
Abstract
Through a series of experiments conducted on three kinds of high Mn steels with different Nb content, including stress relaxation tests, physical metallurgical modeling, and observation of prior austenite grains and precipitates, the effect of Nb on recrystallization and precipitation behaviors were investigated. The results indicate the existence of a novel deformation temperature range for grain refinement resulting from complete static recrystallization (SRX) in high Mn, high Nb steel, whereas slow SRX kinetics can be accelerated by a finer initial grain size. In this deformation temperature range, the effect of precipitation is too weak to prohibit SRX nucleation efficiently, but solute drag is still large enough to slow down growth rate. As a consequence, shorter incubation and homogeneous recrystallized nucleation can be realized at relative low temperature, and the coarsening rate of grains is much slower because of the high solute drag effect in the rolling of low C high Mn, high Nb line pipe steel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, the high Mn, high Nb approach was applied well in the development of high-grade line pipe steel[1,2] because of its advantages as a low-cost material allowing substantial grain refinement. A large volume of literature[3,4] demonstrated that microalloying retards static recrystallization (SRX), in which Nb is the most efficient among the microalloying elements. Based on this characteristic, a new rolling technique for high Mn, high Nb steel, called high-temperature processing (HTP), was applied in the production of X80 pipeline steel. Differing from traditional thermomechanical control processing for the steel with low/medium Nb content, in this process, the start temperature of finish rolling under nonrecrystallization conditions is typically 50 K to 100 K (50 °C to 100 °C) higher than that for traditional processing.[5,6] High-temperature rolling requires a smaller mill force. However, the drawbacks of the process are lack of strain accumulation because of increased recovery and no full pancaking of austenite grains at relative higher rolling temperature. These points are important for the production of higher grade pipeline steel (X100/X120).
Moreover, besides the effect of Nb, SRX behavior[7,8] depends on precipitation, initial grain size, reduction rate, time interval, etc. The addition of high Mn[9] can retard precipitation, and subsequently it can influence the recrystallization behavior of high Nb steel. A finer initial grain or larger reduction also can accelerate recrystallization.[10] Recent research[11] on static recrystallization for industrial high Mn, high Nb pipeline steel indicates fast and complete recrystallization still occurs at 1273 K (1000 °C), provided that the initial starting grains are fine and no precipitation occurs. These results are in contrast to the traditionally held view that no recrystallization or partial recrystallization takes place at 1273 K (1000 °C) for high-content, Nb-bearing approach. Therefore, the effect of Nb on the recrystallization behavior in a high Mn system should be reconsidered and reinterpreted, especially with respect to the effect of initial grain size and the amount of Nb in solid solution and as precipitates. In this article, the recrystallization and precipitation behaviors of Nb-bearing steel were clarified for the high Mn system, particularly the mechanism about the change of recrystallization behaviors caused by the initial austenite grain size and the influence of high Mn on precipitation behavior. This research will be helpful for using a critical temperature window for uniform grain refinement and reducing start temperature of finish rolling to a lower temperature for higher strain accumulation or S v.
2 Experimental Materials and Procedure
Four kinds of low-carbon steels were employed for the stress relaxation tests, as shown in Table I. Therein, s1, s2, and s3 are laboratory steels with different Nb content from 0.012 wt pct to 0.1 wt pct, which were used to investigate the effect of niobium on recrystallization, precipitation behaviors, and the possibility of grain refinement. An industrial high Mn, high Nb steel (X80 grade line pipe) was also investigated.
All thermosimulation tests were accomplished by GLEEBLE simulator (Dynamic Systems, Inc. Poestenkill, NY), and cylindrical specimens of ∅8 × 12 mm were prepared for all experiments. All samples were solution treated before simulation. To prohibit the possible nonuniform distribution of temperature in the sample, during stress relaxation testing using the GLEEBLE simulator, special cemented carbide products were fixed on the both ends of the deformed sample to give same temperature condition for the whole sample.
