
Abstract
This research investigates mixing phenomena in bottom gas-stirred ladles using water modeling, which incorporates hexane as the top layer. The effects of slag thickness, nozzle position, number of nozzles, and gas flow rate on mixing time have been investigated. Conditions to improve mixing time have been identified. A single nozzle located at two-thirds of the ladle radius was found to produce the shortest mixing time. Under extremely low gas flow rates, an unusual behavior was observed, where the top layer promoted a decrease in mixing time.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The large success of the ladle furnace is attributed to their ability to enhance both mass transfer and mixing phenomena. Many investigations have been carried out in the past to understand mixing phenomena during bottom gas injection; however, most of the previous research studies have focused on axisymmetrical gas injection as well as a slag-free system. The understanding of mixing phenomena involving the top slag layer and a nozzle configuration with eccentric gas injection is still very poor.
Previous research involving a top layer has been carried out with one nozzle,[1–4] and more recently, including two nozzles at a fixed separation angle.[5,6] This work has concluded that the top layer always increases mixing time. A summary of the expressions reported to compute mixing time in the presence of a top layer, in the last three decades, is shown in Table I. These results indicate, in general, a small effect of the slag physical properties on mixing time and a detrimental effect of slag thickness on mixing time. Both these findings are an indication that mixing phenomena in agitated ladles are controlled by inertial and gravitational forces (i.e., viscous forces would be of secondary importance).
Several mechanisms have been reported to explain flow retardation due to the presence of the top layer[8–12]: It has been suggested that the top layer decreases the average velocity of the underlying phase because part of the input energy is consumed in deformation of the slag/metal interface which then leads to both slag emulsification and spout formation and subsequent steeper flow reversal as the slag thickness increases. In this case, the slag acts as a mechanical barrier that affects the radial energy dissipation to the underlying phase. Mazumdar and Guthrie[12] suggest that the top layer dissipates from 9 to 19 pct of the total stirring energy.
The current study aims to improve the understanding of mixing phenomena in bottom gas-stirred ladles including a top-slag layer. Water modeling will be used to study the influence of the slag thickness, number of nozzles, nozzle location, and gas flow rate on mixing time.
Experimental Work
The experimental work was designed to simulate mixing phenomena in an industrial ladle of 210 tonnes of nominal capacity. This ladle is tapered with an average diameter of 3624 mm and a height of liquid of 2900 mm, which yields an aspect ratio (H/D) of 0.80. These dimensions correspond to the full-scale system and will serve as a basis to define the geometrical scale factor used in the water model. Five variables were investigated in the current study: gas flow rate, slag thickness, number of nozzles, nozzle radial position, and nozzle separation angle.
Experimental Set Up
Gas flow rate control
Air was employed as the gas phase, injected at a pressure of 0.2 MPa (2.04 kg/cm2). The flow rate was controlled by independent mass flowmeters, originally designed for Argon, manufactured by KOFLOC (Model flowcompo) with a maximum range of 2 Nl/min. A conversion chart was developed by using a gas displacement technique from a flask containing a known volume of water. No further corrections for the normal conditions of temperature and pressure were made, because it was considered to have a negligible effect on any corrections.
Tracer injection and measurement
The tracer was injected in the center of one the stirring gas spouts at a depth of 3 mm. It was measured with an electric conductivity sensor (Eutech instruments, model CON 110). It consisted of an aqueous solution saturated with KCl. One ml was employed in each experiment. The electric conductivity increases with every experiment. The water was changed when the electric conductivity approached the value of 2000 μs/cm. The standard criterion of 95 pct of the total concentration was employed to measure mixing time.
Water model design
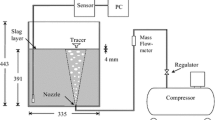
Figure 1 shows a schematic for the experimental set up, and Figure 2 indicates the nozzle radial position and nozzle separation angle.

