
Abstract
In order to establish more reliable formulae for calculating stacking fault energies (SFE) from the chemical compositions of austenitic stainless steels, SFE values were measured for 54 laboratory-melted heats and 2 commercial heats. The results were checked against those of a first-principle, atomistic calculation approach. More than ~20,000 data points for the width and angle of the Burgers vectors were determined from dark-field images of isolated extended dislocations in 56 heats of austenitic stainless steel using weak electron beams with g-3g diffraction conditions. Based on these numerous observations and on fundamental thermodynamic analyses, it is concluded that the SFE values for austenitic stainless steels are changed not only by chemical composition but also by heat treatment. In this paper, new formulae for calculating SFE values from the chemical compositions in three different heat treatment conditions have been proposed for austenitic stainless steels within given limited chemical composition ranges. In these formulae, the SFE values are calculated from the nickel, chromium, molybdenum, silicon, manganese, nitrogen, and carbon contents for the each heat treatment condition. The three heat treatment conditions studied were water cooling after solution heat treating (SHTWC), furnace cooling after solution heat treating, and aging after SHTWC.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Stacking fault energy (SFE) is a well-known physical parameter that is essential for characterizing material properties of austenitic steels and alloys such as strain hardening, creep, SCC, etc.[1–3] Up to the present time during the last ~70 years, it has been believed that the SFE values of materials are determined only by their chemical compositions and temperature,[2,4–6] but not by their heat treatment conditions or other fabrication processes. Many papers have been published on SFE values for austenitic stainless steels of which some include calculation formulae for estimating SFE uniquely from the chemical composition at various temperatures and neglecting heat treatments and other fabrication processes.[2,7–11] However, these calculation formulae for SFE values for austenitic stainless steels differ quite widely in their predictions for given elemental compositions. For example, the factor for chromium is negative in some formulae, but positive in others. Recently, some papers have reported that the effects of carbon, nitrogen, manganese, and chromium on SFE values for austenitic stainless steels involve complicated interactions. For example, carbon and nitrogen decrease the SFE of the austenitic steels at low concentrations, but increase the SFE at high carbon and nitrogen concentrations. In addition, the effect of manganese and chromium contents on the SFE of austenitic steels is affected by the presence of other alloying elements.[12–14]
Clearly, more reliable formulae for calculating SFE values from chemical compositions are highly desirable particularly to help in the development of new stainless steels with intentionally large SFE values. It is, for example, desirable to maintain high SFE values to insure the high performance of austenitic stainless steels in light water reactors, e.g., at high neutron doses for the core support structures.
SFE values of various austenitic stainless steels were normally measured up to the late 1970s by X-ray analysis of cold-worked powders, from bright-field images of extended dislocation nodes, or from dark-field images of extended dislocation nodes using weak electron beams on thin disks.[2,6,7,9] More recently, SFE values of austenitic steels and alloys have been mainly measured by dark-field images of isolated extended dislocation using weak electron beams with g-3g diffraction conditions.[8,10,14,15] Some papers have been published using the latter measurement method addressing the effects of chemical compositions on SFE values of austenitic steels and, in particular, on the effects of nitrogen and carbon contents on the formulae used for calculating SFE values.[7–9,11–13,16–18] These authors have postulated that the SFE values for austenitic stainless steels should be affected by the heat treatment conditions when there are known effects of nitrogen and carbon on the SFE. This is because it was considered that nitrogen and carbon must be precipitated as chromium nitrides or chromium carbides so that solute nitrogen and carbon would thereby be decreased during furnace cooling and/or aging after solution heat treatment.
In this study, the effects of chemical compositions and heat treatment conditions on SFE values for austenitic stainless steels are measured and discussed based upon the very many observations that were determined from dark-field images of isolated extended dislocation using weak electron beams with g-3g diffraction conditions. Calculations using a first-principles atomistic approach were also carried out. The authors then tried to establish more reliable formulae for calculating SFE values from chemical compositions of austenitic stainless steels with various heat treatment conditions within the limited ranges of alloying elements examined in this study.
