
Abstract
The microstructure evolution of 25Cr-35Ni-1Mo radiant tubes was investigated after approximately two years of service in a continuous annealing furnace. The inner and outer tube walls were exposed to N2-containing combustion environment and protective atmosphere, respectively. The decarburization feature analysis indicated that carbon content decreased toward the tube surface. However, precipitates at the inner and outer walls were coarser, their content increased and the microhardness value also increased compared to that in the central area. X-ray diffraction illustrated that M2(C,N) and M6(C,N) were the dominant carbide at the inner and outer walls, and precipitates in the central area were mainly M23C6 and M6(C,N) phases. The results were assumed to be associated with the nitridation phenomenon that occurred in the N2-containing environment at elevated temperatures.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In the manufacturing process for the cold-rolled sheet of steels, steel strips are submitted to an annealing furnace section after cold rolling in order to obtain required mechanical properties. The continuous annealing furnace is now commonly used as reheating equipment, in which the annealing process involves passing steel strips continuously through a heating furnace filled with classical N2-H2 protective atmosphere. In the continuous annealing process, radiant tubes are used as indirect heating equipment. Heat is transferred from combustion gas to the radiant tube, and then it radiates energy to the load, without any direct flame or combustion exhaust coming in contact with the load.
Centrifugally cast Fe-Ni-Cr based heat-resistant steels[1] are widely used in heat treatment applications, such as radiant tubes, for their good exhibition of mechanical property and corrosion resistance at high temperatures. The microstructure of these centrifugally cast tubular materials consists of austenite dendrites delineated by a network of eutectic carbides.[2–4] As a consequence of the high Cr content in this class of steels, various types of those carbides can be precipitated. For example, precipitation of Cr-rich carbide M7C3 and M23C6 is very common, and the addition of stabilizing elements such as Ti, Nb, and V usually results in MC type carbides,[5,6] and so on. Detailed mechanical properties of these heat-resistant steels are dependent on the stability of the microstructure, particularly the formation, coarsening, and transformation of these precipitates. However, precipitates initially formed in as-cast microstructures undergo morphological and chemical changes under service conditions such as high-temperature aging, corrosion, and creep. Then coarsening and phase transformation of these precipitates occur. Those changes, with few exceptions, are undesirable and they can be detrimental to the corrosion resistance and mechanical properties of heat-resistant steels.
Precipitation behaviors in austenitic stainless steels were studied extensively, and detailed information of such phases can be followed in the literature of other workers.[7–9] Despite the long history of the use and research of these tubular materials based on this well-known ternary alloy system, small changes in the chemical composition or thermomechanical processing can profoundly influence the microstructure evolution. The presence of multiple phases derived from the addition of small quantities of components in these alloys introduces more variables, and the study of high-temperature behavior including microstructural evolution of the multiphase alloy that occur after prolonged exposure to service conditions, especially in a complex gas system involving a variety of hot gaseous environments, is never enough.
When heat-resistant alloys are exposed to the N2-bearing environment, nitridation usually occurs at elevated temperatures.[10] Heat-resistant alloys exposed to oxidizing combustion gas streaming at high temperatures are susceptible to internal nitridation attack. In molecular nitrogen-base atmospheres, such as N2 or N2-H2, metals and alloys can also suffer nitridation attack particularly when temperatures are sufficiently high. These types of gases are often used as burning atmosphere inside the radiant tubes and protective environment outside the radiant tubes during the heat treating operation. In our previous study,[11] the corrosion phenomenon and deterioration in mechanical properties of the 25Cr35Ni1Mo material has been investigated. Analyses revealed that deterioration in mechanical properties was caused primarily by significant growth of precipitates during high temperature service. And the precipitate evolution was tried to interpret from view point of high-temperature nitridation. It hopes that this study can provide a better understanding of the various factors affecting high-temperature corrosion and microstructure evolution of such heat-resistant steels.
