
Abstract
The current study delivered the measurements of viscosities in the system “FeO”-SiO2 in equilibrium with metallic Fe in the composition range between 15 and 40 wt pct SiO2. The experiments were carried out in the temperature range of 1473 K to 1773 K (1200 °C to 1500 °C) using a rotational spindle technique. An analysis of the quenched sample by electron probe X-ray microanalysis (EPMA) after the viscosity measurement enables the composition and microstructure of the slag to be directly linked with the viscosity. The current results are compared with available literature data. The significant discrepancies of the viscosity measurements in this system have been clarified. The possible reasons affecting the accuracy of the viscosity measurement have been discussed. The activation energies derived from the experimental data have a sharp increase at about 33 wt pct SiO2, which corresponds to the composition of fayalite (Fe2SiO4). The modified quasi-chemical model was constructed in the system “FeO”-SiO2 to describe the current viscosity data.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Understanding a metallurgical process requires accurate data on the chemical and physical properties of the slag. Viscosity is a key property of the slag required for optimization and improvement of various metallurgical operations.
“FeO”-SiO2 system in equilibrium with Fe is a base for many metallurgical slags, in particular, in copper smelting, converting, and slag cleaning. Great attention to viscosity of this slag system has been paid by various researchers since the 1940s. Most of the viscosity measurements were carried out using the rotational viscometer[1–7] and the vibrational viscometer[8] was also used. Iron crucible and spindle were commonly used under N2 or Ar flow.[1,3–6,9] Other researchers[2,8] used Mo crucible and spindle under fixed oxygen partial pressures controlled by CO/CO2 mixture. Although many investigations have been carried out, large discrepancies are still present on the high-temperature viscosity of this base slag system.
The study of this fundamental system not only is important in practical aspect but also is essential for the viscosity modeling development. High-temperature viscosity measurements are a time- and cost-consuming process. A viscosity model is an effective way to predict the viscosities of complex slags at a high temperature. However, comprehensive viscosity models can only be developed on the base of accurate experimental data on low-order systems. The aim of the current study is to provide accurate viscosity data on the “FeO”-SiO2 system in equilibrium with Fe to resolve the large discrepancies of the measurements in this system. The verified data will be used in the revision of the quasi-chemical viscosity model[10,11] in multicomponent systems. With such an accurate model, the viscosity of Cu smelting, converting, and cleaning slags over a wide range of compositions and temperatures can be predicted and later can be applied in the process control and modeling.
Experimental
Apparatus
A high-temperature viscosity measurement apparatus developed at The University of Queensland, Australia (Figure 1) was used in the current study.[12,13]

Schematic of the high-temperature viscosity measurement apparatus used in this study
A digital rotational rheometer (model LVDV III Ultra; Brookfield Engineering Laboratories, Middleboro, MA) controlled by a personal computer was used in the current study. The full-scale torque associated with the rheometer of this model is 6.73 × 10−5 N m. The acquisition of the torque measured by the rheometer was simultaneously collected by Rheocalc software provided by Brookfield Engineering Laboratories.
A Pyrox furnace with lanthanum chromite heating elements (maximum temperature 1923 K (1650 °C) was employed. The rheometer placed on a movable platform was enclosed in a gas-tight steel chamber. There were two independent gas flow circuits (one through the chamber, and another through the furnace) to suppress heat to the chamber and protect the rheometer from high temperature. The rheometer rotated co\axially the alumina driving shaft with the cylindrical spindle. The crucible was suspended using an alumina tube and held onto the tube with Pt wires and positioned within the hot zone of the Pyrex tube furnace. A B-type (Pt-6 pct Rh/Pt-30 pct Rh) thermocouple was bound to the suspension tube platform, the tip of which remained adjacent to the crucible at the level where the spindle rotated. This enabled the accurate temperature of the slag to be measured during the viscosity experiments. The removable lid on the bottom of the furnace was equipped with a glass window to monitor the position of the crucible during the viscosity measurement.
