
Abstract
Aligned, unidirectional, elongated pores were incorporated in Ti-6Al-4V products fabricated by electron beam melting in order to control the mechanical properties of the products such that they became suitable for biomedical applications. Unidirectional pores were successfully produced when the scan spacing of the electron beam was greater than the diameter of the beam. By changing the scan spacing of the electron beam, the size of the unidirectional pores could be varied. As a result, both the Young’s moduli and the yield stresses of the products with unidirectional pores decreased linearly with an increase in their porosity, owing to the stress concentration coefficient being 1 in the equation representing the relation between strength and porosity for porous materials. Further, low (<35 GPa) Young’s moduli were obtained when the scan spacing was 1 mm or higher, with these values being were close to the typical Young’s modulus of human cortical bone. This suggested that these porous materials could be used to fabricate customized bone implants that exhibited desired mechanical properties and suppressed the stress shielding of bone that is normally noticed when implants made of Ti alloys are used.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metallic materials are widely used as substitutes for human bone tissue because of their mechanical reliability and stable initial postoperative fixation to bone. In particular, Ti and Ti alloys show promise as metallic biomaterials owing to their high strength, excellent corrosion resistance, and compatibility with human bone. However, the significant gap between the Young’s moduli of Ti implants and that of human bone tissue causes stress shielding, which results in decreased bone mass, degradation of bone quality, and subsequent decrease in bone mechanical function.[1,2] Incorporation of pores in the implant material is extremely effective in resolving these problems because the apparent Young’s modulus of the implant material decreases. In addition, the incorporated pores increase the total internal surface area in the material. This not only stabilizes the implant and improves stress transfer between the implant and the bone tissue but also accelerates bone formation. As a result, implants based on porous Ti-based materials are expected to exhibit extended lives in the human body.
It has been reported that the morphology of the pores in the implant material and their direction of elongation have a strong effect on the formation behavior of bone.[3,4] Bone has an anisotropic structure and consists mostly of biological apatite nanocrystals and collagen fibers, suggesting that there is a preferred orientation for the pores, corresponding to that of biological apatite crystals, subject to the bone portion in intact bones[5] and the healing period in regenerated bones.[6,7] In fact, unidirectionally aligned pores that are introduced parallel to the longitudinal axis in long bones promote early regeneration of the bone tissue, with the quality of the formed bone being dependent on the original orientation of the apatite nanocrystals.[8,9] Implants made of porous materials with unidirectional pores also exhibit lower Young’s moduli, resulting in the suppression of stress shielding with respect to the regenerated bone. However, it is difficult to fabricate such Ti-based porous materials with aligned pores using conventional techniques.
The electron beam melting (EBM) method can be used to control the various parameters of a porous structure, including the size and morphology of the pores and porosity, during manufacturing.[10] The EBM method is a layer-by-layer manufacturing technique that enables the production of arbitrarily shaped metallic structures, including porous ones. Recently, different types of porous materials of Ti alloys have been manufactured by the EBM method, such as cellular,[11,12] lattice,[13,14] and mesh structures.[15] These materials exhibited Young’s moduli that were close to that of human bone tissue; however, it has not yet been possible to control the Young’s modulus and/or other mechanical properties of products formed by EBM such that a material suitable for customized bone implants can be produced. Therefore, in this study, structures with unidirectional pores were fabricated by the EBM method to mimic the anisotropic nature of bone, which originates from its constituent materials: biological apatite nanocrystals and collagen fibers. Having unidirectional pores in an implant allows its Young’s modulus to be controlled systematically, thus improving the quality of the regenerated tissue and accelerating new bone formation around the implant.[16,17] On the other hand, it has also been reported that the characteristics of the incorporated pores, such as their size, shape, and distribution, have an effect on the mechanical properties of implants.[18–20] In addition, the porosity of a porous material and the direction of its pores affect the mechanical properties of the material.[21]
In this study, porous structures with regularly arrayed unidirectional pores were fabricated from Ti-6Al-4V alloy utilizing the EBM method. The products, which were to be used for biomedical applications, had unidirectionally aligned pores with a grid spacing of 1.0 mm and exhibited Young’s moduli as low as 34 GPa,[22] suggesting that they were suitable for bone implants as they suppressed stress shielding. This was because their Young’s moduli were similar to that of bone. The conditions for the EBM process, including the scan spacing, were optimized to produce a variety of structures having unidirectional pores. The factors controlling the characteristics of the pores were also determined so that structures with mechanical properties suitable for customized bone implants could be produced.
2 Materials and Methods
A gas-atomized Ti-6Al-4V powder was used as the starting material. The sizes of the spheroidal particles of the powder were 45 to 100 μm, with the mean particle size being 78 μm. An EBM machine (EBM 12, Arcam AB, Sweden) was used to fabricate the various porous products, which were produced using the STereoLithography (STL) data converted from the three-dimensional CAD data of a 10 mm × 10 mm × 10 mm cubic model. The beam current, beam voltage, layer thickness, and scan speed were set to 2 mA, 60 kV, 100 μm, and 100 mm s−1, respectively. Only the scan spacing of the electron beam was varied, with the different values used being 0.1, 0.5, 1.0, 2.5, 5.0, and 10 mm; the other EBM parameters were kept constant. The layer thickness was set to 100 μm. The powder was selectively melted and allowed to solidify, with the process being repeatedly until the fabrication of the product was complete. The process of fabricating the structure utilizing EBM process was schematically illustrated in Figure 1. After the EBM process was completed, unmelted powder was removed to obtain the designed porous products.

