0.6 Hz) extracted by FFT filter in the vicinity of the meniscus for above four trials, where all the responding heat fluxes are getting rapid increase during NST and decrease during PST that is consistent with our previous study.[14] Again, it is observed that a higher casting temperature melt would introduce a lower variation of high frequency heat flux. The average fluctuation magnitude is 0.1, 0.07, 0.05, and 0.04 MW/m2, corresponding to casting temperature of 498 K, 503 K, 508 K, and 513 K (225 °C, 230 °C, 235 °C, and 240 °C), respectively. In order to compare those variations, one cycle of the four conditions is selected from Figure 3 and shown with mold velocity in Figure 4. The fluctuations of above four trials almost keep the same trend but different peak values.

High frequency heat fluxes (>0.6 Hz) in the vicinity of meniscus with four different casting temperatures during continuous casting

One cycle of fluctuations of high frequency heat fluxes (>0.6 Hz) in the vicinity of meniscus with four different casting temperatures during continuous casting
Similarly, the heat flux across the mold at the meniscus is also controlled by mold oscillation in/out of the liquid bath, the infiltration of silicon oil and meniscus solidification. As discussed before, a higher casting temperature would result in a less meniscus solidification and insufficient silicon oil infiltration into the gap between the meniscus and mold, which will introduce to a less heat transfer rate across the mold. So, the variation of heat flux at the meniscus would reduce when casting temperature rises.
The Power Spectral Density (PSD) analysis for above four heat fluxes across mold hot surface is shown in Figure 5. A stronger high frequency signal around 1.67 Hz identical to mold oscillation frequency appears in the heat flux at meniscus area, which is corresponding to high frequency meniscus solidification phenomena.

PSD (in dB/Hz) analysis for heat flux across mold during casting for four different casting temperatures (↓points the melt bath)
The High Frequency Area (HFA) in PSD map becomes smaller with the increase of casting temperature, especially the length along the casting direction gets shorter, which indicates the attenuation of high frequency heat flux variation. It is also found that low frequency heat flux signal (<0.6 Hz) below the meniscus tends to shrink. As the low frequency signals below the meniscus in the melt correspond to the long time scale melt solidification, the shrinkage could be explained as the bulk solidification is inhibited with the increase of casting temperature (the thickness of the shell sample is also observed to be reduced with the increase of casting temperature). All the results are consistent with each other.
Figure 6 shows the presence of positive peaks in the first derivative of the heat flux corresponding to the shell surface. It could be observed that the corresponding shell surface especially the OMs becomes smooth and shallow with the increase of casting temperature, as well as the decrease of the magnitude of first derivative of heat flux peaks. As the first derivative of heat flux indicates the variation of heat flux; therefore, it could be concluded that the shell surface especially OMs are strongly depending upon the fluctuations of mold responding temperatures and heat fluxes especially at the meniscus. When the casting temperature (superheat of the melt) increases, the fluctuation of high frequency temperature, heat flux, and the level of sudden increase of heat flux during NST decreases, thus it results in a smooth shell surface in this case.

The relations between shell surface profile and first order derivative of heat fluxes with four different casting temperatures
It was also found that even there are no OMs on the shell surface (Figures 6(c) and (d)), the fluctuation of heat flux and responding temperature appears as well, which accounts for the mold oscillation in/out of the liquid bath and the resulting partial meniscus solidification and enhancement of silicon oil infiltration during NST.
Above all, it could be concluded that the shell surface defects (OMs) may strongly depend upon the level of the high frequency responding temperature and heat flux fluctuation; a mild fluctuation leads to a smooth surface. Also the fluctuation of the temperature and heat flux is unavoidable due to the mold oscillation in/out of the melt bath, which introduces the high frequency phenomena during the melt initial solidification, as the high frequency signal at the meniscus is equal to the mold oscillation frequency.
Influence of Mold Oscillation Frequency on Both Heat Transfer at Meniscus Area and Initial Shell Surface Quality
The experiments of investigating the influence of mold oscillation frequency on initial solidification were conducted by varying the oscillation frequency from 1.0 to 2.0 Hz as described in Table I.
Figure 7 shows the fluctuations of high frequency temperature at the meniscus. It is observed that the fluctuations patterns of the four trials are similar, except the oscillation frequency as each trial has different oscillation frequency. The average magnitude of the variation is about 1.05, 0.96, 0.70, and 0.31 K, corresponding to mold oscillation frequency of 1.0, 1.3, 1.7, and 2.0 Hz, respectively. A higher oscillation frequency leads to a smoother fluctuation of high frequency temperature.