Figure 2 provides dimensional details of the cylindrical crucible and spindle used during the current investigations. The coni-cylindrical spindle, with conical ends and a cylindrical body, has been found to minimize the end-effects that were observed when a plain cylindrical spindle was used.[14] The position of the spindle was targeted to be 10 mm away from the bottom of the crucible and 5 mm below the liquid level.

Dimensional details of the crucible and spindle used in the current investigations
The main feature of the experimental setup with top suspension was the possibility of quenching the slag sample immediately after viscosity measurement. The crucible was attached to the alumina suspension tube by Pt wires. This alumina tube was fixed to the “suspension platform” (Figure 1) that can be independently raised or lowered. An alumina “plunger tube” having the same diameter as the crucible was attached to a fixed “plunger platform” and the end of the plunger tube was 2 cm above the crucible. After the viscosity measurements, the lid at the bottom of the furnace was removed and replaced by plastic film. When the quenching mechanism was activated, the suspension tube was raised and then the upper edge of the crucible touched the bottom end of the plunger tube. The Pt suspension wires were therefore sheared by the plunger tube to enable the crucible to drop directly into water bucket beneath the furnace. The ability to quench the slag sample is important because this enables the microstructure of the slag and compositions of the phases present in the slag at temperature to be measured directly after the viscosity measurement. In this way, the uncertainty associated with the changes of the slag composition during the measurements can be minimized. In addition, the presence of crystals, if any, during the experiment can be identified.
Calibration Procedures
The viscosity of the fluid can be determined in simplicity as follows:
where η [Pa s] is viscosity of a Newtonian fluid, K is the instrument constant, and M s [N m−1] is the measured torque at a given rotation speed Ω [m s−1]. The equipment constant K, which is a function of the spindle/crucible geometries and the rheometer, can be determined from calibration of the apparatus with fluids of known viscosity. In the current study, each spindle/crucible set has been calibrated using the standard viscosity fluids supplied by Brookfield Engineering. The standard viscosity liquid was placed in the same crucible containing the same height of liquid level as the slag to be measured. The crucible and standard liquid were submerged in water bath in which the temperature was maintained at 298.0 K (25.0 °C). A series of standard viscosity liquid (0.0092, 0.0484, 0.0968, 0.51, and 0.96 Pa.s) was used in the calibration.
The spindle was first submerged in the standard viscosity liquid and then kept for 30 minutes to ensure the temperature of the spindle identical to the temperature of the standard liquid and water bath. During calibration with the standard fluids (viscosity larger than 0.0968 Pa.s), the range of the most stable and accurate measurements was determined to be at 70–100 pct of the maximal torque. When the viscosity of the standard liquid was lower than 0.0968 Pa.s, the maximum rotation speed was limited below 160 rpm as the spindle may touch the crucible. In this case, the measured torque might be lower. The calibrated crucible, spindle, and rheometer were later used in the high-temperature viscosity measurement with known equipment constant K.
Selection of Crucible/Spindle Material
Various materials could be used for crucible and spindle in high-temperature viscosity measurements, such as Fe, Mo, Pt, Al2O3, and MgO. The material of crucible and spindle was selected based on the particular experimental condition. Preliminary experiments showed that pure Fe starts to soften at 1723 K (1450 °C), which results in changes of the spindle/crucible geometries. A large amount of Fe was found to dissolve in Pt or Pt-Rh under reducing conditions, which not only damages the spindle and crucible but also changes the slag composition. Mo was selected as the material for spindle and crucible in the current study. A composition analysis of the quenched samples showed that a negligible amount of MoO3 (less than 0.5 wt pct) was dissolved in the slags during the viscosity measurement in equilibrium with Fe under ultrahigh-purity Ar atmosphere.
Slag Preparation
The chemicals used in the current study are listed in Table I.