2 Experimental Procedures
2.1 Test Materials
In order to evaluate the effects of chemical compositions and heat treatment conditions on SFE values for austenitic stainless steels, three kinds of heat-treated materials were prepared from 54 laboratory-melted heats and two commercial heats (totaling 56 heats). The 54 laboratory-melted heats were prepared as 35-kg vacuum induction melted ingots that were then thermally soaked and hot worked into plates 25 mm thick. The two commercial stainless steels were prepared as 25-mm-thick plates of Type 310 and 316 stainless steels.
The chemical compositions of these 56 heats are shown in Table I.
Three heat treatments were applied to the 56 heats: solution heat treating at 1323 K (1050 °C) for 1 hour and then water cooling (labeled SHTWC); furnace cooling after solution heat treating (labeled SHTFC); and finally aging at 923 K (650 °C) for 2 hours after SHTWC (labeled AGG).
2.2 SFE Measurements
Small tensile specimens of 3 mm diameter and 20 mm gage length were machined from these heat-treated materials and then 2 pct tensile pre-strained at room temperature. Thin disks, 0.1 mm thick, were cut from the gage length of the 2 pct pre-strained tensile specimens at 45 deg to the tensile pre-straining axis and then electrolytically polished until suitable for transmission electron microscopy.
From these thin disks, the width and angle of the Burgers vector of isolated extended dislocations were observed using a high resolution transmission electron microscope JEM 2000EX II as close as possible to weak beam conditions with g-3g diffraction at 150,000 times magnification. More than 150 locations for each test material were examined. Photographs were taken using high contrast film from which the width and angle of the Burgers vector of isolated extended dislocations were measured by an image analyzer at 10 to 15 times magnification. (Thus, in total, the width and angle of the Burgers vector were magnified by about 2,000,000 times.) Using more than 150 data points of width and angle of the Burgers vector for each test material, their SFE values were statistically calculated using a least squares method from the following formula.[18,19]
where Δd is the width of isolated extended dislocation, β is the angle between the dislocation line and the Burgers vector of the isolated extended dislocation, \( b_{\text{p}} \) is the scalar of the Burgers vector for a partial dislocation, \( \upsilon \) is the Poisson’s ratio, and μ is the shear modulus.
Figures 1(a) and (b) show a typical example of the measured data for Δd (width of an isolated extended dislocation) and β (the angle between the Burgers vector of the isolated extended dislocation and the dislocation). Figures 2(a) through (c) shows a typical statistical analysis of the data to obtain the SFE value from the measured values of Δd and β of the test material in the three heat treatment conditions, SHTWC, SHTFC, and AGG.

(a) Typical photograph of an isolated extended dislocation for a SHTFC heat-treated test material. (b) Typical measured data for Δd and β of an isolated extended dislocation for a SHTFC heat-treated test material

Typical data for statistical analysis for the SFE value of the test material (No. L86) from the Δd and β measurements. (a) Statistical analysis data for SHTWC. (b) Statistical analysis data for SHTFC. (c) Statistical analysis data for SHTFC AGG
3 Results
The measured values of SFE for all test materials are shown in Table I together with their chemical compositions. From these data, the following parametric correlations were derived.
3.1 The Effect of Heat Treatment on SFE Values
Figure 3 shows a comparison of SFE values for the various heat-treated test materials. Figure 3(a) shows the correlation between the SFE values for the SHTWC test materials and those of the SHTFC test materials, Figure 3(b) shows the correlation between the SFE values for the SHTWC test materials and those of the AGG test materials, and Figure 3(c) shows the correlation between the SFE values for the SHTFC test materials and those of the AGG test materials.

(a) Comparison of SFE values between water-cooled (SHTWC) and furnace-cooled (SHTFC) materials after solution heat treatment. (b) Comparison of SFE values between furnace-cooled (SHTFC) and aged (AGG) materials after solution heat treatment. (c) Comparison of SFE values between water-cooled (SHTWC) and aged (AGG) materials after solution heat treatment
From Figure 3, the SFE values of the test materials were observed to be significantly affected by the heat treatment condition. The SFE values of the SHTFC test materials were consistently larger than those of the SHTWC test materials, as shown in Figure 3(a), the SFE values of the AGG test materials were consistently larger than those of the SHTFC test materials, as shown in Figure 3(b), and the SFE values of the AGG test materials were significantly larger than those of the SHTWC test materials, as shown in Figure 3(c). It is seen that the SFE values increase with increasing holding time in the temperature range 673 K to 1023 K (400 °C to 750 °C) during heat treatment. It is considered that the solute nitrogen in the austenite matrix must be precipitated as chromium nitrides at the lower temperatures of solution heat treatments such as 673 K to 1023 K (400 °C to 750 °C) so that the solute nitrogen in the austenitic matrix is reduced after SHTFC and AGG compared to SHTWC.