Schematic illustration of the EBM process of manufacturing the porous structures in the present study
The thus-fabricated products were cut at their centers in a direction parallel to that of the built direction, and transverse-section made at the center was polished for microstructure characterization. X-ray diffraction (XRD) analyses (X’Pert PRO, PANalytical, The Netherlands) were performed using a Cu target to identify the constituent phases of the products. The microstructures of the products were also observed using optical microscopy (OM) (BX-58M/DP-51, Olympus, Japan) and transmission electron microscopy (TEM) (JSM-3010, JEOL, Japan), with the accelerating voltage used being 300 kV. The internals of the products were characterized using microfocus X-ray computed tomography (μ-CT) (SMX-100CT-SV; Shimadzu, Japan).
The porosity (p) of the products fabricated using different scan spacings were calculated from the following equation:
where d is the volume fraction of the solid part, M is the weight of a product after removal of unmelted powder and 4.43 (in g cm−3) is the mass density of Ti-6Al-4V, accordingly, (M/4.43) is actual volume of a product, and V is the apparent volume calculated from the external dimensions. Hence, the porosity includes both the macroscopic unidirectional pore designed in CAD and the porosities on the structure surface formed during EBM process.
In order to investigate the mechanical properties of the products, uniaxial compression tests were performed at ambient temperature with a strain rate of 1.67 × 10−4 s−1 utilizing a mechanical testing machine (AG-X, Shimadzu, Japan). The direction of loading was parallel to the built direction, i.e., the direction of elongation of the unidirectional pores. Two samples in each scan spacing were tested and the results were averaged. The Young’s moduli of the products were determined from the gradient of the elastic region of the stress–strain curves. A strain gauge was used for measuring the strains.
3 Results
3.1 Morphologies of the Pores of the Ti-6Al-4V Products
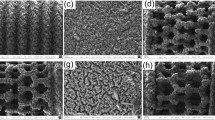
Cubic Ti-6Al-4V products having several types of pores were successfully fabricated by the EBM method. A CAD model of a cube having the dimensions of 10 mm × 10 mm × 10 mm was used, and six different scan spacings, (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm, were employed, as shown in Figure 2. Two-dimensional images of the cross- and transverse-sections of the products were collected, as shown in Figures 3 and 4, respectively. By analyzing a three-dimensional structure using μ-CT, it is possible to detect the presence of pores. The shapes and sizes of these pores, as well as their distributions, surface areas, and connectivity can also be determined using μ-CT data. When the scan spacing was 0.5 mm or lower (Figures 2(a), (b), 3(a), (b), 4(a), and (b)), the fabricated products were considerably densified. No unidirectionally elongated pores designed in CAD were observed; however, flattened pores were randomly distributed in these products. Only pores horizontally flattened against the built direction were observed when the scan spacing of 0.1 mm, while vertically flattened ones were also observed when the scan spacing of 0.5 mm. In contrast, when the scan spacing was equal to or greater than 1.0 mm, unidirectional pores elongated parallel to the built direction and extending throughout the bodies of the products were formed (Figures 2 (c) through (f)), as designed in CAD.