Approximately 35 mL melted slag is required for each viscosity measurement. To maintain the Fe saturation condition, approximately 2 g Fe plate, cut from high-purity iron rod, was placed at the bottom of the Mo crucible. Pure powders of SiO2, Fe, and Fe2O3 were mixed in an agate mortar with desired proportions and pelletized. It is usually not possible to fit all the required mixture into the crucible in the first time—the slag therefore was prepared in two melting stages. The pelletized sample was melted under ultrahigh-purity argon (O2 < 1 ppm, H2O <2 ppm). After the first premelt, the volume of the melt can be measured so that the density of the slag was estimated. After calculation, the rest mixture was added into the crucible to obtain the required height of the liquid level. The sample was melted at a temperature at least 50 K (50 °C) higher than the liquidus temperature, which can be predicted by FactSage 6.2 (CRCT Technologies, Montréal, Canada).[15,16] After the end of the melting procedure, the crucible with the sample was slowly cooled to room temperature.
Viscosity Measurement
The crucible containing fused slag was attached to the suspension tube by 0.5- mm diameter Pt wires. The crucible was placed into the hot zone of the furnace. The plunger tube and rheometer were set up to the proper positions. The spindle attached to an alumina shaft was suspended on the rheometer as rotation spindle. The furnace was properly sealed and the reaction tube was flushed with Ar gas. The furnace was programmed to reach 1773 K (1500 °C) at a linear heating rate of 150 K/h so that the required temperature was raised gradually over 10 hours. After equilibration at the required temperature, the spindle attached to the rheometer was lowered slowly with rotation speed 5 rpm. The position where the bottom of the spindle touched the surface of the slag was determined from the sudden increase of the torque reading—in this way, the exact position of the liquid slag surface was confirmed. Starting from the surface of the liquid slag, the spindle was lowered further 27 mm (note that the height of the slag increases with submerging the spindle) to enable the whole spindle was submerged into the slag and reached the target depth in the liquid. Once the spindle was submerged in the slag the torque readings were taken at a fixed rotation speed. The constant torque reading at a given rotation speed indicates the slag has attained chemical equilibrium. It usually took 0.5 to 1 hour before the equilibration was achieved depending on the viscosity of the slag.
During the measurement, a program was set up in Rheocalc software to automatically record the measured torque readings at three different rotation speeds that were selected to obtain the torque readings 70, 80, and 90 pct, respectively. At each rotation speed, 70 torque readings were taken at 5-second intervals. The first 20 readings were ignored because the rotation speed was not stable, and the average of the rest 50 readings was taken as the final value. The viscosity was calculated from Eq. [1].
The measurements were usually carried out in the order from high temperature to low temperature in 50-deg intervals. After decreasing to a lower temperature, the sample was kept for 0.5 to 1 hour to ensure that new equilibration has been achieved, which was confirmed by the stable torque reading. The lowest measuring temperature was determined by the liquidus temperature of the slag. After finishing all measurements at different temperatures, the quenching mechanism was activated and the sample was quenched into ice water. Inspection of the spindle and crucible during and after the viscosity measurement showed that their geometries remained the same. The Mo-Fe alloy (Composition: 97 wt pct Fe and 3 wt pct Mo) was formed at a high temperature and stuck on the bottom of the Mo crucible, which did not affect the viscosity measurements (Figure 3).

Cross-section of the crucible and sample after the viscosity measurements
After viscosity measurements had been completed, the sample was dropped into water so that the phase assemblages at temperature can be retained. The quenched samples were sectioned, mounted, and polished for electron probe microanalysis (EPMA) measurement. The polished samples were coated with carbon using a JEOL (JEOL Ltd., Tokyo, Japan) carbon coater for electron microscopic examination. A JXA 8200 electron probe microanalyzer (JEOL Ltd.) with wavelength dispersive detectors was used for microstructure and composition analyses. The analysis was conducted at an accelerating voltage of 15 kV and a probe current of 15 nA. The standards used for EPMA were provided by Charles M Taylor Co. (Stanford, CA: CaSiO3 for Si, Fe2O3 for Fe and CaMoO4 for Mo). The ZAF correction procedure supplied with the electron probe was applied. The average accuracy of the EPMA measurements was within 1 wt pct. Under reducing conditions, most of the iron in the slag is present as Fe2+ and the Fe2+/Fe3+ ratio is very high. However, only the metal cation concentrations can be measured by EPMA. The phase compositions are recalculated to oxides on the assumption that all iron is present as Fe2+ for presentation purpose only.
