
Abstract
Pure copper processed by a twist extrusion process with a reduced twist-line slope is investigated. Twist extrusion is a severe plastic deformation technique which is promising for scale-up because it allows for processing of relatively large metallic bars. On the way to commercialization, decreasing costs associated with processing is critical for twist extrusion. As one of the measures, reducing the twist-line slope—an important geometrical feature of twist extrusion—can be advantageous in terms of processing costs. The current study seeks to elucidate effects of reducing the twist-line slope on the microstructure, mechanical properties, and their heterogeneity in the processed metal, which were unclear because most of the previous research has focused on twist extrusion with high twist-line slopes (e.g., 60 deg). Results of the present study suggest that reducing the twist-line slope moderates grain refinement and limits improvement of mechanical properties of the twist-extruded metal. These findings are discussed in terms of the shear strain reversal which is inherent in the process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Development of industrially compatible severe plastic deformation (SPD) methods is a challenging and appealing issue in the modern field of structural materials science. The interest in SPD stems from unique properties that were exhibited by ultrafine-grained materials produced by SPD methods.[1–4] To date, there have been a no. of SPD processes developed at the laboratory scale; however, most of them prove difficult to be commercialized. Twist extrusion (TE) was introduced[5] as an attempt to scale-up the process of high-pressure torsion. Being promising in the commercial sense,[6] TE enjoyed some interest, which is reflected in continuous research on the subject[7–13] as well as in the emergence of new SPD methods inspired by the concept of TE.[14–18]
In the quest to incorporate TE into the industry, such issues as endurance of the tool are becoming important. Of special concern are twist dies, the most expensive tool for TE. Since the main deformation events during TE occur at the transients between the twist channel and the straight (entry and exit) channels of the die (Figure 1), one can expect that the maximum stresses σ of the tool will concentrate around the transient regions. According to the Coffin–Manson relation, the no. of cycles to failure is proportional to σ −k, where k > 1 is a material constant, being k = 2 for tool steels.[19] In the first approximation, stresses, σ, in the die during TE are directly proportional to von Mises strain per pass, ε 0. It, therefore, follows that the no. of passes, N, that the die can endure is N ~ (ε 0)−2. On the other hand, the no. of passes, n, necessary to accumulate a certain von Mises strain, ε (n), in a metallic bar by TE is n ~ (ε 0)−1. From the above relations, one can estimate the amount of bars that can be processed (to a given von Mises strain, ε (n)), in a single TE die without failure of the die as

Schematics of TE dies with (a) β = 36 deg and (b) β = 60 deg with shear planes indicated in yellow and cylindrical coordinate system used in the finite element analysis
In TE, von Mises strain per pass, ε 0, depends on the die geometry. One of the important geometrical features of the TE die is the slope of the twist line, β (Figure 1). The angle β depends on the angle between entry and exit channels, α; the radius of the die profile, R; and the length of the twist channel, H, as
The relation between von Mises strain per pass, ε 0, and the twist-line slope, β, can be approximated as ε 0 ~ tanβ.[5] With this relation, reducing the twist-line slope, β (by decreasing angle α or increasing length H), can be expected to increase the endurance of the TE die. For example, replacing TE dies having β = 55 to 60 deg, which are most commonly used at the laboratory scale,[7–9,20] by TE dies with β = 35 to 40 deg should double the fatigue life of the die according to Eq. [1]. This reasoning makes TE dies with reduced twist-line slopes attractive for prospective commercial application. However, since most of the research on TE has been performed with TE dies of a twist-line slope having β = 60 deg, the effects of reducing the angle on the microstructure and mechanical properties of the product metal were essentially unknown.
Given the motivation of exploring the effects of reducing the twist-line slope, the current paper reports microstructures and mechanical properties of pure copper processed by single- and multi-pass TE with a reduced angle of β = 36 deg. The results of microstructure characterization and mechanical tests are discussed in tandem with the role of the twist-line slope in shear strain reversal in TE. The current study demonstrates that reducing the angle, β, has advantages indeed, such as more uniform deformation and decreased loads needed for extrusion. However, it is also shown that during TE, not only the von Mises strain per pass should be taken into account, but also the amplitude of shear strains, which play the major role in the evolution of the microstructure and mechanical properties of the product metal. Particularly, it is concluded that because of a smaller amplitude of shear strains, using a twist-line slope of β = 36 deg in TE leads to more moderate yield strength and grain refinement of copper compared to those in TE with β = 60 deg.