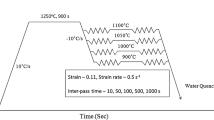
Figure 1 presents the processes of stress relaxation tests with one pass and double passes. In the process shown in Figure 1(a), after 25 pct reduction with 1 second−1 strain rate at different temperature, the specimens were held for 400 seconds at constant strain. The stress evolution was recorded as a function of time, and the timing was used to reveal the whole process of recrystallization and coarsening of austenite grains, which is related to the condition controlling of austenite grains in industrial rolling. Moreover, the specimens were quenched at different times during the holding period to examine the evolution of prior austenite grains and the precipitates. Lower reheat temperature and an addition of one pass compression at 1323 K (1050 °C) were designed to obtain a finer initial austenite grains in the process 2, as shown in Figure 1(b), and it is used to study the effect of initial grain size on recrystallization and its interaction with precipitation.

Schematic diagrams of stress relaxation test: (a) Process 1: single pass and (b) process 2: double-pass
All morphology of austenite grains in different cases was etched by special etchant at 323 K to 333 K (50 °C to 60 °C), as shown in Table II. Film specimens obtained from carbon replica were observed under a transmission electron microscope (TEM) to examine the conditions of precipitates.
3 Experimental Results
3.1 Stress Relaxation Curves and Morphology of Austenite Grain Above 1273 K (1000 °C)
Figure 2 shows the stress relaxation curves of different Nb steels at 1323 K and 1273 K (1050 °C and 1000 °C) under process 1. According to Figure 2(a), no precipitation hardening took place at 1323 K (1050 °C), but recrystallization softening occurs for all three kinds of steels after deformation. The onset times of recrystallization are different; 0.1Nb steel has the longest incubation period of ~2 seconds, whereas the incubation time for 0.012Nb steel is shorter than 0.5 seconds. Moreover, 0.1Nb steel needed more time to reach complete recrystallization compared with the other two steels. From the morphology of austenite grains in Figure 3, partial recrystallization occurs in 0.1Nb steel at 2 seconds. In addition, it is evident that most grains in 0.1Nb steel have undergone complete recrystallization at 30 seconds, and it also coincides with the results presented in the stress relaxation curve at 1323 K (1050 °C). Comparing the morphology of austenite grains of 0.1Nb and 0.063Nb steel at 300 seconds (Figures 3(c) and (d)), it is obvious that the coarsening rate of austenite grain is lower in high Nb steel, most likely because of the more solute drag effect (no precipitation at this temperature).

Stress relaxation curves of different Nb steels at (a) 1323 K (1050 °C) and (b) 1273 K (1000 °C) under process 1

Morphology of austenite grains at 1323 K (1050 °C) and holding different time: (a) 2 s (0.1Nb steel), (b) 30 s (0.1Nb steel), (c) 300 s (0.1Nb steel), and (d) 300 s (0.063Nb steel)
Likewise, Figure 2(b) presents recrystallization softening for 0.063Nb steel and 0.012Nb steel at 1273 K (1000 °C) under process 1, and the incubation time of recrystallization increases as the temperature decreases. In 0.012Nb steel, recrystallization still starts before 0.5 seconds, but it needs more time to reach complete recrystallization of 0.063Nb steel, approximately 30 seconds. After that, grain growth and coarsening starts. Figure 4(c) presents uniform grains structure after complete recrystallization in 0.063Nb steel at 300 seconds after deformation at 1273 K (1000 °C).

Morphology of austenite grains at 1273 K (1000 °C) and holding different time, (a) 30 s (0.1Nb steel), (b) 300 s (0.1Nb steel), and (c) 300 s (0.063Nb steel)
Obviously, stress relaxation curve can reflect recrystallization softening and precipitation hardening behavior effectively through the change in curve’s slope.[12–14] In general, once the static recrystallization starts, the curve’s slope will increase, namely, the softening of material gets accelerated by recrystallization. However, it is interesting to observe that for stress relaxation curve of 0.1Nb steel at 1273 K (1000 °C), no expected accelerated softening by recrystallization occurs, as well as no suppressed softening by precipitation. However, the etching results of austenite grains shown in Figures 4(a) and (b) confirms the occurrence of static recrystallization after deformation at 1273K (1000 °C) but is slow, and nearly completes at 300 seconds. No obvious slope change is observed for 0.1Nb steel compared with the curve’s slope in the early recovery softening stage, which may be because of the slow recrystallization kinetics.
