
Abstract
The effects of changes in composition, testing temperature, strain rate, and thermal exposure on the flow behavior of a series of Al-Gd-Ni-X amorphous alloy ribbons have been determined via hot microhardness and tension testing. It is shown that the addition of Fe, Co, and Fe/Co combination into these materials increases the strength, Tg, and Tx1 in addition to the activation energy for crystallization, whereas the window between Tg and Tx1 remains similar. The uniaxial tensile tests show these ribbons exhibit a high strength, around 1 GPa, at room temperature (RT), and the results also show that these ribbons maintain their strength, nearly 45 pct of their RT value, at temperatures near Tg. Scanning electron microscopy images of fracture surfaces obtained from tests conducted near Tg illustrate ductile rupture and homogeneous flow behavior near the fracture tip.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
A combination of good strength and low density (i.e., specific strength) is necessary for structural materials. Significant interest has developed in amorphous and nanocrystalline aluminum alloys in recent years because of their high strength and low density.[1] The most important group of Al-based amorphous alloys are the aluminum-rare earth-transition metal (Al-RE-TM) system alloys because of their good glass-forming ability and mechanical properties.[2–4] These alloys have been shown to exhibit strengths almost twice that of conventional Al alloys (7075-T6: σ y ≈ 500 MPa) with similar densities as conventional Al alloys.[1]
Recent research has been investigating the effects of annealing on devitrification and the subsequent mechanical properties of an Al-Gd-Ni alloy.[3,5–7] The results showed that Al87Gd6Ni7 exhibited a low-onset crystallization temperature Tx1, 462 K (189 °C), and tensile tests showed that the precipitation of pure α-Al nano particles from the glassy matrix, thereby enriching the local matrix in Gd and Ni, produced embrittlement. In the past decade, many efforts have investigated the effects of compositional changes on the thermal stability of amorphous alloys.[2,8–10] It has been shown that an increase in the amount of transition metal elements has a significant effect on T x for Al-RE-TM amorphous alloys.[2] In this study, the effects of Fe and Co additions in an Al-Gd-Ni amorphous alloy (Al87Gd6Ni7) are represented. The flow and fracture behavior across a range of testing temperatures and strain rates is characterized.
2 Experimental Procedures
The materials (Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1) were produced by Ames Laboratory (Ames, IA) via the melt spinning technique using a rotating chilled copper block at a wheel speed of 16 m/s. The melt spinning process was in a well-controlled He atmosphere of 0.3 atm. The as-received ribbons have a thickness of 50 μm and a width of 1.8 mm. The ribbons were confirmed amorphous by X-ray diffraction (XRD; X1; Scintag, Cupertino, CA) using Cu Kα radiation with a scan rate of 3 deg/min on the air side of the ribbons in addition to transmission electron microscopy (TEM) described subsequently. Thermal stability analysis was performed by differential scanning calorimetry (DSC; DSC822e; Mettler Toledo, Aurora, IL) with a heating rate of 3 K/min (3 °C/min)—identical to the heating rate used in the high-temperature tensile tests. Young’s modulus was measured via the nanoindentation technique (Hysitron Triboscope, Minneapolis, MN) using a load of 2000 uN and a loading rate of 1 × 10−4 N/s. A Nikon QM hot microhardness tester (Nikon Instruments, Melville, NY) with a diamond Vickers indenter was used to determine the hardness evolution during heating. The specimen and indenter were heated separately at a heating rate of 10 K/min (10 °C/min), and the hardness was measured on the air side of the ribbon at 298 K (25 °C), 373 K (100 °C), 423 K (150 °C), 448 K (175 °C), 473 K (200 °C), and 498 K (225 °C). Some samples were tested additionally at 523 K (250 °C) and 548 K (275 °C). To investigate the evolution of hardness at a fixed high temperature, separate studies were performed on as-received ribbons. In these cases, the specimen and indenter were heated directly to 498 K (225 °C) at a rate of 10 K/min (10 °C /min), and the hardness was measured at a variety of holding times at 498 K (225 °C). All indents were performed using a load of 100 g and a loading time of 15 seconds.[11] The annealed ribbons were investigated further by XRD and TEM. TEM analyses on ribbons annealed at 498 K (225 °C) were conducted by FEI Tecnai F30 (FEI, Hillsboro, OR). The TEM specimens were prepared by electropolishing at 243 K (−30 °C) in a solution 30 pct nitric acid and 70 pct methanol. Tensile tests were performed with an Instron tabletop tester model 1026 (Instron, Norwood, MA) and were carried out under room temperature (RT), 373 K (100 °C), and 473 K (200 °C) with a heating rate of 3 K/min (3 °C/min), and a strain rate ranging from 1 × 10−3/s to 5 × 10−4/s. Tensile specimens were ground carefully using grit polishing into an hour-glass shape with a gauge length of 10 mm, a width of 1 mm, and a thickness of 50 um. This was conducted to remove the nonuniform edges typically present on melt spun ribbon samples. The curvature of the reduced section was 28 mm, and the corresponding stress concentration factor k t was close to 1.0. The fracture surfaces were examined by scanning electron microscopy (SEM).
3 Results
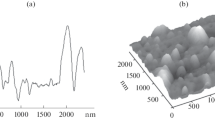
The XRD traces for as-received ribbons are shown in Figure 1(a). The lack of long-range crystallinity is confirmed by the presence of a broad and diffuse peak and is a typical characteristic of amorphous materials. DSC conducted on as-received Al-based amorphous alloy ribbons at a heating rate of 3 K/min (3 °C/min) reveals the effect of adding Fe/Co on the onset of Tg, as shown in Figure 2. The onset of Tg and Tx1 was determined according to ASTM E537-02 and ASTM E1356-03. Compared with the Al87Gd6Ni7 alloy, the onset of Tx1 is delayed 30 K (30 °C) by a substitution of 1-at pct Fe/Co for Al, and the onset of Tx1 is further increased by an addition of 2-at pct constituents.[5] However, the gap between Tg and Tx1 does not show a noticeable increase with an addition of 1-at pct Fe/Co, and it reduces roughly 5 K (5 °C) in Al85Gd6Ni7Fe2 and Al85Gd6Ni7Fe1Co1 ribbons.

