
Abstract
The microstructural and high-temperature mechanical properties of Fe–26Al–xNb (x = 3 and 5 at. pct) are compared. The alloys were investigated “as cast” and after hot rolling at 1473 K (1200 °C). Scanning electron microscopes equipped with EDS and EBSD were used for the microstructure and phase identification. The addition of 3 at. pct of Nb into the Fe3Al matrix leads to the formation of C14 λ—Laves phase (Fe,Al)2Nb (LP) particles spread in the Fe3Al matrix, while an eutectic with thin lamellae of LP C14 λ—Laves phase (Fe,Al)2Nb and matrix is also formed in the iron aluminide with 5 at. pct of Nb. The presence of incoherent precipitates is connected with the enhancement of the high-temperature strength and creep resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Iron aluminides seem to be very promising materials for structural applications due to good properties of their high-temperature (HT) oxidation resistance and mechanical strength up to 873 K (600 °C), lower density in comparison to stainless steel (about 6.0 g/cm3), low raw material costs and savings of expensive alloy elements. These positive properties make Fe3Al intermetallic a candidate for replacing expensive high–alloyed stainless steels.[1,2,3] The improvement of HT mechanical properties (e.g., yield strength, creep resistance, etc.) remains the aim of the research in the study of Fe3Al type iron aluminides. For the enhancement of these properties, alloying by proper elements is used[4,5]:
-
(a)
solid solution hardening by elements with sufficient solubility in the Fe3Al matrix, e.g., Cr, Mo or V
-
(b)
Introducing a D03 order—e.g., Ti increases the temperature of the D03↔B2 transition,
-
(c)
Coherent precipitates are the most effective way for enhancing the HT mechanical properties,
-
(d)
Incoherent precipitates appear due to the limited solid solubility of some elements (e.g., Zr, Nb or Ta).
The research task is to compare the effect of Nb with that of Zr recently tested.[6,7] The low Nb alloyed material was already tested by Kratochvil et al.[8] Alloying by Nb has a beneficial effect on the HT strength and creep resistance of Fe3Al type aluminides.[9,10,11,12] In alloys with 2 and 5 at. pct Nb,[9] a λ1 Laves phase (C14) (Fe,Al)2Nb (LP) appears which is responsible for HT strengthening.
2 Experimental
The alloys were prepared using vacuum induction melting and casting in 1. Brněnské strojírny, Velká Bíteš. The dimensions of the casts (40 × 30× 80 to 90 mm3) were chosen for the preparation of the pieces for technological testing of these alloys in industry. Therefore, hot rolling (see below) was used to obtain the proper state of the material. The chemical composition of the investigated materials was determined by wet analysis and is given in Table I. The mean concentration of the technological impurities coming from the metals used for the preparation of the alloys was: 0.1 at. pct Cr, 0.01 at. pct B, 0.1 at. pct Mn and 0.06 at. pct C.
The surfaces of the alloys for the study of the microstructure and phase identification were prepared by standard metallographic methods and followed by mechanical–chemical polishing by OP-S suspension (Struers). The scanning electron microscopes (SEM) Tescan Vega SB and SEM Zeiss Ultra Plus were used to visualize the structure of the alloys. Both microscopes were equipped with an Oxford 20 mm2 detector for an energy-dispersive X–ray analysis (EDX). The phase identification and type of crystal lattice determination were performed by electron backscatter diffraction (EBSD) on an SEM Zeiss Ultra Plus equipped with an Oxford NodlysNano detector. The grain sizes were determined by EBSD (step size 6 µm, HV 20 kV). The volume fractions of the observed phases were calculated by image analysis, the NIS – Elements from the SEM pictures taken in backscattered electrons (BSE). 10 SEM figures taken in different places in each sample was used for the computation of the volume fraction of the phases. The investigated area was 1 × 1 mm2 for each figure. The individual values were averaged.
The dimensions of samples for the HT compression test were 6 × 6 × 8 mm3. They were prepared by spark machining. Two types of samples were tested:
-
The “as cast” samples
-
The samples called “as received”, which were deformed by rolling at 1473 K (1200 °C) (a total reduction of 50 pct in four steps with a 15 pct thickness reduction for each pass).
Both types of samples were additionally annealed at 1273 K (1000 °C) for 50 hours to achieve phase equilibria and to annihilate internal stresses. This mentioned procedure did not change the structure of the LP, their configuration in the eutectic or volume fraction fv. Subsequently polishing up to 1 µm was the final step in the preparation of the samples for the HT compression tests.
The compression deformations were performed using an INSTRON 1186R at temperatures of 873 K, 973 K and 1073 K (600 °C, 700 °C, and 800 °C) with the initial strain rate of 1.5 × 10−4 s−1. The temperature was kept with the accuracy of 3 K. The characteristic parameter of the alloy in the present paper is the yield stress σ0.2.
A creep test in tension in air were performed with samples machined (up to Ra = 1.6) from the hot rolled alloys. Their gage length was 25, 5 mm diameter and with M12—threaded heads, and their axis was parallel to the rolling direction. After machining, the samples were additionally annealed at 1273 K (1000 °C) for 100 hours to remove all possible internal stresses and slowly cooled in the air. The tests were made with varying stresses to obtain the information about its influence on the creep rate (stress exponent). The testing temperatures were 873 K and 973 K (600 °C and 700 °C).
3 Experimental Results
3.1 Microstructure of the FA3Nb Alloy
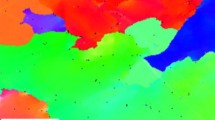
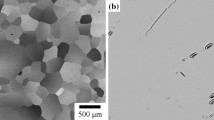
The grains of the FA3Nb “as cast” alloy (Figure 1(a)) are large and have an irregular shape, their size is 200 to 500 µm. The precipitates are λ1 Laves phase (C14) (Fe, Al)2Nb. These appear as smaller irregular shapes up to 10 µm and as needle—like up to 50 µm long (Figure 1(b)). The following composition of precipitates was determined (at. pct): (52.7 ± 0.2) Fe, (19.6 ± 0.6) Al and (27.7 ± 0.1) Nb. They are homogeneously distributed both along the grain boundaries (marked by arrows in Figure 1(b)) and inside the grains.

