
Abstract
This study has identified a new feedstock Chukrasia tabularis L. (C. tabularis) seed for the production of biodiesel. Oil was extracted from the seeds with and without autoclave-assisted ultrasonic homogenization (AUH) pretreatment using different solvents. The solvent n-hexane with AUH pretreatment yielded a maximum oil yield of 32 wt%. The kinetics and thermodynamics of the extraction process were studied in a batch. The data showed that extraction followed first-order kinetics with a rate constant of 1.4 × 10−4 min−1, activation energy of 63.604 kJ mol−1 and pre-exponential factors of 66.66 × 104 s−1. The physiochemical properties of the oil were determined from which it was identified that C. tabularis oil has high free fatty acid (FFA) content, requiring a single-step esterification cum transesterification reaction to produce biodiesel economically. The modified aryl diazonium salt reduction process was used to synthesize a heterogeneous acid catalyst (HAC) from activated carbon precursor and was used to catalyze biodiesel reaction. Furthermore, HAC was characterized by different analytical techniques and it was found that it had an acid site density of 1.02 mmol g−1 and a specific surface area of 602 m2 g−1. The parameters affecting the biodiesel process were studied to obtain a maximum biodiesel conversion of 98.5% at 6 wt% catalyst loading, 15:1 methanol to oil molar ratio, 120 min reaction time, 70 ºC reaction temperature, and 500 rpm stirring rate. Reusability studies were performed which showed that HAC can be recycled up to five cycles with a conversion above 90% in the fifth cycle. Moreover, the fuel properties of biodiesel were determined using standard methods and were compared with ASTM D6751 and EN14241 standards.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Society is in need of emerging energy resources to protect the environment from pollution (Berrios et al. 2009). Biodiesel is one of the prominent energy sources with non-polluting and biodegradable characteristics. This demonstrates that various researches on biodiesel are required to make it commercially viable and affordable for all classes of people. Biodiesel consists of alkyl esters produced from FFA and/or triglyceride sources with short-chain alcohols. The feedstocks are edible and non-edible vegetable oils, waste cooking oils, animal or poultry waste tallows, low value waste fat materials, etc. The high cost of raw materials required to produce high-quality biodiesel greatly hinders the commercialization of biodiesel (Ozturk et al. 2010). The cost of raw materials contributes up to 75% of the total expenses in producing biodiesel (Mizik and Gyarmati 2021). Many researches are being undertaken to identify a feedstock that is economical and in this vein, this paper studies an underutilized oil as a suitable feedstock for the production of biodiesel.
In recent times, most of the biodiesel are made from edible oil feedstocks like soybean, rapeseed, sunflower, and palm oil (Vignesh and Barik 2019). Therefore, biodiesel produced from these feedstocks are not economically viable; hence, a wide range of non-edible oils are being investigated to produce cost effective biodiesel. The potential advantages of using non-edible oils are their availability, low cost, vegetation terrains, and high oil yield. In addition, they do not compete with food versus fuel impact (Shaah et al. 2021). Various non-edible oils like Sterculia foetida, Azadirachta indica, Jatropha curcas, Madhuca longifolia, and Asclepias mexicana have been investigated by many researchers for the production of biodiesel (Roick et al. 2021). Taking these into consideration, researchers focus on identifying new and underutilized non-edible oils as potential feedstocks (Zulqarnain. et al. 2021). This study analyzes a hardly explored non-edible feedstock, C. tabularis oil to examine its potential use in biodiesel production. C. tabularis tree is a deciduous, tropical species native to South and Southeast Asia (Ibrahim et al. 2018). The seeds from the tree do not have much usage when compared to their stem, leaves and fruits (Mursiti et al. 2019). The seeds generally produce non-edible oil having high FFA whereby it requires a two-step homogeneous or a single-step heterogeneous acid catalyst to produce biodiesel.
Alkyl esters, particularly fatty acid methyl esters (FAME), are the main products of the reaction between triglycerides and methanol with glycerol as a byproduct. Transesterification has been proved to be a suitable pathway to convert long-chain fatty acids in triglycerides to alkyl esters (Demirbas 2009). Usually, the reaction rate is increased by the addition of a catalyst. The acidic and basic nature of the catalyst is chosen based on the nature of the feedstock. Homogeneous catalysts (KOH, NaOH, potassium methoxide, sodium methoxide, H2SO4, etc.) are reported to be effective for a higher biodiesel yield (Kalam et al. 2008).