3.2 The Effect of Chemical Compositions on SFE Values
As mentioned earlier, the width and angle of the Burgers vector of isolated extended dislocations were observed for 56 heats of austenitic stainless steel using a high resolution transmission electron microscope. From these data, the correlation between SFE values and their chemical compositions (nickel, molybdenum, chromium, manganese, nitrogen, silicon, and carbon) were obtained. However, the chemical compositions in this study are limited to specific ranges and apply in austenitic single-phase stainless steels to 12 to 16 pct nickel, up to 3 pct of molybdenum, 13 to 18 pct chromium, up to 4 pct manganese, up to 2 pct silicon, up to 0.1 pct nitrogen, and up to 0.08 pct carbon.
3.2.1 The effect of nickel content on SFE values
The correlation between nickel content and SFE value is summarized in Figure 4. The SFE value strongly increases with increasing nickel content, as is well known. The factor for nickel is 2.8, regardless of heat treatment condition in this case.

(a) Correlation between nickel content and SFE measured values for SHTWC test materials (Nos. 41, 44, 51, 52, 53, 56, 60, 71, and 81). (b) Correlation between nickel content and SFE measured values for SHTFC test materials (Nos. 41, 44, 51, 52, 53, 56, 60, 71, and 81). (c) Correlation between nickel content and SFE measured values for AGG test materials (Nos. 41, 44, 51, 52, 53, 56, 60, 71, and 81)
3.2.2 The effect of molybdenum content on SFE values
The correlation between molybdenum content and SFE values corrected for nickel content is summarized in Figure 5. The SFE values corrected for nickel content clearly increase with increasing molybdenum content. The factor for this increase is 2.0 in the case of SHTWC and SHTFC, but 2.2 in the case of the AGG condition. This difference could be changed by molybdenum and carbon compound precipitation depending on thermal aging.

(a) Correlation between molybdenum content and SFE values corrected for nickel content for SHTWC test materials (Nos. 51, 66, 67, and 71). (b) Correlation between molybdenum content and SFE values corrected for nickel content for SHTFC test materials (Nos. 51, 66, 67, and 71). (c) Correlation between molybdenum content and SFE values corrected for nickel content for AGG test materials (Nos. 51, 66, 67, and 71)
3.2.3 The effect of chromium content on SFE values
The correlation between the chromium content and SFE values corrected for nickel and molybdenum contents is summarized in Figure 6. The SFE values corrected for nickel and molybdenum contents increase slightly with increasing chromium content. The factors for this increase are 0.49, 0.44, and 0.39, respectively, for the SHTWC, SHTFC, and AGG conditions. This difference in the chromium factors for each heat treatment condition may also be changed by precipitation of chromium and carbon or nitrogen compounds depending on the cooling rate after solution heat treatment and aging.

(a) Correlation between chromium content and SFE values corrected for nickel and molybdenum contents for SHTWC test materials (Nos. 41, 51, 81, and 83). (b) Correlation between chromium content and SFE values corrected for nickel and molybdenum contents for SHTFC test materials (Nos. 41, 51, 81, and 83). (c) Correlation between chromium content and SFE values corrected for nickel and molybdenum contents for AGG test materials (Nos. 41, 51, 81, and 83)
3.2.4 The effect of manganese content on SFE values
The correlation between the manganese content and SFE values corrected for nickel content is summarized in Figure 7. The SFE values corrected for nickel content increase slightly with increasing manganese content. The factors for manganese are 0.75, 0.67, and 0.57 for the SHTWC, SHTFC, and AGG conditions, respectively. These differences in the factor for manganese in each heat treatment condition could be changed by precipitation of manganese and carbon or nitrogen compounds depending on the cooling rate after solution heat treatment and aging.