XRD traces of Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1 ribbons. (a) As-received ribbons. (b) Annealed at 498 K (225 °C) for 40 min

DSC traces of as-received Al87Gd6Ni7, Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1 ribbons measured at a heating rate of 3 K/min (3 °C/min). Tg and Tx1 are denoted by arrows
The DSC results on the location of Tg and Tx1 are confirmed further by high-temperature microhardness tests. Figure 3(a) shows the effect of an addition of Fe/Co and changes in testing temperature on microhardness. A significant softening was observed at testing temperatures around Tg for all ribbons. When the microhardness testing temperature passed Tx1, noticeable hardening occurred because of crystallization. The effects of holding at a fixed temperature around Tx1 on the evolution of microhardness were evaluated on separate Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 ribbons. Figure 3(b) shows that the hardness of Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 ribbons increased significantly in the first 10 minutes exposed to 498 K (225 °C) and reached a steady state after 30 minutes and 15 minutes, respectively. These results also reveal that the first crystallization temperature for Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 alloys is around 498 K (225 °C) and that it may take 15 to 30 minutes at this temperature for the first crystallization process to develop fully. XRD and TEM analyses confirm the amorphous nature of the as-spun ribbons and the formation of α-Al after isothermal annealing at 498 K (225 °C) for 40 minutes. Figure 1(b) shows that Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 ribbons exhibit a sharpened peak located at an angle (2θ) of 38.5 deg, which corresponds to the X-ray beam reflection from (111) plane of α-Al. The volume fraction of the crystalline phase was determined from the integrated areas of amorphous and crystalline peaks according to the following[12]:
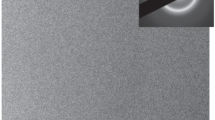
where V f is the volume fraction of crystalline α-Al formed from fully amorphous matrix, A cryst is the integrated area corresponding to crystalline peaks, and A amor is the total area corresponding to an amorphous peak. The volume fractions of crystalline α-Al phase are 9.5 pct and 6.0 pct for Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 after annealing, respectively. The TEM bright field images provided in Figure 4 show some α-Al nanoparticles in Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 ribbons after annealing. The volume fraction of α-Al particles in Al86Gd6Ni7Fe1 is much higher than that in the Al86Gd6Ni7Co1 ribbon. However, crystallization of α-Al did not occur in Al85Gd6Ni7Fe2 and Al85Gd6Ni7Fe1Co1 ribbons for the same exposure conditions as shown in Figure 1(b) and Figure 4.

