
Abstract
According to parameters of the refining ladle with argon bottom blowing, the mathematical model describing the erosion behavior of ladle lining materials was established, the flow process of molten steel and thermal transmission of ladle lining were coupled, and the erosion of ladle lining in the condition of blowing argon at the bottom was researched. It has been found that either single or double blowing is applied, the larger erosion rates are mainly distributed in the slag line and the area of ladle lining near purging plugs, and the erosion is accelerated with the gas flow rate increasing, so the areas with higher erosion rates of the lining should be enhanced to avoid early partial damage. The erosion rate of ladle lining with double blowing is larger and the distribution of erosion is obviously different as the gas flow rate is increasing; serious erosion areas are in the slag line region and the higher erosion areas are concentrated on the slag lining and extended toroidally. And, as the distance between the purging plug and the lining of ladle is shortened, the partial erosion is easy to deteriorate and the refractories in the area with higher erosion rate need specialized selection and design. Meanwhile, the purging plug should be located away from the lining wall under the condition of good blowing effect in order to avoid increasing of the partial erosion and shortening of the lining service life.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The wear of refractories in ladle lining is a complex physical and chemical process; it was affected by many factors which influence each other. The molten steel in the ladle was stirred by blowing gas through the purging plug in the refining process, the lining refractories were eroded more severely, and its service life was shortened significantly.[1] The wear of lining refractories in the refining ladle mainly includes chemical corrosion, mechanical damage, and erosion of molten steel.[2] The chemical corrosion of refractories was mainly studied by slag corrosion experiments and microscopic analysis.[3] In recent years, the corrosion rate of refractories, which is considered primarily to be controlled by the diffusion process, was simulated by calculating the transfer rate of the reaction products in molten steel,[4] and the thermodynamic model of chemical reaction between refractory and slag was established to simulate the slag corrosion rate of refractories.[5] The mechanical damage of refractories could be analyzed by thermal stress calculation and crack propagation.[6] With the application of carbon and zirconium refractories, the slag corrosion resistance and thermal shock resistance of ladle lining have been enhanced. So, the erosion of molten steel has been gradually given more attention[7,8] and the effect of steel flow on refractory erosion was significant, which has been confirmed by a water model experiment.[7] But, the physical modeling for a real high temperature process was very difficult to establish and implement, and the numerical simulation of the erosion was mainly limited in the analysis of shear stress on the refractory wall[8] or simple numerical calculating by defining a fluid erosion factor according to empirical data.[9,10]
The refining ladle was under the harsh conditions of high temperatures and the molten steel includes lots of inclusion particles,[11,12] which has a major impact on the materials’ erosion and sometimes plays a major role.[13] The service life of ladle lining was significantly short in refining conditions; especially the partial refractories in the ladle were severely damaged in the stirring process. Obviously, the erosion of molten steel with lots of inclusions played an important role in the accelerated wear of refractories. In this paper, based on computational fluid dynamics, the comprehensive effect of molten steel and inclusion particles on refractory erosions was considered, the erosion prediction model of refractories for ladle lining was established, and the erosion characteristics of the refining ladle lining with application of purging plug were studied. The optimization and design of the refining ladle with bottom blowing can consider both application parameters of purging plug and refractory erosion and provide the theoretic basis for optimization and design of working lining in refining conditions.
Physical Description
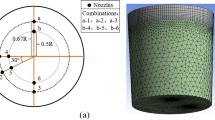
As shown in Figure 1, the selected refining ladle with bottom blowing can contain 300 tons of molten steel, the working lining was mainly composed of corundum refractories, and the bottom radius of the ladle was denoted by R. One or two purging plugs, the locations of which were based on water modeling experiments and the selected gas flow rates of which were actual values from a steel plant, were applied to stir the molten steel. The main parameters of steel-argon system are shown in Table I.

Sketch of refining ladle. (a) Front view, (b) top view
Mathematical Model
Multiphase Flow
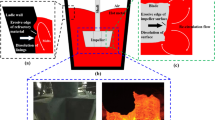
A three-dimensional, steady, turbulent bubbly flow in the ladle was simulated using the Eulerian–Eulerian two-phase flow model in which molten steel was considered as the primary phase and gas as the secondary phase. The continuity and momentum equations for each phase were solved together with the standard k-ε turbulent model for molten steel. The porous media model was used for gas flow through the purging plug.[14] Inclusion trajectories were calculated using the discrete phase model (DPM) which solved a transport equation for each inclusion particle as it traveled through the previously calculated, steady-state flow field of molten steel and argon gas. The detail equations and boundary conditions are the same as in Reference 15.
Erosion of Molten Steel
The refractory erosion at high temperatures can be regarded as plasticity erosion. When the molten steel is poured toward the surface of the refractories, it causes many pits of short cutting and plastic deformation and leads to wear in the case of repeated plastic deformation. The shearing stress was generated due to the relative movement between molten steel with high speed and refractory materials; the surface of the refractory materials was constantly torn and peeled off. The stirring of partial molten steel was exacerbated by the turbulent flow and the erosion was enhanced.