Uncertainties Associated with Viscosity Measurement
The measurement of viscosity at a high temperature is a complicated and systematic work involving many steps that could cause errors. These factors include temperature, composition, spindle/crucible material and geometries, and setup of the experimental apparatus.
Slag viscosity is very sensitive to the temperature that includes not only the absolute temperature but also the temperature profile. In the current study, a B-type thermocouple was always attached to the suspension tube, and the tip of the thermocouple was next to the crucible at the level where the spindle rotated. This arrangement ensures the temperature of the slag to be measured during the viscosity experiment. The working thermocouple was regularly calibrated against a standard thermocouple (supplied by the National Measurement Institute, Sydney, Australia). The Pyrox furnace used in this study has a heating length of 400 mm so that a uniform hot zone of 90 mm can be maintained in which the temperature variation is within 2 K. This enables the melted slag (50 mm in height) to be homogeneous during the viscosity measurement.
The composition of the slag during viscosity measurement may not be able to be accurately determined. In this particular slag system, the composition can be affected by oxygen partial pressure, interaction with spindle/crucible, and slow cooling. For example, if the system is not properly sealed, then the introduction of oxygen from air could significantly increase the liquidus temperature. The viscosity could be measured with the presence of solid phase in the slag. In the current study, the rheometer was properly sealed inside the system and two independent ultrahigh-purity Ar flows ensured the slag to be prevented from the oxidation. Quenching the sample immediately after the viscosity measurement enabled the bulk composition and microstructure of the slag to be retained and accurately measured by following X-ray fluorescence (XRF) and EPMA analyses.
The equipment constant K defined in Eq. [1] is the function of the spindle/crucible geometries and the rheometer. The same set of the spindle, crucible, and rheometer calibrated by the standard liquid has been used for the viscosity measurement to avoid any possible uncertainties associated with the difference in the equipment constant. It was found during the preliminary experiments that the geometries of Fe spindle and crucible changed at temperatures above 1723 K (1450 °C), which resulted in different equipment constant and therefore slag viscosity. The Mo spindle and crucible used in the current study were found to remain their geometries at temperatures up to 1773 K (1500 °C).
The possible uncertainties caused by the weight and position of the spindles have been quantitatively analyzed using standard liquid at 298 K (25 °C).
Weight of spindle
It was found in the current study that weight of the spindle can significantly affect the instrument constant. The instrument constant is usually independent of torque and viscosity. However, it was found that if the weight of the spindle (spindle + shaft) is over 210 g, the instrument constant decreases with increasing torque and viscosity. This is explained by the correlation between expansion of the rheometer spring and the weight of the spindle. It can be seen from Figure 4 that below 210 g, the expansion of the rheometer spring increases slowly with the increasing the weight of the spindle. However, when the weight of the spindle is above 210 g, the expansion of the rheometer spring increases rapidly, which results in unreliable torque measurements. This is the first and important observation that has not been reported previously. The weight of the spindle has to be controlled within the safe range, which is different for different type of rheometers. The spindles used in this project were made from Mo and Al2O3 tube was used as the shaft. The total weight of the spindle and shaft were controlled between 200 and 205 g.

Correlation between expansion of the rheometer spring and weight of the spindle
The gap between spindle and crucible
The torque sensed by the rheometer is dependent on the shear flow fields in the annular gap between the spindle and crucible filling with liquid. If the spindle and crucible are noncoaxial, then the flow fields in the annular gap become non-uniform, which may lead to erroneous measurements. Cold experiments have been undertaken to evaluate the effect of the gap between spindle and crucible on the equipment constant (Figure 5). The spindle was immersed into the liquid at a constant height of 5 mm and the bottom end of the spindle was 10 mm away from the crucible.