The structure of the FA3Nb “as cast” sample: (a) the grains of the FA3Nb (EBSD) – the different shading color indicates differences in the crystal lattice orientation inside the matrix, (b) distribution of the LP (BSE detector); Gray: Fe3Al matrix, white: λ—LP
Hot—rolling makes the LP particles in the FA3Nb “as received” sample finer and homogeneously distributed, see Figure 2. The appearance of the needle like precipitates of LP is smaller.

The microstructure of the FA3Nb “as received” sample (BSE detector); Dark gray: Fe3Al matrix, light gray/white: λ—LP
3.2 Microstructure of the FA5Nb Alloy
The grains of the FA5Nb “as cast” alloy are coarse (Figure 3(a)). The LP (C14) forms a eutectic with the Fe3Al matrix (Figure 3(b)). The composition of the LP is (at. pct): (56.4 ± 0.8) Fe, (18.5 ± 1.6) Al and (25.1 ± 1.1) Nb. The LP forms 40 pct of the fraction volume of the eutectic. This is connected with the solubility of the Nb in the aluminide lattice. Similar to the “as cast” iron aluminides alloyed with Zr, a well-developed eutectic already appears in the alloy with 2 at. pct Zr[6,7] due to the lower solubility of the Zr in the iron aluminide lattice.

The structure of the FA5Nb “as cast” sample: (a) the grains of the FA5Nb (EBSD), (b) distribution of the LP (BSE detector); Gray: Fe3Al matrix, white: λ—LP
Also, only two other phases have been very rarely observed in the FA5Nb: niobium carbides NbC (detailed in Figure 3(b), marked as “A”) with a trigonal lattice and metastable μ—phase Nb19(Fe1−xAl x )21 (detailed in Figure 3(b), marked as “B”).
Hot rolling (the FA5Nb “as received”) results in the distortion of the primary eutectic structure in a dense configuration of the isolated LP particles in the matrix, see Figure 4. They are homogeneously distributed and aligned parallel to the rolling direction.

The structure of the FA5Nb “as received” sample (BSE detector); Gray: Fe3Al matrix, white: λ—LP
3.3 The Yield Strength at HT
The values of the HT yield strength σ0.2 are proportional to the volume fractions fv of the LP (inclusive of the data for iron aluminide with 1 at. pct of Nb[8]). The values of fv are given in Table II, the fv of the LP increases with the increasing concentration of the Nb. The HT compression yield strengths σ0.2 are given for the “as cast” in Figure 5(a) and for the “as received” (rolled at 1473 K (1200 °C)) in Figure 5(b) and summarized in Table III also.