3.2 Morphology of Austenite Grains and Precipitation Behaviors Below 1273 K (1000 °C)
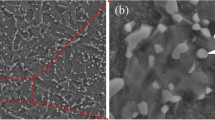
From Figure 5, the curves of 0.1Nb steel at 1223 K and 1173 K (950 °C and 900 °C) both show that the softening rates are reduced by strain-induced precipitation at 5 seconds and 3 seconds, respectively. Differing from the conditions of no precipitation above 1273 K (1000 °C) in high Mn, high Nb steel, the strain-induced precipitation has a prominent role in control of recovery and recrystallization kinetics, and the slowing down of softening increases with decrease in temperature. It is also proved by TEM images that no precipitates are found in specimens containing 0.1Nb steel after 2 seconds of holding at temperatures between 1123 K and 1223 K (850 °C and 950 °C), whereas after holding for 20 seconds at 1223 K (950 °C), the particles smaller than 50 nm were observed, as shown in Figure 6(a). More fine particles can be found in Figure 6(b) for 0.1Nb steel after holding 300 seconds.

Stress relaxation curves of different Nb steels at (a) 1223 K (950 °C), (b) 1173 K (900 °C), and (c) 1123 K (850 °C)

Morphology of precipitates at 1223 K (950 °C), (a) 20 s (0.1Nb steel), (b) 300 s (0.1Nb steel), (c) 150 s (0.063Nb steel), and (d) 300 s (0.063Nb steel)
In addition, from Figures 5(a) and 5(b), complete static recrystallization occurs within 100 seconds for 0.012Nb steel above 1173 K (900 °C) and above 1223 K (950 °C) for the 0.063Nb steel. It is worth noticing that 1223 K (950 °C) is a special temperature for 0.063Nb steel: Softening acceleration by recrystallization and no obvious precipitation hardening are observed [to be contrasted with the case of 0.1Nb steel at 1273 K (1000 °C)]. Figure 6(c) shows that no strain-induced precipitation occurs before 150 seconds for 0.063Nb steel. Nevertheless, some precipitates can be found at 300 seconds for 0.063Nb steel, but actually, these particles seem to have no effect on the recrystallization behavior because recrystallization is complete before precipitation starts.
The etching of prior austenite grains, as shown in Figure 7, indicates that partial recrystallization occurs during the holding period of 0.1Nb steel at 1223 K (950 °C), but recrystallization seems to stagnate at longer times. Combined with the precipitation observation (Figure 6), it can be explained that precipitation halts recrystallization at 1223 K (950 °C), and the evolution of grains after the occurrence of precipitation is a coarsening process of austenite grains, which contains fine recrystallized grains and pancaked nonrecrystallized grains.

Morphology of austenite grains at 1223 K (950 °C) and different holding time, (a) 2 s (0.1Nb steel), (b) 20 s (0.1Nb steel), (c) 300 s (0.1Nb steel), and (d) 300 s (0.063Nb steel)
Figure 8 shows that no obvious recrystallization behavior takes place within 150 seconds for 0.1Nb steel at 1173 K (900 °C). Traditionally, 1173 K (900 °C) is below nonrecrystallization temperature (T nr) of 0.1Nb steel in industrial rolling, with an interpass time of approximately 5 to 100 seconds, but for 0.063Nb, there is partial recrystallization at this temperature, and complete recrystallization is reached for 0.012Nb.

Morphology of austenite grains of 0.1Nb steel at 1173 K (900 °C) and holding at 150 s
As shown in Figures 5, 6, and 9, the nose temperature of precipitation for 0.1Nb steel is 1173 K (900 °C), and the start time is approximately 3 seconds. In low Mn Nb-bearing steel, the onset of precipitation is early, approximately less than 1 second.[9,15] Comparing the precipitation characteristics of high Mn Nb-bearing steel, the addition of high Mn causes delay in precipitation, and the main effect of this precipitation delay is to suppress recrystallization. By contrast, in high Mn-Nb bearing steels, precipitation is much slower; recrystallization can nucleate, but the subsequent growth of the grains is prevented either by a slight precipitation or more likely by a strong solute drag effect resulting from the Nb solute kept in solution. As a result, a high nucleation rate together with a slow growth rate of the recrystallized grains can be an efficient process of grain refinement.