Experimental set up

Nozzle radial position
In order to preserve geometric similarity in a water model with a diameter of 194 mm, the height of water is maintained at 155.2 mm. The geometric scale factor \( \left( {H_{\text{m}} /H_{\text{fs}} } \right) \) is approximately 1:18. The actual diameter of the porous plug in the full-scale system is 80 mm. In the water model, a nozzle with inner diameter of 3.68 mm, outer diameter of 7 mm, and a height of approximately 3 cm is employed. Nozzles were manufactured using Teflon. Dynamic similarity was computed using the following expression:
where λ is the geometrical scale factor \( \left( {H_{\text{m}} /H_{\text{fs}} } \right) \); H m, and H fs represent the heights of the liquid in the water model and full scale system, respectively; and ″n″ is an exponent with a value of 2.5. This value has been reported by Kim and Fruehan[3] as well as Mazumdar.[13]
The gas flow rate in the full-scale system corresponds to the liquid steel temperature and average pressure at half of the height depth. In the present case, the following relationship is obtained:
If the ladle slag is cold and viscous, then it is recommended operating two plugs at the beginning of a heat. However, once the specified sulfur content is achieved, the process may be operated with only one porous plug. An operation with one porous plug provides a maximum gas flow rate of 35 to 40 Nm3/h. The gas flow rate in the full scale system with two porous plugs can be as low as 5 Nm3/h and as high as 70 Nm3/h. The small gas flow rate with two porous plugs can be due either to inadequate maintenance when liquid steel infiltrated in the pores of the porous plug is not properly removed or to inherent poor quality of the porous plug. The range from 5 to 70 Nm3/h in the full-scale system was converted to the scale for the water model through Eq. [1] obtaining a range from 0.17 to 2.49 Nl/min. The upper value represents extreme stirring conditions that promote a large spout height and consequently conditions which promote reoxidation. A range from 0.1 to 1.8 Nl/min was chosen for the experimental work. The experiments with one nozzle were carried out in the range from 0.1 to 0.8 Nl/min and from 0.4 to 1.8 Nl/min for two nozzles.
Top layer
One problem related to simulation of the slag layer in water models is the difficulty to find a proper liquid that fulfills kinematic similarity. In the full-scale system, the density ratio between upper and lower phase (ρs/ρp) is in the range from 0.42 to 0.49 and the viscosity ratio (μs/μp) from 12 to 60. An ideal top layer in water modeling should obey both ratios, which means a density at least half of the lower phase and also highly viscous, at least 10 times higher than water. Analyzing the various liquids employed in previous experiments, as shown in Table II, it is clearly evident that up to now this is still an unresolved issue. Oils with a low density like pentane, petroleum ether, and hexane, which give a density ratio around 0.62 also have a low viscosity, even lower than that of liquid water. On the other hand, oils with high viscosity like paraffin oil, mustard oil, and olive oil also have a high density, similar to that of liquid water. Silicone oil has been used extensively to simulate the slag because of its availability in a large range of densities; however, it also has the same limitations. When an experiment is carried out with two liquids of similar densities, slag emulsification is severely enhanced.[14] This is not the case for the real system. Slag emulsification consumes stirring energy and decreases the motion of the underlying liquid, which could produce misleading and erroneous predictions for the real steel/slag system. Therefore, it was decided to ensure the current experiments being carried out with a top layer which resulted in a close match to the density ratio between slag and steel. At this time, the authors could not identify a top layer which could also match the viscosity ratio.
In the current study, hexane (C6H14) was chosen as the top layer because of its low density (approximately 639 kg/m3) and a negligible solubility in water, about 13 mg/lt. Hexane yields a density ratio closer to the real system but has a low viscosity [0.239 mPa s at 298 K (25 °C)], much lower than that of water [1 mPa s at 293 K (20 °C)]. The Hexane employed was supplied by Wako pure chemical industries Ltd. The slag thickness was changed from 4 to 8 mm. equivalent to a range from 2.6 to 5.1 pct H m, where H m represents the height of the underlying phase. A typical slag thickness in the ladle furnace is in the order of 2 to 3 pct of the liquid steel height.
Table III summarizes the set of experimental conditions used in the current study.
Preliminary Trials to Define the Position of the Electric Conductivity Sensor
Several investigations[15,16] have concluded that mixing time measurement is affected by the position of the sensor. The same result was also found in the present investigation. This conclusion has been criticized by Krishna-Murthy[17] arguing that there is a unique mixing time, which is independent of sensor position, once the dead zones are eliminated. This involves comparison of mixing times with exactly the same degree of mixing. In order to conform to this concept, the sensor should be placed exactly in the dead zones; however, this is difficult to achieve in practice. In our investigation, it was observed that the lowest flow velocity zone was at the bottom, closer to the walls. Additional analyses were carried out with a special laser pointer and alumina foil powder dispersed in water. This analysis was useful to corroborate the complex location of the dead zones due to variations in both nozzle radial position and gas flow rate. The final position was defined at 10 mm away from the wall and 10 mm from the bottom, and at a point farthest from the nozzles. Another reason to choose this point is to minimize the effect of the relatively large sensor electrode (Ø15 mm × 14 cm) on fluid flow. The authors, based on the previous analysis distinguish two types of mixing times: local mixing time and a true mixing time. The local mixing time is associated with an arbitrary position of the sensor, while the true mixing time corresponds to the position of the sensor in the zone with minimum fluid velocity in the entire ladle. Considering that the zone of lowest fluid velocity in each experimental condition was not unambiguously identified, the reported mixing times in this investigation correspond to local mixing times.