Refined vegetable oil or animal fat having FFA lesser than 1% is used in biodiesel production, catalyzed by a homogeneous base catalyst (Tang et al. 2020). However, the cost of the feedstock occupies a major part of the total production cost of biodiesel. In this regard, studies have found that C. tabularis oil is economical. Nevertheless, it contains high FFA which hinders the use of a homogenous base catalyst due to soap formation and the difficulty in glycerol separation. On the other hand, homogeneous acid catalysts are suitable for converting high FFA into FAME through esterification reaction. Furthermore, it is followed by an alkali catalyzed transesterification reaction to complete the conversion. After the reaction, the homogeneous catalyst present in the biodiesel has to be removed by washing it with water. It requires 30 to 90 of excess water (V/V) and also it consumes high energy for drying (Gonzalo et al. 2010). Additionally, it creates a large quantity of effluent water that needs to be treated resulting in the development of various combinations of acidic and basic heterogeneous catalysts for simultaneous esterification cum transesterification reactions (Sivakumar et al. 2013).
Prior reports show that sulfonated carbon materials act as strong heterogeneous acid catalysts. These catalysts manifest excellent activity in a series of esterification and transesterification reactions. Activated carbon (catalyst precursor) is used predominantly as an industrial catalyst support due to its chemical stability, high specific surface area and cost-effectiveness. A few studies have reported the catalytic properties of sulfonated activated carbon. The sulfonated activated carbon produced using concentrated H2SO4 have less -SO3H acid site density (between 0.15 and 0.44 mmol g−1) which is absolutely stable though it requires a long reaction time. Hence, new researches are being carried out to increase the active sites to reduce the reaction time. In a recent study, a conversion of 83.2% was achieved by using a HAC prepared through the chemical reduction of activated carbon using aryl diazonium salts. A similar study conducted by Tang et al. (2020) has obtained a conversion of 97% using HAC produced from biomass-activated carbon. Currently, HAC has proven application in biodiesel production due to its easy separation, reusability and corrosion resistance to resolve the issues created by homogeneous catalysts (Niu et al. 2018).
In this work, a new feedstock, C. tabularis oil was extracted from AUH treated seed meal using different solvents for maximum oil extraction. Kinetic and thermodynamic studies were proposed to extract oil from C. tabularis seed meal for the first time and the rate constant and the thermodynamic data were determined. A modified chemical reduction and activation process were used to synthesize HAC from a low-cost commercially activated catalyst as a precursor. The synthesized catalyst was characterized using analytical instruments like scanning electron microscopy (SEM) and Fourier transform infrared spectroscopy (FTIR) and techniques like Brunauer–Emmett–Teller (BET) analysis and Boehm titration method. It was then used to catalyze the biodiesel reaction (esterification cum transesterification). The parameters affecting the process were studied to maximize conversion. The produced biodiesel was analyzed with FTIR and proton nuclear magnetic resonance (1HNMR) spectroscopy. Moreover, the fuel properties were investigated by following the standard methods which were then compared with ASTM D6751 and EN14214 standards.
Materials and methods
C. tabularis seeds were purchased from a local nursery shop in Chennai, India. The chemicals and solvents used were of laboratory grade. Anhydrous sodium sulphate and 98.4% conc. H2SO4 were purchased from Sisco Research Laboratories in Mumbai, India. Methanol, ethanol, n-hexane, petroleum ether, chloroform, and acetone were purchased from Merck, Mumbai, India. Commercially activated carbon (catalyst precursor), hypo-phosphorous acid, sulphanilic acid, and sodium nitrite were purchased from Vijaya Scientifics, Chennai, India. All the chemicals and solvents were used as such without any processing.
Feedstock preparation
C. tabularis seeds were removed from locules by manually and cleaned of plant debris. The seeds were dried at 95 ºC in a hot air oven until a constant weight was obtained and its seed meal was prepared by crushing it in a laboratory crusher. Subsequently, it was passed through an ASTM 10 mesh and stored in a desiccator.