Effect of the gap between spindle and crucible on the instrument constant
The measurements were conducted at approximately 80 pct of maximum torque readings. The variation of the equipment constant with respect to the gap between the spindle and the wall of crucible is presented in Figure 5. The results indicated that deviations of the instrument constant caused by centricity increase with decreasing the gap. The effect can be ignored if the gap is greater than 3 mm. The liquid with lower viscosity will be easier to be affected and the “safe” distance decreases with the increase of the viscosity of the liquid. It can be seen from Figure 2 that the maximum gap between spindle and crucible in the present setup was 4.5 mm.
Distance of the spindle from the bottom of crucible
To analyze the effect of the distance between spindle tip and bottom of the crucible, cold-modeling experiments were carried out by taking the measurements with the spindle tip at a distance between 2 and 14 mm from the bottom of the crucible. The spindle was immersed into the liquid at a constant height of 5 mm and the gap between spindle and crucible was kept 4.5 mm. Figure 6 shows a graphical representation of variation of the distance between spindle tip and bottom of the crucible.

Effect of the gap between the spindle tip and the bottom of the crucible on the instrument constant
Figure 6 shows the difference of the instrument constant between the values at different distances and at 10 mm from the bottom. The deviation of the instrument constants was calculated base on the equipment constant at 10 mm from the bottom. It can be seen from Figure 6 that the deviation was considerably low (within 1.3 pct at maximum) caused by the gap on the bottom. The instrument constants became stable when the gap was above 8 mm regardless of the viscosity. In the current study, the spindle tip was kept to be 10 mm away from the bottom of crucible in all measurements.
Thermal expansion of the spindle at high temperature
The calibration of equipment constant K was carried out at 298 K (25 °C). At a high temperature, the size of the spindle can change as a result of thermal expansion. The linear thermal expansion of Mo can be expressed as follows[17]:
where l is the linear size of the object, ∆l is the change of the linear size, a i are experimentally derived parameters, and T is the absolute temperature in K. The thermal expansion of the Mo spindle at 1773 K (1500 °C) is calculated to be 0.009642. The diameter of the spindle at 1773 K (1500 °C) is 16.0*(1 + 0.009642) = 16.15 mm.
The viscosity of the concentric cylinder method can be calculated as follows[18]:
where M is the torque, n is the number of revolutions per second, h and r i are the radius and height of the inner cylinder, and r o the radius of the crucible, assuming the inner diameter of the crucible is kept constant (25 mm). At 298 K (25 °C) the r i = 8.0 mm and r o = 12.5 mm; at 1773 K (1500 °C), the r i = 8.075 mm and r o = 12.5 mm.
The ratio of the viscosity at 1773 K and 298 K (1500 °C and 25 °C) can be calculated:
It can be seen that the possible error introduced from the thermal expansion of the Mo spindle at 1773 K (1500 °C) is estimated to be approximately 3 pct.
Results
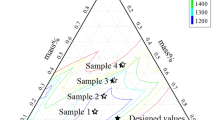
Viscosity measurements have been carried out at seven compositions in “FeO”-SiO2 system in equilibrium with Fe in the temperature range of 1473 K to 1773 K (1200 °C to 1500 °C) (Table II). The sample was quenched after a series of viscosity measurements at different temperatures. It was confirmed that most of the samples were fully liquid during the viscosity measurement as shown in Figure 7. EPMA measurements confirm that the slag compositions after the viscosity measurements are all within 1 wt pct from the planned compositions. It was found in sample 4 quenched from 1473 K (1200 °C) that fayalite (Fe2SiO4) crystals were present in the sample. This finding is in agreement with the liquidus temperature of this composition report by Zhao[19] at 1480 K (1207 °C).

Typical microstructure of sample #3 quenched from 1523 K (1250 °C) after the viscosity measurement
The viscosities listed in Table II are shown in Figure 8 as a function of temperature for each composition. It can be seen that the viscosities increase with decreasing temperature at a given composition. The viscosities at higher SiO2 concentration are more sensitive to the changes in temperature. This will be discussed further in the following sections. At a given temperature, the viscosities increase with increasing SiO2 concentration in the slag. This is clearly shown in Figure 9. It can be seen from Figure 9 that the viscosities increase slowly initially and then rapidly with increasing SiO2 concentration.