2 Experimental and Numerical Procedures
2.1 Materials and Methods
Pure copper (99.5 pct) was chosen as a material for the investigation of TE with a low angle β so that the results could be directly compared with previous studies of TE with high angles β conducted with copper.[8] Rectangular bars for TE were machined from hot-rolled rods and then kept at 823 K (550 °C, 0.5 T m) for 1 hour. The samples that underwent only machining and heating are referred to as “initial” in this paper.
A die with a reduced twist-line slope (β = 36 deg) was used for extrusion. To reduce β to 36 deg, a twist channel was designed with α = 120 deg and with a significantly increased length, H, compared to previous TE experiments (e.g., with α = 90 deg and H = 13 mm for β = 60 deg[8]). The fact that at low angles α, the metal flow tends to be forward without shear deformation dictated the choice to elongate the twist channel rather than to decrease the angle between the straight channels, α. Moreover, compared to angle α, length H offers a larger range of practically convenient values.
TE with β = 36 deg was conducted at room temperature (0.02 T m ) with a constant punch speed of 3 mm/second and a back pressure of 200 MPa. The process was repeated up to seven passes for accumulation of large strains. For analysis of the microstructure and mechanical properties after imposing small and large strains, two types of processed bars were examined: after one pass (referred to as “one-pass bar”) and after seven passes (referred to as “seven-pass bar”). Furthermore, as deformation in TE is non-uniform in the plane normal to the extrusion direction, two regions were distinguished and analyzed in the experiments: center and periphery. The corresponding samples are henceforth denoted as “one-pass-center,” and “one-pass-periphery,” “seven-pass-center,” and “seven-pass-periphery.”
Mechanical properties of the samples were evaluated in hardness tests and uniaxial tension. Vickers microhardness was measured with a load of 1 kgf; four indentations were made for every value in hardness plots. Uniaxial tension tests were conducted at room temperature with an initial strain rate of 10−3 seconds−1. Two specimens were tested for each sample for a better statistics of the results. Dimensions of the tensile specimens were proportional to the ASTM standards[21] with the ratio gauge length:width maintained as 4:1.[22] In the uniaxial tension tests, strain was measured with an optical deformation analysis system Aramis 5M.
Microstructure characterization was performed by means of electron backscatter diffraction (EBSD) in a Hitachi scanning electron microscope. EBSD measurements were conducted with different step sizes ranging from 0.09 to 0.8 μm because of a large variance of the size of microstructural features in the processed samples. Pixels with the confidence index less than 0.09 were excluded from the EBSD maps and grain size statistics. Grains were defined as regions, containing at least 50 pixels, in which any two points have a misorientation angle within 15 deg. Ranges of the grain diameters were estimated from grain areas with the assumption of a circular shape of the grains.
Geometrically necessary dislocations (GND) were analyzed based on the linkage between the Nye’s dislocation density tensor and the lattice curvature tensor in the absence of long-range stress fields. The EBSD information on local crystal orientations was used to determine gradients of the crystallographic orientation, which allowed for calculation of six components of the lattice curvature tensor. The density of each dislocation type (in fcc there are 18 screw and edge dislocation types) was identified by minimizing the total energy of GNDs at each EBSD pixel. Finally, the total density of GNDs was calculated by summing densities of individual dislocation types.[23,24]
2.2 Finite Element Procedure
Finite element (FE) software Abaqus was used for numerical analysis of the effects of the angle β on deformation during TE. The TE process was considered a three-dimensional isothermal quasi-static problem with geometries identical to the experimental ones (Figure 2). The bar was represented by a deformable mesh composed of eight-node linear bricks (C3D8R) with reduced integration. The bar was assigned an elasto-plastic material model with isotropic hardening and a yield criterion defined by the von Mises equivalent stress. Reference values of copper were taken for Young’s modulus and Poisson’s ratio, 119 GPa and 0.34, respectively. Isotropic hardening behavior of copper was defined based on results of the uniaxial tension tests of the initial samples (Section II–A). As the actual TE rate was low, strain rate and thermal effects were ignored in the material description for the current analysis. The TE process was modeled in a single step in which the deformable bar was pressed by a rigid punch through a rigid TE die. A velocity boundary condition (3 mm/second) in the extrusion direction was prescribed to the punch. The surface-to-surface contact formulation was used for the contacts between the rigid tools and the bar. To focus on the effects of the twist-line slope, frictionless tangential behavior was defined for the contacts in the current study.