2 Materials and Experimental Method
Samples used for microstructural observation and mechanical testing were cut from a radiant tube component, which was exposed to temperatures up to 1273 K (1000 °C) for about 2 years in a continuous annealing furnace. Inductively coupled plasma spectrometry was conducted to identify the chemical composition of the 25Cr-35Ni-1Mo cast radiant tube. The chemical composition result is given in Table I.
Sample surfaces perpendicular to the tube axis were ground and finished. Vickers microhardness tests (load 1000 g) were carried out through the tube wall thickness to evaluate mechanical property variations. Optical microscope (OM) photographs of the material were obtained by etching with 10 pct oxalic acid solution (5 V, 10 seconds). Microscopical examinations were also conducted by using a scanning electron microscope (SEM, JSM-5600LV, Shimadzu, Japan) equipped with an energy dispersive X-ray (EDX) microanalyzer and electron probe microanalyses (EPMA, EPMA-1600; Shimadzu, Japan) with wavelength dispersive spectroscopy (WDS). Measurements of the surface fraction of precipitates were realized on the backscattered electron (BSE) images after SEM examination, by using the image analysis software (Imagepro-Plus, Media Cybernetics, USA), which allows surface fraction measurements. Volume fractions were assessed from these results, assuming that surface fraction and volume fraction have similar values. The sample surface was etched with 10 pct hydrochloric acid solution (5 V, 5 minutes) for a macroscopic view, and structural characterization of the precipitates extracted from different areas in the macroscopic view were complemented with X-ray diffraction (XRD, XRD-6000, Shimadzu, Japan) analyses.
3 Results
3.1 Macrostructure
After extraction for about 5 minutes,[12] a cross section was obtained for the macroscopic view of the cast 25Cr-35Ni-1Mo radiant tube, which had been serviced in an annealing furnace for about 2 years. In Figure 1, three regions can be clearly distinguished by different degrees of erosion of the austenitic matrix. The austenitic matrix at the inner and outer tube walls was easier to erode by acid fluid compared to that in the central area, which is probably due to the lower Cr content in the austenitic matrix,[13] and large amounts of bright precipitate particles were left at their original location. The position of the transition zone near the outer wall was relatively fixed. The wavelike transition zone near the inner wall was in association with the depth of dark oxidation layers at the inner surface of the tube. It was clear that the material had reacted with the atmosphere in and out of the tube, and the differences in resistance to acid erosion may indicate the direction and degree of the reaction propulsion through the tube wall.

Macroscopic view of a cross section of the 25Cr-35Ni-1Mo centrifugally cast radiant tube
3.2 Metallographic Structure
OM images in Figure 2 show the microstructure morphology of the 25Cr-35Ni-1Mo heat-resistant steel. The material mostly consists of the austenitic matrix and interdendritic precipitates. It was clearly seen that precipitates at the inner and outer walls were mainly dark phases, which were coarser and superior in numbers compared to precipitates in gray contrast in the central area, and the transition zone in Figure 1 was the unclear boundary of the two areas. Besides these two main precipitates, a bright phase appeared through the whole tube thickness with a high level in the central area. The microstructure morphology difference between the inner and outer walls may be correlated with cast dendrite features.[2]

Optical micrographs of 25Cr-35Ni-1Mo microstructure at (a) inner wall, (b) central area, and (c) outer wall
3.3 Microstructure Identification