Comparison of the HT yield stress curves for (a) the “as cast” samples, (b) the rolled samples (“as received”)
The values of the yield strength σ0.2 of the FA3Nb and FA5Nb “as received” alloys are higher than those for the “as cast” alloys for all temperatures. The values of yield strength σ0.2 of the “as cast” alloys are increasing for all temperatures with an increasing niobium content and decreasing with an increasing temperature. The values of the HT σ0.2 yield stress for the corresponding material alloyed by Zr (marked 25_5)[6] are added into Figure 5(a) for comparison. The following is surprisingly not valid for the “as received” alloys: The strength σ0.2 of the FA5Nb is lower than that of the FA3Nb (with the exclusion of the values at 873 K (600 °C)). For a comparison, the results obtained for the FA1Nb “as received” alloy[8] are added into Tables II and III and to Figure 5(b). The values of the yield strength σ0.2 of this alloy are, at all testing temperatures, lower than those for the FA3Nb and FA5Nb alloys.
3.4 Creep
Creep strength is very important for high-temperature structural application. Therefore, the creep behavior of the studied materials was tested. The stress dependences of the creep rate \( \mathop \varepsilon \limits^\bullet \) of the FA3Nb and FA5Nb “as received“ alloys at 873 K and 973 K (600 °C and 700 °C) are shown in Figure 6. The steady state creep rate may be expressed by an empirical equation in the following form:
where A is the material constant and σ is the applied stress, μ is the shear modulus, n the stress exponent, Q the activation energy, R is the gas constant and T is the absolute temperature.[14] The values of the stress exponent are given in Table IV.