Vickers microhardness evolution of Al87Gd6Ni7, Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1 ribbons. (a) Effects of changes in testing temperature. (b) Effects of exposure time at a fixed temperature (i.e., 498 K (225 °C))

TEM bright field images of Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1 ribbons annealed at 498 K (225 °C) for 40 min
Mechanical properties of Al86Gd6Ni7Fe1, Al86Gd6Ni7Co1, Al85Gd6Ni7Fe2, and Al85Gd6Ni7Fe1Co1 ribbons are summarized in Table I. Figure 5 shows the engineering stress–strain curves of Al86Gd6Ni7Co1 ribbons tested in tension at RT, 373 K (100 °C), and 473 K (200 °C) as a typical example for these kinds of materials. Note that the global strain to failure for these specimens is not accurate because these tensile specimens are too small to apply a strain gauge. All tensile specimens failed via catastrophic shear at a strain rate of 10−3 seconds−1 at RT and 373 K (100 °C), and they displayed no macroscopic deformation prior to failure. The fracture strength for all four materials ranges from 850 MPa to 1050 MPa at RT, and it drops slightly to 90 pct of its original value at 373 K (100 °C). All tensile results obtained the same order of strength as that estimated from hot hardness test results as shown in Table I.

Engineering stress–strain curves of Al86Gd6Ni7Co1 ribbons tested at RT, 373 K (100 °C), and 473 K (200 °C) at 1 × 10−3/s and at 473 K (200 °C) at 5 × 10−4/s
The fracture surface of Al86Gd6Ni7Co1 ribbon tested at 373 K (100 °C) is shown in Figure 6(a). Typical features for locally ductile metallic glass are presented, such as well-developed vein patterns, although the macroscopic ductility is zero and the fracture is via shear.

Fracture surfaces of ribbons tested at various conditions. (a) Al86Gd6Ni7Co1 ribbon tested at 373 K (100 °C) and 1 × 10−3/s. (b) Al86Gd6Ni7Co1 ribbon tested at 473 K (200 °C) and 5 × 10−4/s. (c) Al85Gd6Ni7Fe1Co1 ribbon tested at 473 K (200 °C) and 5 × 10−4/s
From the stress–strain curves in Figure 5, the flow behavior shows a significant difference between 1 × 10−3 seconds−1 and 5 × 10−4 seconds−1 for Al86Gd6Ni7Co1 at 473 K (200 °C). The elongation to failure almost doubled at a slower strain rate of 5 × 10−4 seconds−1, and the peak stress also dropped about 20 pct compared with the test conducted at a strain rate of 1 × 10−3 seconds−1. Figure 6(b) shows the fracture surface for the Al86Gd6Ni7Co1 sample subjected to a tensile test at 473 K (200 °C) at a strain rate of 5 × 10−4 seconds−1. The ductile rupture was revealed, and the alloy showed homogeneous plasticity near the fracture tip, resulting in a viscous-like feature with a reduction in area of more than 90 pct as shown in the inset of Figure 6(b). Although more homogeneous deformation was achieved near Tg under slow strain rate conditions, this material still exhibited a remarkably high stress—45 pct of its strength at RT. Tests conducted at a higher strain rate of 1 × 10−3 seconds−1 at 473 K (200 °C) produced a transition from ductile rupture to vein patterns, representing a transition from homogeneous flow to more inhomogeneous flow. Similar behavior also was exhibited by the Al85Gd6Ni7Fe2 and Al85Gd6Ni7Fe1Co1 ribbons, as shown in Figure 6(c). Table II summarizes the tensile observations on the other systems examined.
4 Discussion
It is observed that the addition of Fe/Co to Al87Gd6Ni7 has a significant effect on the position of Tg and T×1. Because Tg and Tx1 increase significantly with an increasing Fe/Co concentration, it suggests that the interatomic bonding between Al-Fe or between Al-Co is stronger than Al-Al bonding. The predicted values for the interfacial enthalpy of Fe solved in Al \( \left( {\Updelta H_{\text{Fe\,in\,Al}}^{\text{int}} } \right) \) and Co solved in Al \( \left( {\Updelta H_{\text{Co\,in\,Al}}^{\text{int}} } \right) \) are −79 kJ/mol and −105 kJ/mol, respectively.[13] Therefore, the Co addition should increase Tg and Tx1 to higher temperatures than the Fe addition. However, our DSC result only showed little difference. To estimate the changes in activation energy for crystallization as a result of these chemistry changes, additional DSC traces were conducted at heating rates of 10 K/min (10 °C/min), 20 K/min (20 °C/min), and 40 K/min (40 °C/min). By following Kissinger’s method, the effects of such changes on the heating rate are summarized in Figure 7, and the activation energy for crystallization Ea can be derived from the slope in the figure according to the following equation[14]:
where β is the heating rate and E a is the activation energy for crystallization. E a also is summarized in Table III. The addition of Fe/Co clearly increases E a from 218 KJ/mol to 289 KJ/mol, depending on the amount of solute added, and the amorphous ribbons become more stable.

