
Abstract
The hot band of a continuous cast (CC) Al-Mn-Mg alloy was cold rolled to different reductions ranging from 0 to 90 pct and then annealed at 482 °C for 3 hours. The effect of rolling reduction on the P recrystallization texture was investigated by X-ray diffraction. The results show that the recrystallization texture of the hot band is characterized by weak P orientation and 22.5 deg normal direction (ND) rotated cube orientation. The strength of the P texture increases with increasing rolling reduction. After 90 pct cold rolling, the recrystallization texture of the cold-rolled sheet is dominated by a strong P component.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Recrystallization texture has long been a subject of research by metallurgists since it is one of the main factors responsible for the anisotropy of properties of final sheet products. The recrystallization texture of most aluminum alloys is characterized by the cube orientation with some scatter about the rolling direction toward the Goss orientation. However, annealing of deformed supersaturated AA 3000 series aluminum alloys usually results in different recrystallization textures due to the effect of concurrent precipitation.[1–6] Nes and co-workers[1,2] investigated the recrystallization texture of AA 3000 series aluminum alloys. They found that concurrent precipitation resulted in relatively strong P \( \left\{ {0 1 1} \right\}\left\langle {455} \right\rangle \) and normal direction (ND) rotated cube \( \left\{ {001} \right\}\left\langle {310} \right\rangle \) textures in commercial Al-Mn-Mg[1] and AA 3103[2] alloys. Moreover, a very strong P recrystallization texture was also observed in continuous cast (CC) AA 3004[3] and AA 3015[4,5] aluminum alloys. The formation of the P texture depended strongly on deformation and annealing temperatures. Hot deformation strongly promoted the formation of the P texture during recrystallization annealing.[6] The low-temperature annealing of cold-rolled CC AA 3015 and AA 3105 aluminum alloys at 371 °C resulted in a strong P texture.[5,6] The strength of the P texture decreased dramatically with increasing annealing temperature.[5,6] In the present study, the hot band of CC AA 3105 aluminum alloy was cold rolled to different reductions and then annealed at 482 °C for 3 hours. The effect of rolling reduction on the P recrystallization texture was investigated in detail.
The material used in the present investigation was twin-belt CC AA 3105 aluminum alloy. The chemical composition of the alloy is as follows (wt pct): 97.66Al, 0.34Si, 0.66Fe, 0.16Cu, 0.58Mn, and 0.60Mg. In the CC processing, the molten metal is poured between two rotating steel belts to produce a cast slab, and then the slab is immediately fed into three consecutive hot rolling mills, forming hot band products. The CC hot band possesses a typical deformed structure and a strong β fiber rolling texture, and it retains a large amount of alloying elements in solid solution due to the rapid cooling rate of the CC slab. The thickness of the as-received hot band was 2.04 mm, which corresponded to the hot rolling true strain of 2.37. In order to study the effect of rolling reduction on the P recrystallization texture, the hot band was cold rolled to different reductions ranging from 0 to 90 pct on a laboratory rolling mill with rolls of 103 mm in diameter. The cold-rolled sheets were subsequently annealed in an air furnace to 482 °C with a heating rate of 56.7 °C/h and then held for 3 hours.
Texture measurements were performed at the quarter thickness of the cold-rolled and annealed sheets. The (111), (200), and (220) pole figures were measured up to a maximum tilt angle of 75 deg by the Schulz back-reflection method using Cu K α radiation. The orientation distribution functions (ODFs) were calculated from the incomplete pole figures using the series expansion method (l max = 16).[7] The ODFs were presented as plots of constant φ 2 sections with isointensity contours in Euler space defined by the Euler angles φ 1, Φ, and φ 2. The volume fractions of the texture components were calculated by an improved integration method.[5,8,9]
The texture evolution of CC AA 3105 hot band during cold rolling is shown in Figure 1. It is seen that the hot band of the CC AA 3105 aluminum alloy possessed a typical β fiber rolling texture. During cold rolling of the hot band, the β fiber rolling texture further strengthened with increasing rolling reduction.

Texture of CC AA 3105 hot band cold rolled to (a) 0 pct, (b) 46.2 pct, (c) 70.9 pct, and (d) 89.2 pct reductions
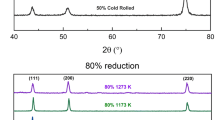
Figure 2 shows the recrystallization texture of the hot band cold rolled to different reductions after annealing at 482 °C for 3 hours. It is noted that the recrystallization texture of the CC AA 3105 hot band was characterized by weak P orientation and 22.5 deg ND rotated cube orientation. The rolling reduction strongly affected the formation of the P recrystallization texture. The intensity of the P orientation increased with increasing rolling reduction. After 90 pct cold rolling, the recrystallization texture of the cold-rolled sheet was dominated by a strong P component. This indicates that large deformation strongly promotes the formation of the P texture during recrystallization annealing.

