
Abstract
Y2O3-stabilized zirconia coatings were deposited on superalloy K17 substrates at room temperature by the eletrophoretic deposition technique followed by two different sintering methods. Scanning electron microscopy, X-ray diffraction (XRD), and nanoindentation techniques were employed to characterize morphological, structural, and mechanical properties of the coatings. Finer and more uniform microstructures were observed in the microwave sintered coatings. For the conventionally sintered coatings, the monoclinic phase was observed. The microwave sintered coatings of Y2O3-stabilized zirconia contain mainly cubic/tetragonal phases with some metastable phase present. In comparison with the hardness of 3.1 GPa and elastic modulus of 83.5 GPa for conventional sintered coating, the hardness and elastic modulus for microwave sintered coating rapidly increased to 4.3 and 172.7 GPa, respectively. Such coatings have potential in being used as thermal barrier coatings (TBCs) on superalloy substrates.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The Ni-base superalloy is widely used in the severest operating conditions in the combustor and gas turbine sections because of their creep, toughness, and low cycle fatigue properties. However, combustor and turbine gas temperatures may exceed the melting point of the Ni superalloy, leading to structural failure by melting. To increase the temperature capability of gas turbines, a coating of heat-insulating zirconia ceramics is applied on the surface of the turbines as a thermal barrier coatings (TBCs).[1–3]
At present, there are two principle technologies for fabrication of TBCs. One is plasma spraying[4] and the other is electron beam–physical vapor deposition.[5] While these techniques are applied with great success, they are cost and time intensive, and coating of complex shapes may be difficult or even impossible. The eletrophoretic deposition (EPD) technique, with range of novel applications in the processing of advanced ceramic materials and coatings, has recently gained increasing interest not only because of the high versatility of its use with different materials but also because of its cost-effectiveness requiring simple apparatus.[6–8] The use of EPD for obtaining such coatings will be investigated in this article.
The loose powder coating needs to be densified after EPD, yet the high temperatures necessary for sintering with conventional furnaces may be detrimental for the metal. Microwave sintering is a relatively new technique employed for sintering of ceramics. It is a faster method and high densities can be achieved over a shorter period of sintering time compared with conventional sintering techniques.[9,10] Microwave sintering also has the potential to produce ceramics with better microstructures due to more uniform heat distribution leading to lower thermomechanical stresses. In this work, Y2O3-stabilized zirconia has been selected for the TBCS; the effect of microwave heating on final microstructure and grain size of these materials has been discussed. Also, mechanical properties of the Y2O3-stabilized zirconia coatings, densified by microwave and conventional sintering, have been investigated.
2 Experimental Procedure
In this work, EPD was carried out with electric field applied between a graphite counter electrode (anode) and a substrate (cathode). The distance between the electrodes was 20 mm, and they were kept in a liquid solvent, which contained a suspension of powders of the materials to be deposited. EPD was carried out at room temperature using applied voltages in the range of 60 to 120 V and deposition times of 1 to 5 minutes. The substrate was K17 superalloy. The substrate sample was of dimensions 20 × 20 × 10 mm3. Y2O3-stabilized zirconia (5 mol pct Y2O3) (YSZ, <30 nm) powder suspension was prepared by magnetic stirring of the mixture of ceramic powders in acetone. Suspensions used here had Y2O3-stabilized zirconia powder concentrations in the range of 20 to 50 g/L and iodine concentration of 0.1 to 0.8 g/L.
After deposition, the coatings were dried at room temperature prior to sintering. Conventional sintering involved heating the green samples at 1373.15 K (1100 °C) for 30 minutes in air. Heating and cooling rates were 278.15 K/min (5 °C/min). Microwave sintering of EPD-coated samples was performed at 1173.15 K to 1573.15 K (900 °C to 1300 °C) for 10 to 60 minutes under controlled argon atmosphere with a flow rate of 20 mL/min. Heating and cooling rates were 283.15 K/min (10 °C/min). The phases present in the sintered coatings were determined using X-ray diffraction (XRD). The microstructures of coatings were examined using optical microscopy and scanning electron microscopy. Hardness and elastic moduli were calculated from the data obtained by nanoindentation tests using a Berkovich indenter.
3 Results and Discussion
For experiments using EPD, a constant voltage of 80 V, Y2O3-stabilized zirconia powder concentration of 30 g/L, iodine concentration of 0.3 g/L, and a deposition time of 3 minutes were chosen. These parameters were shown to lead to the best Y2O3-stabilized zirconia coatings prepared on K17 superalloy in terms of homogeneity of coating microstructure, as shown in Figures 1 and 2.