Viscosities of “FeO”-SiO2 slags in equilibrium with Fe as a function of temperature

Viscosities of “FeO”-SiO2 slags in equilibrium with Fe as a function of SiO2 concentration
The temperature dependence of the viscosity for a given slag composition can be described by Arrhenius-like equation[20]:
where η is the viscosity in Pa.s, T is the absolute temperature in K, R is the gas constant (8.314 J/mol K), and the temperature-independent parameters A and E a are the pre-exponential factor and the activation energy (kJ/mol), respectively. The Arrhenius equation can be rearranged after taking logarithm:
Equation [6] shows that ln η has a linear relationship with 1/T. It can be seen from Figure 10 that most of the compositions measured in the current study follow the Arrhenius behavior. The only exception is the composition with 31.0 wt pct SiO2 at 1473 K (1200 °C), where the viscosity was measured below the liquidus temperature. Bending of the line for this composition indicates that solid phase was present during the viscosity measurement.

Relationship between ln η against 10,000/T for all the compositions
Discussion
Comparison with Other Data
A large discrepancy of the viscosities in “FeO”-SiO2 system was observed when comparing results from different researchers. The viscosities reported by different researchers are compared with the current experimental data shown in Figure 11 at 1623 K (1350 °C) as an example. The detailed experimental conditions of previous works are summarized in Table III. It is not possible to identify the reasons that caused the discrepancies from limited experimental information given in the publications. The current data show a clear, simple tendency that viscosity continuously increases with increasing SiO2 concentration in the slag, and they are generally in good agreement with some of the previous data.[2–4]

Comparison of the viscosities in “FeO”-SiO2 system in equilibrium with Fe at 1623 K (1350 °C)
One key argument on the viscosity of the “FeO”-SiO2 system is the local maximum near the fayalite composition (24.5 to 32.0 wt pct SiO2). A huge peak was reported by Roentgen et al.[6] and Shiraishi et al.[3] reported a relatively small maximum of the viscosity. The occurrence of local viscosity maximum was attributed to the formation of fayalite (Fe2SiO4) clusters in the melt.[3,7] One of the aims of the current study was to verify the presence of a local viscosity maximum at the fayalite composition. The careful viscosity measurements in the current investigation clearly demonstrate that there is no local maximum viscosity present and the viscosity continuously increases with increasing SiO2 concentration in the slag.
Activation Energy
Activation energies derived from Eq. [6] as a function of SiO2 concentration are listed in Table IV. The experimental determined activation energies in the current study are also compared with the previous data derived from the viscosity (Figure 12). The activation energy was usually linked to the strengths of bonds that need to be broken in order to accomplish the flow.[21] It can be seen from Figure 12 that there were no clear trends of activation energies in previous data and the scatters are significant between different sources. The current results indicate that the activation energies increase slowly with increasing SiO2 concentration up to 33 mole pct, and then a sharp increase of the activation energy occurs at SiO2 concentration 33 mole pct, followed by a relatively slow increase at higher SiO2 concentration. Provided that the activation energy is a function of bond energy,[22] the change of activation energy can be explained by the change in the oxygen bonding in different types. The Si-O-Si, Si-O-Fe, and Fe-O-Fe can be considered as the bridging oxygen (BO), non-bridging oxygen (NBO), and free oxygen (FO), respectively, that were suggested by Fincham and Richardson.[23] The free oxygen does not participate in breaking the bonds and it does not affect the viscosity so much. The silicate network was broken by nonbridging oxygen and therefore the viscosity is decreased. The proportions of nonbridging oxygen calculated from the quasi-chemical model[24] are presented in Figure 13 together with the activation energy. It can be seen that there is a maximum proportion of nonbridging oxygen at 33 mole pct SiO2 concentration. This indicates that the sharp change in activation energy could be due to the formation of large amount of nonbridging oxygen.