(a) Correlation between manganese content and SFE values corrected for nickel content for SHTWC test materials (Nos. 61, 63, 65, and 82). (b) Correlation between manganese content and SFE values corrected for nickel content for SHTFC test materials (Nos. 61, 63, 65, and 82). (c) Correlation between manganese content and SFE values corrected for nickel content for AGG test materials (Nos. 61, 63, 65, and 82)
3.2.5 The effect of silicon content on SFE values
The correlation between the silicon content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents is summarized in Figure 8. The SFE values corrected for nickel, chromium, molybdenum, and manganese contents strongly decrease with increasing silicon content. The factor for silicon is 2.8 regardless of the heat treatment conditions.

(a) Correlation between silicon content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents for SHTWC test materials (Nos. 1, 44, 81, 83, and 86). (b) Correlation between silicon content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents for SHTFC test materials (Nos. 1, 44, 81, 83, and 86). (c) Correlation between silicon content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents for AGG test materials (Nos. 1, 44, 81, 83, and 86)
3.2.6 The effect of nitrogen content on SFE values
The correlation between the nitrogen content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents is summarized in Figure 9. The SFE values corrected for nickel, chromium, molybdenum, and manganese contents strongly decrease with increasing nitrogen content. The factors for the decreasing effect of nitrogen are 24, 17, and 12 for the SHTWC, SHTFC, and AGG conditions, respectively. The differences in these factors for nitrogen in each heat treatment condition may also be changed by precipitation of nitrogen and chromium compounds depending upon the cooling rate after solution heat treatment and aging.

(a) Correlation between nitrogen content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents for SHTWC test materials (Nos. 56, 57, 58, 59, 71, 81, and 85). (b) Correlation between nitrogen content and SFE values corrected for nickel, chromium, molybdenum, and manganese contents for SHTFC test materials (Nos. 56, 57, 58, 59, 71, 81, and 85). (c) Correlation between nitrogen content and SFE values corrected for nickel, chromium, molybdenum, and manganese content for AGG test materials (Nos. 56, 57, 58, 59, 71, 81, and 85)
3.2.7 The effect of carbon content on SFE values
The correlation between the nitrogen content and SFE values corrected for nickel, chromium, molybdenum, manganese, and nitrogen contents is summarized in Figure 10. The SFE values corrected for nickel, chromium, molybdenum, manganese, and nitrogen contents decrease slightly with increasing carbon content. These factors are 5.7, 2.1, and 0.47 for the SHTWC, SHTFC, and AGG conditions, respectively. Again, the difference between the factors for each heat treatment condition could be changed by the precipitation of carbon and chromium or molybdenum compounds depending on the cooling rate after solution heat treatment and aging.

(a) Correlation between carbon content and SFE values corrected for nickel, chromium, molybdenum, manganese, and nitrogen contents for SHTWC test materials (Nos. 51, 52, 53, 54, 55, 71, 81, and 84). (b) Correlation between carbon content and SFE values corrected for nickel, chromium, molybdenum, manganese, and nitrogen contents for SHTFC test materials (Nos. 51, 52, 53, 54, 55, 71, 81, and 84). (c) Correlation between carbon content and SFE values corrected for nickel, chromium, molybdenum, manganese, and nitrogen contents for AGG test materials (Nos. 51, 52, 53, 54, 55, 71, 81, and 84)
3.3 SFE Calculation Formulae
From all these SFE value measurements reported above, more reliable formulae for calculating SFE values from the chemical compositions of austenitic stainless steels and their heat treatment conditions have been established. These SFE calculation formulae are applicable to the composition ranges 10 to 16 pct nickel, 13 to 18 pct chromium, 0 to 3 pct molybdenum, 0 to 2 pct silicon, 0 to 4 pct manganese, 0 to 0.08 pct carbon, and 0 to 0.1 pct nitrogen. (The chemical composition figures are in wt pct).