Backscattered electron images in SEM analysis of the microstructure of the 25Cr-35Ni-1Mo material, as illustrated in Figures 3(a) through (c), show the difference in nature and shape of precipitates at each zone in Figure 1. It can be seen that the austenite matrix was evidenced by a network of precipitates in alternating white or dark contrast. EDX composition analyses of precipitates in Figure 3(d) summarized the constituent of phases in various zones. According to the XRD patterns in Figure 4, which are relevant to the extractions in different areas, black precipitate signed A at the inner and out walls corresponded to Cr-rich M2(C,N) carbonitride. Similarly, the major second-phase B in gray contrast in the central area corresponded to Cr-rich carbide M23C6. The precipitate signed C with a light gray contrast, which was hard to distinguish from the matrix and appeared nearly through the whole tube thickness, seemed to be M6(C,N) and was rich in Cr, Ni, Si, Nb, and Mo. The white precipitate signed D cannot be reflected by the XRD patterns due to its small quantity. These white particles were surrounded by the M6(C,N) phase and only appeared sporadically in scattered sites in the central area. These particles mostly consist of Cr, Nb, and N by EPMA analysis, and those composition is coincidence well with that of the reported Z phase.[14,15]

SEM micrographs of 25Cr-35Ni-1Mo material at (a) inner wall, (b) central area, and (c) outer wall. (d) Composition of precipitates in the SEM image

XRD patterns of extracted precipitates at (a) inner wall, (b) central area, and (c) outer wall
WDS analyses in EPMA were performed on the sample for a more precise quantification of interstitial elements of the precipitates. Table II lists the composition of the dominant precipitates in different areas. Z phase was not included in WDS analysis due to its small size and quantity for an accurate analysis. In these analyses, the variation trend of carbon and nitrogen was checked though not quantified. It could be seen that the carbon and nitrogen content in the three phases was probably consistent with the relative potential of carbon and nitrogen in different areas, while other elements in the individual phase in different areas showed similar results.
Changes in the precipitate may have a great effect on the element concentration in the matrix. WDS analyses were performed through the tube thickness in order to measure the composition of the austenite matrix and to evaluate element transfer under the effect of precipitate changes. The results are given in Figure 5. The Cr content of the matrix decreased when it was moving from the middle area to the external surface or the internal one, due to the precipitation and coarsening of the Cr-rich precipitates. Meanwhile, this may explain the cross-current of Ni and Fe elements. The decrease of Cr content may increase the solubility of M23C6 in matrix,[16] but lower carbon content in the matrix at the inner or outer walls may be explicable in terms of the decarbrization effect under service conditions. The outer oxidation layer formation and internal oxidation of Si element may cause the decrease of Mn and Si near the surface. Meanwhile, the appearance of M6(C,N) may cause the decrease of Mo and Si in the central area. The N element was not detectable in the matrix and the Nb concentration was also too low to draw any conclusion.

Compositional profile of the matrix via EPMA across the tube wall thickness
4 Discussion
When metals are heated to excessively high temperatures, nitridation by molecular nitrogen attack can become a serious material issue.[10,17] Decarburizing behavior and chromium depletion at the subsurface of heat resisting austenitic steels may also occur.[18] When these processes are involved, material may experience both the morphology change and phase transformation in precipitates along the grain boundary and in the matrix, which may have a great influence on mechanical properties of the material.
4.1 Morphology Change
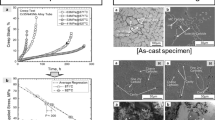
The as-cast microstructure of the Fe-Ni-Cr based heat-resistant alloy consists of austenitic matrix and dendritic carbide network. The addition of niobium and molybdenum elements would improve the solid solution effect of the austenite matrix and promote morphology and component units of the as-cast microstructure especially carbides.