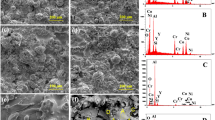
Scanning electron micrographs of (a) microwave and (b) conventional sintering samples

Cross-sectional micrographs of (a) microwave and (b) conventionally sintered samples
The top surface of the Y2O3-stabilized zirconia coatings was smooth and dense; no obvious crack was found in the coatings. It can be seen that the top surface of the coatings is not very smooth, as shown in Figure 1. The top surface structure consists of hexagonal grains and elongated grains. Between two different grains, there are some pores, which make the surface rough. The elongated grains disperse into the gaps of hexagonal grains. The samples of microwave sintering have a much smaller grain size, compared with that of the conventional sintering (Figure 1(b)), with very few and uniformly distributed pores (Figure 1(a)).
The cross-sectional micrographs of microwave and conventional sintering samples are shown in Figure 2. The coatings are around 10 μm in thickness, and the coating structure near the surface is looser because of crystallization, which is in accord with Figure 1. However, the inner layer is dense and pore free. Under microwave, the K17 superalloy matrix heats the coating. Therefore, the inner layer of the coating will be softened first, followed by the outer layer. In this way, the remnant air in green coating will be pushed out completely. Consequently, the internal part of Y2O3-stabilized zirconia coatings is dense and pore free. It can be seen also that the samples of microwave sintering have a much smaller grain size compared with that of the conventionally sintered samples.
The XRD patterns of the conventionally sintered sample and that of the microwave sintered sample are shown in Figure 3. It can be seen that two phases are present in the coatings, tetragonal zirconia and monoclinic zirconia, despite the quite high content of monoclinic phase present in the conventionally sintered sample. It appears that microwave sintering had the effect of promoting the monoclinic-tetragonal transformation in the zirconia phase. Preliminary thermal treatments to eliminate volatiles or convert monoclinic residue to tetragonal crystals were found to be necessary by some authors in order to obtain uncracked samples.[11]

XRD patterns of conventionally sintered and microwave sintered samples
A comparable hardness and Young’s modulus were measured for microwave and conventional sintering Y2O3-stabilized zirconia coatings, as indicated in Table I. It can be seen that the hardness elastic modulus and elastic modulus for microwave sintered Y2O3-stabilized zirconia coating compared with conventionally sintered coating were improved. In comparison with the hardness of 3.1 GPa and elastic modulus of 83.5 GPa for the conventionally sintered coating, the hardness and elastic modulus for microwave sintered coating rapidly increased to 4.3 and 172.7 GPa, respectively. This variation of the hardness and elastic modulus is attributed to the change in the microstructure of the coating on the top surface. The samples of microwave sintering had a much smaller grain size on the top surface (Figure 1), compared with that of conventional sintering, with very few and uniformly distributed pores. Also, it is known that the hardness and elastic modulus of Y2O3-stabilized zirconia coatings are highly related to the transformability of tetragonal ZrO2 phase.[9] According to the XRD pattern of microwave sintered sample, the phase is almost 100 pct tetragonal (Figure 3).
4 Conclusions
Y2O3-stabilized zirconia coatings were fully densified by means of microwave and conventional sintering. A finer size and more uniform microstructure were obtained by microwave sintering. The microwave-sintered coatings of Y2O3-stabilized zirconia contain mainly cubic/tetragonal phases with some metastable phase present.
When compared with conventional sintered coating, the hardness elastic modulus and elastic modulus for microwave-sintered Y2O3-stabilized zirconia coating improved. In comparison with the hardness of 3.1 GPa and elastic modulus of 83.5 GPa for conventional sintered coating, the hardness and elastic modulus for microwave-sintered coating rapidly increased to 4.3 and 172.7 GPa, respectively.
References
J. Blink, J. Framer, J. Choi, and C. Saw: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 1344–54.
M. Matsumoto, T. Kato, N. Yamaguchi, D. Yokoe, and H. Matsubara: Surf. Coat. Technol., 2009, vol. 203, pp. 2835–40.
N. Zotov, M. Bartsch, and G. Eggeler: Surf. Coat. Technol., 2009, vol. 203, pp. 2064–72.
A.V. Put, D. Monceau, and D. Oquab: Surf. Coat. Technol., 2007, vol. 202, pp. 665–69.
M.J. Stiger, N.M. Yanar, R.W. Jackson, S.J. Laney, F.S. Pettit, G.H. Meier, A.S. Gandhi, and C.G. Levi: Metall. Mater. Trans. A, 2009, vol. 38A, pp. 848–57.
L. Besra and M. Liu: Prog. Mater. Sci., 2007, vol. 52, pp. 1–61.
S.T. Aruna and K.S. Rajam: Mater. Chem. Phys., 2008, vol. 111, pp. 131–36.
X.J. Lu and P. Xiao: J. Eur. Ceram. Soc., 2007, vol. 27, pp. 2613–21.
S.S. Panda, V. Singh, A. Upadhyaya, and D. Agrawal: Metall. Mater. Trans. A, 2006, vol. 37A, pp. 2253–64.
S.G. Huang, L. Li, O.V.D. Biest, and J. Vleugels: J. Eur. Ceram. Soc., 2007, vol. 27, pp. 689–93.
D.H. Kim and C.H. Kim: J. Am. Ceram. Soc., 1992, vol. 75, pp. 716–18.
Acknowledgments
This work is supported by the Shanghai Municipal Developing Foundation of Science and Technology under Grant No. 0852nm01400.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted December 14, 2009.
Rights and permissions
About this article
Cite this article
Wang, W., Qian, S.Q. & Shen, H. Microstructure and Mechanical Properties of Yttria-Stabilized Zirconia Coatings Produced by Eletrophoretic Deposition and Microwave Sintering. Metall Mater Trans A 42, 3265–3268 (2011). https://doi.org/10.1007/s11661-010-0390-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-010-0390-4