Images of the porous structures manufactured by the EBM method using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm

μ-CT images of the cross sections made at the centers of the porous products fabricated using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm

μ-CT images of the transverse sections made at the centers of the porous products fabricated using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm. The horizontally and vertically flattened pores are indicated by the solid and dashed arrows, respectively
The porosities of the products with flattened pores ranged 10 to 20 pct, whereas the products with unidirectionally elongated pores showed increased porosities of 30 to 80 pct with respect to the scan spacing, as shown in Figure 5.

Changes in the porosity values of the porous structures with changes in the scan spacing. The calculated theoretical porosity values are represented by the dashed line
3.2 Microstructures of the Ti-6Al-4V Products
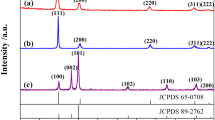
The microstructures of the porous Ti-6Al-4V products were analyzed using OM and TEM. Images of the cross section of the porous product corresponding to a scan spacing of 2.5 mm are typically shown in Figures 6(a) and (b). The product contained a needle-like martensite α′ phase evidenced by the dark contrast in the bright field image representing the presence of dislocations with a high density.[23] This is because of the rapid cooling or rapid solidification as reported by Li et al.[23] This microstructure (Figure 7) and constituent phase determined by XRD (Figure 8) were shown in all products independent of the scan spacing, with the exception that a weak peak corresponding to the β phase was found only in the XRD spectrum of the product with a grid spacing of 0.1 mm (Figure 8(a)). Note that no peaks corresponding to other phases such as orthorhombic martensite (α″) were observed. In addition, the microstructure and constituent phases of these products remained constant throughout the product bodies.

(a) Optical micrograph and (b) TEM bright field images of a cross section made at the center of the porous structure fabricated using a scan spacing of 2.5 mm. The ultrafine features of the acicular structure of α′ phase can be seen

Optical micrographs of the transverse sections made at the centers of the porous structures fabricated using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm

XRD spectra of the porous structures fabricated using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm
3.3 Mechanical Properties of the Ti-6Al-4V Products
Typical nominal stress–nominal strain curves for the porous products are shown in Figure 9. The maximum compressive stress decreased with an increase in the scan spacing. In addition, there was a distinct difference in the compressive behaviors of the products that did not contain any unidirectional pores and those that did (Figures 9(a), (b) and (c) through (f), respectively). The difference in the stress–strain curves can be attributed to the differences in the characteristics of the pores. The products with unidirectional, elongated pores exhibited substantially lower Young’s moduli and yield stresses. Thus, the characteristics of the pores, which were determined by the scan spacing, had a significant effect on the mechanical properties of the porous products fabricated by the EBM method.