In order to analyze the results related to mixing time measurements, stirring energy was computed based on the equation proposed by Sano and Mori[18]:
where \( \dot{\varepsilon } \) represents stirring energy in Watts/tonne, Q is the gas flow rate in Nm3/min, T is the temperature of liquid in K, ρ L is the density of the liquid in kg/m3, H m is the height of liquid in m, and P is the atmospheric pressure in kg/m s2.
Results and Discussion
Effects of Top Layer, Gas Flow Rate, and Radial Distance on Mixing Time with one Nozzle
Figure 3 shows the experimental values of mixing time as a function of gas flow rate (or stirring energy) at three nozzle radial positions (r/R) for the experiments conducted without a top layer. Each point represents an average of 5-8 experiments. The standard deviation is shown as error bars. The extremely low gas flow rate of 0.1 Nl/min (equivalent to 0.6 W/tonne), corresponding to 3 Nm3/h in the industrial ladle, resulted in long mixing times of up to 320 seconds. The small value of gas flow rate was included in the analysis because it is common to observe malfunction of the gas injection system in the industrial practice. It is evident that small values of gas flow rate lead to poor mixing conditions. The typical maximum values on mixing time at low gas flow rates for homogenization, reported in the literature,[1–6] are usually on the order of 100 through 120 seconds. Such values can be obtained with a minimum gas flow rate of 0.2 Nl/min (equivalent to 1.2 W/tonne). It is observed that mixing time remains constant when the nozzle is moved from the center to a half-radius position and decreases when it is moved closer to the walls at 0.67 R. The shortest mixing time, 22 second, was obtained with a radial position of 0.67 R, a slag-free system and maximum gas flow rate.

Mixing time as a function of gas flow rate (or stirring energy) and nozzle radial position for one nozzle and without a top layer
Stirring energy for a gas flow range from 0.1 to 0.8 Nl/min with one nozzle was found in the range from 0.6 to 4.8 W/tonne. The magnitude of stirring energy is low for the lowest gas flow rate (0.1 Nl/min), however, for the largest gas flow rate (0.8 Nl/min) is close to the critical stirring energy of 4.5 W/tonne defined by Kim and Fruehan[3] to achieve slag emulsification.
Figure 4 summarizes the results on mixing time with one nozzle as a function of either gas flow rate or stirring energy, on logarithmic scales. The solid lines correspond to a slag-free system, and the dotted lines correspond to experiments carried out with a top layer of 4 mm. In each case, it is shown that three lines are corresponding to three nozzle radial positions (0, 0.5 R, and 0.67 R). Based on previous investigations,[1–6] it was expected that the top layer should always increase mixing time. The current results with one nozzle indicate that the top layer always increases mixing time if the nozzle radial position is 0.67 R; however, for the axisymmetrical and half radius positions, a decrease in mixing time was observed if the gas flow rate was extremely low, in the order of 0.1 Nl/min. Associated with the nozzle radial positions that lead to a decrease in mixing time, there is also a decrease in the slope, in opposition to the nozzle radial position at 0.67 R where the slope slightly increased in the presence of the top layer. This effect, where the top layer decreases the mixing time is rare and hence, has not been reported previously in the literature.

Mixing time as a function of gas flow rate (or stirring energy), nozzle radial position, and a top layer of 0 and 4 mm for one nozzle
Effects of Top Layer, Separation Angle, Gas Flow Rate, and Radial Position on Mixing Time with Two Nozzles
The number of experiments at each gas flow rate was increased because of the unusual behavior described previously and also because of reported large values of standard errors. The standard error at low gas flow rates was in the range of 7 to 9 pct and less than 4 pct at high gas flow rates. In general, at higher gas flow rates, each experiment was repeated 15 times and at lower gas flow rates (below 0.8 Nl/min) at least 20 times.