ln (β/T 2) vs 1/T plot for all ribbons tested at different heating rates. The slope is used to estimate the activation energy for crystallization according to Kissinger’s method.[14]
High-temperature microhardness test results show softening at 423 K (150 °C) (0.85 to 0.9 Tg) because the glassy structure starts to relax. The microhardness is lowest at 473 K (200 °C) (near Tg) for Al86Gd6Ni7Fe1 and Al86Gd6Ni7Co1 ribbons, but it increases at 498 K (225 °C) (near Tx1) as a result of crystallization. One potential source of such strengthening relates to the precipitation of α-Al nanocrystals because these particles could act as barriers and hinder the matrix flow at higher temperatures.[11,15] However, the formation of α-Al nanocrystals also requires chemical redistribution in the matrix. The solute-enriched glassy matrix caused by precipitation of pure α-Al particles also may result in an increase in microhardness. The changes in solute concentration after annealing were estimated from the volume fraction of α-Al obtained according to XRD analysis in the manner previously used by Wesseling et al.[16] as shown in Figure 8, assuming the rejected solute is distributed homogeneously in the amorphous matrix. The results show that the microhardness depends linearly on the solute concentration in the matrix, suggesting that the enrichment of solute is more likely the main strengthening mechanism, as proposed in previous reports,[16,17] and is consistent with the effects of the chemistry changes on the hardness changes in the amorphous ribbons, also shown in Figure 8.

Vickers microhardness vs solute concentration from as-received chemistry or XRD for annealed ribbons
Tensile tests performed at RT and at 373 K (100 °C) show that the fracture surfaces are produced by shear with microscopic vein patterns typical of locally ductile flow. The fracture tip reveals an angle around 55 deg with respect to the tensile stress direction. Tensile tests performed at 473 K (200 °C) demonstrate mechanical behavior consistent with the behavior of metallic glasses deformed in the homogeneous flow regime, as reported earlier,[18–22] with a significant strain rate dependence. The significant increase of strain to failure and the reduction in area indicate characteristics of homogeneous deformation as the strain rate decreases to 5 × 10−4 seconds−1. The stress overshoot phenomena captured is consistent with nonsteady-state homogeneous flow behavior that develops because the structural relaxation is not fast enough to accommodate the strain rate. The present work also shows that the transition of flow behavior from inhomogeneous to more homogeneous depends not only on strain rate but also on slight changes in chemical composition because the Tg of Al85Gd6Ni7Fe2 and Al85Gd6Ni7Fe1Co1 further increase to ~498 K (225 °C). The testing conditions used in the present work and summarized in Table II are superimposed on Schuh’s deformation map as shown in Figure 9.[23,24] The predicted flow behavior is consistent with the present test results. Homogeneous deformation is observed at T/Tg ~ 1 and at a strain rate lower than 1 × 10−3 seconds−1 as indicated by SEM images of fracture surfaces.