The AUH pretreatment was used to loosen up the endosperm cells in the seed. It was done by autoclaving the seed meal at 121 ºC for 15 min under 15 psi in a closed beaker. It was then suspended in a selected solvent medium and ultrasonicated at 20 kHz using probe-type Z511463-1 EA sonicator (Merck, USA) for 40 min which was highly intense and effective (Vishnupriya et al. 2019). The sonicator was operated at 500 W with 20% amplitude and duty cycle at 20 s ON: 20 s OFF. Finally, the solvent was separated using a rotary vacuum evaporator.
Estimation of total oil content
To find the total oil content in the seeds, extraction was carried out in a 300 mL Soxhlet extractor connected to a condenser. An accurately weighed sample of 20 g was placed in the thimble kept inside the extractor. The extraction process was carried out for 6 h using the feedstock before and after AUH treatment. Moreover, an appropriate solvent to be used in the extraction of maximum oil content was chose from different solvents like n-hexane, petroleum ether, chloroform and acetone. When the extraction was completed, the solvent was separated by simple distillation and the oil yield was determined as per Eq. (1) in weight percentage.
Kinetic and thermodynamic studies
The kinetic and thermodynamic studies were performed using the selected solvent in a batch extraction process. An appropriate quantity of the solvent was mixed with feedstock and extraction was carried out in a 500 mL double-neck flat bottom flask. The central neck was connected with a reflux condenser to reflux the evaporated solvent. The setup was placed on a magnetic stirrer, which was operated at a fixed 300 rpm stirring rate. Parameters such as solvent to feedstock ratio, extraction temperature, and extraction time were varied to find the highest oil yield.
Characterization of C. tabularis oil
C. tabularis oil’s physiochemical properties were analyzed as per the standard methods using Official Methods and Recommended Practices (2004). The fatty acid composition of the C. tabularis oil sample was quantified and qualified using QP2010 PLUS gas chromatography (GC) (SHIMADZU, Japan). The system has a 60-m capillary column, especially for separating volatile organic components. Nitrogen was used as a carrier gas with a flow rate of 0.95 mL min−1 and the ignition chamber was supplied with oxygen and hydrogen. The injection and detection port column temperatures were maintained at 280 and 250 ºC, respectively (Arumugamurthy et al. 2019). The samples required for GC analysis were prepared by following the boron trifluoride-methanol methylation procedure (Booramurthy et al. 2022). A measured sample (1 µL) was injected into the column. In the beginning, the oven temperature was 50 ºC and raised at the rate of 7.5 ºC with 2 min holding time. The final oven temperature was around 300 ºC. Win-Chrom software was used to collect the data which was compared with the retention time of 37 FAME obtained from Sigma-Aldrich Chemicals Pvt. Ltd., Bangalore, India (18,919-1AMP, FAME Mix). The resulting integral peak areas and the retention time were used to interpret the quantity and quality of FAME. The mean molecular weight of the oil was calculated by the data obtained from the fatty acid composition using Eq. (2),
where MWoil is the average molecular weight of oil; MWi is the molecular weight of the individual fatty acid present in the oil; and Xi is the percentage of the individual fatty acid present in the oil.
FTIR PerkinElmer Spectrum Two (PerkinElmer Inc., USA) was involved in identifying the functional groups present in C. tabularis oil, seed meal, HAC, and biodiesel. The spectra of the samples were taken between 4000 and 400 cm−1 using a universal diamond attenuated total reflectance sampling tool. Subsequently, the baseline corrections obtained in the data were processed using PerkinElmer spectrum 10.4.2 software (Booramurthy et al. 2020).
The 1HNMR spectra for C. tabularis oil and biodiesel were recorded using Avance III 500 MHz spectroscopy (Bruker, Germany) using a 5 mm probe head and deuterated chloroform as a solvent. The data were interpreted using TOPSPIN software. The method applied for quantification was based on the principle that the proton amplitude signals of nuclear magnetic resonance are directly proportionate to the hydrogen nuclei count present in the molecule. The 1HNMR peak area depends on the protons count and is independent of the respective response factor (Hariram and Vasanthaseelan 2016). The integral value of the protons in the methylene radical adjoining ester moiety at 2.34 ppm in triglyceride and the alcohol moiety at 3.63 ppm in FAME is calculated from Eq. (3),
where A(ME) is the integration value of FAME’s methoxy protons and A(α-ME) is related to the integration value of methylene protons.