Variations of mold hot surface high frequency temperatures (>0.6 Hz) in the vicinity of meniscus during continuous casting with four different mold oscillation frequencies: (a) 1.0 Hz, (b) 1.3 Hz, (c) 1.7 Hz, and (d) 2.0 Hz
Figure 8 shows a comparison of the fluctuations of the four high frequency heat fluxes. It is also shown that the heat fluxes curves are similar with identical frequency to each mold oscillation frequency. Consistently, a higher oscillation frequency leads to a less variation of heat flux, and the average magnitudes of heat flux fluctuations are 0.102, 0.090, 0.073, and 0.035 MW/m2, corresponding to mold oscillation frequency of 1.0, 1.3, 1.7, and 2.0 Hz, respectively.

High frequency heat fluxes (>0.6 Hz) in the vicinity of meniscus with four different mold oscillation frequencies during continuous casting
One period of the fluctuations of high frequency temperature (Figure 7) and heat flux (Figure 8) at the meniscus was chosen and combined in Figure 9 for further analysis. Again, it is clearly shown that the fluctuation trend is similar, i.e., it increases in NST and decreases in PST, and a higher frequency leads to a smoother fluctuation.

One cycle of fluctuations of high frequent temperatures and high frequent heat fluxes at meniscus during continuous casting with four different mold oscillation frequencies
A higher mold oscillation frequency makes the time of the mold dipping into the hot melt shorter. Thus, less amount of heat will be transferred to the cooling mold, resulting in a lower magnitude of temperature fluctuation during the mold oscillation.
Negative strip time (Tn) for four different oscillation frequency is 0.354, 0.294, 0.249, and 0.215 second, corresponding to mold oscillation frequency of 1.0, 1.3, 1.7, and 2.0 Hz, respectively. A shorter NST means the time for the melt staying with mold moving downward is shorter, such that the initial meniscus solidification and oil infiltration would be inhibited, and there will be less amount of heat transferred across the gap between the mold and solidified initial shell, leading to a lower degree of temperature and heat flux fluctuation.
The PSD analysis for heat flux across mold surface with four different oscillation frequencies is shown in Figure 10. It can be seen the heat flux in the vicinity of the meniscus has a stronger high frequency signal that is around 1.0, 1.3, 1.7, and 2.0 Hz, which is approximately equal to mold oscillation frequency, respectively. When the mold oscillation frequency increases, the size of HFA in PSD map becomes smaller, and the HFA disappears when the frequency increases to 2.0 Hz. This means surface defects (OMs) caused by the high frequency fluctuation will be reduced with a higher mold oscillation frequency. The low frequency signals are also narrowing with the increase of oscillation frequency, because of the inhibited bulk melt solidification due to the less heat released and reduced heat transfer rate across the gap.

PSD (in dB/Hz) analysis for heat flux across mold during casting for different mold oscillation frequencies (↓ points the melt bath)
Figure 11 shows the magnitude of the first derivative of heat flux peaks decreases and shell surface especially the OMs become shallow with the increase of oscillation frequency, and the mild heat flux fluctuation during NST appearing in Figure 11(d) is corresponding to the smooth shell surface. Again, it suggests that a smooth shell surface is associated with less fluctuations of meniscus temperature and heat flux. However, it should be noted the increase of oscillation frequency enhances the friction between the mold and solidified shell,[17–20] thus, surface cracks may occur as shown in Figure 11(d).

The relations between shell surface profile and first order derivative of heat flux with four different mold oscillation frequencies
Influence of Mold Oscillation Stroke on Both Heat Transfer at Meniscus Area and Shell Surface Quality
Four experiments with different mold oscillation stroke of 4, 6, 8, and 10 mm were carried out to study the effect of the stroke on initial shell surface quality.
Figures 12 and 13 show the fluctuations of high frequency temperature and heat flux at the meniscus for above trials, where all fluctuations are oscillating with same frequency and pattern, but different fluctuation magnitude. The average magnitude of the temperature fluctuation is 0.92, 0.85, 0.70, and 0.33 K, and the average magnitude of heat flux fluctuation is 0.096, 0.082, 0.073, and 0.031 MW/m2, corresponding to mold oscillation stroke of 10, 8, 6, and 4 mm, respectively.