Morphology of precipitated particles at 300 s for different steels at different temperature, (a) 1123 K (850 °C) (0.063Nb steel), (b) 1173 K (900 °C) (0.063Nb steel), (c) 1123 K (850 °C) (0.1Nb steel), and (d) 1173 K (900 °C) (0.1Nb steel)
3.3 Effect of Initial Grain Size on Static Recrystallization and Grain Refinement of Industrial High Mn, High Nb Steel
Based on the preceding experimental results, the slope changes of the stress relaxation curve can reflect the start and finish of recrystallization and the hardening by precipitation properly. It must be made clear that the straight curve always is caused by slow recrystallization in case of no precipitation. Once precipitation occurs, it can halt recrystallization, and if the precipitation takes place during the recrystallization process, then it will cause mixed grain structure, which is prone to generate a subsequent accelerated grain growth. Therefore, to refine austenitic grain size, it is better to have a complete recrystallization before precipitation sets in. To achieve this, a smaller initial grain size must be used to multiply the potential nucleation sites.
Initial austenite grain can be refined by static recrystallization through prior deformation, and this “preliminary treatment” is expected to influence subsequent recrystallization in the next step. Figure 10 presents two situations regarding the effect of grain size on softening behavior in medium Nb steel. At a relatively high temperature (deforming at 1273 K [1000 °C]), the finer initial austenite grain can reduce incubation time and accelerate recrystallization. However, if the specimen with finer austenite grains is compressed at the low temperature [1173 K (900 °C)], precipitation will occur before the recrystallization finishes, which can inhibit subsequent recrystallization. The first situation can shorten the time of recrystallization, whereas the second can cause mixed grains, which has to be avoided.

Stress relaxation curves of 0.063Nb steel under different conditions, the effect of grain size on recrystallization at different temperatures
Figure 11 shows the comparison of stress relaxation curves for 0.1Nb steel under different conditions (different austenite grain size and reduction). Precipitation hardening and recrystallization softening are difficult to find in the original curve of single compression at 1273 K (1000 °C), but if another deformation pass is added at 1323 K (1050 °C) prior to the deformation of 1273 K (1000 °C), the recrystallization will start at ~1 second and finish before 20 seconds. Actually, from a TEM observation on the specimen of 0.1Nb steel at 300 seconds holding in single compression test, no strain-induced precipitated particles were found; that is to say, the accelerated recrystallization after double-pass compression is not affected by the precipitation. Moreover, the other stress relaxation curve of single pass with reduction of 40 pct shows clearly that multiple strain passes are much better in refining initial grain size than a single, large equivalent reduction. The recrystallization behavior under 40 pct reduction needs more time to complete, nearly 50 seconds.

Stress relaxation curves of 0.1Nb steel under different conditions, the effect of grain size, and reduction on recrystallization at 1273 K (1000 °C)
The same case is observed in industrial high Mn, high Nb steel, as shown in Figure 12. The slope change of the original curve at 1273 K (1000 °C) is small and does not demonstrate precipitation hardening and recrystallization softening. The accelerated recrystallization after the addition of one pass at 1343 K (1070 °C) and the other at 1273 K (1000 °C) is still time dependent as the recrystallization of this steel after the single deformation at 1323 K (1050 °C). The recrystallization finishes in less than 20 seconds; combined with the etching of austenite grains, homogeneous fine grains by complete recrystallization can be generated at 10 seconds. The coarsening rate of recrystallized grains is slow because of the intense solute drag effect.

(a) Stress relaxation curves of high Nb industrial steel under different conditions, and morphology of austenite grains at different time after double-pass deformation (b) 10 s, (c) 60 s, and (d) 240 s
4 Discussion
4.1 Mechanism Analysis: Recrystallization Kinetics and its Driving Force in High Mn, High Nb Steel
Several research works[7,16–19] focused on recrystallization kinetics and mechanism, and many different theoretical treatments were proposed to explain the recrystallization nucleation and grain growth. However, in a complex system with drag and pinning effects, the increase in recrystallization start temperature might be caused by a combination of the solute drag effect of Nb in solid solution and Zener pinning effect of fine precipitates such as Nb(CN). At the current stage, it is unclear in high Mn, high Nb steels which effect dominates.
