
Abstract
The green machining process is an interesting approach for solving the mediocre machining behavior of high-performance powder metallurgy (PM) steels. This process appears as a promising method for extending tool life and reducing machining costs. Recent improvements in binder/lubricant technologies have led to high green strength systems that enable green machining. So far, tool wear has been considered negligible when characterizing the machinability of green PM specimens. This inaccurate assumption may lead to the selection of suboptimum cutting conditions. The first part of this study involves the optimization of the machining parameters to minimize the effects of tool wear on the machinability in turning of green PM components. The second part of our work compares the sintered mechanical properties of components machined in green state with other machined after sintering.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Powder metallurgy (PM) is a process that allows the fabrication of components with complex geometries. At first, a discussion about the machining of PM components may appear as a paradox, because PM is said to be a “near-net-shape” process, thus minimizing the need for secondary shaping operations such as machining. Nevertheless, features such as holes perpendicular to the pressing axis, threads, and undercuts are difficult to incorporate in the tooling and generally require the use of machining operations.[1] Unfortunately, the machining of PM steel is difficult due to the substantial fraction (10 to 15 pct) of residual porosity. The latter induce microvibrations in the cutting tool and reduce the thermal conductivity of the parts when compared to wrought material.[2,3] This behavior leads to a substantial increase in temperature at the tool/chip interface. Moreover, the hard phases present in PM components manufactured from low-alloyed steel powders decrease the machining performances.[4] Wear mechanisms such as diffusion and erosion accelerate the formation of crater and flank wear, which lead to a shorter tool life.[5] Nevertheless, the advantages offered by the PM process are considerable: high production rate, part-to-part consistency, low production costs, etc. Therefore, to remain competitive with other shaping processes, there is a need for increasing the machining performances of PM steels.
In recent years, several approaches have been investigated to improve the poor machining behaviors of high-performance PM components. Lubricant can be used to reduce the temperature at the tool/chip interface, but extreme care must be exercised to prevent contamination by trapped lubricant in the pores. The latter requires cleaning after machining, especially if the parts are to be heat treated.[6] Improvements of the machining behavior have been observed with the aid of machining additives, such as manganese sulfide (MnS) and molybdenum disulfide (MoS2).[7,8,9] Unfortunately, these additives tend to decrease the sintered properties, especially the resistance in fatigue.[10]
A new approach to circumvent the low machining performances of PM steel is the green machining process, i.e., machining prior to sintering. Indeed, the strong atomic bonds that exist between particles of sintered parts, as well as hard phases (martensite + bainite), have not yet been formed at this stage of the manufacturing process, and the mechanical properties of such green compacts come only from cold welding and mechanical interlocking between neighboring particles. The advantages of this approach are impressive: the cutting forces and the temperature in the cutting zone are kept to a minimum while allowing an increase in productivity.[11] On the other hand, these benefits could easily be offset by the much lower strength of green parts, which can lead to a poor surface finish, broken edge during machining, or even broken parts during clamping.[12] However, advancements in binder/lubricants and in compaction technologies have led to the development of high green strength components that enable green machining. High-quality features, such as holes and grooves, have been successfully machined in green compacts produced using warm compaction or the binder technologies.[11,13–20] In the case of the latter, conventional lubricants are replaced by polymeric-based systems that significantly strengthen the parts. In some cases, these powder systems can be made even more efficient by performing a curing treatment in air at relatively low temperatures (175 °C to 200 °C) for one 1 hour.[18,19,20] The green strength values of such components are increased by a factor of 2 to 5 compared to those obtained from conventional powder blends.[18,19]
Nevertheless, even if several studies have investigated the machinability of green PM components, in terms of surface finish and edge integrity, very few have looked at the wear aspects during green machining.[21] According to Benner and Beiss,[21] “the quality of surfaces and edges deteriorates moderately with increasing operating time of the drills.” However, the wear mechanisms as well as the influence of the latter on the properties of the final parts have not been studied quantitatively. The objective of this study is to quantify the feasibility of using green machining of PM components to solve their inherent problem of machinability. This was achieved by determining the optimum cutting conditions, using design of experiment (DOE), for the case of a facing operation performed on green PM components. This optimization was performed by characterizing the rate of the tool wear as well as the average width of breakouts and the surface finish for several cutting conditions. Then, in Part II, we compare the mechanical properties of components green machined and sintered to those of identical components machined after sintering.