Variations of mold hot surface high frequency temperatures (>0.6 Hz) in the vicinity of meniscus during continuous casting with four different mold oscillation strokes: (a) 10 mm; (b) 8 mm; (c) 6 mm; (d) 4 mm

High frequency heat fluxes (>0.6 Hz) in the vicinity of meniscus with four different mold oscillation strokes during continuous casting
One period of fluctuation of temperature as well as heat flux at the meniscus is chosen from Figures 12 and 13 and combined in Figure 14. It can be observed that with the increase of oscillation stroke, the magnitude of fluctuation rises. The larger mold oscillation stroke makes the mold further away from the hot melt when it oscillates upward, which helps the mold releasing more heat resulting in a cooler mold temperature before it dips into the melt, which then leads to the mold temperature fluctuation more dramatic at the meniscus. The NST for above different oscillation stroke is also changing and the NST is 0.269, 0.262, 0.249, and 0.222 second for the stroke of 10, 8, 6, and 4 mm, respectively. A longer NST time means a longer staying time of the mold with the melt moving downward, and it results in a further meniscus solidification and the enhancement of oil infiltration. Thus, there would be more latent heat released and the heat transfer across the gap would be getting improved. Therefore, the fluctuation of the temperature and heat flux is enhanced with the extension of the NST introduced by the increase of the oscillation stroke.

One cycle of fluctuations of high frequent temperatures at meniscus during continuous casting with four different mold oscillation strokes
Figure 15 shows the positive peaks of the first derivative of heat flux that corresponding to the shell surface, and it can be observed that the magnitude of the peaks increases and the OMs become deeper with the increase of oscillation stroke. The results here are consistent with the observation that a longer NST would lead to a more dramatic fluctuation of the high frequency responding temperature and heat flux. And an abrupt fluctuation of temperature or heat flux at the meniscus during NST would deteriorate the shell surface.