Therefore, according to a quantitative analysis method for erosion,[16] the shearing stress τ and turbulence intensity I were both considered and the erosion rate of the refractory by molten steel, which was expressed by the loss of the refractories’ thickness per unit time, was fitted to the following equation:
where H st is the erosion rate of molten steel, mm h−1; τ is the shearing stress, Pa; and I is the turbulence intensity.
Erosion of Inclusion Particles
Because the molten steel in the ladle includes inclusion particles, which flow together with the molten steel, the erosion on the refractories was a two-phase erosion of solid and liquid. The two main erosion models of materials are brittle erosion and plastic erosion;[17] at room temperature or low temperature, materials show a typical brittle characteristic. In high temperature conditions, materials show clear plastic features,[18] while cutting is the main form of erosion. A large number of studies[18,19] show that erosion of solid particles is mainly concerned with the erosion angle, impact rate, and the nature of the material. The maximum erosion rate of brittle materials occurs near 90 deg, while the maximum erosion rate of plastic materials occurs near 20 to 30 deg of the erosion angle.
The Johnson–Cook model was used to describe the erosion character of inclusion particles in molten steel; the following Semi-empirical correlation formula was used to calculate the erosion rate of refractories:[19]
where E inc is the loss of lining quality per unit quality of inclusions, g kg−1; V s is the impact rate of inclusion particles, m s−1; α is the erosion angle, degree; d is the particle size, μm; and q is the refractory porosity, pct.
To facilitate the follow-up study, the erosion rate of lining quality was converted into the erosion rate of lining thickness, such as type 3 below.
where H inc is the erosion rate of inclusions, mm h−1; ρ r is the density of refractory lining, kg m−3; A r is the area of refractory lining, m2; and W inc is the inclusions’ quality of impacting A r in the unit time, kg h−1.
The inclusions were assumed to be spherical and the density is the same as the alumina particles. The size distribution of inclusion particles is shown in Table II. The inclusion particles in liquid steel grow up with polymerization due to the collision of Brownian motion, turbulent collision, and Stokes collision; the growth rate of the collision can be solved according to Reference 20.
Mathematical Solution
All the equations were calculated simultaneously by commercial software CFX. After getting the steady fluid flow of molten steel in the ladle, the trajectories of inclusions of which the distribution is random in the ladle were solved, the individual programming was applied to import the erosion model, and the flow of molten steel in the ladle, the movement of the inclusions, and the erosion characters were coupled for calculation.
Results and Discussion
The Effect of Gas Flow Rate with Single Blowing
The erosion rate field of the ladle lining using single blowing with different gas flow rates is shown in Figure 2.

The erosion rate field of the ladle lining with single gas blowing. (a) 36 Nm3 h−1, (b) 45 Nm3 h−1, (c) 54 Nm3 h−1
As shown in Figure 2, the higher erosion rate, the area of which increased obviously with the increase of gas flow rate, is mainly in the area of the lining near the purging plug in the condition of single blowing. When the gas flow rate is lower, which is only 3 m3 h−1, the erosion of the lining near the purging plug is widely distributed (as shown in Figure 2(a)), and the area with higher erosion rate, which is only 0.05 to 0.08 m h−1, and is oval near the slag line. But, when the gas flow rate is increased to 45 m3 h−1, the distribution of erosion rate obviously changes (as shown in Figure 2(b)). The higher erosion rate was concentrated on the two pieces of oval areas which were combined with each other near the slag line. And, the area with high erosion rate near the slag line was extended and gradually integrated when the gas flow rate is increased to 54 Nm3 h−1 (as shown in Figure 2(c)).
Thus, single blowing would result in serious erosion in the area of the ladle lining refractory near the purging plug and would lead to excessive erosion; the two areas with higher erosion rates in the working zone of lining should be paid more attention in the optimization and design of working lining in the refining ladle.
The Effect of Gas Flow Rate with Double Blowing
The erosion rate field of the ladle lining using double blowing with different gas flow rates is shown in Figure 3. The flow rate here is for each plug.

The erosion rate field of the ladle lining wall with double gas blowing. (a) 32 Nm3 h−1, (b) 38 Nm3 h−1, (c) 45 Nm3 h−1
As shown in Figure 3, the higher erosion rate was still mainly in the area of the lining near the purging plug in the condition of double blowing. It was evident that the area with higher erosion rate was larger than that in the condition of single blowing because of the existence of an interval between the two purging plugs. The lining erosion rate increases obviously with the increasing of the gas flow rate. When the gas flow rate is lower, which is only 32 Nm3 h−1, the erosion areas are widely distributed in the respective lining near the two purging plugs (as shown in Figure 3(a)). When the gas flow rate is increased to 38 Nm3 h−1, the erosion areas are still distributed in the lining near the two purging plugs (as shown in Figure 3(b)). But, the areas with higher erosion rates are concentrated gradually; for example, the higher erosion rate area of the lining near the purging plug labeled as A is concentrated in the region near slag line because the purging plug A is closer to the lining. When the gas flow rate is increased to 45 Nm3 h−1, the areas with high erosion rates are concentrated near the slag line, which are in the interval between the two purging plugs, and all the working regions of lining are affected by erosion (as shown in Figure 3(c)).