Catalyst synthesis
Modified chemical reduction of aryl diazonium salts functionalized catalyst precursor was found to be an efficient HAC besides general sulfonation and carbonization of polycyclic aromatic hydrocarbons (Liu et al. 2010). Commercially activated carbon has been industrially proven to be an excellent catalyst support and environmentally friendly due to its chemical inertness, high specific surface area and low cost (Rodríguez-Reinoso 2001). Hence, it was chosen as a catalyst precursor. The initial step was the preparation of 4-benzene diazonium sulphonate (diazonium salt) followed by the functionalization of the catalyst precursor.
Diazonium salt was prepared from sulphanilic acid by the diazotization reaction. In a double-neck round bottom flask, sulphanilic acid (13 g) was mixed in 1 M HCl (75 mL). The temperature was maintained between 0 and 5 ºC in an ice-water bath and 1 M sodium nitrite (83 mL) was added dropwise into the chemical mixture. The mixture was stirred for 50 min. The resulting white precipitate of diazonium salt was filtered through a Whatman filter paper and rinsed using cold water to remove water-soluble byproducts (Liu et al. 2010).
The functionalization of the catalyst precursor (2 g) was carried out by mixing it with distilled water (100 mL), ethyl alcohol (100 mL), and diazonium salt (12 g) in a double-neck flat bottom flask. Hypo-phosphorous acid (200 mL) was added to the mixture in two parts at a time interval of 30 min. Furthermore, the mixture was continuously sonicated for 1 h at 24 kHz (10 s ON 10 s OFF). The sulfonated solid acid catalyst was washed with distilled water until the pH of the wash water became neutral and followed by acetone wash. Finally, HAC was dried at 95 ºC till a constant weight was obtained (Prabhu et al. 2015).
Catalyst characterization
The topography of HAC was obtained using SEM analysis (Carl Zeiss Evo-18, UK). The surface area, pore volume, and pore diameter of the catalyst precursor and HAC were analyzed using nitrogen adsorption and desorption isotherm in a Micrometrics BET analyzer (ASAP2020, Georgia). The acid site density for the catalyst precursor and HAC was determined using Boehm titration method (Arumugamurthy et al. 2019). The surface carrying the acid functional groups were quantified by titrating with a 0.1 N stock solution of sodium hydroxide, sodium carbonate, sodium bicarbonate, and hydrochloric acid. 1 g of HAC was mixed with 50 mL of each stock solution and stirred for 24 h. The mixture was filtered to remove the retentate and the permeate was titrated with 0.1 N hydrochloric acid. Sodium bicarbonate solution neutralized carboxylic acid during titration, whereas, sodium carbonate solution neutralized carboxylic acid and lactonic groups (saturated and unsaturated lactones). Similarly, phenolic groups, carboxylic acid, and lactonic groups were neutralized by sodium hydroxide. The difference between the concentrations was used to identify the strong, and weak acid sites (Kang et al. 2017).
Single-step esterification cum transesterification reaction
The reaction between C. tabularis oil, and methanol was performed in a batch composed of a 300 mL double-necked flat bottom flask connected to a water-cooled condenser to reflux the methanol back to the reactor. The setup was placed on a temperature-controlled magnetic stirrer. The temperature was maintained with an accuracy of ± 1 ºC. 50 mL of C. tabularis oil was filled in the reactor with a known quantity of catalyst and methanol. After the completion of the reaction, the mixture was cooled and centrifuged at 3000 rpm for 30 min. After centrifugation, three layers were formed in which the catalyst was found at the bottom below the glycerol layer and the top layer contained the biodiesel with excess methanol. The top layer was separated and a rotary vacuum evaporator was used to remove the excess methanol present in the biodiesel layer. The different parameters influencing the process were catalyst loading varied from 3 to 7 with an increment of 1 wt%; 3:1 to 18:1 methanol to oil molar ratio which starts from the stoichiometric to an excess ratio to shift the reversible reaction to the right. The reaction temperature was varied from 40 to the elevated methanol boiling point of 70 °C, and the reaction time and the stirring rate were varied from 30 to 120 min and 300 to 600 rpm, respectively. Different parameters that led to the maximum conversion were studied by one factor at a time method (Senthilkumar et al. 2019).