The relations between shell surface profile and first order derivative of heat flux with four different mold oscillation strokes
Conclusions
Serial study to investigate the effects of casting parameters on melt initial solidification has been successfully conducted in this article, and the developed technique could be utilized for the analysis of the detailed relationship between the shell surface, responding temperatures/heat fluxes, mold oscillation, and casting temperature. The shell surface especially OMs are strongly depending upon the fluctuations of mold responding temperatures and heat fluxes especially at the meniscus during NST. An abrupt fluctuation would deteriorate the shell surface and deepen OMs pitch. The fluctuations of responding temperature and heat flux are determined by the NST, meniscus solidification, and oil infiltration, which are in turn influenced by the casting conditions, like casting temperature, oscillation frequency, stroke, etc. The fluctuation of temperature and heat flux is unavoidable due to the mold oscillation in/out of the melt bath. The specific conclusions are made as following:
-
1.
When the casting temperature (superheat of the melt) increases, the fluctuation of high frequency temperature, heat flux, and the magnitude of sudden increase of heat flux during NST decreases. The HFA in PSD map becomes smaller and the low frequency signals tend to be narrowed. The magnitude of the first derivative of heat flux decreases corresponding to a smooth shell surface. It could be explained that there is less meniscus solidification and insufficient silicon oil infiltration during an oscillation cycle.
-
2.
When the mold oscillation frequency increases, the time of the mold dipping into the hot melt and NST becomes shorter. Thus, there would be less amount of heat transferred to the cooling mold, and the oil infiltration would also be inhibited due to the short NST. Therefore, the heat transfer across the gap will be weakened leading to the alleviation of the fluctuation of high frequency temperature and heat flux. The size of HFA in PSD map becomes smaller and the low frequency signals are also narrowing with the increase of oscillation frequency. The magnitude of the first derivative of heat flux decreases and corresponds to a smooth shell surface.
-
3.
When the oscillation stroke increases, the fluctuation of the temperature and heat flux increases. The magnitude of the first derivative of heat flux increases and shell surface especially the OMs become deeper with the increase of oscillation stroke. It could be explained as NST is extended due to the increase of oscillation stroke, there would be a larger part of the meniscus solidification and the enhancement of oil infiltration. Thus, there would be more latent heat released and the heat transfer rate across the gap would be enhanced. This reveals a worse surface quality of the shell.
References
R.B. Mahapatra, J.K. Brimacombe, and I.V. Samarasekera: Metall. Trans. B, 1991, vol. 22B, pp. 875–88.
B.G. Thomas, M.S. Jenkins and R.B. Mahapatra: Ironmaking and Steelmaking, 2004, 31(6), pp.485-94.
K. Schwerdtfeger and H. Sha: Metall. Mater. Trans. B, 2000, 31B, 813-26.
M. Hanao, M. Kawamoto and A. Yamanaka: ISIJ Int., 2009, 49(3), 365-74.
H. Nassar, B. Korojy and H. Fredriksson: Ironmaking Steelmaking, 2009 36(7), 521-28.
L. Tang, M. Yao, X. Wang, and X. Zhang: Steel Res. Int., 2012, vol. 83(12), 1203–13.
H.J. Shin, G.G. Lee, W.Y. Choi, S.M. Kang, J.H. Park, S.H. Kim, and B.G. Thomas: AIS Tech 2004, Nashville, TN, 15–17 September 2004, Assoc. Iron Steel Technology, Warrrendale, PA.
P.E. Ramirez-Lopez, P.D. Lee and K.C. Mills: ISIJ Int., 2010, Vol. 50 (3), 425–34.
P.E. Ramirez-Lopez, K.C. Mills, P.D. Lee and B. Santillana: Metall. Mater. Trans. B, 2012, vol. 43B, 109-22.
L. Ferreira, J.E. Spinelli, B. Nestler, A. Garcia: Mater. Chem. Phys. 2008, 111, 444–54.
J. Zhang, D. Chen, S. Wang, M. Long: Steel Res. Int., 2011, 82(3), 213–21.
A.Badri, T.T. Natarajan, C. C. Snyder, K.D. Powers, F.J. Mannion, and A.W. Cramb: Metall. Mater. Trans. B, 2005, 36B, 355-71.
A.Badri, T.T. Natarajan, C. C. Snyder, K. D. Powers, F.J. Mannion, and A.W. Cramb: Metall. Mater. Trans. B, 2005, 36B, 373-83.
H. Zhang, W. Wang, D. Zhou, F. Ma, B. Lu, and L. Zhou: Metall. Mater. Trans. B, 2013, DOI:10.1007/s11663-013-9967-9.
Y. Ko and I. Sohn: in 5th International Congress on the Science and Technology of Steelmaking, Dresden, Germany, TU Bergakademie Freiberg, Germany, 2012.
E.Y. Ko, J. Choi, J.Y. Park, I. Sohn: Met. Mater. Int., 2014, 20, 141-51.
Y. Meng and B.G Thomas: Metall. Mater. Trans. B, 2003, 34B: 685-705.
K. Tsutsumi, H. Murakami, S.I. Nishioka, M. Tada, M. Nakada, and M. Komatsu: Tetsu-to-Hagane, 1998, vol. 84 (9), pp. 617–24.
H.J. Shin, G.G. Lee, S.M. Kang, S.H. Kim, W.Y. Choi, J.H. Park and B. G. Thomas: Iron Steel Technol., 2005, 2(9), 56-69.
J. Sengupta: ISIJ Int., 2006, 46(11), 1635-44.
Acknowledgments
The financial support from the National Science Foundation of China (No.51274244, 51322405) and the Outstanding Scholar Foundation from Hunan Province (14JJ1005) is greatly acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 16, 2013.
Rights and permissions
About this article
Cite this article
Zhou, D., Wang, W., Zhang, H. et al. A Study for Initial Solidification of Sn-Pb Alloy During Continuous Casting: Part II. Effects of Casting Parameters on Initial Solidification and Shell Surface. Metall Mater Trans B 45, 1048–1056 (2014). https://doi.org/10.1007/s11663-014-0058-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-014-0058-3