The calculation formula derived for SFE values for austenitic stainless steels in the SHTWC condition is as follows:
The calculation formula derived for SFE values for austenitic stainless steels in the SHTFC condition is as follows:
Lastly, the calculation formula for SFE values for austenitic stainless steels in the AGG condition was determined to be
4 Discussion
4.1 Effect of Heat Treatment
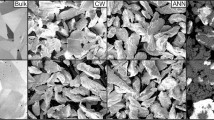
As mentioned earlier, it was observed that the SFE value for austenitic stainless steels was clearly affected by the heat treatment conditions, SHTWC, SHTFC and AGG, used in this study. In the formulae derived for calculating SFE values in this paper, the factors are determined to be negative for nitrogen and carbon contents and increase in the following order: SHTWC, SHTFC, and AGG. Figure 11 shows the typical microstructure on the SHTWC, SHTFC, and AGG of Heat L84. In the case of the SHTWC condition, no precipitates were observed near grain boundaries, but tiny precipitates were observed along grain boundaries in the SHTFC and AGG conditions. This is in accordance with expectations of thermal aging when chromium nitrides or carbides must precipitate in the matrix or along grain boundaries so that solute nitrogen and carbon contents in the matrix can decrease. Thus, the SFE values for the SHTFC condition become larger than those for the SHTWC condition and the SFE values for the AGG condition become larger than those for the SHTFC condition.

High magnification secondary electron images on Heat No. L84, by scanning electron microscope (4000 times). (a) SHTWC, (b) SHTFC, and (c) AGG
In this way, the formulae for calculating SFE values for austenitic stainless steels in this paper are distinguished from others in the technical literature by being dependent on the heat treatment condition.
4.2 Effect of Chemical Composition
Up to the present time, it has been widely agreed that SFE values for austenitic stainless steels increase with increasing nickel content. However, the factor for the nickel content in the various formulae for SFE values for austenitic stainless steels has been between 1.4 and 6.2 in the literature. In this paper, 2.8 was deduced to be the factor for the nickel content of austenitic stainless steels in the composition range 10 to 16 pct nickel and 13 to 18 pct chromium. The magnitude of this factor appears to be reasonable when compared with the above-cited literature.
The factor for the chromium content also varies significantly from −0.9 to +0.7 between different studies in the literature.
In these cases, the stability of the austenite phase in the test materials was not considered, in particular, in the case of high chromium and low nickel materials that may possibly contain delta ferrite phase. Moreover, the effect of chromium content in the cited papers is basically not particularly strong, but the effect of nickel is very strong. A difference of 1 pct in the nickel content yields a big difference in SFE values relative to chromium content in controlled test materials. Thus, no simple and universally valid calculation formula for SFE values from the chemical composition exists, as reported by Vitos et al.[15] However, in accordance with the restriction in the chemical composition ranges defined in this paper, simple and universally valid calculation formulae for SFE values can be established for single-phase austenitic stainless steels.
It is also generally agreed that SFE values for austenitic stainless steels increase with increasing molybdenum content[2,16] and decreasing silicon[6,8] and nitrogen contents.[7,8,17] On the other hand, the effect of manganese content[2,6,8,9,17] and carbon content[7,8,17] on SFE values for austenitic stainless steels is not consistent among the different researchers.
4.3 SFE Value Calculation Formulae
In this study, the calculation formulae for SFE values for 56 heats of austenitic stainless steels in the SHTWC, SHTFC, and AGG conditions were proposed based on more than ~20,000 data points for the width and angle of the Burgers vector of isolated extended dislocations. The SFE values were determined from observations using a high resolution transmission electron microscope. In these formulae, the factors for chromium, nickel, molybdenum, and manganese are positive, and the factors of silicon, nitrogen, and carbon are negative. However, some of these factors are close in magnitude to that of the random scatter in the data. In particular, the factor for carbon is close to zero, which means that there is the possibility within the scatter in the data of it being positive.
Thus, in order to check the reliability of the factors for different elements in these formulae, the effects of nickel, chromium, molybdenum, silicon, manganese, nitrogen, and carbon contents on SFE values for austenitic stainless steels were also evaluated using a first-principles approach based on density functional theory (DFT). The calculations were conducted using the CASTEP code from Accelrys. For the calculation of the exchange correlation functional in the DFT, a non-local density approximation (generalized gradient approximation) was used considering spin polarization, as proposed by Perdew et al.[20] The wave function was represented as a plane wave using ultrasoft pseudopotentials, with its plane wave basis energy censoring (cutoff energy) assumed to be 350 eV.