Nominal stress–nominal strain curves resulting from compression tests performed at ambient temperature for the porous products fabricated using scan spacings of (a) 0.1 mm, (b) 0.5 mm, (c) 1.0 mm, (d) 2.5 mm, (e) 5.0 mm, and (f) 10.0 mm
4 Discussion
4.1 Changes in the Porosities of the Fabricated Products with Changes in the Grid Spacing
As mentioned previously, two types of pores, flattened ones and unidirectional ones with rectangular cross sections, were formed in the cubic products by the EBM method by varying the scan spacing. The unidirectional, elongated pores were successfully formed in the cubic products when the scan spacing was 1.0 mm or higher, as shown in Figure 2. The morphologies of these pores were determined by the width of the melt-solidified walls, which itself was directly determined by the diameter of the electron beam used in the EBM process. The wall width in the case of the products with unidirectionally elongated pores was determined to be 0.45 mm on average from the µ-CT cross-sectional images. The wall width was constant for the products corresponding to scan spacings of 1.0 mm or higher. This suggested that the walls of the products were constructed by a single scan of the electron beam when the scan spacing was greater than the melt part, allowing unidirectional pores to be introduced in the products for scan spacings of 1.0 mm and higher.
Since the wall width on average was determined to be constant at 0.45 mm for all products with unidirectional pores and also found to be independent of the scan spacing (for spacings of 1.0 mm or higher), the theoretical porosity (p theoretical) for each product can be calculated from the following equation:
where l is the scan spacing (1.0 mm ≤ l ≤ 10.0 mm). The theoretical porosity calculated on the basis of the diameter of the electron beam using Eq. [2] is shown in Figure 5 by the dashed line. The experimentally determined porosity values agreed well with the theoretical ones. This result suggested that the porosities of the products with the unidirectional pores were determined only by the scan spacing of the electron beam in the case of the scan spacings equal to or greater than 1.0 mm.
4.2 Variations in the Microstructures of the Products with Changes in the Scan Spacing
The microstructure of the Ti-6Al-4V alloy is significantly influenced by the cooling rate, owing to the martensite transformation.[24–27] It has been reported that the microstructures of cellular structures fabricated by the EBM method consist of the α′ martensite phase due to the rapid cooling of the structures after irradiation with the focused electron beam.[28] The constituent phase of the porous products fabricated in the present study was also considered to be the α′ martensite phase. Since the cooling rate during the EBM process is relatively higher compared to a conventional casting process, the effect of the scan spacing on the constituent phase of the porous products should be discussed. The microstructures of the products with unidirectionally elongated pores contained analogous features, as can be seen in Figures 7(c) through (f). This was probably because the cooling rates during the fabrication of these products were similar. In addition, the wall widths of all these products were the same because they were all constructed by a single scan of the electron beam. Thus, a high cooling rate could be achieved, leading to the products exhibiting similar microstructures.
Only in the product fabricated with the scan spacing of 0.1 mm, small volume fraction of the β phase was also observed (Figure 8(a)). When the scan spacing was relatively smaller than electron beam diameter used, the thermal history might change due to repeated electron beam irradiation. This repeated electron beam irradiation led to an increase in the input energy per unit volume for these products, which decreased the cooling rate and suppressed the transformation of α′ martensite phase and accelerated the precipitation of the β phase.
4.3 Controlling the Mechanical Properties of the Products by Varying Their Porosities
The products with unidirectionally elongated pores were found to have analogous microstructures, irrespective of the scan spacing. Therefore, it can be inferred that the mechanical properties of the products were determined not by their microstructures, but by their porosities. The relationship between the Young’s moduli of the EBM-fabricated products and their porosities and that between their yield stresses and their porosities are shown in Figures 10(a) and (b), respectively. The values of both parameters decreased with an increase in porosity. Generally, parameters such as the Young’s modulus and yield stress of a porous structure can be expressed as a function of its porosity using the following equation, which was first proposed by Balshin[29]:
where p is the porosity, X is the value of the parameter (i.e., Young’s modulus or yield stress) of the porous structure, X 0 is the value of the same parameter of the structure before pores are incorporated into it, and K is the exponent of the stress concentration factor when the pores are incorporated into the structure.[30] K is closely related to the characteristics of the pores, such as their shape and orientation with respect to the direction of the applied stress, and is defined as
where σ max is the maximum value of the stress (σ).[31] The above-mentioned parameter-porosity relation is equally applicable to porous materials with unidirectional, elongated pores. In the case of long, cylindrical pores orientated parallel to the direction of the stress, there was no effect of stress concentration on the pores, resulting in K being equal to 1. On the other hand, for infinitely long cylindrical pores aligned perpendicular to the stress direction, the effect of stress concentration resulted in K being equal to 3; this was in agreement with the two-dimensional geometrical solution reported by Inglis.[32] This finding also agreed well with the data reported by Simone and Gibson[33] and Hyun et al.[34] for various porous materials. When open cellular pores are aligned uniaxially and elongated parallel to the loading axis, the effect of stress concentration can be ignored, and Eq. [4] can be rewritten as
and
where E and E 0 are the Young’s moduli of the porous structure and the corresponding solid structure, respectively, and σ y and σ y0 are the yield stress of the porous structure and the corresponding solid structure, respectively. Thus, K was set to 1 for the products with unidirectionally elongated pores, which had porosities ranging from 30 to 82 pct. As a result, the experimental data for both the Young’s modulus and the yield stress were fitted well to Eqs. [5] and [6], respectively, as shown in Figure 10. The stress concentration model for conventional porous materials also described accurately the changes in the material properties of the products fabricated by the EBM method and having unidirectionally elongated pores. This suggests that products with desirable Young’s moduli and the yield stresses can be successfully fabricated simply by changing the scan spacing of the electron beam. The products with the unidirectional, elongated pores exhibited Young’s moduli and yield stresses that were substantially lower than those of the products with the randomly distributed spheroidal pores. It should be noted that low Young’s moduli (19 to 34 GPa) were achieved when the grid spacing ranged from 1.0 to 5.0 mm; these Young’s moduli are very close to that of human cortical bone.[35] Moreover, the ultimate strength of the product with a grid spacing of 1.0 mm was approximately 450 MPa and superior to that of the human femur.[36] Hence, products with unidirectionally elongated pores and exhibiting low Young’s moduli and high strengths could be realized through the EBM method. These products show potential as materials for bone implants because their unidirectionally elongated pores inhibit the stress shielding of bone owing to its low Young’s modulus, thus enhancing the formation of new bone, which has an anisotropic microstructure, in the pores. Hence, EBM-fabricated Ti-6Al-4V products with unidirectional pores should be suitable for biomedical applications because their mechanical properties can be controlled to desirable levels and because they exhibit Young’s moduli similar to that of bone.