Thus, compared with the single blowing, it is easier for double blowing to cause the whole ladle lining refractory to be eroded severely. Especially, the areas with much higher erosion rate of the lining near the slag line in the interval of the two purging plugs should be enhanced to avoid early partial damage.
The Effect of Single Blowing Position
The erosion rate field of the ladle lining wall using single blowing with different positions is shown in Figure 4, while the gas flow rate is 45 Nm3 h−1.

The erosion rate field of the ladle lining with different position blowing. (a) 0.4R, (b) 0.5R, (c) 0.6R
It is obvious in Figure 4 that the erosion area of the working region of the ladle lining near the purging plug extended gradually as the distance between the purging plug and the lining of ladle was shortened, while the erosion rate distribution of the ladle lining does not change too much. The higher erosion rate, the maximum erosion rate of which increases by 11.1 pct from 0.108 to 0.120 mm h−1, is more concentrated in the local area near the slag line. Therefore, the partial erosion is easy to deteriorate and the refractories in the area with higher erosion rate need specialized selection and design. Meanwhile, the purging plug should be located away from the lining wall under the condition of good blowing effect in order to avoid increasing of the partial erosion and shortening of the lining service life.
Conclusions
-
1.
The higher erosion rate, the area of which increased obviously with the increase of gas flow rate, is mainly in the area of the lining near the purging plugs in the condition of single blowing and double blowing; so, the areas with much higher erosion rate of the lining should be enhanced to avoid early partial damage.
-
2.
Compared with the single blowing, the erosion rate of the ladle lining was faster and more widely distributed when the double blowing was used; so, it is easier for double blowing to cause the whole ladle lining refractory to be eroded severely. Especially, the distribution of erosion is obviously different as the gas flow rate increases, serious erosion areas are in the slag line region, and the higher erosion areas are concentrated on the slag lining and extended toroidally of which the refractories should be necessarily optimized and designed.
-
3.
As the distance between the purging plug and the lining of the ladle is shortened, the partial erosion is easy to deteriorate and the refractories in the area with higher erosion rate need specialized selection and design. Meanwhile, the purging plug should be located away from the lining wall under the condition of good blowing effect in order to avoid increasing of the partial erosion and shortening of the lining service life.
References
Zhang F.Y., Wen L.H. and Kusuhiro M. (2002) Colloid Interface Sci., 253, 211-16.
M. Eizo, K. Satoi: Taikabutsu, 2001, vol. 53(4), pp. 220-28.
M. Jiang: Steel Making, 2003, vol. 19(5): pp.35-40.
A. Kenji: Taikabutsu, 2001, vol. 53(4): pp.178-84.
J. Berjonncan, P. Prigem, J. Poiner: Ceram. Int., 2009, vol. 35, pp. 623-35.
K. Andreev, H. Harmuth: J. Mater. Process. Technol., 2003, vol. 143-144, pp.72-77.
Q. He and G.M. Evans: Ironmaking Conference Proceedings, 61st, Nashville, TN, 2002, pp. 167–76.
V. Singh, A.R. Pal, P. Panigrahi: ISIJ Int., 2008, vol. 48 (4), pp. 430-37.
Z. Meijie, L. Xiaolong, W. Yan, and H. Ao: Adv. Mater. Res., 2010, vol. 105-106, pp. 142-45.
A.P. Campbell, K.A. Pericleous, and M. Cross: Ironmaking Conference Proceedings, 61st, Nashville, Tennessee, 2002, pp. 479–90.
M.J.Zhang, H.Z.Gu, A.Huang: J. Min. Metall. B., 2011, vol. 47(1), pp. 37-44.
Z. Meijie, G. Huazhi, H. Ao: J. Min. Metall. B., 2011, vol. 47(2), pp.137-47.
Yuzheng Lin: Total Corros. Control, 1996, vol.10(4), pp. 1-3.
M.J.Zhang, H.Z.Wang, A.Huang: J. Iron Steel Res., 2008, vol. 20(5), pp.9-13.
A. Ramos: ISIJ Int., 2003, vol. 43 (5), pp.653-62.
Z. Dai: J. Petrochem. Universities, 2007, vol. 20(4), pp. 85-88.
J. Sun, S. Xu: J. Inorg. Mater., 2000, vol.15(5), pp. 889-96.
H. Shui, Y. Renhong, J. Mingxue: Refractories, 2005, vol.39(5), pp.415-18.
A. Huang, H. Gu, M. Lei: Bull. Chin. Ceram. Soc., 2010, vol.29(1), pp.4-7.
M.J. Zhang, H.Z. Wang, and A. Huang: Contin. Cast., 2006, 6, pp. 19–21.
Acknowledgments
This work is supported by the national basic research program of China (2012CB722702) and the key program of natural science of Hubei province of China (2011CDA053).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted March 20, 2012.
Rights and permissions
About this article
Cite this article
Huang, A., Gu, H., Zhang, M. et al. Mathematical Modeling on Erosion Characteristics of Refining Ladle Lining with Application of Purging Plug. Metall Mater Trans B 44, 744–749 (2013). https://doi.org/10.1007/s11663-013-9805-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-013-9805-0