Comparison of experimental activation energy between the current study and the data derived from literature

The relationship between activation energy and the NBO
Model Development
Measuring high-temperature viscosity is a time- and cost-consuming process. Several viscosity models have been developed to predict the viscosities of complex slags at high temperature.[25–27] The FactSage viscosity model[16] and the quasi-chemical viscosity (QCV) model[10,11] are extensively used in the viscosity predictions. New parameters in the modified QCV model[11] have been developed based on the current viscosity measurements. The modified QCV model was based on the Eyring equation[28]:
where R is the gas constant, k is the Boltzmann constant, T is the absolute temperature, E v is the energy of vaporization, E a is the activation energy, and m SU and v SU are the weight and volume of a structure unit, respectively. The average mass and volume of structural units (SU), the activation energy, and the energy of vaporization in Eq. [7] are assumed to be related to the interactions between structural units.[11] Therefore, the integral molar activation energy\( \overline{E}_{\text{a} } \), the integral molar vaporization energy\( \Updelta \overline{E}_{v} \), and the average molar mass and volume of structural units m SU and v SU in the current model are expressed through mole fractions of the various structural units X ij by the following equations[11]:
where i and j are metal cations, m ij and v ij are the masses and volumes of the respective structural units (SU, the calculation of m ij and v ij of each SU can be seen in Reference 10), \( \overline{E}_{{\text{a} ,ij}} \) are partial molar activation energies, \( \Updelta \overline{E}_{{\text{V} ,0}} \) is set as 1 J/mol, and \( \varepsilon_{{\text{V} ,ij}} \) are the dimensionless partial vaporization energy coefficients of each structural unit. X ij was related to the pair fraction that can be directly determined by the FactSage thermodynamic software.[16] The expression of partial properties \( \overline{E}_{{\text{a} ,ij}} \) and \( \varepsilon_{{\text{V} ,ij}} \)(represented by P) in the current system was specified as follows:
The parameters used in the current model are listed in Table V. Note that only 5 parameters of \( P_{{\text{Si}\hbox{-}\text{Si} }}^{{\text{Si}\hbox{-}\text{Fe} }} ,\,P_{{\text{Si}\hbox{-}\text{Fe} }}^{0} \) and γ in Table V are obtained from the current experimental data. The current model shows a good reproducibility with the current measurements. The comparison between the present experimental data at 1623 K (1350 °C) with the modified QCV model, FactSage calculation,[16] and QCV model[10] is shown in Figure 14.

Current experimental data compared with modified QCV model, FactSage, and QCV model
It can be seen from Figure 14 that generally, the modified QCV model and FactSage model well described the current experimental data, while the previous QCV model shows a relatively larger deviation at a high SiO2 concentration. The error between the current experimental data and the modified QCV model is within 12 pct.
Conclusions
The viscosities of the “FeO”-SiO2 system in equilibrium with metallic Fe have been measured using the rotational spindle technique in the temperature range of 1473 K to 1773 K (1200 °C to 1500 °C). Molybdenum crucible and spindles were employed in all measurements. The Fe saturation condition was maintained by an iron plate placed at the bottom of the crucible. The equilibrium composition was measured by EPMA analysis.
The current viscosity data clarified that there is no maximum viscosity in the “fayalite” composition in this system. The tendency of activation energy has been discussed and linked to the proportion of nonbridging oxygen. The binary viscosity model has been developed based on the modified QCV model.
References
P. Kozakevitch: Rev. Metall., 1949, vol. 46, pp. 72–82, 505–16.
M. Kucharski, N. Stubina, and J. Toguri: Can. Metall. Q., 1989, vol. 28, pp. 7–11.
Y. Shiraishi, K. Ikeda, A. Tamura, and T. Sairo: Trans. JIM, 1978, vol. 19, pp. 264–74.
G. Urbain, Y. Bottinga, and P. Richet: Geochim. Cosmochim. Acta, 1982, vol. 46, pp. 1061–72.
P. Williams, M. Sunderland, and G. Briggs: Trans. Inst. Mining Met., Section C: Miner. Process. Extract. Metall., 1983, vol. 92, pp. 105–9.