Experimental Procedure
Material Investigated
A powder system was produced based on Quebec Metal Powders ATOMET 1001 (Fe-0.2 wt pct Mn-0.07 wt pct Ni-0.5 wt pct Cr) to which was added 1.8 wt pct Cu and 0.65 wt pct graphite. The latter premix follows the denomination FC-0208 of MPIF.[22] Lubrication was done using 0.65 wt pct of a proprietary binder/lubricant (FLOMET HGS)Footnote 1 specifically adapted for high green strength. This mix was pressed into rings (7.20-cm o.d., 3.40-cm i.d., and 2.30 cm in height) to a green density of 7.00 g/cm3. These samples were submitted to a curing treaftment in air at 190 °C for 1 hour to increase their green strength and their machinability in terms of surface finish and edge integrity. The green strength of samples after the curing treatment was 45 MPa (measured following MPIF standard 15).[23]
Optimization of Cutting Conditions
The machining operation selected for characterizing the influence of tool wear on the machinability of green PM components was facing. The machining tests were done using a Mazak Nexus 100 CNC lathe (Mazak Corporation Canada, Canada). Three parameters were optimized for minimizing tool wear and for producing high-quality components: the cutting tool, the surface speed, and the feed rate (the depth of the cut was fixed to 0.254 mm). During a machining test, the surface speed (m/min) did not change; only the revolutions per minute (rpm) increases as the cutting tool approaches the inside diameter. Three combinations of cutting tool/tool holder, manufactured by Kennametal (Toronto Kennametal Ltd., Canada), were studied; their specifications are presented in Table I.[24] Table II summarizes the levels of parameters investigated.
Design of experiment using signal-to-noise (S/N) ratios and orthogonal arrays was used to reduce the number of tests.[24,25] The use of S/N ratios rather than the mean square deviation permits not only optimization of the process but also minimization of the variance of the results. The selected orthogonal array is a L9, which allows the number of tests to be reduced to 9 instead of 27 for a full plan. The selected array is presented in Table III. Following such an array permits minimization of the number of experiments while allowing the determination of the optimum level for each parameter as well as the relative influence of the latter on the variation of the results. This is achieved by performing an analysis of variance (ANOVA) on the results.[25] The proposed array makes separation of any of the main parameter effects and interactions impossible. Therefore, the analysis of the results assumes that there is no interaction between the parameters studied. The latter assumption is valid because the parameters are operation based and could be judged mutually independent.[25,26]
Characterization of the Machining Performances
The machining performances were characterized following three criteria: tool wear, average width of breakouts, and surface finish. Tool wear was measured using optical microscopy. The average width of breakouts is the mean width of the pulled out particles measured in the area near the outlet edge defined as the last edge seen by the cutting tool (it is the edge near the inside diameter because the cutting tool starts cutting from the outside diameter of the rings). The average width of breakouts was not measured in the area surrounding the inlet edge defined as the edge machined when the cutting tool starts cutting the component, because the latter shows a lower dependence to the process. The outlet edge of each sample was characterized using four micrographs acquired in optical microscopy using an image analysis routine (Clemex Vision, Clemex Technologies, Canada). Twenty measurements were performed on each micrograph and averaged to obtain the average width of breakouts. To minimize the uncontrolled factors (e.g., possible density gradients), the micrographs were acquired at the same locations on each component. Figure 1 summarizes the image analysis routine developed for characterizing the average width of breakouts. The surface finish was measured using a profilometer. Two different measurements were analyzed: R a , which is the arithmetic mean of the absolute values of the profile deviation from the mean line; and R z , which is the sum of the mean height of the five highest profile peaks and the mean depth of the five deepest profile valleys measured from a line parallel to the mean line.[27] These criteria were frequently measured as a function of the quantity of removed material for the nine series of experiments. The tests were stopped after having removed a total of 400 cm3.