Dependence of the creep rate on the stress of the FA3Nb and FA5Nb “as received” alloys
4 Discussion
First of all, it must be mentioned that the configuration of the LP in both “as cast”—alloys is substantially different: In the “as cast” alloys, the arrangements of LP act as obstacles for the dislocation movement. These are both (i) the individual particles distributed in the matrix (FA3Nb and FA5Nb) and (ii) the continuous barriers of eutectic formed by the Laves phase and the matrix (FA5Nb). One can imagine that the barriers of the eutectic make an efficient obstacle for the movement of the dislocations during the HT deformation. Such a case was described by Kejzlar et al.[6] with a similar additive—Zr. Eutectic regions were formed there with 2 at. pct of Zr already and the authors related the HT mechanical properties to the fraction volume of the eutectic, which already appeared in this alloy at a lower concentration of the additive due to the lower solubility of Zr[13] in the iron aluminide compared to that of the Nb.[12]
We suppose that the strength of the “as cast” alloys is determined by the fraction volume of the eutectic in the respective alloy. Using the data in Table II, the fv of the eutectic in the alloy FA5Nb “as cast” is 23 pct plus the excluding LP, which is not part of eutectic. This is greater than the fv of the individual LP particles which can be taken as the only strengthening mechanism in the FA3Nb “as cast”. The values of the HT yield strength of the Fe3Al with 5 at. pct of Zr material[6] with an fv equal to 47.6 pct of the eutectic are added into Figure 5(a). The HT σ0.2 yield strength is increasing with an increasing fraction volume of the LP (in both the Nb and the Zr alloyed Fe3Al also). In spite of the fact that the concentrations of Al in both cases—alloys with Nb and Zr slightly differ (27.3 in this paper compared to 25.4 in[6]), the influence of Al on Fe3Al on the strength at a HT is very small.[1]
The situation is different in the material denoted “as received”: After rolling at 1473 K (1200 °C) the eutectic configuration in the FA5Nb alloy is damaged and a homogeneous distribution of separated LP particles in the matrix is generated. Thus, the continuous eutectic barrier for the movement of the dislocations in the “as cast” alloy is substituted by the individual LP particles spread in the matrix. The configuration enhances the strength (see Table III) at 873 K (600 °C) and 973 K (700 °C), but eliminates the hardening effect at 1073 K (800 °C).
The situation is completely different in the FA3Nb alloy in which the rolling makes the distribution of the LP even denser and the particles themselves smaller, which makes the alloy even harder at 1073 K (800 °C).
The value of the stress exponent determined from the stress dependence of the creep rate is important for estimating creep mechanisms. A stress exponent of five suggests that the creep rate is controlled by the climb of the dislocations over the particles.[14,15]
In the case of the FA3Nb samples crept at 973 K (700 °C), the value of n is close to 1 which suggests the activity of a bulk diffusion mechanism. It should be mentioned that for low applied stresses and high temperatures, the creep rate may be expressed as.[16,17]
where AD depends on the atomic volume Ω, the grain size d and on the bulk diffusion coefficient DL.
5 Conclusions
-
The eutectic arrangement of LP + Fe3Al forms in the “as cast” alloy with higher Nb content (Fe3Al with 5 at. pct Nb—FA5Nb). This arrangement is responsible for the increase of the σ0.2 yield stress at HTs.
-
The eutectic configuration in FA5Nb is damaged after hot rolling and the homogeneous distribution of Laves phase particles is formed. This enhances the HT yield stress.
-
In the “as cast” Fe3Al with 3 at. pct Nb (FA3Nb), the low density configuration of Laves phase particles appear. The increase of the HT yield strength is smaller than in the case of the alloy with a higher content of Nb.
-
The creep stress exponent n ≈ 5 [FA5Nb and FA3Nb at 873 K (600 °C)] suggests that the creep rate is controlled by the climb of the dislocations over the particles, n is close to 1 for the FA3Nb sample crept at 973 K (700 °C) which suggests the activity of a bulk diffusion mechanism.
References
C. G. McKamey: Physical Metallurgy and Processing of Intermetallic Compounds, 1994, Springer, Boston, pp. 351 – 391.
[2] N. S. Stoloff: Materials Science and Engineering A258, 1998, pp. 1 – 14.
[3] S. C. Deevi, V. K. Sikka: Intermetallics 4, 1996, pp. 357 – 375.
[4] M. Palm: Intermetallics 13, 2005, pp. 1286 – 1295.
M. Palm, A. Schneider, F. Stein, and G. Sauthoff: Mater. Res. Soc. Symp. Proc., Vol. 842, 2005, S1.7.1–S1.7.12.
P. Kejzlar, P. Kratochvíl, R. Král, V. Vodičková: Metall. Mater. Trans. A. 2014, 45(1), 335–342.
[7] P. Kratochvíl, P. Kejzlar, R. Král, V. Vodičková: Intermetallics 20, 2012, pp. 39 – 46.
P. Kratochvíl, M. Švec, V. Vodičková: Metall. Mater. Trans. A 48, 2017, 4093–4096.
[9] O. Prymak, F. Stein: Intermetallics 18, 2010, pp. 1322 –1326.
Morris DG, Muñoz-Morris MA.: Intermetallics. 2012;23:169-76
D. M. Dimiduk, M. G. Mendiratta, D. Banerjee, H. A. Lipsitt: Acta Metallurgica, 36, 2947–58, 1988.
M. Palm: J. Alloys Compd. 2009, 475(1–2), 173–177.
V. Raghavan: Journal of Phase Equilibria and Diffusion, 27, 284–287, 2006.
J. Čadek: Creep in Metallic Materials. Academia, Prague 1988.
O. D. Sherby, J. Wertman: Acta Metall., 1979, 27, 387-400.
C. Herring: J. Appl. Phys. 21, 1950, 437.
F. R. N. Nabarro: Reports on Conference on Strength of Solids, The Physical Society, London, 1948, pp. 75.
Acknowledgments
The research was supported by the Grant Agency of the Czech Republik through the Project No. 16-05608S and with the support of the Institutional Endowment for the Long Term Conceptual Development of Research Institutes (at the Technical University of Liberec), as provided by the Ministry of Education, Youth and Sports of the Czech Republic in the year 2017.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 10, 2017.
Rights and permissions
About this article

Cite this article
Kratochvíl, P., Švec, M., Král, R. et al. The Effect of Nb Addition on the Microstructure and the High-Temperature Strength of Fe3Al Aluminide. Metall Mater Trans A 49, 1598–1603 (2018). https://doi.org/10.1007/s11661-018-4524-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-018-4524-4