P. Roentgen, H. Winterhager, and R. Kammel: Zeitschrift fur Erzgebau Metall., 1956, vol. 9, pp. 207–14.
G. Kaiura, J. Toguri, and G. Marchant: Metall. Soc. CIM Ann., 1977, pp. 156–60.
T. Myslivec, J. Wozniak, and V. Černý: Collection of Scientific Works of the University of Ostrava, 1974, vol. 20, pp. 57–67.
V.G. Korpachev, S.I. Popel, and O.A. Esin: Izv. VUZ Chern. Metall., 1962, vol. pp. 41–7.
A. Kondratiev, P. Hayes, and E. Jak: ISIJ Int., 2006, vol. 46, pp. 359–67.
M. Suzuki and E. Jak: Proceedings of the VIIII International Conference on Molten Slages, Fluxes and Salt, 2012, Beijing, China, p. W068.
B. Zhao, E. Jak, and P. Hayes: Proceedings of the VIII International Conference on Molten Slages, Fluxes and Salt, 2009, Santiago, Chile, pp. 183–94.
B. Zhao, E. Jak, P.C. Hayes, J. Font, and A. Moyano: The VIII International Conference on Molten Slags, Fluxes and Salt, 2009, Santiago, Chile, pp. 225–35.
F.A. Morrison: Understanding Rheology, Oxford University Press, New York, NY, 2001.
C. Bale, P. Chartrand, S. Degterov, G. Eriksson, K. Hack, R.B. Mahfoud, J. Melançon, A. Pelton, and S. Petersen: CALPHAD, 2002, vol. 62, pp. 189–228.
C. Bale, E. Bélisle, P. Chartrand, S. Degterov, G. Eriksson, K. Hack, I.H. Jung, Y.B. Kang, J. Melançon, and A. Pelton: CALPHAD, 2009, vol. 33, pp. 295–311.
VDEh: Slag Atlas, 2nd ed., Verlag Stahleisen, Düsseldorf, Germany, 1995, p. 351.
R.E. Taylor: Thermal Expansion of Solids, Ed. C.Y. Ho, ASM International, Materials Park, OH, 1998, p. 254.
B. Zhao: Ph.D. Dissertation, University of Queensland, Queensland, Australia, 1999.
P.W. Atkins: Physical Chemistry, 4th ed., Oxford University Press, Oxford, U.K., 1990, p. 671.
B.O. Mysen: Eur. J. Mineral., 2003, vol. 15, pp. 781–802.
J.O.M. Bockris and A.K.N. Reddy: Modern Electrochemistry, Plenum Press, New York, NY, 1970.
C. Fincham and F. Richardson: Proc. R. Soc. London. Ser. A, Mathemat. Phys. Sci., 1954, vol. pp. 40–62.
A. Pelton, S. Degterov, G. Eriksson, C. Robelin, and Y. Dessureault: Metall. Mater. Trans. B, 2000, vol. 31, pp. 651–9.
L. Zhang and S. Jahanshahi: Metall. Mater. Trans. B, 1998, vol. 29B, pp. 177–86.
M. Nakamoto, J. Lee, and T. Tanaka: ISIJ Int., 2005, vol. 45, pp. 651–6.
G.H. Zhang, K.C. Chou, Q.G. Xue, and K.C. Mills: Metall. Mater. Trans. B, 2012, vol. 43B, pp. 64–72.
H. Eyring and J. Hirschfelder: J. Phys. Chem., 1937, vol. 41, pp. 249–57.
Acknowledgments
The authors would like to thank Ms. Jie Yu for the laboratory assistance in development of the viscosity measurement technique. The authors would like to thank Prof. Evgueni Jak and Prof. Peter Hayes for useful discussions. The authors also thank the University of Queensland International Research Tuition Award (UQIRTA) and China Scholarship Council (CSC) for providing scholarships for Mao Chen.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 25, 2012.
Rights and permissions
About this article
Cite this article
Chen, M., Raghunath, S. & Zhao, B. Viscosity Measurements of “FeO”-SiO2 Slag in Equilibrium with Metallic Fe. Metall Mater Trans B 44, 506–515 (2013). https://doi.org/10.1007/s11663-013-9810-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-013-9810-3