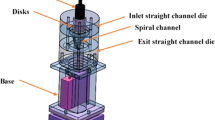
Dimensions of the die with β = 36 deg used in the current study
Another set of FE simulations was conducted with Deform 3D software for analysis of shear strain history. In this case, a simple rigid, perfectly plastic material model was employed.
3 Results and Discussion
3.1 Mechanical Properties
Distribution of mechanical properties in the plane normal to the extrusion direction was assessed by measuring Vickers hardness. Since plastic strain in TE is known to increase radially from the center,[25,26] hardness was plotted against the distance from the center (Figure 3). Similar to previous reports, the present results show that a TE pass leads to a non-uniform distribution of hardness, which increases from the center to the periphery. More uniform distribution of Vickers hardness was obtained in the seven-pass bar, which is seen both in hardness plots and in results of the statistical analysis (Table I). The similar values of standard deviation suggest that the seven-pass bar reveals hardness distribution as uniform as that in the initial sample. It is important to note for discussion in the following sections that while the mean hardness of the seven-pass bar exceeds that of the one-pass bar by only 7 pct, hardness of the one-pass bar in the periphery is almost identical to that of its seven-pass counterpart.

Vickers hardness plotted against distance from the center on plane normal to the extrusion direction. Note that as distance from the center increases, hardness of the bar after one pass increases and becomes identical to hardness of the bar after seven passes. Hardness distribution in the bar after seven passes is more uniform as there is no clear slope as in the bar after one pass
For further analysis of distribution of mechanical properties, uniaxial tension tests were conducted for two regions: center and periphery of each bar (Figure 4). The results for the initial sample show a large region of uniform deformation and moderate yield strength typical of coarse-grained copper. At the same time, all deformed samples revealed increased yield strength but limited strain hardening. Similar to the results of hardness measurements, yield strength of the one-pass bar in the periphery is higher than that in the center. The periphery of the seven-pass bar has also higher yield strength compared to that of the center (Table II; Figure 4(b)), which differs from the fairly uniform character of hardness distribution in the bar cross section (Figure 3).

True stress–strain curves obtained in uniaxial tension at room temperature (a) and the same curves shown at low-strain region (b). Note increased yield strength and limited strain hardening in all samples processed by TE. Of importance for the current study is that one-pass-periphery and seven-pass-center samples have comparable yield strength
The results of the hardness measurements and uniaxial tension tests demonstrate that processing copper by seven TE passes does not lead to a significant increase in yield strength or hardness of copper compared to processing by one TE pass. Indeed, the difference between the mean value of hardness of the one-pass and the seven-pass bars is statistically immaterial (Table I), while the yield strength of the one-pass-periphery sample is even slightly higher than that of the seven-passes-center sample (Table II). Small or no increment of strength characteristics after repetitive passes was also observed in copper subjected to TE with β = 60 deg[8] as well as in other metallic materials processed by various SPD techniques to a large von Mises strain.[27] Of interest for the present analysis, however, is the fact that the maximum yield strength of copper achieved previously by multi-pass TE with β = 60 deg[8] was higher than that in the current study of TE with β = 36 deg (Table II).
The difference of yield strength achieved in TE with β = 36 deg and in TE with β = 60 deg is especially interesting if one takes into account estimation of the maximum accumulative von Mises strain for the two processes. Maximum von Mises strain per pass, ε 0, depends on the twist-line slope β as
Assuming that the accumulative von Mises strain in multi-pass TE, ε (n), increases linearly on the no. of passes, n, that is,
one can find the maximum von Mises strain for TE depending on the twist-line slope and the no. of passes. It follows from Eqs. [3, 4] that two-pass and four-pass TE with β = 60 deg impose maximum von Mises strains of ε (2) = 4.0 and ε (4) = 8.0, respectively. At the same time, calculation for seven-pass TE with β = 36 deg gives a value of ε (7) = 5.9. Relating the von Mises strain to yield strength of copper (Table II), one finds that two-pass TE with ε (2) = 4.0 (β = 60 deg) increases yield strength to 419 MPa, four-pass TE with ε (4) = 8.0 (β = 60 deg) leads to yield strength of 410 MPa, while yield strength of 364 MPa is obtained after seven-pass TE with ε (7) = 5.9 (β = 36 deg).