Typical micrograph of an outlet edge after green machining. Dark surface corresponds to areas where particles were removed by the passage of the cutting tool. In the present case, the average width of breakout characterized using image analysis is 166 μm
Results And Discussion
Optimization of Cutting Parameters for Facing Green PM Components
Table IV presents the four sets of results characterized after machining of 400 cm3 for the nine investigated cutting conditions. Table V presents the S/N ratios calculated from the values listed in Table IV. These S/N ratios were averaged for each cutting parameter to determine the optimum of cutting condition for the facing of green PM components, as shown in Table VI and in Figure 2. The optimum cutting condition for each machinability criterion characterized is the highest value of the averaged S/N ratios, because the best result for each criterion is zero, which refers to minimum tool wear, minimum width of breakouts, and lowest value of R a and R z .

Graph representing the effect of each parameter studied: (a) tool wear, (b) average width of breakouts, (c) surface finish (R a ), and (d) surface finish (R z )
Considering the results obtained from the ANOVA presented in Table VI, the surface speed contributes for 46 pct of the variation of the tool wear, the feed rate for 41 pct, and the cutting tool geometry for 13 pct. The optimum surface speed for preventing tool wear is 183 m/min, which is the lowest investigated. Surprisingly, a high feed rate of 0.1016 mm/r seems to reduce tool wear. This is explained by the shorter time needed to remove 400 cm3 of material.
The variation of the average width of breakouts near the outlet edge is mainly caused by the feed rate, which contributes for 95 pct. Feed rates of 0.0635 or 0.1016 mm/r are suggested for preventing particle removal in the area near the outlet edge when facing green PM components. These suggested feed rates are higher than those generally presented in the literature (0.0254 mm/r).[12–15] The explanation probably comes from the different criteria used to define “machinability.” Indeed, previous studies have characterized the machinability in terms of the average width of breakouts and surface finish as a function of the cutting parameters. In the present study, machinability is also characterized as a function of tool wear, which is related to the quantity of material removed during machining.
As described previously, low feed rates involve premature tool wear and a decreased sharpness at the edge of the cutting tool. Therefore, when machinability characterization is performed by removing a limited quantity of material, the beneficial effect of using a low feed rate on the average width of breakouts predominates. On the other hand, if the characterization work is performed on a very large number of specimens, as was the case in this study, the effect of tool wear becomes increasingly important, because as the tool wears, the particles near the outlet edge are no longer sheared by the cutting tool but are mostly pushed out. Thus, the generally accepted postulate that tool wear is negligible in green machining does not hold. In fact, tool wear is an important aspect of green machining and the results presented previously indicate that, if the feed rate is too low, the wear rate of the cutting tool is rapid and will significantly deteriorate the outcome of the machining operation after several components have been machined. To minimize this effect, the results presented previously indicate that it is more favorable to use a higher feed rate to lower the overall tool wear and make sure that the cutting edge will remain sufficiently sharp to yield good machining performances as the number of machined components (removed material) becomes important.
The last criterion studied was the surface finish R a and R z , which are mostly affected by the cutting tool (∼60 pct) and the surface speed (∼33 pct). Within the range of parameters studied, the CPMT060204FW insert used in combination with tool holder SCLCR102 is the optimum combination of cutting tool/tool holder for maximizing surface finish. Similarly, a surface speed of 366 m/min is recommended. The small influence of the feed rate on the variation of the surface finish could be related to tool wear, as described previously. As can be expected for a brand-new cutting tool, the optimum feed rate for minimizing the surface finish is the lowest one (0.0254 mm/r), and this parameter weights for 95 pct of the variation of the results. However, the edge of the cutting tool deteriorates rapidly at this feed rate, which leads to the deformation of particles prior to shearing. Thus, smearing occurred and the surface quality decreased, as shown in Figure 3 (arrows in Figure 3(b) indicate smearing). This rapid degradation of the surface finish for low feed rate conditions explains the small relative influence of the results (5 to 10 pct) when measured after the machining of 400 cm3.