Essentially, this process should relate to the nucleation mechanisms of recrystallization; although there are still various opinions, it is no doubt that the movement of dislocation and grain boundary are the key factors. Based on the research works by Zurob et al.,[7,8,20] the mobility of grain boundary and driving force for static recrystallization are the key parameters in analyzing the recrystallization behavior of high Mn, high Nb steel.
4.1.1 Effect of Nb in solute solution on recrystallization
In the absence of precipitation at high temperature, the recrystallization behavior can be described as follows:
where X is the recrystallization volume fraction, N rex is the number of recrystallization nuclei, M(t) is grain boundary mobility, and F(t) is the net driving force for recrystallization.
where M i is the intrinsic grain boundary mobility, C Nb is the concentration of Nb in solution, α is the interaction parameter in Cahn’s solute-drag model,[21] ρ is the dislocation density, μ is the shear modulus of the matrix, b is the burgers vector, F is a geometric factor, S v is the grain boundary area per unit volume that depends on initial grain size, and R c is the critical recrystallization nucleation radius.
Comparing the high Mn, high Nb steels with that of low or medium Nb steel, there should be higher values of F(t) and N rex but slower M(t) in high Nb steel because higher dislocation density and S v values are obtained for a given deformation. An intense solute drag effect in high Nb steel can slow down the mobility of dislocation, decrease the efficiency of static and dynamic recovery, and keep high driving force value during a relatively long time. These effects are opposite for the onset of recrystallization for high Nb. The mobility of grain boundaries are known to be affected strongly by the solute content of the matrix, although the addition of high Nb can slow down the mobility of grain boundary but cannot halt the recrystallization. Hence, in high Nb steel, recrystallization kinetics is slow, and given sufficient time, the sample will fully recrystallize. However, the interpass time interval is limited in industrial rolling, which may lead to partial recrystallization. One concept should be emphasized: High N rex and high driving force causes more nucleation sites and a greater possibility for recrystallization. In accordance with Bailey-Hirsch nucleation criterion,[22] when the stored energy exceeds the capillary forces exerted by subgrain boundary curvature, the corresponding subgrain radius is defined as the critical radius for recrystallization nucleation. Stored energy of dislocations is the driving force for nucleation and growth processes of recrystallization. The larger the stored energy resulting from dislocations, the smaller will be the critical radius for recrystallization nucleation, the sooner the process will occur, and the higher will be the nucleation rate. Therefore, high Nb steel has larger advantage in grain refinement.
4.1.2 Interaction effect of precipitation, solute, and recrystallization
In the presence of precipitation, the recrystallization behavior can be represented by Eq. [5]. The precipitation of fine particles can pin segments of the dislocation network and therefore retard recovery, and also it can slow down or even halt the progress of the recrystallization front.
The net drive force (F(t)) for recrystallization is the driving force (F R) from the stored energy of deformation subtracted by Zener pinning force (F P) that can be estimated through precipitated volume fraction. The calculations by Gomez[23] indicate that F R and F P both increase as the temperature decreases, but the latter grows faster than the former. For this reason, the inhibition of recrystallization appears at a temperature below T nr. Actually, this approach just considers that the recrystallization depends on F R or F P simply, and it neglects the contribution of M(t) and the interaction between precipitation and recrystallization nucleation at a given temperature. The intrinsic grain boundary mobility is a strong function of temperature; Cahn’s expression for solute drag is used to account for solute drag. Subgrain growth is impeded by solute drag, which may be effective in retarding recrystallization nucleation. Normally, precipitate volume fraction is usually not significant at this stage. When the precipitate volume fraction is adequately high, the pinning force exerted by the particles on boundary becomes significant and will be sufficient to suppress or stop recrystallization.