This consideration suggests that either Eq. [3] provides inaccurate estimation of the von Mises strain or yield strength of copper does not necessarily increase with the accumulative von Mises strain in TE. The next sections present results of numerical simulations and microstructure characterization that were conducted to clarify the dependence of the von Mises strain on the twist-line slope and the no. of passes as well as to shed some light on factors that affect yield strength of copper processed by TE.
3.2 Finite Element Analysis Results
Finite element simulations show some advantages of the TE process with β = 36 deg. First, using a die with β = 36 deg provides more uniform strain distribution compared to that in the case of β = 60 deg (Figure 5). Second, TE with the lower twist-line slope requires lower loads for extrusion. Third, the bar better preserves its shape during extrusion without backpressure (Figure 5), which allows for decreasing the forward pressure further, simplifying the equipment, and thus reducing the processing costs.

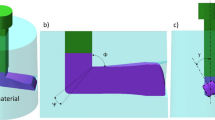
Deformed shape of bar cross section processed by TE with contours of von Mises plastic strains: (a) for β = 36 deg and (b) for β = 60 deg. Contours after multi-pass TE process were plotted with an assumption that von Mises plastic strain increases linearly on the no. of TE passes (Eq. [4]). Arrows show the regions of near values of von Mises plastic strains; rectangles in (a) indicate the approximate locations from where samples for uniaxial tension tests and EBSD analysis were extracted
As to the question on the accuracy of analytical estimation of von Mises strain (Eq. [3]), FE simulations show that the analytical model predicts the right tendencies. Indeed, contours (Figure 5) reveal increase of the equivalent plastic strain (PEEQ) from the center to the periphery. Furthermore, since FE simulations allow for detailed analysis of local deformation, the results can account for the similarity of yield strength obtained for one-pass-edge and seven-pass-center samples processed by TE with β = 36 deg: these regions are characterized by similar von Mises strains (with linear dependence on pass no., Eq. [4]). However, consideration of von Mises strain as the only factor is insufficient to account for smaller yield strength with a higher von Mises strain in seven-pass TE with β = 36 deg when compared to two-pass TE with β = 60 deg.
Taking shear deformation during TE into account can provide some further insight into the discrepancies concerning yield strength of copper twist-extruded with different β values. Simple shear is known to be the main deformation mode in TE.[25] In classical TE, there are two shear planes which are normal to the extrusion direction and are located at the transients between the twist channel and the straight (entry and exit) channels.[25] In the present FE simulations, shear strain was examined for the periphery region by plotting a shear component of the strain rate tensor against displacement of the sample in the extrusion direction (Figure 6). Since shear planes are normal to the extrusion direction, the strain rate tensor was analyzed in a cylindrical coordinate system, Rθz (Figure 1). Curves of the strain rate component, \( \dot{\varepsilon }_{\theta z} \), (Figure 6) for the periphery of the bar show two peaks indicating the shear planes. These curves clearly demonstrate the cyclic nature of shear strain in TE: both shear events occur in the same plane, the absolute value of the shear strain rate component, \( \dot{\varepsilon }_{\theta z} \), is identical for both peaks, whereas the sign of the second peak is always opposite to the sign of the first one.

A shear component of the strain rate tensor plotted for an element in the periphery region for the two TE processes with β = 36 deg and β = 56 deg (coordinate system Rθz is shown in Fig. 1). The amplitude of shear strain rate in the case of β = 36 deg is approximately two times smaller compared to the case of β = 56 deg. The smaller amplitude is expected to be the reason for lower yield strength obtained in copper processed by TE with β = 36 deg. The distances between the peaks correspond to the distances between shearing planes shown in Fig. 1
The curves of the shear strain rate component, \( \dot{\varepsilon }_{\theta z} \), demonstrate that the amplitude of cyclic shear strain rate (and thus shear strain) in TE depends on the angle β: the higher angle β, the larger amplitude of shear strain rate. Particularly, using a TE die with β = 36 deg instead of β = 56 deg decreases shear strain rate amplitude \( \varDelta \dot{\varepsilon } \) two times: from 0.24 (β = 56 deg) to 0.12 (β = 36 deg). These results agree with an analytical relation between the amplitude of shear strain Δε and the angle β:[28]
Indeed, Eq. [5] shows that the amplitude of shear strain in the case of β = 60 deg is more than two times that with β = 36 deg: Δε = 1.00 with β = 60 deg against Δε = 0.42 with β = 36 deg.