[3,4] Figure 6(a) illustrates a typical morphology of primary eutectic carbides in an as-cast Nb-modified 25Cr-35Ni material; the higher magnification image and EDX analysis of the second phase are shown in Figures 7(b) and (c), respectively. SEM images showed the austenitic matrix with a network of dark Cr-rich M23C6 or M7C3 carbides, which exhibited skeletonized morphology and were primarily distributed along the grain boundary. The Nb-rich MC phase in white contrast showed blocky morphology. With exposure to the service temperature, Fe-Cr-Ni base heat-resistant steels may go through coarsening of primary carbides and development of a fine array of secondary carbides precipitated from the highly supersaturated matrix. The primary eutectic carbide network and secondary precipitates in the form of a fine size distribution of carbides contribute to creep performance of heat-resistant alloys. Further changes in morphology and distribution of these carbides after high-temperature service, involving coarsening of secondary precipitates and transformation of skeletal primary carbides to blocky carbide network, such as the radiant tubes in use under the nitridation attack and aging effect in Figure 2, will degrade the creep resistance of these alloys during long-term service and reduce the ductility, which may cause brittle rupture of the material under the low strain level.[11]

(a) SEM micrograph of cast Nb-modified 25Cr-35Ni material, (b) at enlargement, and (c) composition of the primary precipitates

Phase diagrams of multicomponent 25Cr-35Ni-1Mo material at 1273 K (1000 °C)
4.2 Phase Transformation
THERMO-CALC calculations[19] with the FEDAT database were performed for calculating isothermal diagrams to determine the phase diagram with the influence of nitrogen appearance and carbon disappearance. With the equilibrium state analysis, isothermal phase diagrams with the multicomponent level shown in Table I may be mapped. By varying the content of nitrogen and carbon elements, Figure 7 shows stable phase regions computed by THERMO-CALC for the 25Cr-35Ni-1Mo material at 1273 K (1000 °C). Without taking nitrogen into account, the 25Cr-35Ni-1Mo grade material consisted of austenite matrix (γ), MC, and M23C6 carbides at phase equilibrium. M23C6 carbides are the main precipitates in nonstabilized carbon containing austenitic stainless steels. It is normally the first phase to form, and thermal history appears to have a strong influence on its composition. Ni, Mo, and Fe were found to substitute partially for Cr.[20] The formation of the MC precipitate in austenitic stainless steels occurs when strong carbide or nitride formers are added to the alloy, and the nonstoichiometry of MC precipitates in austenitic stainless steels were confirmed; the authors noted that MC was largely substoichiometric for short aging and contained a large amount of Cr substituting for M[21] and N for C.[22]
Under certain conditions such as creep in the N2-containing combustion atmosphere, nitrogen molecules permeate through cracks and pores and then react with the metal underneath the oxide scale, which is no longer protective. Alloys can suffer serious internal nitridation attack along with oxidation. In Figure 7, when the amount of nitrogen increased in the 25Cr-35Ni-1Mo material, compounds such as the M2(C,N) phase became thermodynamically stable and the substitution of nitrogen for carbon in MC gradually appeared. At last, the M23C6 carbide was replaced by M2(C,N) at high nitrogen level. The in-situ transformation of M23C6 into M2N is in agreement with the literature.[17,23] It is concluded that the inward diffusion of dissolved nitrogen either by penetrating a surface oxide scale or by direct gas contact during scale spallation led to internal interdendritic nitridation. Intergranular nitrogen diffuse in the alloy, and its rate of arrival at the precipitation front, is expected to control the nitridation rate, and at a subsequent stage, coarsening and a transformation path of nitrides at great depth occur.
M6C carbides are often found in austenitic stainless steels containing molybdenum, tungsten, and niobium,[24–26] and M23C6 can partially transform to M6C during long-term service. The silicon was reported to dissolve in this phase to form M5SiC (like Cr3Ni2SiC), and its actual composition includes substantial amounts of molybdenum and iron. Nitrogen additions are believed to favor M6C precipitation and to be detrimental to M23C6, because the former is able to dissolve more nitrogen than the latter. In the literature,[15,27] a nitrogen-rich phase Cr3Ni2Si(C,N) was found, and it was found to be a stable phase when nitrogen content is high.
White particles were probably the remains of the NbCrN phase transformed from the previous Nb-rich MC carbide,[28] and the distribution of NbCrN surrounded by M6C carbides may relate to the fact that Nb composition of M6C increased at the expense of the NbCrN phase.[26,28] However, M6C is rather poorly described in the THERMAL-CALC software, and the Z phase is even absent from the database.