Changes in the (a) Young’s moduli and (b) compressive yield stresses of the porous products as a function of porosity
5 Conclusions
A variety of three-dimensional porous products were fabricated via the EBM method by controlling the scan spacing, which is one of the most important parameters governing the EBM process. Unidirectional, elongated pores were successfully formed in cubic Ti-6Al-4V products when the scan spacing of the electron beam was 1.0 mm or higher. Regardless of the scan spacing (pore size) the predominant constituent phase of all products seemed to be α′ martensite phase owing to the rapid cooling rate that took place during the EBM process. The Young’s moduli and the yield stresses of the products linearly decreased with an increase in porosity when the scan spacing was 1.0 mm or higher, which represents the capability for easily controlling the mechanical properties of the products with unidirectionally elongated pores utilizing EBM process. Furthermore, low Young’s modulus of the products that is identical to that of bone can be achieved by EBM method, therefore, this process is useful to fabricate porous implant materials to inhibit stress shielding.
References
A.J. Tonino, C.L. Davidson, P.J. Klopper, and L.A. Linclau: J. Bone Jt. Surg., 1976, vol. 58, pp. 107-13.
Y. Noyama, T. Miura, T. Ishimoto, T. Itaya, M. Niinomi, and T. Nakano: Mater. Trans., 2012, vol. 53, pp. 565-70.
A.C. Jones, C.H. Arns, A.P. Sheppard, D.W. Hutmacher, B.K. Milthorpe, and M.A. Knackstedt: Biomaterials, 2007, vol. 28, pp. 2491-504.
J. Klompmaker, H.W.B. Jansen, R.P.H. Veth, H.K.L. Nielsen, J.H. de Groot, and A.J. Pennings: Clin. Mater., 1993, vol. 14, pp. 1-11.
T. Nakano, K. Kaibara, Y. Tabata, N. Nagata, S. Enomoto, E. Marukawa, and Y. Umakoshi: Bone, 2002, vol. 31, pp. 479-87.
T. Nakano, K. Kaibara, T. Ishimoto, Y. Tabata, and Y. Umakoshi: Bone, 2012, vol. 51, pp. 741-47.
T. Ishimoto, T. Nakano. Y. Umakoshi, M. Yamamoto, and Y. Tabata: J. Bone Miner. Res., 2013, vol. 28, pp. 1170-79.
T. Nakano, T. Kan, T. Ishimoto, Y. Ohashi, W. Fujitani, Y. Umakoshi, T. Hattori, Y. Higuchi, M. Tane, and H. Nakajima: Mater. Trans., 2006, vol. 47, pp. 2233-39.
K. Alvarez, S.-K. Hyun, T. Nakano, Y. Umakoshi, and H. Nakajima: Mater. Sci. Eng. C, 2009, vol. C29, pp. 1182-90.
O.L.A. Harrysson, Y.A. Hosni, and J.F. Nayfeh: BMC Musculoskelet. Disord., 2007, vol. 8, pp. 91-100.
P. Heinl, A. Rottmair, C. Körner, and R.F. Singer: Adv. Eng. Mater., 2007, vol. 9, pp. 360-64.
X.Y. Cheng, S.J. Li, L.E. Murr, Z.B. Zhang, Y.L. Hao, R. Yang, F. Medina, and R.B. Wicker: J. Mech. Behav. Biomed. Mater., 2012, vol. 16, pp. 153-62.
O. Cansizoglu, O. Harrysson, D. Cormier, H. West, and T. Mahale: Mater. Sci. Eng. A, 2008, vol. A492, pp. 468–74.
J. Parthasarathy, B. Starly, S. Raman, and A. Christensen: J. Mech. Behav. Biomed. Mater., 2010, vol. 3, pp. 249-59.