Separation angle of 180 deg; r/R = 0.5, 0.67; h s = 0, 4, 8 mm
The results for a nozzle separation angle of 180 deg are shown in Figure 5. The conditions which produce the overall shortest mixing time with two nozzles separated 180 deg are a nozzle radial position of 0.67 R, no slag, and maximum gas flow rate. However, if the gas flow rate is low, such as 0.4 Nl/min, the nozzle radial position of 0.5 R provides a smaller mixing time in comparison with a nozzle radial position of 0.67 R. These results would suggest a hypothetical operation at half radius at low gas flow rates (below 0.8 Nl/min) and at higher gas flow rates, to switch the operation with a radial position of 0.67 R. At a radial position of half-radius, an increase in slag thickness, increases mixing time. This effect is more pronounced as the gas flow rate increases. Almost the same pattern is exhibited at a nozzle radial position of 0.67 R. In this case, increasing slag thickness from 0 to 4 mm, increases mixing time; however, if the slag thickness is still further increased, from 4 to 8 mm, mixing time increases only if the gas flow rate is above 1.3 Nl/min. At lower gas flow rates, the presence of the top layer decreases mixing time.

Mixing time with two nozzles as a function of gas flow rate (or stirring energy), nozzle radial position, and slag thickness, for a separation angle of 180 deg
In this configuration, for a nozzle radial position of 0.67 R, there is an abrupt decrease in mixing time as the gas flow rate is increased, from approximately 150 → 30 second, when the gas flow rate is increased from 0.4 → 1.8 Nl/min. In contrast, for a nozzle radial position of 0.5 R, the change in mixing time as gas flow rate increases is smaller and in proportion to the thickness of the slag. For a low gas flow rate (0.4 Nl/min), increasing slag thickness does not affect mixing time, however, for a large gas flow rate (1.8 Nl/min), an increase in slag thickness from 0 to 8 mm, significantly increases mixing time, from 40 to 83 second.
Separation angle of 120 deg, r/R = 0.5, 0.67, h s = 0, 4, 8 mm
The results for a nozzle separation angle of 120 deg are shown in Figure 6. For this separation angle, the conditions that result in the shortest mixing time are a nozzle radial position of 0.67 R and maximum gas flow rate. In these conditions, mixing time is similar without the top layer and a slag thickness of 4 mm.

Mixing time with two nozzles as a function of gas flow rate (or stirring energy), nozzle radial position, and slag thickness, for a separation angle of 120 deg
It is observed that for the nozzle radial position at 0.5 R, mixing time is considerably higher than that for a nozzle radial position at 0.67 R, at all gas flow rates and all slag thicknesses. Even in the case of high flow rates, mixing times as high as 100 through 150 seconds were measured. Therefore, a half radius position would not be recommended with two nozzles separated 120 deg. When the nozzle is moved to a radial position of 0.67 R, mixing time decreases as flow rate increases. In this position and at high gas flow rates, the effect of slag thickness on mixing time is relatively small.
Separation angle of 60 deg; r/R = 0.5, 0.67; and h s = 0, 4, 8 mm
Figure 7 shows the results for a separation angle of 60 deg. The conditions that report the shortest mixing time with two nozzles separated 60 deg are a radial position of 0.67 R, no slag, and maximum gas flow rate. The nozzle radial position at 0.67 R, a slag-free system, and maximum gas flow rate describes a pattern that has also been identified in the previous experimental conditions, suggesting an optimum configuration to improve mixing phenomena.

Mixing time with two nozzles as a function of gas flow rate (or stirring energy), nozzle radial position, and slag thickness, for a separation angle of 60 deg
The nozzle radial position at 0.67 R provides better mixing conditions in comparison with the radial position at half radius under two conditions: no slag and a top layer of 4 mm, however, if the slag thickness increases to 8 mm, the radial position at 0.5 R provides better mixing conditions. This behavior is an indication of a more complex nature of fluid flow. In the previous cases for nozzle separation angles of 180 and 120 deg, bubble coalescence was not observed; however, at a separation angle of 60 deg and for a radial position of 0.5 R, it occurred to a small extent.