Recrystallization texture of CC AA 3105 hot band cold rolled to (a) 0 pct, (b) 46.2 pct, (c) 70.9 pct, and (d) 89.2 pct reductions after annealing at 482 °C for 3 h
A more complete survey of the effect of rolling reduction on recrystallization texture is shown in Figure 3, where the ratio (M i /M i-random) of the volume fraction of the texture component (M i ) to that under a perfectly random condition (M i-random) was plotted as a function of rolling reduction. The volume fractions of the cube, r-cube, Goss, r-Goss, β fiber/R, P, and the remainder components are 5.41, 5.64, 6.45, 9.09, 16.90, 5.03, and 51.47 pct in a perfectly random sample, respectively. Figure 3 shows that the strength of the P component increased with increasing rolling reduction prior to annealing, whereas the strengths of the cube and r-cube components decreased.

Strength of recrystallization texture components (M i /M i-random) as a function of rolling reduction in cold-rolled sheets. Here, M i and M i-random represent the volume fraction of the idea texture components and of their counterparts under a random condition, respectively
An important aspect of twin-belt CC processing of aluminum alloys is that CC hot bands retain a large amount of elements in solid solution due to the rapid cooling rate of the CC slab and a relatively rapidly falling temperature during hot rolling. During annealing at low temperatures after cold rolling, a large amount of dispersoids precipitate at high-angle boundaries before the onset of recrystallization and during recrystallization.[10] The concurrent precipitation has a strong effect on the progress of recrystallization as well as the resulting texture of aluminum alloys.[1–6] It was found that concurrent precipitation resulted in relatively strong P and ND-rotated cube textures in commercial Al-Mn-Mg[1] and Al-Mn[2] alloys. A very strong P recrystallization texture was also observed in CC AA 3004[3] and AA 3015[4,5] aluminum alloys. Moreover, the M \( \left\{ {113} \right\}\left\langle {110} \right\rangle \) recrystallization texture was found in CC AA 3003 aluminum alloy in addition to the P recrystallization texture.[11] The formation of the P and M textures depended strongly on annealing temperature.[5,6,11] At low temperatures, a strong P or M recrystallization texture was formed due to the effect of Zener-particle pinning caused by a large amount of concurrent precipitation. As the annealing temperature increased, the process of concurrent precipitate was weakened. Therefore, the strength of the P or M texture decreased with increasing annealing temperature.
The P recrystallization texture is strongly affected by rolling reduction. Figure 2 shows that the recrystallization texture of the CC AA 3105 hot band was characterized by weak P orientation and 22.5 deg ND rotated cube orientation. The strength of the P texture increased significantly with increasing rolling reduction. This result can be explained by the effect of deformed microstructure. The hot band of CC 3105 aluminum alloy possesses a typical deformed structure with high-angle grain boundaries aligned in the rolling direction. The space between the high-angle grain boundaries decreases with increasing rolling reduction. During annealing of the cold-rolled sheets, strain-induced precipitation occurs preferentially at the high-angle boundaries,[10] leading to a very closely spaced, banded precipitate distribution at high rolling reductions. The fine precipitates and large primary particles along grain boundaries restrict the growth of the recrystallized grain in the ND and pin preferentially certain boundaries. The formation of the P texture is most probably the result of microgrowth selection caused by Zener-particle pinning. On the other hand, the cold-rolled sheets were annealed to 482 °C with a slow heating rate of 56.7 °C/h. Large deformation induces precipitation and recrystallization that occur at relatively low temperatures during heatup, so that a strong P texture is formed due to the low recrystallization temperature. As a result, the strength of the P recrystallization texture increased with increasing rolling reduction.
References
O. Daaland and E. Nes: Acta Mater., 1996, vol. 44, pp. 1413–35.
K. Sj∅lstad, O. Engler, S. Tangen, K. Marthinsen, and E. Nes: Mater. Sci. Forum, 2002, vols. 408–412, pp. 1471–76.
Y.L. Liu, Y. Liu, G. Liao, and J.G. Morris: Alum. Trans., 2000, vol. 2, pp. 97–106.
J. Liu and J.G. Morris: Metall. Trans. A, 2003, vol. 34A, pp. 2029–32.
W.C. Liu and J.G. Morris: Metall. Mater. Trans. A, 2005, vol. 36A, pp. 2829–48.
W.C. Liu and J.G. Morris: Scripta Mater., 2006, vol. 54, pp. 2095–99.
H.J. Bunge: Texture Analysis in Materials Science, Butterworth and Co., London, 1982.
W.C. Liu and J.G. Morris: Mater. Sci. Eng. A, 2003, vol. 339, pp. 183–93.
W.C. Liu and J.G. Morris: Metall. Mater. Trans. A, 2004, vol. 35A, pp. 265–77.
M. Somerday and F.J. Humphreys: Mater. Sci. Technol., 2003, vol. 19, pp. 20–29.
W.C. Liu and J.G. Morris: Scripta Mater., 2007, vol. 56, pp. 217–20.
The authors acknowledge the financial support from the National Natural Science Foundation of China under Grant No. 50874097.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 2, 2009.
Rights and permissions
About this article
Cite this article
Liu, W., Yuan, H. & Huang, M. Effect of Rolling Reduction on the P \( \left\{ {011} \right\}\left\langle {455} \right\rangle \) Recrystallization Texture in a Supersaturated Al-Mn-Mg Alloy. Metall Mater Trans A 40, 2794–2797 (2009). https://doi.org/10.1007/s11661-009-9998-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-009-9998-7