L. Yang, O. Harrysson, H. West, and D. Cormier: Acta Mater., 2012, vol. 60, pp. 3370-79.
T. Nakano, W. Fujitani, T. Ishimoto, J.-W. Lee, N. Ikeo, H. Fukuda, and K. Kuramoto: ISIJ Int., 2011, vol. 51, pp. 262-68.
Y. Noyama, T. Nakano, T. Ishimoto, T. Sakai, and H. Yoshikawa: Bone, 2013, vol. 52, pp. 659-67.
J. Banhart and J. Baumeister: MRS Symposium Proceedings, D.S. Schwartz, D.S. Shih, A.G. Evans, and H.N.G. Wadley, eds., Cambridge University Press, Cambridge, 1998, vol. 521, pp. 121–32.
J. Baumeister, J. Banhart, and M. Weber: Mater. Des., 1997, vol. 18, pp. 217-20.
A.H. Brothers and D.C. Dunand: Scripta Mater., 2006, vol. 54, pp. 513-20.
S.K. Hyum and H. Nakajima: Mater. Sci. Eng. A, 2003, vol. A340, pp. 258-64.
N. Ikeo, T. Ishimoto, H. Fukuda, and T. Nakano: Adv. Mater. Res., 2012, vol. 409, pp. 142-45.
S.J. Li, L.E. Murr, X.Y. Cheng, Z.B. Zhang, Y.L. Hao, R. Yang, F. Medina, and R.B. Wicker: Acta Mater., 2012, vol. 60, pp. 793-802.
G. Lütjering and J.C. Williams: Titanium; 2 nd ed., Springer, Berlin, 2007.
F. J. Gil, J. M. Manero, M. P. Ginebra, and J. A. Planell: Mater. Sci. Eng. A, 2003, vol. A349, pp. 150-55.
G. Sridhar, R. Gopalan, and D.S. Sarma: Metallography, 1987, vol. 20, pp. 291-310.
G. Sridhar, R. Gopalan, and D.S. Sarma: Mater. Sci. Eng. A, 1998, vol. A243, pp. 206-11.
L.E. Murr, S.A. Quinones, S.M. Gaytan, M.I. Lopez, A. Rodela, E.Y. Martinez, D.H. Hernandez, E. Martinez, F. Medina, and R.B. Wicker: J. Mech. Behav. Biomed. Mater., 2009, vol. 2, pp. 20-32.
M.Y. Balshin: Dokl. Akad. Nauk SSSR (in Russian), 1949, vol. 67, pp. 831-34.
A.R. Boccaccini, G. Ondracek, and E. Mombello: J. Mater. Sci. Lett., 1996, vol. 15, pp. 534-36.
R.E. Peterson: Stress Concentration Design Factors; John Wiley & Sons, New York, NY, 1953.
C.R. Inglis: Trans. Inst. Nav. Archit., 1913, vol. 55, pp. 219-30.
A.E. Simone and L.J. Gibson: Acta Mater., 1996, vol. 44, pp. 1437-47.
S.K. Hyun, K. Murakami, and H. Nakajima: Mater. Sci. Eng. A, 2001, vol. A299, pp. 241-48.
J.Y. Rho, T.Y. Tsui, and G.M. Pharr: Biomaterials, 1997, vol. 18, pp. 1325-30.
D.T. Reilly and A.H. Burstein: J. Biomech., 1975, vol. 8, pp. 393-405.
Acknowledgments
This work was supported by the Grants-in-Aid for Scientific Research (S) from the Japan Society for Promotion of Science (JSPS). T. Nakano would like to thank the Iketani Science and Technology Foundation for partially supporting this research. The authors would like to thank H. Fukuda (Nakashima Medical Co., Ltd) for technical support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 22, 2013.
Rights and permissions
About this article

Cite this article
Ikeo, N., Ishimoto, T., Serizawa, A. et al. Control of Mechanical Properties of Three-Dimensional Ti-6Al-4V Products Fabricated by Electron Beam Melting with Unidirectional Elongated Pores. Metall Mater Trans A 45, 4293–4301 (2014). https://doi.org/10.1007/s11661-014-2396-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-014-2396-9