Separation angle and radial position
Figure 8 shows the relationship between mixing time and separation angle for the radial position of 0.5 R at three values of slag thickness. It is quite interesting to observe a consistent trend on the effect of the slag thickness on mixing time for the radial position of 0.5 R, which indicates that increasing slag thickness also increases mixing time. The increment in mixing time due to the top layer is more pronounced with a separation angle of 120 deg. It is also observed that the shortest mixing time at each separation angle is obtained without the top slag layer. The separation angles of 60 and 180 deg always provide shorter mixing times in comparison with a separation angle of 120 deg. With a different radial position, at 0.67 R, as shown in Figure 9, mixing exhibits some similarities if the slag thickness is lower than 4 mm; however, when the thickness is increased to 8 mm, the separation angle of 60 deg always yields the longest mixing time.

Mixing time with two nozzles as a function of their separation angle anda nozzle radial position of 0.5 R for two gas flow rates

Mixing time with two nozzles as a function of their separation angle and a nozzle radial position of 0.67 R for two gas flow rates
The overall shortest mixing time for the dual nozzle configuration in the present experimental work is always obtained for a nozzle radial position of 0.67 R, a separation angle of 180 deg, a free-slag system, and maximum gas flow rate.
Discussion
One of the purposes of water modeling is the definition of a nozzle configuration in terms of their number and position, which provides the shortest mixing time in industrial ladles. One special feature of the current experimental work was the selection of hexane as the top slag layer to provide a density ratio (ρs/ρp) of 0.64, much closer to the real system in comparison to previous investigations dealing with mixing phenomena in bottom gas-stirred ladles. However, the selection of hexane as the top layer was at the expense of a realistic difference in viscosity between the bath and the top layer. In a real steel/slag system, the viscosity of the slag is much higher than that of liquid steel (60 through 300 vs. 5 mPa second); in contrast, in our experiments, the viscosity of the top slag layer is smaller than that of water. Cho et al.[19] have reported an increase in mixing time with the increase in viscosity of the top slag layer. As mentioned previously, the search for a top layer, which provides a much closer similarity with the actual slag/steel system, requires further investigation.
The current study has presented the complex nature of mixing phenomena when the experiments include, in addition to the top slag layer, more than one gas injection element and also their relative position to each other and the ladle wall. This complexity was also reported by Geng et al.[20] who investigated mixing time in a ladle with dual plugs at three different separation angles without considering the effect of the top layer. These authors reported completely different functional relationships between mixing time and nozzle radial position or their separation angle. A given nozzle radial position yields the shortest mixing time at a particular separation angle, which is different if the nozzle radial position changes. The overall shortest mixing time reported by Geng et al.[20] was for a separation angle of 180 deg, a radial position of 0.75 R, and maximum gas flow rate. In the current study, the radial position was limited to 0.67 R because, as the radial position increases, there is a problem with erosion of the refractory walls in the industrial ladle. Current water modeling method ignores this problem.
The relationship between local mixing time and stirring energy is usually reported by an expression of the following form:
where τm is the local mixing time, C is a constant, ε represents stirring energy, and n is an exponent.
The exponent in the exponential relationship between stirring energy and mixing time has been reported in many investigations with values ranging from 0.23 to 0.68 (without a top layer) with an average value of 0.33, which corresponds to the theoretical predictions. Higher values of the exponential factor indicate a larger effect of the gas flow rate (or stirring energy) on mixing time. The values of the exponent in the current experimental conditions are indicated in Table IV, reporting values in the range from 0.3 to 1.0. In general, the value of this exponent decreases as the thickness of the slag increases. On the contrary, it is increased as the nozzle radial position increases. A decrease in the exponent contributes to decrease mixing time at lower gas flow rates.
The larger values of the exponent in our work are influenced by the large values in mixing time at the low gas flow rate included in the experiments. Asai et al.[21] explained that at low gas flow rates, fluid flow is dominated by viscous forces. These authors reported an exponent of 0.68 for this flow regime. Transition to the flow regime dominated by inertial or turbulent viscous forces was found by increasing stirring energy above 0.7 to 1.4 W/tonne, depending on vessel dimensions. In the current study, the experiments with one nozzle and stirring energies as low as 0.6 W/tonne produced extremely long mixing times. Such small values were included in the analysis because they represent a soft gas injection pattern where the slag eye can be avoided and therefore reoxidation can be eliminated. The slag eye area increases as the gas flow rate also increases. Li et al.[22] reported an increase in the diameter of the slag eye area from 0.43 to 0.81 m when the stirring energy was increased from 1.8 to 5.6 W/tonne.