During the deformation of high Nb steel at 1273 K (1000 °C), recrystallization is already suppressed largely because of the effect of low M(t). The low mobility (M(t)) because of temperature should be the main factor for low recrystallization kinetics. At 1223 K (950 °C), recrystallization was observed in few grains before precipitation starts, leading to a value of F P much larger than F R after 20 seconds, thereby potentially halting the recrystallization process. It is interesting to note that more extensive grain coarsening is found in high Nb steel after 300 seconds at 1223 K (950 °C) compared with medium Nb steel. This may be related to less Nb in solution because of the occurrence of precipitation. In a simple model, Hutchinson et al.[24] considered that if the diameter of precipitate is larger than 4 nm, the solute will be more effective than precipitates at impeding boundary motion in austenite, especially at a lower temperature. The direct observation results in this article coincide with this idea, and it can be recognized that keeping enough Nb in the solution can suppress grain coarsening more effectively.
Figure 13 shows an ordinary circumstance for the evolution of M(t) and F(t) under different Nb content, which are predicted by Zurob’s model[7,8] and can explain the possibility of recrystallization being halted by increase of F P. The net driving force of recrystallization is influenced by the stored energy of dislocation, recovery, and precipitation (via Zener pinning effect), as shown in Figure 13(a). High Nb steel has larger stored energy of deformation all the times, but an increase of F P can decrease the net driving force for recrystallization. Lower Nb content in steel causes faster mobility (M(t)) of grain boundary, and it seems that faster mobility has large influence on the onset of recrystallization, as shown in Figure 13(d). Complete recrystallization can start and finish in shortest very short time in low Nb steel despite having a lower driving force. Moreover, from Figure 13(c), the model predicts that the mobility will increase as a result of the depletion of Nb from solid solution during precipitation, especially in cases of high Nb steels where the mobility will change a lot because of leaching of Nb from solid solution. Despite this, it should be emphasized that the predicted plots in Figure 13 are only meaningful in the nonrecrystallized material. Also, it is understood that the boundary mobility of recrystallized grains also will accelerate because of a decrease in solute Nb. For this reason, compared with the austenite grain condition of medium Nb steel, it can be concluded that large coarsening in high Nb steel after holding 300 seconds at 1223 K (950 °C) is controlled by this mechanism.

Predicted results of different experimental steels with different Nb content by using Zurob’s Model to explain the following: (a) curves of stored energy and Zener pressure vs time in the case of different Nb content, (b) evolution of net drive force of recrystallization with time, (c) evolution of boundary mobility with time, and (d) products of net drive force and boundary mobility
4.2 Practice: Grain Refinement Mechanism Based on Accelerated Recrystallization and Solute Drag and its Application in Industrial High Mn, High Nb Steel
In general, because of a high nonrecrystallization temperature window, high Nb steel should be rolled at higher temperatures to refine grain homogeneously by complete recrytallization in rough rolling. However, because of a higher S v and accumulated strain for better properties, especially in the rolling of higher grade pipeline steel (X100/X120), the finish rolling temperature must be reduced to a low temperature[2,25] because large recovery and fast mobility of grain boundaries occur at high temperature. But if decreasing the finish rolling temperature and rough rolling ends at original high temperature, the interval between rough rolling and finish rolling will be prolonged. As a result, grain coarsening and the development of spatially nonuniform microstructures will occur, leading to a significant deterioration in the final properties. Hence, it is necessary before flattening austenite grains in finish rolling (at relative low temperature) that they are refined fully and homogenously, and therefore, are fully recrystallized and the coarsening are suppressed.
The new idea proposed in this article for resolving the problem is an addition of rolling at critical 1273 K (1000 °C) under the condition of finer initial grain size, although traditionally, 1273 K (1000 °C) for high Mn, high Nb steel is considered a partial recrystallization temperature. However, the original slow recrystallization at 1273 K (1000 °C) actually is accelerated by fine austenite grain size by rough rolling and in the case of no precipitation.
