
Abstract
Purpose
Simulation plays a critical role in the design of products, materials, and manufacturing processes. However, there are gaps in the simulation tools used by industry to provide reliable results from which effective decisions can be made about environmental impacts at different stages of product life cycle. A holistic and systems approach to predicting impacts via sustainable manufacturing planning and simulation (SMPS) is presented in an effort to incorporate sustainability aspects across a product life cycle.
Methods
Increasingly, simulation is replacing physical tests to ensure product reliability and quality, thereby facilitating steady reductions in design and manufacturing cycles. For SMPS, we propose to extend an earlier framework developed in the Systems Integration for Manufacturing Applications (SIMA) program at the National Institute of Standards and Technology. SMPS framework has four phases, viz. design product, engineer manufacturing, engineer production system, and produce products. Each phase has its inputs, outputs, phase level activities, and sustainability-related data, metrics and tools.
Results and discussion
An automotive manufacturing scenario that highlights the potential of utilizing SMPS framework to facilitate decision making across different phases of product life cycle is presented. Various research opportunities are discussed for the SMPS framework and corresponding information models.
Conclusions
The SMPS framework built on the SIMA model has potential in aiding sustainable product development.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Simulation is widely used in industry and has proven to be an effective approach for problem solving and optimization. Increasingly, simulation is reducing the physical testing required to ensure product and process reliability. Today, steady reductions in design cycles are crucial to remain competitive with an ever-increasing number of consumer products especially at a time of economic and environmental crisis. Despite the promising uses for simulation, current research illustrates significant shortcomings and challenges to incorporate sustainability aspects. Overall, simulation in industry sees continuing growth while facing significant obstacles to meet its full potential. According to the Blue Ribbon Panel on Simulation-Based Engineering Science (Oden et al. 2006), simulation has yet to play a central role in important industrial and defense-design applications.
This research examines how simulation modeling can augment sustainable manufacturing, by facilitating decision making across different stages of product development and life cycle. Sustainable manufacturing (SM) (ITA 2011; NACFAM 2011) broadly implies the need for the development of innovative manufacturing sciences and technologies that span the entire life cycle of products and services to reduce environmental impacts; conserve energy and natural resources; remain safe for employees, communities, and consumers; and be economically sound. In the context of this paper, the terms SM and sustainable product development are used with an initial focus on the environmental aspects of sustainability, but the proposed approach can later be extended to include the social and economic aspects. While discussing the environmental aspects, we utilize energy use as an indicator for demonstration purposes.
2 Literature review
From the literature, simulation evidently plays an important role in the design of products, materials, manufacturing systems, and processes, thereby contributing to the reduction in design cycles and life cycle assessment (LCA). Law and McComas (1999) reported that one of the primary areas for simulation is in manufacturing systems. Detailed discussions on modeling and simulation can be found in numerous references (e.g., Banks et al. 2000; Law and Kelton 2000). Discrete event simulation (DES) in particular, has been popular for many purposes other than manufacturing, such as patient flows in healthcare, military strategies, logistics, call centers, and restaurants. Today, sustainability considerations (e.g., energy efficiency, emissions, material waste) are increasingly relevant and demand greater attention. In general, analysis and optimization of multiple objectives is not uncommon in manufacturing simulation, but limited with respect to sustainability. For example, DES in combination with LCA data is one possible approach for analyzing the cause–effect relation of various scenarios in which factors such as time, resources, location, and randomness play a critical role. For such analysis, only a few research publications exist. For example, Solding and Petku (2005) and Solding and Thollander (2006) describe how DES and LCA can be used to decrease electricity consumption of foundries, while Ostergren et al. (2007) and Johansson et al. (2008, 2009a, b) describe how they can be used to quantify environmental impacts during food production and in an automotive paint shop, respectively. In spite of the reported benefits of simulation, gaps resulting from technological barriers still exist and pose a challenge for determining the appropriate metrics and level of integration between the design and simulation tools so as to predict sustainability aspects through design and manufacturing. Table 1 summarizes the manufacturing-information and tool-related challenges facing simulation for sustainability.
Besides these technical challenges, industries face many non-technical challenges regarding adoption of the tools and framework. These could include psychological barriers to adoption of new tools among experienced engineers or a lack of the management’s trust on the outcome of these tools that are being used by newly trained engineers. This is particularly relevant to sustainable manufacturing tools, as the uncertainties involved in most of the simplistic tools are quite large, a non-expert engineer can get highly inaccurate results by adjusting the input variables, system boundaries, metrics etc.