The simulation model for the iron-carbon or iron-nitrogen system is shown in Figure 12. The total energy calculation was performed for a perfect crystal (bulk model) using a structural optimization method. The total energy of the stacking fault model was calculated using the same calculation cell sizes as a perfect crystal by relaxation of atomic positions. The total energies of the bulk and stacking fault models were normalized by the cross-sectional area. The SFE was evaluated from the normalized total energy difference between the bulk and stacking fault models. The binary model compositions in at. pct were iron-13 pct nickel, iron-13 pct chromium, iron-24 pct chromium, iron-2 pct carbon, and iron-3 pct carbon. The ternary model compositions were iron-13 pct nickel-13 pct chromium, iron-13 pct nickel-17 pct chromium, and iron-17 pct nickel-22 pct chromium. The quaternary model compositions were iron-13 pct nickel-17 pct chromium-4 pct silicon, iron-13 pct nickel-17 pct chromium-4 pct manganese, iron-17 pct nickel-22 pct chromium-3 pct molybdenum, iron-17 pct nickel-22 pct chromium-3 pct manganese, iron-17 pct nickel-22 pct chromium-3 pct silicon, and iron-17 pct nickel-22 pct chromium-3 pct nitrogen. The models for iron-nitrogen and iron-carbon included one atomic nitrogen or carbon interstitial in an octahedral site.

Simulation models for iron-carbon, iron-nitrogen, iron-17 pct nickel-22 pct chromium—any other element systems. (a) Bulk model, (b) stacking fault binary model, (c) Fe-Ni-Cr-N or C stacking fault quaternary model, (d) Fe-Ni-Cr-Mn or Mo or Si stacking fault quaternary model
The calculated SFE values for these model alloys are shown in Table II. The differences among iron single, binary, ternary, and quaternary models are also shown in this table. In the cases of the quaternary models, 17 pct nickel and 22 pct chromium were used as the basic composition to simplify the calculation, i.e., the geometry of 17 pct nickel is the one Ni atom for each stack in the calculation model shown in Figure 12(c). By comparing the SFE values for single, binary, ternary, and quaternary models, it appears that nickel, chromium, molybdenum, and manganese increase SFE, but nitrogen and silicon decrease SFE of austenitic alloys. The effect of carbon is not clear because the difference in SFE values between the binary model and single carbon atom-iron model is too small. The effects of each alloying element on SFE except for the case of carbon are in agreement with our measuring results of the chemical composition dependence of SFE. Although the factor for the chromium content varies significantly from negative to positive in the literature, the chromium factor evaluated from the difference of SFE values between ternary models of No. 7 and No. 8 is positive. The increase of SFE with increasing chromium content in the composition ranges 10 to 16 pct nickel, 13 to 18 pct chromium is also found in the estimation of SFE based on the thermodynamic calculation.[21] On the other hand, the factor for manganese content is positive, while empirical SFE often decreases with increasing manganese content at low manganese concentration (less than 15 wt pct).[2,6,8,9,17] However, the increase of SFE in the composition ranges 0 to 4 pct manganese due to the chemical and magnetic ordering is found in the estimation of SFE for austenitic iron-manganese alloys using DFT calculations.[22]
Thus, from the above thermodynamic analyses, the factors for the elemental trends of the new calculation formulae for SFE for austenitic stainless steel were basically confirmed, except for the case of carbon.
To clarify the effect of carbon on the SFE calculation formulae for austenitic stainless steels, more data are needed from materials with various carbon contents.
5 Conclusions
In order to establish more reliable formulae for calculating SFE values from the chemical compositions of austenitic stainless steels, SFE values were measured for 54 laboratory-melted heats and 2 heats of commercial austenitic stainless steels. They were also analyzed by a first-principles atomistic calculation approach.