This dependence of the amplitude of the shear strain in TE on the angle β is thought to be the very reason for the different values of yield strength of copper obtained by the two TE processes. First of all, simple shear is commonly accepted as the key to grain refinement in SPD processes[29,30] so that higher magnitudes of simple shear strain in each shear plane are expected to lead to more pronounced grain refinement and substructure formation. Moreover, shear is cyclic in both TE processes with β = 36 deg and β = 60 deg but the amplitudes of the shear strain (rate) are different. Reversal of shear strain can lead to at least partial reversal of dislocation structure and deformation texture.[29,31] At the same time, it was suggested that accumulation of statistically stored dislocations produced by smaller shear strains can be reversed more readily.[31] Therefore, one can expect that reducing the angle β in TE dies leads to smaller amplitudes of cyclic shear strain, which can result in easier reversal of the microstructure and thus lower strength characteristics.
The next section presents results of microstructure characterization conducted for examination of the microstructure response to the discussed features of TE with a reduced angle β.
3.3 Microstructure
Distribution of GND and grain structure of the copper samples (Figures 7, 8) were examined to relate the microstructure evolution to the mechanical properties and deformation character in TE discussed in the preceding sections.

Plots of the GND density distribution of copper after one and seven TE passes in the center and periphery regions. The GND density increases with the accumulative von Mises strain. High densities of GND account for limited strain hardening found in all deformed samples (Fig. 4(b)). The one-pass-center sample is characterized by the lowest GND density, which is in accord with a larger range of uniform deformation in this sample

EBSD maps showing grain structures of copper after one and seven TE passes in the center and periphery regions. Despite smaller accumulative von Mises strain, the one-pass-periphery sample was found to have a considerable fraction of grains finer than in the seven-pass-center sample. The finer grain structure in the one-pass-periphery sample is attributed to simple shear dominating in the periphery region. Note different scales of the maps
Representative maps of the GND density (Figure 7) show that the one-pass-center sample is characterized by relatively large areas of low densities [13.0 to 13.5 lg(m−2)] with some localized areas of high GND densities [up to 16 lg(m−2)]. In the other three samples (one-pass-periphery and both multi-pass samples), the GND density is higher and distributed more uniformly. Overall, the average GND density increases from the center to the periphery and with the no. of passes, i.e., with the von Mises strain, although statistically stored dislocations should prevail at large strains.[32] The increase in the GND density during TE can be attributed to the origins of GNDs. GNDs originate from plastic shear gradients, which occur as a result of non-homogeneous deformation induced by the character of loading or plastic inhomogeneity of the material.[33] In TE, plastic shear gradients can occur for both the reasons. First, there is a gradient caused by the geometry of deformation as strain increases radially from the center to the periphery of the sample cross section. At the same time, grain refinement during TE can also cause plastic shear gradients induced by the mismatch of dislocation slip at the grain boundaries.[33]
GNDs affect deformation in that they serve as obstacles for mobile dislocations and as origins of long-range back stresses.[34] In this light, increase in the density of GNDs during processing by TE accounts for limited strain hardening observed in tensile testing of all processed samples (Figure 4(b)). To explain the comparable hardness and yield strength of one-pass-periphery and seven-passes-center, it is also necessary to analyze grain structures of the samples.
After both single- and multi-pass TE processes with β = 36 deg, grains in the periphery are generally smaller than in the center (Figure 8). The grain structure in the periphery after seven passes is the most refined (Table III), as expected. However, of special interest for the current study is that while the one-pass-periphery sample contains a considerable fraction of relatively fine grains, the seven-pass-center contains both relatively fine and large grains. Moreover, grains of all copper samples processed with β = 36 deg are larger than those observed previously[8] in copper after TE with β = 60 deg (Table III). It was pointed out in the previous sections that the von Mises strain in one-pass-periphery sample is lesser than in the seven-pass-center. It follows then that compared to the center region, deformation mode in the periphery is more effective for refinement of the microstructure. As the strain state in the periphery is dominated by simple shear, this conclusion agrees with previous findings that simple shear is the most effective deformation mode for grain refinement,[30,35] whereas the accumulative von Mises strain can be a minor factor.[31] The observation of relatively fine grains in the periphery after one pass accounts for the similar values of yield strength and hardness in the one-pass-periphery and seven-passes-center samples. Grain refinement intensified by the prevalence of simple shear also supports the above reasoning on lower yield strength of copper achieved in the present study with β = 36 deg compared to the previous one[8] with β = 60 deg (Table II). That is, since the simple shear is the major factor for grain refinement, the magnitude of shear strains in TE decides the grain size of copper and thus the mechanical properties. As a result, higher amplitude of shear strain in TE with β = 60 deg provides for more intensive grain refinement (Table III), which leads to better yield strength of copper observed in the experiments (Table II).