4.3 Second-Phase Content and Mechanical Property
With the BSE images, it was possible to calculate the volume fraction of precipitates through the cross section of the tube by image analyses. These results are shown in Figure 8; the level of M2(C,N) content at the inner and outer walls was relatively high and decreased rapidly toward the central area of the material due to nitrogen picking up at the tube surface and phase transformation at the expense of M23C6 carbides. The amount of M23C6 through the tube wall thickness changed in opposite tendency. Nitrogen containing M6C precipitates were dense in the central area of the tube material and achieved a peak value around the 60 pct point. The total amount of the second phase was also calculated, and the difference in the second phase content from the inner and outer walls toward the central area may be caused by the atmosphere and temperature differences.

Volume fraction of precipitates across the tube wall thickness
Figure 9 shows the hardness variation in the tube material. The data indicated the existence of two major plateaus, one at around 240 HV near the inner tube surface and the second at around 210 HV near the outer tube surface. This result can be explained with the aid of Figure 8, which plots the precipitate contents of the tube material. It can be seen that a good agreement could be obtained by comparing the overall trend of the sum total of the second phase and the microhardness experimental data. It is also reasonable to assume that the microstructure and microhardness variations of the bulk material may indicate the direction and degree of the nitridation and decarburization effect through the tube wall thickness.

Microhardness variation across the tube wall thickness
The internal nitridation attack, when it occurs, can expand rapidly in these alloys. It can be concluded that the transition from the surface toward the central section of the 25Cr-35Ni-1Mo material is marked with different kinds and amounts of precipitates, which also bring the composition changes in the matrix. Once the heat-resistant alloy has picked up sufficient nitrogen, it will suffer severe embrittlement in service since the room temperature and high-temperature ductility of the material will be greatly reduced.[11,29] It is particularly important that nitridation often take place in the vicinity of the oxidation area, where a large amount of defects such as voids and cracks exist under creep deformation. It is possible that the nitridation could interact with those defects, and thus might affect creep behavior and accelerate the creep crack growth.[11,14]
5 Conclusions
-
1.
After 2 years of service in an annealing furnace, coarsening and coalescing of precipitates occured in the 25Cr-35Ni-1Mo radiant tube. The obvious layered structure through the tube thickness at the cross section of the tube was observed in the macrostructure view.
-
2.
The precipitation and coarsening of interdendritic M2(C,N) were observed at the inner and outer layer which was consistent with the results of THERMO-CALC calculation. In addition, partial transformation from M23C6 to M6(C,N) through the whole tube thickness was also probably associated with the high molybdenum element content of the material. The evolution of microstructure and microhardness through the tube wall may attribute to the effect of nitridation.
-
3.
Under creep conditions in N2-containing combustion or protective atmospheres, 25Cr-35Ni-1Mo radiant tubes suffered serious nitridation attack, which caused severe embrittlement of the material in service.
References
Steel Founders’ Society of America: Steel Castings Handbook—Supplement 9: High Alloy Data Sheets, Heat Series, SFSA, Barrington, IL, 2004, pp. 41–45.
X.Q. Wu, H.M. Jing, Y.G. Zheng, Z.M. Yao, W. Ke, and Z.Q. Hu: Mater. Sci. Eng. A, 2000, vol. A293, pp. 252–60.
L.H. de Almeida, A.F. Ribeiro, and I. Le May: Mater. Charact., 2002, vol. 49, pp. 219–29.
J. Rodríguez, S. Haro, A. Velasco, and R. Colás: Mater. Charact., 2000, vol. 45, pp. 25–32.
T. Thorvaldsson and G.L. Dunlop: Met. Sci., 1982, vol. 16, pp. 184–90.
G.D. Barbabela, L.H. de Almeida, T.L. da Silveira, and I. Le May: Mater. Charact., 1991, vol. 26, pp. 193–97.
T. Sourmail: Mater. Sci. Technol., 2001, vol. 17, pp. 1–14.
A.F. Padilha and P.R. Rios: ISIJ Int., 2002, vol. 42, pp. 325–37.