To realize SM, industries need an integrated reference framework with quantifiable measurement techniques and appropriate performance metrics to evaluate all aspects of SM objectively, besides necessarily meeting regulatory requirements. Research and development of new measurement methodologies, key process technologies, and standards assessment of product and process performance are also crucial to ensure sustainability in manufacturing.
3 Sustainable manufacturing planning and simulation
3.1 Goal
The current goal of the sustainable manufacturing planning and simulation (SMPS) framework is to explore alternate manufacturing plans that reduce environmental impacts during the production phase. Problem solving using a systems engineering approach is not new and has been widely reported in the literature. What is new is the focus on sustainability. To develop the SMPS framework, we extended the framework developed in the Systems Integration for Manufacturing Applications (SIMA) program (Barkmeyer 1997) at NIST. The different phases of product development (i.e., design, engineer the manufacturing plan, engineer the production system, production) helps one understand how simulation results, along with manufacturing product life cycle data, can be useful within and across these phases (Fig. 1). The core value and emphasis in the SMPS framework is the design for sustainability (DFS), which includes SMPS phases and roles, corresponding high-level product development activities, and new sustainability-related information flow (e.g., material, energy, emissions, and waste across the phases). Note that simulation tools could always be designed in a way that it covers the entire life cycle. As can be seen From Fig. 1, decisions made in one of the phases can affect other life cycle phases such as use or recycling. For details on the corresponding activity models within each phase, please refer to (Barkmeyer 1997). The challenge in developing the SMPS framework is to identify the “new” components and required revisions related to simulation and sustainability compared to current SIMA architecture.

Integrated sustainable manufacturing planning and simulation (SMPS) framework, showing SMPS phases and roles, corresponding high-level product development activities, and new sustainability-related information flows (e.g., material, energy, emissions, and waste across the phases). For details on the corresponding activity models within each phase, please refer to Barkmeyer (1997). TQM stands for total quality management (Oakland 2003). AHP stands for analytical hierarchy process (Saaty 2008). Figure adapted from Mani et al. 2010
3.2 Scope
3.2.1 Design product
When designing products, designers must cater to a multitude of technical, economic, social, environmental, and political requirements (Masanet and Horvath 2007). This phase identifies and conceptualizes a marketable product and creates the complete description of it. With today’s growing concerns for green products and manufacturing, generating the right product and manufacturing specifications poses significant challenge. DFS plays a crucial role. One of the ways to design sustainable products is to include sustainability aspects in design requirements, constraints and the notion of value-added design constraints (i.e., that favor decreasing resource use and environmental impacts). Viewing sustainability as value-added design constraints provides the advantage of assigning weights for trade-off decisions.
3.2.2 Create the manufacturing plan for the product
This phase involves engineering the manufacturability of the product, i.e., defining the process of making the product, including the elementary stock materials and components to be acquired; the equipment, tooling, and skills to be used; and the details of that usage. Details include the setup and operation sequences to be performed and the complete instructions for each operation, whether by human or automated resources. The process of making the product includes measurement and inspection activities performed during production for process control and quality assurance.
3.2.3 Engineer the production system
This phase involves the design of new or modified production facilities for the manufacture of a particular collection of parts. A facility may represent a plant, a shop, a line, a manufacturing cell, or a group of manufacturing cells. Activities include identification of the parts, products and processes for which the production system is to be tailored; identification of the equipment to be installed or replaced; (re)design of the floor layout; and development of an implementation plan for the (re)designed production system. Simulation in this phase can be used to predict how complex systems will behave by incorporating functionality that includes random events, changing operating conditions and activities in which many interactions are involved. Simulation here typically involves developing a model that includes discrete stations and events that occur with some probability distribution. Simulation results are used to evaluate the modeled system based on machine use, lead time, down time, etc. Simulation is an effective tool for considering the effect of a change, what-if scenarios, comparing decision options, or refining a design.
3.2.4 Produce products
This phase involves providing and maintaining the production facilities to produce the parts according to the specifications in the process plans. This involves defining production schedules and controlling the flow of materials into and out of the production facility; scheduling, controlling, and executing the production processes themselves; providing and maintaining the production equipment and human resources involved; and developing and tracking the tooling and materials, etc. During product development, besides considering product sustainability, it is equally important to consider the implications of SM. Simulation of manufacturing processes can provide opportunities in this regard. Such architecture with reference to simulation of what-if scenarios can create opportunities for engineers to distribute cost; reliability; and environmental impacts of product manufacturing, component reuse, remanufacture, and recycling in such a way that the result is higher customer satisfaction. More importantly, data analysis from the simulation, accumulated across the phases, supports decision making.