Present tension results plotted on a deformation map. Non-Newtonian homogeneous deformation was captured at T/Tg ~ 1 and at a slow strain rate. All other test conditions produced inhomogeneous deformation as indicated by the SEM images of fracture surfaces
5 Summary
The effects of Fe/Co additions on the thermal stability and mechanical behavior of Al-Gd-Ni amorphous ribbons have been investigated. DSC, XRD, TEM, and high-temperature hardness results show that Tg and Tx1 increase significantly because of the stronger bonding between Al-Fe/Co compared with Al-Al. The activation energy for crystallization has been quantified, and it increases with an increase in Fe and/or Co, which stabilizes these materials in comparison with the base Al-Gd-Ni alloy at temperatures lower than Tx1. Microhardness testing after annealing revealed strengthening that was attributed to solute enrichment in the amorphous matrix and caused by the formation of α-Al nano-particles, which is also consistent with the effects of chemistry changes in the hardness/strength of the amorphous ribbons. A transition from an inhomogeneous flow to a more homogeneous flow was obtained at low strain rates upon approaching Tg, whereas the deformation behavior at different strain rates and temperatures was captured in a deformation map.
References
A.L. Greer: Science, 1995, vol. 267, p. 1947.
A. Inoue, K. Ohtera, A.P. Tsai, and T. Masumoto: Jpn. J. Appl. Phys., 1988, vol. 27, p. L280.
Y. He, S.J. Poon, and G.J. Shiflet: Science, 1988, vol. 241, p. 1640.
A. Inoue, S. Sobu, D.V. Louzguine, H. Kimura, and K. Sasamori: J. Mater. Res., 2004, vol. 19, p. 1539.
B.C. Ko, P. Wesseling, O.L. Vatamanu, G.J. Shiflet, and J.J. Lewandowski: Intermetallics, 2002, vol. 10, p. 1099.
M.C. Gao and G.J. Shiflet: Intermetallics, 2002, vol. 10, p. 1131.
P. Wesseling, B.C. Ko, and J.J. Lewandowski: Scripta Mater., 2003, vol. 48, p. 1537.
A. Inoue: Progr. Mater. Sci., 1998, vol. 43, p. 365.
A. Zhu, S.J. Poon, and G.J. Shiflet: Scripta Mater., 2004, vol. 50, p. 1451.
H.W. Yang, S.C. Tjong, and J.Q. Wang: Mater. Sci. Eng., 2005, vol. 406, p. 160.
A.S. Nouri, Y. Liu, and J.J. Lewandowski: Metall. Mater. Trans. A, 2009, vol. 40A, p. 1314.
T. Gloriant, M. Gich, S. Surnach, M.D. Baro, and A.L. Greer: J. Metastable Nanocryst. Mater., 2000, vol. 8, p. 365.
H. Bakker: Enthalpies in Alloys: Miedema’s Semi-Empirical Model, Trans Tech Publications Inc., Zurich, Switzerland, 1998.
H.E. Kissinger: Anal. Chem., 1957, vol. 29, p. 1702.
R. Yavari, J.J. Lewandowski, and J. Eckert: MRS Bulletin, 2007, vol. 32, p. 635.
P. Wesseling, B.C. Ko, L.O. Vatamani, G.J. Shiflet, and J.J. Lewandowski, Metall. Mater. Trans. A, 2008, vol. 39A, p. 1935.
Z.C. Zhong, X.Y. Jiang, and A.L. Greer: Mater. Sci. Eng. A, 1997, vol. 226-228, p. 531.
T.G. Nieh, J. Wadsworth, C.T. Liu, T. Ohkubo, and Y. Hirotsu: Acta Mater., 2001, vol. 49, p. 2887.
J. Lu, G. Ravichandran, and W.L. Johnson: Acta Mater., 2003, vol. 51, p. 3429.
M. Bletry, P. Guyot, Y. Brechet, J.J. Blandin, and J.L. Soubeyroux: Intermetallics, 2004, vol. 12, p. 1051.
T.G. Nieh and J. Wadsworth: Scripta Mater., 2006, vol. 54, p. 387.
A.H. Vormelker, O.L. Vatamanu, L. Kecskes, and J.J. Lewandowski: Metall. Mater. Trans. A, 2008, vol. 39A, p. 1922.
C.A. Schuh, A.C. Lund, and T.G. Nieh: Acta Mater., 2004, vol. 52, p. 5879.
L.A. Deibler and J.J. Lewandowski: Mater. Sci. Eng. A, 2010, vol. 527, p. 2214.
Acknowledgments
The authors thank the DARPA-SAM 2 program for support through Pratt & Whitney Corporation. Supply of materials from Pratt & Whitney and Ames Laboratory is gratefully acknowledged. Useful discussions with A. L. Greer and G. J. Shiflet along with TEM conducted by Dinqiang Li are also appreciated.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted November 24, 2009.
Rights and permissions
About this article
Cite this article
Huang, CK., Lewandowski, J.J. Effects of Changes in Chemistry and Testing Temperature on Mechanical Behavior of Al-Based Amorphous Alloy Ribbons. Metall Mater Trans A 41, 2269–2275 (2010). https://doi.org/10.1007/s11661-010-0303-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-010-0303-6