K.H. Lo, C.H. Shek, and J.K.L. Lai: Mater. Sci. Eng. R, 2009, vol. 65, pp. 39–104.
G.Y. Lai: High Temperature Corrosion and Materials Applications, ASM International, Materials Park, OH, 2007, pp. 67–96.
Z.C. Zhu, C.Q. Cheng, J. Zhao, and L. Wang: Eng. Fail. Anal., 2012, vol. 21, pp. 59–66.
I.C. Silva, J.M.A. Rebello, A.C. Bruno, P.J. Jacques, B. Nysten, and J. Dille: Scripta Mater., 2008, vol. 59, pp. 1010–13.
K.J. Stevens, A. Parbhu, J. Soltis, and D. Stewart: Curr. Appl. Phys., 2004, vol. 4, pp. 304–07.
N.D. Evans, P.J. Maziasz, J.P. Shingledecher, and M.J. Pollard: Metall. Mater. Trans. A, 2010, vol. 41A, pp. 3032–41.
T. Sourmail and H.K.D.H. Bhadeshia: Metall. Mater. Trans. A, 2005, vol. 36A, pp. 23–34.
K. Bongartz, W.J. Quadakkers, R. Schulten, and H. Nickel: Metall. Trans. A, 1989, vol. 20A, pp. 1021–28.
R. Voicu, E. Andrieu, D. Poquillon, J. Furtado, and J. Lacaze: Mater. Charact., 2009, vol. 60, pp. 1020–27.
D.J. Young and B. Gleeson: Corros. Sci., 2002, vol. 44, pp. 345–57.
J.O. Andersson, T. Helander, L. Höglund, P.F. Shi, and B. Sundman: Calphad, 2002, vol. 26, pp. 273–312.
G. Lothongkum, N. Thaweepornkhasemsukh, and P. Wangyao: J. Met. Mater. Min., 2006, vol. 16, pp. 25–31.
H.-O. Andrén, A. Henjered, and H. Nordén: J. Mater. Sci., 1980, vol. 15, pp. 2365–68.
J.O. Nilsson: Proc. Int. Conf. on High Nitrogen Steels 2006, H. Dong, J. Su, and M.O. Speidel, eds., HNS 2006, Jiuzhaigou Valley, Sichuan Province, 2006, pp. 39–44.
J. Erneman, M. Schwind, P. Liu, J.-O. Nilsson, H.-O. Andrén, and J. Ågren: Acta Mater., 2004, vol. 52, pp. 4337–50.
P.J. Maziasz, B.A. Pint, J.P. Shingledecker, N.D. Evans, Y. Yamamoto, K.L. More, and E. Lara-Curzio: Int. J. Hydrogen Energy, 2007, vol. 32, pp. 3622–30.
B. Weiss and R. Stickler: Metall. Trans. B, 1972, vol. 3B, pp. 851–66.
J.W. Liu, D.L. Jiao, and C.P. Luo: Mater. Sci. Eng. A, 2010, vol. 527, pp. 2772–79.
V. Vodárek: Mater. Sci. Eng. A, 2011, vol. 528, pp. 4232–38.
G.D. de Almeida Soares, L.H. de Almeida, T.L. da Silveira, and I. Le May: Mater. Charact., 1992, vol. 29, pp. 387–96.
J.W. Simmons: Mater. Sci. Eng. A, 1996, vol. A207, pp. 159–69.
Acknowledgment
This research was supported by the National Natural Science Foundation of China (Grant Nos. 51134013 and 51171037).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted November 1, 2011.
Rights and permissions
About this article
Cite this article
Zhu, Z., Cheng, C., Liu, C. et al. Microstructure Evolution and Nitridation in an As-Cast 25Cr-35Ni-1Mo Radiant Tube After Long-Term Service . Metall Mater Trans A 43, 4525–4531 (2012). https://doi.org/10.1007/s11661-012-1302-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-012-1302-6