Previous investigations[23–31] have analyzed the optimum number and location of injection elements to improve mixing time. Most of these investigations have been carried out without a top slag layer, reporting an optimum location at a radial position of 0.5 R; however, only few of them have investigated positions above 0.5 R. In terms of separation angle, previous investigations indicate a wide range of optimum values; 45, 60, 120, and 180 deg. With respect to the number of nozzles only two investigations[30,31] suggest that one nozzle is the optimum number of injection elements that improve mixing time.
Table V shows a summary of the minimum values on mixing time for the whole set of experiments conducted in the current study. It is observed that the shortest mixing time, 22 second, is achieved with one nozzle at a radial position of 0.67 R, a gas flow rate of 0.8 Nl/min (4.8 W/tonne) and no slag. Employing two nozzles, the shortest mixing time, 28 second, is reported for a nozzle radial position of 0.67 R, a nozzle separation angle of 180 deg, a gas flow rate of 1.8 Nl/min (10.78 W/tonne), and no slag. This mixing time is practically similar to that reported with one nozzle and a top layer of 4 mm. Therefore, based only on the criterion on mixing time, this investigation suggests an operation with one nozzle. An operation with only one porous plug in large industrial ladles offers the advantages of lower gas consumption and less maintenance work. Industrial experience indicates that using two porous plugs in large-sized ladles, for example, 210 tonnes, is important to increase slag–metal mixing which directly affects the desulfurization rate and the overall refining time during secondary metallurgy. Therefore, it is also important to incorporate mass transfer in the final analysis of the optimum nozzle configuration.
In Eq. [1], the gas flow rate in the water model is computed from the gas flow rate in the full-scale system and a geometrical scale factor. The derivation of this equation does not describe any limitations related to the geometric scale factor, and furthermore there are no previous investigations indicating upper or lower boundaries in this factor. In the current study, the geometric scale factor was relatively small (approx. 1:18). In a water model with a small geometrical scale factor, as the separation angle and nozzle radial distance decrease, direct bubble interaction and coalescence between plumes are slightly promoted. This situation limited the minimum nozzle separation angle to 60 degrees in the current study. In a large-scale ladle with similar conditions, bubble interaction and coalescence between plumes are not easily promoted.
A decrease in mixing time in the presence of the slag layer was experimentally reported with one and dual nozzle configurations. This unusual behavior was always present when the gas flow rate was extremely low. On visual inspection, the top layer with low viscosity appears to move faster than the underlying phase at low gas flow rates; however, a more detailed investigation is required to explain this unusual phenomena.
Conclusions
A small-scale water model, 1:18, has been used to investigate the effects of the thickness of hexane as the top layer, gas flow rate, nozzle number, nozzle radial position, and nozzle separation angle on mixing time. The experimental evidence suggests the following conclusions:
-
1.
One nozzle eccentrically located at a radial distance of 0.67 R with no slag results in a shorter mixing time in comparison with two nozzles with separation angles of 180, 120, and 60 deg, located at any radial distance.
-
2.
If the ladle has two nozzles, then it is recommended to use a separation angle of 180 deg. The shortest mixing time is achieved at a nozzle radial position of 0.5 R for small gas flow rates and at 0.67 R for gas flow rates higher than 1.3 Nl/min.
-
3.
A ladle with two nozzles and a separation angle of 120 deg should avoid the nozzle radial position of 0.5 R because of poor mixing conditions.
-
4.
In general, the slope in the relationship between local mixing time and stirring energy or gas flow rate decreases as the slag thickness increases. This effect is represented by a decrease in mixing times at low gas flow rates and an increase in mixing times at higher gas flow rates. On the other hand, in general, as the nozzle radial position increases, the slope also increases.
-
5.
In some cases, the top layer instead of affecting mixing conditions, promoted a decrease in mixing time. The low viscosity of hexane in association with extremely low stirring energies appears to be responsible for this unusual behavior.
It also remains as a challenge to identify in a future research a proper top layer able to attain similar ratios on both densities and viscosities with respect to that of the real steel–slag system.
References
O. Haida, T. Emi, S. Yamada and F. Sudo: Scaninject II, Part I, 2 nd International Conference on Injection Metallurgy Organized by MEFOS and JERKONTORET, June 12–13, 1980, Lulea Sweden, paper 20.
Q. Ying, L. Yun and L. Liu: Scaninject III, Part I, 2 nd International Conference on Injection Metallurgy Organized by MEFOS and JERKONTORET, June 15–17, 1983, Lulea Sweden, paper 21.