It is worth emphasizing that because of the delay of precipitation by high Mn, the effect characteristics of precipitation and solute drag in high Mn, high Nb are unique. Actually, a low Mn system has different feature. In a low Mn, high Nb system, precipitation occurs very fast. These precipitates can suppress recovery, resulting in high F R for a relative longer period combined with fast mobility because of low Mn in solid solution. Recrystallization is easier to happen, even at 1173 K (900 °C).[9,15] However, a high Mn system is different. The addition of Mn is helpful for solid solution strengthening of steel, whereas the delay of precipitation in high Mn, high Nb steel causes partial recrystallization after deformation at 1223 K (950 °C) and gives a useful temperature window at approximately 1273 K (1000 °C). Where the recrystallization behavior is slow but is not stopped, no precipitates are found to influence the recrystallization; moreover, in this temperature range, a strong solute drag effect can suppress grain growth and coarsening effectively.
In these preconditions, the recrystallization process can be accelerated by finer initial austenite grain after deforming at approximately 1273 K (1000 °C). It should be emphasized that the option of refining temperature window is not correlated to refine initial austenite grain simply, and it is necessary that no precipitation occurs during recrystallization. Therefore, in actual industrial rolling, it needs to be emphasized for grain size controlling that the reheating schedule and proper time-temperature-deformation schedule are important for rough rolling.
In fact, the other way to accelerate recrystallization is to increase the deformation per pass, but this is difficult in industrial rolling because of constraint on final strip thickness and motor loads. As shown in Figure 10, the refinement of initial grains seems more promising compared with a single-pass deformation 40 pct at 1273 K (1000 °C). More time is needed to complete recrystallization in the case of large deformation than with a smaller initial grain size.
The objectives of finish rolling are flattening austenite grain fully and accumulating strain. Single-pass deformation with a strain of 25 pct at 1173 K (900 °C) cannot induce any recrystallization for high Nb steel. Extremely low mobility cannot cause any nucleation of recrystallization before the precipitation behavior. Once precipitation starts, the net drive force for recrystallization will be reduced further, even to zero. It is advisable to flatten austenite grains completely so that finish rolling of high Mn, high Nb steel starts at approximately 1173 K (900 °C).
5 Conclusions
-
1.
In absence of precipitation, the recrystallization of high Mn, high Nb steels continuously progresses. With a decrease in temperature, the driving force of recrystallization increases because of low recovery, yet the overall recrystallization kinetics become slower because of reduced boundary mobility, leading to longer incubation time and longer completion time.
-
2.
Because of the addition of high Mn, the precipitation of Nb is delayed. In the presence of precipitates, recrystallization is halted before completion. Once recrystallization stops, the growth and coarsening of grains both recrystallized and nonrecrystallized starts, leading to a mixed grain structure that has to be avoided. Also, experimental results indicate that the depletion of solid solution Nb because of precipitation leads to enhanced grain coarsening.
-
3.
At 1273 K (1000 °C), the situation depends on the Nb content. For 0.1 wt pct Nb containing steels, the stress relaxation curve does not show any prominent softening by slow recrystallization, yet recrystallization does happen during this time, and no precipitation is observed. Higher solute Nb can slow down the mobility of recrystallized grain boundary, and thus it can suppress grain coarsening effectively.
-
4.
Static recrystallization can be accelerated by finer initial grain size, but if the precipitation occurs prior to finish of recrystallization, partial recrystallization will occur. Also, precipitation leads to the depletion of solid solution Nb, thereby increasing boundary mobility leading to a mixed grain structure.
-
5.
By refining the grain size prior to deformation at approximately 1273 K (1000 °C), recrystallization of 0.1Nb steel will be completed within a short time, and grain coarsening also is relatively slow because of the solute drag of solid solution niobium. As a consequence, homogenous and fine grains will be generated prior to the finish rolling in which grains will be flattened fully and homogenized, leading to finer uniform, effective grain size. This improvement of prior austenite grain condition will have large positive effect on the final properties of the steel.
References
C.L. Miao, C.J. Shang, J.P. Cao, X.M. Wang, and X.L. He: Iron & Steel, 2009, vol. 44, pp. 62-66.
T.X. Cui, C.J. Shang, C.L. Miao, W.G. Xue, and Y.T. Hu: Iron & Steel, 2009, vol. 44, pp. 55-59.
L.J. Cuddy: Thermo-Mechanical Processing of Microalloyed Austenite, Eds. A.J. DeArdo, G.A. Ratz, and P.J. Wray, TMS, Warrendale, PA, 1982, p. 129.