Machined surface as a function of tool wear (feed rate was fixed to 0.0254 mm/r): (a) new cutting tool (35 cm3 of removed material), surface finish R a is 1.61 μm; and (b) worn cutting tool (400 cm3 of removed material), surface finish R a is 3.30 μm
The machinability has been investigated following different criteria: tool wear, average width of breakouts, and surface finish. As seen in Table VI, the optimum cutting conditions vary depending on the selected criterion. To ensure the proper selection of parameter levels, further analysis is required. It is seen in Table VI that surface finish is not severely affected by the cutting conditions. Indeed, the total sum of square for R a and R z is 16.7 and 7.8, respectively, when compared to 61.5 for tool wear and 134.5 for the average width of breakouts. Thus, in order to select the optimum cutting conditions, the average width of breakouts must be considered as the most important parameter followed by tool wear. Therefore, based on the parameters and ranges of values used in this investigation, the following conditions are recommended for facing of green PM components:
-
Cutting tool/tool holder: A (CPMT060204FW/SCLCR102)
-
Surface speed: 366 m/min
-
Feed rate: 0.0635 mm/r
The cutting tool CPMT060204FW used with the tool holder SCLCR102 helps minimize tool wear, while a feed rate of 0.0635 mm/r ensures short breakouts at the outlet edge. A high surface speed of 366 m/min is suggested, because the average width of breakouts seems to be marginally affected by this parameter. Moreover, it would significantly increase productivity in comparison to that of machining sintered parts.
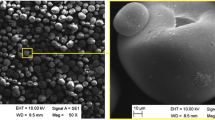
The suggested cutting conditions have been tried simultaneously during the experiments. However, it is also possible from the ANOVA presented in Table VI to predict the results using the preceding cutting conditions.[25,26] These predicted values, after machining of 400 cm3, are presented in Table VII, as well as the experimentally measured values. As seen, the predicted values are very similar to those measured experimentally (difference less than 11 pct). This finding implies that the analyzing technique (orthogonal array and ANOVA) used for characterizing the machining performances models adequately the process. Figure 4(a) shows a typical outlet edge machined under the suggested cutting conditions used for characterizing the average width of breakouts, while Figure 4(b) presents the latter edge using a scanning electron microscope (SEM). Figure 5 presents the cutting edge of the tool after having machined 400 cm3 under the optimum cutting conditions. This cutting tool is still in good condition, even after machining of 400 cm3 (0.09 mm of wear), and could be used for further machining based on the generally accepted indexing criterion of 0.38 mm or 0.015 in Reference 28.

Micrographs of an outlet edge machined under the optimum cutting condition: (a) micrograph used for the characterization of the average width of breakouts (unpolished-unetched) and (b) typical edge showing the breakouts (SEM)

Edge of the cutting tool used to remove 400 cm3 of material using the optimized cutting conditions
Conclusions
The first part of this study investigated the characterization and the optimization of machining green PM steel components. The cutting conditions have been optimized to reduce the influence of the tool wear on the machinability of green PM components. The main findings of our research are summarized as follows.
-
1.
It has been proved that tool wear exists and is significant during machining of green PM components, even if the latter are considerably reduced when compared to the machining of sintered steel.
-
2.
Tool wear is of importance when studying the machinability of green PM components. It significantly affects the quality of the outcome, especially when the cutting conditions are not optimum. Moreover, when considering tool wear, the optimum cutting conditions change compared to those characterized neglecting tool wear. As explained, even if the optimum feed rate for a new cutting tool is 0.0254 mm/r, a value of 0.0635 mm/r is suggested for facing of green PM steels. The latter feed rate will prevent premature wear at the tip of the cutting tool and the average width of breakouts as well as the surface finish will be kept to a minimum.
-
3.
The optimum cutting conditions for facing of green PM components are as follows:
-
Cutting tool: CPMT060204FW (produced by Kennametal) or equivalent
-
Tool holder: SCLCR102 (produced by Kennametal) or equivalent
-
Surface speed: 366 m/min
-
Feed rate: 0.0635 mm/r
-
-
4.