4 Summary
Experiments combined with finite element simulations were performed for analysis of microstructure, mechanical properties, deformation, and their heterogeneity in pure copper processed by a TE process with a reduced twist-line slope, β.
Mechanical testing revealed the following tendencies in hardness, yield strength, and strain hardening. First, processing by TE resulted in increase of hardness and yield strength compared to the initial coarse-grained copper. At the same time, all processed samples displayed limited strain hardening. Second, seven-pass TE with β = 36 deg led to a small increment in both hardness and yield strength from those after one TE pass with the same β. Finally, although processed to a high von Mises strain in seven-pass TE with β = 36 deg, yield strength of copper in the current study is lower than that of copper processed to a smaller strain by TE with β = 60 deg in a previous study.
Finite element simulations were employed to elucidate the role of the twist-line slope in deformation during TE and yield strength of the processed metal. It was found that consideration of von Mises strain can account for only some experimental observations of the mechanical properties, such as similar yield strength of the seven-pass-center and one-pass-edge samples processed with β = 36 deg. However, understanding of yield strength of copper processed with different angles—β = 36 deg and β = 60 deg—required consideration of shear deformation. Particularly, the simulations showed that while the character of shear deformation is identically cyclic for both β = 36 deg and β = 60 deg, the amplitude is different and directly proportional to β. Therefore, higher yield strength observed in β = 60 deg was attributed to larger shear strain responsible for grain refinement.
Distribution of GND and grain structure confirmed the main conclusions made upon mechanical testing and finite element simulations. High GND densities in all processed samples account for limited strain hardening observed in tensile testing. The periphery after one TE pass with β = 36 deg was found to contain grains of comparable or even smaller diameters than those in the center after seven passes with the same β. At the same time, grain size of all copper samples processed by TE with β = 36 deg is larger than that observed previously in copper processed with β = 60 deg. These results on grain structure suggest that simple shear is indeed a major factor for grain refinement and improvement of mechanical properties in TE.
Overall, the current investigation leads to a conclusion that reducing the twist-line slope has both advantages (decreased loads and uniform deformation) and drawbacks (decreased efficiency of grain refinement) and, therefore, the choice of the angle twist-line slope, β, should be based on particular requirements to the processed material and associated costs.
References
R. Valiev, R. Islamgaliev, and I.V. Alexandrov: Prog. Mater. Sci., 1999, vol. 45, pp. 103-89.
W. Wang, Y. Song, D. Gao, E.Y. Yoon, D.J. Lee, C.S. Lee, and H.S. Kim, Metal. Mater. Int., 2013, vol. 19, pp. 1021-27.
E.Y. Yoon, D.J. Lee, B. Park, M.R. Akbarpour, M. Farvizi, and H.S. Kim, Metal. Mater. Int., 2013, vol. 19, pp. 927-32.
K.H. Lee and Sun Ig Hong, Korean J. Met. Mater., 2013, vol. 51, pp. 621-27.
Y. Beygelzimer, D. Orlov, and V. Varyukhin: Ultrafine Grained Materials II. The Minerals, Metals & Materials Society, Warrendale, PA, 2002, pp 297-304.
Y. Estrin and A. Vinogradov: Acta Mater., 2013, vol. 61, pp. 782-817.
D. Orlov, Y. Beygelzimer, S. Synkov, V. Varyukhin, N. Tsuji, and Z. Horita: Mater. Sci. Eng. A, 2009, vol. 519, pp. 105-11.
Y. Beygelzimer, D. Orlov, A. Korshunov, S. Synkov, V. Varyukhin, I. Vedernikova, A. Reshetov, A. Synkov, L. Polyakov, and I. Korotchenkova: Solid State Phenom., 2006, vol. 114, pp. 69-78.
M. Berta, D. Orlov, and P.B. Prangnell: Int. J. Mater. Res., 2007, vol. 98, pp. 200-04.
S.R. Bahadori and S.A.A. Akbari Mousavi: JOM, 2012, vol. 64, pp. 593-99.