3.3 SMPS characteristics
The following are the envisioned system-level characteristics based on the SMPS framework:
-
Phased approach: The four phases, separated by naturally defined boundaries, clarify specific engineering activities while enabling local optimization.
-
Concurrent planning: The framework supports concurrent planning and data exchange between phases.
-
Sustainability: The framework enables calculation of environmental impacts through key performance indicators and quantifiable metrics.
-
Systems approach: The framework provides a systems approach to problem solving.
-
Boundaries: Between phases, the framework allows for boundaries to be set for measurement, analysis, and improvement of product.
-
Integrated LCA: LCA data can be dynamically linked for real-time information management and assessment.
-
Model congruency: SMPS congruence with reality is supported through validation of the simulation model in all four phases.
-
Standards integration: The framework supports linking relevant standards to the framework to check for regulatory compliance.
3.4 Information models that support simulation for SM
Information management problems affect many aspects of manufacturing operations, but they are a particular hindrance to the creation and reuse of manufacturing simulations. To be able to provide accurate information to support simulation modeling in different product development phases, information models that can support integrated planning and simulation are needed. The SMPS framework will provide opportunities to introduce sustainability factors to minimize environmental impacts at various stages of the product life cycle.
The idea behind such an information model is to provide not only adequate points of reference for information across the phases to facilitate manufacturing simulation but also to provide mapping and interface between them. A well-connected reference-information model to identify and locate appropriate datasets for simulation will facilitate the necessary product–process–resource integration, trade-offs, and multi-criteria decision support for SM. Relevant manufacturing-data-related standards are presented in SISO (2009). There are number of useful implications that one could envisage through SMPS (Table 2). The challenge however is to map the manufacturing process parameters to relevant sustainability indicators to decrease the environmental impacts of the product.
3.5 Integrated manufacturing planning and simulation
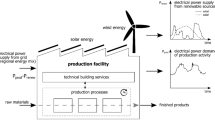
With the SMPS framework, one can expect to expedite both top-down and bottom-up approaches to facilitate better decision making. A top-down approach allows opportunities for analysis by decomposition, while a bottom-up approach allows synthesis by aggregation. For example, by measuring total energy consumption for a manufacturing plant, a drive for energy reduction can be started, and by using simulation to identify machines and processes that consume large amounts of energy, a bottom-up approach is initiated for energy reduction (Mani et al. 2008). In the engineering production system phase (phase 3), one must be able to answer questions such as the following: “Which production plan best uses the facility’s capabilities? Which plan is most energy efficient? Which scheduling plan optimizes sustainability aspects? Which machines are energy efficient?” Note that the proposed approach allows for answering questions both a manufacturing-process level and at the machine level. The immediate challenge, in terms of research, is how companies perform this implementation and integration with other systems and what other technical and business areas can benefit from understanding energy usage (Ameta et al. 2009). In manufacturing scheduling, it is often known well in advance what has to be produced. This can often lead to a nearly optimal schedule for all jobs ahead of time (Mahesh et al. 2007). But these methods are not developed well enough at the present time to cater to new trends in the economic and environmental crisis. Sustainability indicators (such as energy and CO2 emissions) and their values can be aggregated from the machine level to a factory flow or further aggregated to the plant level (Fig. 2).

Exploded view of simulation of manufacturing processes, sub-processes, individual equipment, and their sustainability indicators (e.g., energy use, CO2 emissions), whose values can be aggregated from the machine level to the factory flow or plant level (from Mani et al. 2010). CNC stands for computer numerically controlled machine and MRR stands for material removal rate
To support SM from a compliance point of view, standards and inspection procedures must be studied and incorporated in the new simulation models for raw materials, manufactured part, and production process parameters including verification and calibration. For example, companies selling electrical goods in the European Union (EU) must conform to EU legislation for electrical and electronic equipment, which includes directives on Waste Electrical and Electronic Equipment and Restriction of Hazardous Substances. The International Organization for Standardization (ISO) has established related standards addressing environmental management and specifically LCA (ISO 2006a, b).
For the SMPS framework, the information model discussed in the previous section needs to take into account all types of information currently communicated through the four stages (see Fig. 1). SMPS handles the different activities, tools, data and standards that apply to each of the four phases (Fig. 3).