Following these conditions, the results measured after the machining of 400 cm3 are as follows:
-
Tool wear: 0.09 mm
-
Average width of breakouts: 160 μm
-
Surface finish, R a : 3.1 μm
-
Surface finish, R z : 31.3 μm
-
Notes
FLOMET HGS is a trademark of Quebec Metal Powders Ltd., Canada
References
D.S. Madan: Adv. Powder Metall. Part. Mater., 1995, Part 8, pp. 55–67
R.J. Causton: Adv. Powder Metall. Part. Mater., 1995, Part 8, pp. 149–70
J.S. Agapiou and M.F. DeVeries: Int. J. Powder Metall., 1988, vol. 24 (1), pp. 47–57
J.L. Seefelt, D.W. Smith, and P. Machmeier: Adv. Powder Metall. Part. Mater., 1990, vol. 1, pp. 323–40
E.M. Trent and P.K. Wright: Metal Cutting, 4th ed., Butterworth-Heinemann, Boston, MA, 2000, pp 149–63
R.M. German: Powder Metallurgy and Particulate Processing, Metal Powder Industries Federation, Princeton, NJ, 2005, pp. 335–68
C. Blais, G.L’ Espérance, and I. Bourgeois: Powder Metall., 2001, vol. 44, pp. 67–76.
K.S. Chopra: Adv. Powder Metall. Part. Mater., 1988, pp. 361–79
U. Engström: Powder Metall., 1983, vol. 26, pp. 137–44.
L. Jiang, K. Cui, and H. Hänninen: J. Mater. Process. Technol., 1996, vol. 58, pp. 160–65.
E. Robert-Perron, C. Blais, Y. Thomas, S. Pelletier, and M. Dionne: Mater. Sci. Eng. A-Struct., 2005, vol. 402, pp. 325–34
F. Chagnon, L. Tremblay, S. St-Laurent, and M. Gagné: SAE Technical Paper No. 1999-01-0337, SAE, Warrendale, PA, 1999, pp. 71–76
S. St-Laurent and F. Chagnon: Adv. Powder Metall. Part. Mater., 1997, Part 3, pp. 3–18
A. Benner and P. Beiss: Euro PM2000 Conf. on Material and Processing Trends for PM Components in Transportation Proceedings, EPMA, Vienna, 2000, pp. 101–09
O. Andersson and A. Benner: Adv. Powder Metall. Part. Mater., 2001, Part 6, pp. 16–28
M. Ramstedt, O. Andersson, H. Vidarsson, and B. Hu: Adv. Powder Metall. Part. Mater., 2001, Part 12, pp. 151–62
A. Benner and P. Beiss: Adv. Powder Metall. Part. Mater., 2001, Part 6, pp. 1–15
L. Tremblay and Y. Thomas: Adv. Powder Metall. Part. Mater., 1999, Part 2, pp. 141–56
L. Tremblay, J.E. Danaher, F. Chagnon, and Y. Thomas: Adv. Powder Metall. Part. Mater., 2002, Part 12, pp. 123–37
Y. Thomas, K.C. Cole, and L. Tremblay: Adv. Powder Metall. Part. Mater., 2001, Part 3, pp. 20–30
A. Benner and P. Beiss: Materialwiss. Werkst., 2004, vol. 35, pp. 663–69
Standard 35, Metal Powder Industries Federation, Princeton, NJ, 1998
Standard 15, Metal Powder Industries Federation, Princeton, NJ, 1998
Kennametal: Lathe Tooling, Catalogue 1010, Latrobe, PA, 2001
G. Taguchi: Quality Engineering in Production Systems, McGraw-Hill, New York, NY, 1989
P.J. Ross: Taguchi Techniques for Quality Engineering, McGraw-Hill, New York, NY, 1988
Mitutoyo: Surface Finish Tester SJ-201P User’s Manual, no. 99MBB079A series no. 178
C. Blais and G.L’ Espérance: Powder Metall., 2002, vol. 45, pp. 39–47
Acknowledgments
The authors thank Dr. Sylvain St-Laurent, Quebec Metal Powders, for the fruitful discussions, as well as Maude Larouche, Université Laval, for the image analysis.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 11, 2006.
Rights and permissions
About this article
Cite this article
Robert-Perron, E., Blais, C., Pelletier, S. et al. Machinability of Green Powder Metallurgy Components: Part I. Characterization of the Influence of Tool Wear. Metall Mater Trans A 38, 1330–1336 (2007). https://doi.org/10.1007/s11661-007-9191-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-007-9191-9