E.J. Palmiere, C.I. Garcia, and A.J. DeArdo: Metall. Mater. Trans. A, 1996, vol. 27A, pp. 951-60.
K. Hulka, P. Brodignon, and J.M. Gray: International Seminar the HTP Steel Project, Niobium Technical Report-No 1/04, CBMM, Sao Paulo, Brazil, 2003.
D.G. Stalheim, K.R. Barnes, and D.B. McCutcheon: International Symposium of Microalloyed Steels for the Oil and Gas Industry, CBMM/TMS, Sao Paulo, Brazil, 2006.
H.S. Zurob, C.R. Hutchinson, Y. Brechet, and G. Purdy: Acta Mater., 2002, vol. 50, pp. 3075-92.
H.S. Zurob, C.R. Hutchinson, Y. Brechet, and G. Purdy: Mater. Sci. Eng. A, 2004, vol. 382A, pp. 64-81.
H.S. Zurob, G. Zhu, S.V. Subramanian, G.R. Purdy, C.R. Hutchinson, and Y. Brechet: ISIJ Int., 2005, vol. 45, pp. 713-22.
G. Li, T.M. Maccagno, D.Q. Bai, and J.J. Jonas: ISIJ Int., 1996, vol. 36, pp. 1479-85.
C.L. Miao, C.J. Shang, G.D. Zhang, and S.V. Subramanian: Mater. Sci. Eng. A, 2010, vol. 527A, pp. 4985-92.
L.P. Karjalainen: Mater. Sci. Technol., 1995, vol. 11, pp. 557-62.
J. Kliber and I. Schindler: J. Mater. Process. Tech., 1996, vol. 60, pp. 597-602.
W.J. Liu and J.J. Jonas: Metall. Trans. A, 1988, vol. 19A, pp. 1403-13.
C.L. Miao, C.J. Shang, G.D. Zhang, G.H. Zhu, H.S. Zurob, and S.V. Subramanian: International Conference on Rex & GG, Sheffield, UK, 2010.
C.M. Sellars: Mater. Sci. Technol., 1985, vol. 14, pp. 325-32.
R.D. Doherty, D.A. Hughes, F.J. Humphreys, J.J. Jonas, D.J. Jensen, M.E. Kassner, W.E. Kassner, W.E. King, T.R. McNelley, H.J. McQueen, and A.D. Rollett: Mater. Sci. Eng. A, 1997, vol. 238A, pp. 219-71.
G. Anan, S. Nakajima, M. Miyahara, S. Nanba, M. Umemoto, A. Hiramatsu, A. Moriya, and T. Watanabe: ISIJ Int., 1992, vol. 32, pp. 261-66.
S.F. Medina: Scripta Metall. Mater., 1995, vol. 32, pp. 43-48.
H.S. Zurob, Y. Brechet, and G.R. Purdy: Acta Mater., 2001, vol. 49, pp. 4183-90.
J.W. Cahn: Acta Metall., 1962, vol. 10, pp. 789-98.
J.E. Bailey and P.B. Hirsch: Proc. Royal Soc., 1962, vol. 267, pp. 11-30.
M. Gomez, S.F. Medina, and P. Valles: ISIJ Int., 2005, vol. 45, pp. 1711-20.
C.R. Hutchinson, H.S. Zurob, C.W. Sinclair, and Y.J.M. Brechet: Scripta Mater., 2008, vol. 59, pp. 635-37.
C.L. Miao, G.D. Zhang, and C.L. Shang. Mater. Sci. Forum., 2010, vols. 654-6, pp. 62-65.
Acknowledgments
The funding support by National Basic Research Program of China (973 Program, No: 2010CB630801) and CITIC, CBMM is gratefully acknowledged. The authors also wish to thank Professor Y. Brechet from Domaine Universitaire for his suggestions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted December 7, 2010.
Rights and permissions
About this article
Cite this article
Miao, C.L., Shang, C.J., Zurob, H.S. et al. Recrystallization, Precipitation Behaviors, and Refinement of Austenite Grains in High Mn, High Nb Steel. Metall Mater Trans A 43, 665–676 (2012). https://doi.org/10.1007/s11661-011-0895-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-011-0895-5