D. Orlov, Y. Beygelzimer, S. Synkov, V. Varyukhin, and Z. Horita: Mater. Trans., 2008, vol. 49, pp. 2-6.
S.A.A. Akbari Mousavi and Sh. Ranjbar Bahadori: Mater. Sci. Eng. A, 2011, vol. 528, pp. 1242-46.
H. Zendehdel and A. Hassani: Mater. Des. 2012, vol. 37, pp. 13-18.
R. Kocich, L. Kunčická, M. Mihola, and K. Skotnicová: Mater. Sci. Eng. A, 2013, vol. 563, pp. 86-94.
N. Pardis and R. Ebrahimi: Mater. Sci. Eng. A, 2010, vol. 527, pp. 6153-56.
Y. Beygelzimer, D. Prilepo, R. Kulagin, V. Grishaev, O. Abramova, V. Varyukhin, and M. Kulakov: J. Mater. Process. Technol., 2011, vol. 211, pp. 522-29.
C. Wang, F. Li, Q. Li, and L. Wang: Mater. Sci. Eng. A, 2012, vol. 548, pp. 19-26.
M. Shahbaz, N. Pardis, R. Ebrahimi, and B. Talebanpour: Mater. Sci. Eng. A, 2011, vol. 530, pp. 469-72.
M.F. Ashby and D.R.H. Jones: Engineering Materials 1: An Introduction to Properties, Applications and Design, 3rd ed., Elsevier Butterworth-Heinemann, Oxford, 2005.
S.A.A. Akbari Mousavi, Sh. Ranjbar Bahadori, and A.R. Shahab: Mater. Sci. Eng. A, 2010, vol. 527, pp. 3967-74.
Y.H. Zhao, Y.Z. Guo, Q. Wei, T.D. Topping, A.M. Dangelewicz, Y.T. Zhu, T.G. Langdon, and E.J. Lavernia: Mater. Sci. Eng. A, 2009, vol. 525, pp. 68-77.
W. Pantleon: Scripta Mater., 2008, vol. 58, pp. 994-97.
E. Demir, D. Raabe, N. Zaafarani, and S. Zaefferer: Acta Mater. 2009, vol. 57, pp. 559-69.
Y. Beygelzimer, V. Varyukhin, S. Synkov, and D. Orlov: Mater. Sci. Eng. A, 2009, vol. 503, pp. 14-17.
M.I. Latypov, I.V. Alexandrov, Y.E. Beygelzimer, S. Lee, and H.S. Kim: Comput. Mater. Sci., 2012, vol. 60, pp. 194-200.
A.P. Zhilyaev, A.A. Gimazov, and T.G. Langdon, J. Mater. Sci., 2013, vol. 48, pp. 4461-66.
D. Orlov, Y. Todaka, M. Umemoto, Y. Beygelzimer, Z. Horita, and N. Tsuji: Mater. Sci. Forum, 2009, vol. 604-605, pp 171-78.
V.M. Segal: Mater. Sci. Eng. A, 1995, vol. 197, pp. 157-64.
V.M. Segal: Mater. Sci. Eng. A, 2002, vol. 338, pp. 331-44.
Y.T. Zhu and T.C. Lowe: Mater. Sci. Eng. A, 2000, vol. 291, pp. 46-53.
H. Dai: Ph.D. Thesis, MIT, 1997.
N.A. Fleck, G.M. Muller, M.F. Ashby, and J.W. Hutchinson, Acta Metal. Mater., 1994, vol. 42, pp. 475-87.
M.F. Ashby, Phil. Mag., 1970, vol. 21, pp. 399-424.
V.M. Segal: Mater. Sci. Eng. A, 2004, vol. 386, pp. 269-76.
Acknowledgment
This work was supported by the Grant from the Ukraine-Korea joint research project (2001-019214) funded by the National Research Foundation, Korea and joint research project (M386-2011) funded by the State Agency for Science, Innovation and Information of Ukraine.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 8, 2013.
Rights and permissions
About this article
Cite this article
Latypov, M.I., Yoon, E.Y., Lee, D.J. et al. Microstructure and Mechanical Properties of Copper Processed by Twist Extrusion with a Reduced Twist-Line Slope. Metall Mater Trans A 45, 2232–2241 (2014). https://doi.org/10.1007/s11661-013-2165-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-013-2165-1