Relevant datasets, methods, tools and standards required in the four phases of product development (adapted from Mani et al. 2010). CAD, TQM, AHP, and QFD stand for computer-aided design, total quality management, analytical hierarchy protocol, and quality function deployment, respectively. The standards column shows the following abbreviations: AP application protocol for STEP/ISO 10303, ROHS restriction on use of hazardous substances, WEEE waste electrical and electronics equipment, ISO International Organization for Standardization, CMSD core manufacturing simulation data, ASME American Society of Mechanical Engineers, and ASTM American Society for Testing and Materials
3.6 Scenario
This section discusses a scenario in which DES in phase 3 could be useful to generate product or system specifications for phase 1. To set the stage, consider simulating energy use of a typical automotive manufacturing facility, including energy-intensive manufacturing process and energy losses (Fig. 4). Energy use is a rough estimate based on on-site manufacturing processes, while other subsystems and component suppliers have been excluded (Fig. 5). According to the USCAR (2008) report, die making and casting also have been excluded because they are assumed to be captive (on-site) or outsourced operations.

Energy composite for automotive manufacturing operations (adapted from USCAR 2008). Arrows represent energy losses in the energy infrastructure, while shaded areas represent energy-intensive manufacturing processes

In-plant process energy distribution of a typical automotive manufacturing facility. Die making and casting have been excluded (adapted from USCAR 2008)
Painting consumes more energy than any other operation in the automotive industry. Within the paint shop, the conditioning of the air in the spray booths is the most energy-intensive process. Precise control of temperature and relative humidity in the paint booths is critical because it affects paint viscosity, which in turn affects the quality of the paint finish. A case study of simulating sustainability aspects of an automotive paint shop is presented in Mani et al. (2010) to demonstrate how simulation in one phase can help with decisions in another phase. The case study develops a prototype paint shop model that incorporates the use of LCA data in combination with DES and supports alternate decisions on energy use, choice of machines, and environmental bottleneck detection (Johansson et al. 2009a, b; Leng and Yingchao 2005). The study demonstrates how DES in phase 3 generates design requirements or specifications for manufacturing systems in the early design stage (phase 1) or at the manufacturing planning stage (phase 2).
4 Conclusions
In this paper, a systems approach to Sustainable Manufacturing Planning and Simulation was identified as necessary and presented in an effort to bridge gaps in simulation tools to incorporate aspects of sustainability.
The proposed SMPS approach can help industry achieve benefits such as:
-
Minimize energy use and improve productivity through improved product and process engineering via planning and simulation
-
Promote environmentally responsible businesses
-
Implement a comprehensive monitoring and preventive maintenance program that takes into consideration energy use through simulation
-
Deploy energy indicators into any plans that include asset acquisition, allocation, or replacement
-
Create awareness of environmental impacts when making decisions and having a holistic system viewpoint for increased understanding of cause and effect
Future work must primarily be aligned with the needs of the SMPS framework, models that support SMPS phases, sustainable material-flow analysis, and characterization of manufacturing processes. Activities include mapping of relevant data required in each phase, information models, and relevant case studies. This will facilitate the necessary integration of SMPS phases to support simulation during design optimization to simultaneously deal with factors such as manufacturability, cost, and environmental impact.