The effects of chemical compositions and heat treatment conditions on SFE values were evaluated for austenitic stainless steels, with the objective of developing highly IGSCC-resistant alternative austenitic stainless steels for application to strain hardened parts in high temperature water coolants typical of light water reactors. Based upon numerous individual observations and a fundamental thermodynamic analyses based on a first-principles atomistic approach, it is concluded that the SFE values for austenitic stainless steels are changed not only by chemical composition but also by heat treatment. The following three formulae for calculating SFE values from the chemical compositions of austenitic stainless steels in three different heat treatment conditions are proposed.
For the SHTWC condition (water cooled after solution heat treatment),
For the SHTFC condition (furnace cooled after solution heat treatment),
For the AGG condition (furnace cooled and aged after solution heat treatment),
References
H.C. Rogers (1967) Ductility. American Society for Metals, Metals Park, OH, pp. 55.
R.E. Schramm, R.P. Reed: Metall. Trans. A, 1975, vol. 6A, pp. 1345 -1351.
W. Karlsen, G. Diego, B. Devrient (2010) J. Nucl Mater 406:138–51.
H. Suzuki: Sci. Rep. Res. Inst. Tohoku Univ., 1952, vol. A4, pp. 455.
H. Suzuki: Dislocations and Mechanical Properties of Crystals, John Wiley & Sons, Inc., New York, 1957, pp. 361–90.
R.M. Latanision, A.W. Ruff, Jr. (1971) Metall. Trans. 2:505–09.
C.G. Rhodes, A.W. Thompson: Metall. Trans. A, 1977, vol. 8A, pp. 1901–06.
P.J. Brofman, G.S. Ansell: Metall. Trans. A, 1978, vol. 9A, pp. 879–90.
E.B. Pickering (1984). Stainless Steel ‘84. The Institute of Metals, London, pp. 2–28.
R.E. Stoltz, J.B. Vandersande: Metall. Trans. A, 1980, vol. 11A, pp. 1033–37.
D. Dulieu, J. Nutting: Metallurgical developments in high-alloy steels, Special report no.86. London, The Iron and Steel Institute, 1964, pp.140.
L. Vitos, J-O. Nilsson, B. Johansson: Acta Materialia, 2006, vol. 54, pp. 3821–26.
K.H. Lo, C.H. Shek, J.K.L. Lai: Mater. Sci. Eng. R, 2009, vol. 65, pp. 39–104.
F. Pettinari, J. Douin, G. Saada, P. Caron, A. Coujon, N. Clement: Mater. Sci. Eng., 2002, vol. A325, pp. 511–19.
E.R. Gilbert, J.P. Foster: J. Nucl. Mater., 2002, vol. 300, pp. 321–28.
S. Kibey, J.B Liu, M.J. Curtis, D.D. Johnson, H. Sehitoglu: Acta Materialia, 2006, vol. 54, pp. 2991–3001.
Yu. N. Petrov (2003) Z. Metallkd 94:1012–16.
V. Gavriljuk, Yu. Petrov, B. Shanina (2006) Scripta Mater. 55, pp. 537–40.
D.J.H. Cockayne, M.L. Jenkins, I.L.F. Ray: Philosophical Magazine, 1971, vol. 24, pp. 1383–92.
J.P. Perdew, J.A. Chevary, S.H. Vosko, K.A. Jackson, M.R. Pederson, D.J. Singh, C. Fiolhais: Phys. Rev. B, 1992, vol. 46, pp. 6671–87.
A.P. Midownik (1978) CALPHAD 2:207–26.
A. Dick, T. Hickel and J. Neugebauer (2009) Steel Res. Int. 80:603–08.
Acknowledgments
A part of this study was performed as a section of the collaboration research program which was financially supported by the Tokyo Electric Power Company. Another part of this study was supported by JSPS KAKENHI Grant Number 22360396. The authors would like to acknowledge their financial support. For the calculation of SFE values, Associate Professor M. Watanabe gave us excellent suggestions. The authors would like to acknowledge his advice.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted March 17, 2013.
Rights and permissions
About this article
Cite this article
Yonezawa, T., Suzuki, K., Ooki, S. et al. The Effect of Chemical Composition and Heat Treatment Conditions on Stacking Fault Energy for Fe-Cr-Ni Austenitic Stainless Steel. Metall Mater Trans A 44, 5884–5896 (2013). https://doi.org/10.1007/s11661-013-1943-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-013-1943-0