S. Kim and R. Fruehan: Metall. Trans. B, 1987, vol. 18B, pp. 381-390.
N. Yamashita, K. Miyamoto, M. Iguchi and M. Zeze: ISIJ Int., 2003, vol.43 (11), pp. 1858–1860.
D. Mazumdar, D.S. Kumar (2004) In: G. Irons, S. Sun (eds) Proceedibgs Oxygen in Steelmaking. Met Soc CIM, Hamilton, Canada, pp. 311-323.
S. Patil, D. Satish, M. Peranandhanathan and D. Mazumdar: ISIJ Int., 2010, vol.50 (8), pp. 1117-1124.
L. T. Khajavi and M. Barati: Metall. Mater. Trans. B, 2010, vol. 41B, pp. 86-93.
H. Nakajima, D. Mazumdar, R. Guthrie (1987) Testu-to-Hagane 73:S949.
D. Mazumdar, H. Nakajima and R. Guthrie: Metall. Trans. B, 1988, vol. 19B, pp. 507-511.
M. Iguchi, O. Ilegbusi, H. Ueda, T. Kuranaga and Z. Morita: Metall. Mater. Trans. B, 1996, vol. 27B, pp. 35-41.
L. T. Khajavi and M. Barati: ISIJ Int., 2010, vol.50 (5), pp. 654-662.
D. Mazumdar and R. Guthrie: Metall. Mater. Trans. B, 2010, vol. 41B, pp. 976-989.
D. Mazumdar: Metall. Trans. B, 2002, vol. 33B, pp. 937-941.
Z. Lin and R. Guthrie: Metall. Trans B, 1994, vol. 25B, pp. 885-864.
J. Mietz and F. Oeters: Can. Met.Quart., 1989, vol.28 (1), pp. 19-27.
G. Joo and R. Guthrie. Metall. Trans. B, 1992, vol. 23B,pp. 765-778.
G. Krishna-Murthy and J. Elliot. ISIJ Int., 1982, vol. 32 (2),pp. 190-195.
M. Sano and K. Mori: Trans ISIJ, 1983, vol. 23 (2), pp. 169-175.
S. Cho, S. Hong, J. Han and B. You: Matls. Sc. Forum, 2006, (510-511), pp. 490-493.
D. Geng, H. Lei and J. He: Int. J. Miner. Metall. and Matls., 2010, vol. 17, pp. 709-714.
S. Asai, T. Okamoto, J. He and I. Muchi: Trans. ISIJ, 1983, vol. 23 (1), pp. 43-50.
B. Li, H. Yin, C. Zhou and F. Tsukihashi: ISIJ Int., 2008, vol.48 (12), pp. 1704-1711.
M. Zhu, T. Inomoto, I. Sawada and T. Hsia. ISIJ Int., 1995, vol. 35 (5), pp. 472-479.
S.Pan, Y. Ho and W. Hwang: J. Matls. Eng. and Performance, 1997, vol. 6, pp. 311-318.
L.Zhang, S. Taniguchi, K. Cai and Y. Qu: Steel research, 2000, vol. 71, pp. 325-332.
A. Jauhiainen, L. Jonsson, D. Sheng (2001) Scand. J. Metall 30:242-253.
M. Madan, D. Satish and D. Mazumdar: ISIJ Int., 2005, vol. 45 (5), pp. 677-685.
J. Mandal, S. Patil, M. Madan and D. Mazumdar: Metall. Trans B., 2005, vol. 36B, pp. 479-487.
M. Chen, N. Wang, Y. Yao, J. Geng and K. Xiong: Steel research int., 2007, vol. 78, pp. 468-472.
G. Zhang, Z. Chen, and Y. Xu: ICS, 2008, pp. 335–38.
M. Ramirez-Argaez: Matls. and Manuf. Processes, 2008, vol. 23, pp. 59-68.
Acknowledgements
One of the authors (ANC) expresses his gratitude to Prof. S. Kitamura for the invitation to visit and carry out the experimental work at his laboratory at Tohoku University during the three months in the fall of 2009.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 6, 2012.
Rights and permissions
About this article
Cite this article
Conejo, A.N., Kitamura, S., Maruoka, N. et al. Effects of Top Layer, Nozzle Arrangement, and Gas Flow Rate on Mixing Time in Agitated Ladles by Bottom Gas Injection. Metall Mater Trans B 44, 914–923 (2013). https://doi.org/10.1007/s11663-013-9829-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-013-9829-5