References
Ameta G, Mani M, Sudarsan R, Feng SC, Sriram RD, Lyons K (2009) Carbon weight analysis for machining operation and allocation for redesign. Intl J Sust Eng 2(4):241–251
Banks J, Carson JS, Nelson BL, Nicol DM (2000) Discrete-event system simulation, 3rd edn. Prentice-Hall, Upper Saddle River
Barkmeyer JE (1997) SIMA reference architecture part 1—activity models. National Institute of Standards and Technology, Report No. NISTIR 5939
ISO (2006) Environmental management—life cycle assessment—principles and framework. ISO 14040:2006. http://www.iso.org/iso/catalogue_detail?csnumber=37456. Accessed August 2012
ISO (2006) Environmental management—life cycle assessment—requirements and guidelines. ISO 14044:2006. http://www.iso.org/iso/home/store/catalogue_tc/catalogue_detail.htm?csnumber=38498. Accessed August 2012
ITA (2011) International trade commission on sustainable manufacturing, http://www.ita.doc.gov/competitiveness/sustainablemanufacturing/how_doc_defines_SM.asp. Accessed August 2012
Johansson B, Mani M, Skoogh A, Leong S (2009) Discrete event simulation to generate requirements specification for sustainable manufacturing systems design. Proceedings of PerMIS'09, Gaithersburg, MD, USA
Johansson B, Mani M, Skoogh A, Leong S (2009) Discrete event simulation as requirements specification for sustainable design of manufacturing systems. Proceedings of the PERMIS09, Gaithersburg, MD, USA
Johansson B, Stahre J, Berlin J, Östergren K, Sundstrom B, Tillman A M (2008) Discrete event simulation with life cycle assessment data at a juice manufacturing system, In proceedings of the 5th FOODSIM Conference, University College Dublin, Ireland
Law AM, Kelton WD (2000) Simulation modeling and analysis, 3rd edn. McGraw-Hill, New York
Law AM, McComas MG (1999) Simulation of manufacturing systems. In: Farrington PA, Nembhard HB, Sturrock DT, Evans GW (eds) Proceedings of the 1999 Winter Simulation Conference, Pheonix, AZ, pp 56–59
Leng CF, Yingchao G (2005) Production performance improvement using des of low volume production in a paint shop. Dissertation. Chalmers University of Technology, Gothenburg, Sweden
Mahesh M, Ong SK, Nee AYC, Fuh JYH, Zhang YF (2007) Towards a generic distributed and collaborative digital manufacturing. Intl J RoboT Com- Int Manuf 23(3):267–275
Mani M, Johansson B, Lyons K, Sriram RD, Ameta G (2010) Modeling, simulation and analysis for sustainable product development. National Institute of Standards and Technology Internal Report (NISTIR)
Mani M, Lyons K, Sudarsan R, Feng SC, Sriram RD, Ameta G (2008) Introducing sustainability indices early into manufacturing process planning and scheduling. Proceedings of the 14th International Conference on Manufacturing Science and Engineering, ASME, October 07–10
Masanet E, Horvath A (2007) California air resources board’s chair’s air pollution seminar, on industrial energy analysis Website http://industrial-energy.lbl.gov/node/402/. Accessed August 2012
NACFAM (2011) National Council of advanced manufacturing defining sustainable manufacturing in the policy initiatives http://www.nacfam.org/PolicyInitiatives/SustainableManufacturing/tabid/64/Default.aspx. Accessed August 2012
Oakland JS (2003) Total quality management. Butterworth–Heinemann, Oxford
Oden JT, Belytschko T, Hughes TJR, Johnson C, Keyes D, Laub A, Petzold L, Srolovitz D, Yip S (2006) Revolutionizing engineering science through simulation: A report of the National Science Foundation blue ribbon panel on simulation-based engineering science. Arlington, VA http://www.nsf.gov/pubs/reports/sbes_final_report.pdf. Accessed August 2012
Ostergren K, Berlin J, Johansson B, Stahre J, Tillman A-M (2007) A tool for productive and environmentally efficient food production management. In: European Conference of Chemical Engineering, Copenhagen, 16–20 September 2007
Saaty TL (2008) Decision making with the analytic hierarchy process. Intl J Serv Sci 1(1):83–98
SISO (2009) Standard for core manufacturing simulation data information model: UML model CMSD Product Development Group, Simulation Interoperability Standards Organization, http://www.sisostds.org/DigitalLibrary.aspx?Command=Core_Download&EntryId=30569. Accessed August 2012
Solding P, Petku D (2005) Applying energy aspects on simulation of energy-intensive production systems. In: Kuhl ME, Steiger NM, Armstrong FB, Joines JA (eds) Proceedings of the 2005 Winter Simulation Conference, Orlando, FL, USA
Solding P, Thollander P (2006) Increased energy efficiency in a swedish iron foundry through use of discrete event simulation, In: Perrone LF, Wieland FP, Liu J, Lawson BG, Nicol DM, Fujimoto RM (eds) Proceedings of the 2006 Winter Simulation Conference, Monterey, CA, USA
USCAR (2008) Technology roadmap for energy reduction in automotive manufacturing, workshop report, U.S. Council for automotive research. http://www1.eere.energy.gov/manufacturing/intensiveprocesses/pdfs/auto_industry_roadmap.pdf. Accessed August 2012
Conflict of interest
The work described was funded by the US Government and is not subject to copyright. No approval or endorsement of any commercial product by the National Institute of Standards and Technology is intended or implied.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Sangwon Suh
Rights and permissions
About this article
Cite this article
Mani, M., Johansson, B., Lyons, K.W. et al. Simulation and analysis for sustainable product development. Int J Life Cycle Assess 18, 1129–1136 (2013). https://doi.org/10.1007/s11367-012-0538-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-012-0538-0