To report the reproducibility and the repeatability of the process indices, three experimental runs were investigated for each sample at the same extraction and reaction conditions. A standard deviation was taken for these results and it was incorporated in the form of error bars in respective figures.
Results and discussion
Solvent Selection
Solvent selection is one of the important steps in the solvent extraction of oil. Different solvents like n-hexane, petroleum ether, chloroform, and acetone were used. Among them, a suitable solvent was chosen based on the oil yield. The extraction of oil from seed meals was studied with and without AUH treatment. In Soxhlet extraction, a maximum oil yield of 32 wt% was obtained from AUH treated seed meal using n-hexane as solvent as shown in Table 1. The studies conducted by researchers like Bhuiya et al. (2020), Jiyane et al. (2018), and Kumar et al. (2017) proved that n-hexane was a suitable solvent for oil extraction. After the removal of the solvent, the obtained oil was clear and was a pale yellow. The oil yield of the seed meal without AUH was 27.9 wt% only. When comparing the oil yield before and after pretreatment, it was confirmed that the pretreated feedstock gives a higher yield for all the solvents. This may be due to the disruption of impermeable cell walls that induce solvent penetration thereby increasing the yield. During extraction, pretreatment enhances the mass transfer gradient between the oil and the solvent (Vishnupriya et al. 2019). Comparing the efficiency, non-polar solvents such as n-hexane and petroleum ether showed excellent extraction efficiency with a slight variation in the oil yield. On the other hand, for acetone, the oil yield was minimum with and without pretreated seed meal due to its polar behavior.
Batch extraction studies
Feed to solvent weight ratio
The solvent n-hexane was chosen due to its maximum oil yield. The weight ratio of feed and n-hexane decides the minimum quantity of the solvent required for batch solid–liquid extraction. The feed to solvent weight ratio was varied among 1:10, 1:15, 1:20, and 1:25. The extraction was carried out at 50 °C for a constant time of 90 min in a double-neck flat bottom flask with reflux. Figure 1 shows the oil yield for different seed meal to solvent weight ratios. The ratio of 1:20 was observed to give a maximum oil yield of 28.5 wt%. With a further increase in the weight ratio, the oil yield was approximately constant since the extraction reached equilibrium. A similar study conducted by Rezaei et al. (2013) found that an increase in the feed to solvent ratio can result in a higher concentration gradient during diffusion so where the solutes will have a higher tendency to leave the matrix and move into the solvent. However, excess solvent prevents sufficient stirring and may cause inefficient extraction.

Effect of feed to solvent weight ratio at 50 °C and 90 min
Effect of temperature on oil extraction
The oil was extracted at different temperatures at 1:20 feed to solvent weight ratio for 90 min. From Fig. 2, it is observed that the oil yield increases with an increase in temperature. An increase in temperature reduces oil’s kinematic viscosity thereby increasing the solute’s mobility through cell walls (Panchal 2014). Also, it increases the oil’s diffusion coefficient and solubility. The best extraction temperature for the solvents is their boiling point (Abed et al. 2015). Likewise, the maximum oil yield of 29.3 wt% was obtained at the temperature of 60 °C, which is approximately near the boiling point of n-hexane. Furthermore, an increase in the temperature up to 70 °C leads to slight decrease in oil yield, which may be due to the phase change of the solvent from liquid to vapor making improper contact between the solid and the liquid phase.

Effect of temperature at 1:20 feed to solvent ratio and 90 min
Effect of extraction time
The effect of extraction time on oil yield was observed at 1:20 feed to solvent weight ratio for 60 °C. It was observed that the oil yield increased with extraction time. A similar trend was observed by other researchers also (Sivakumar et al. 2012; Ahmad et al. 2014). It was found that the extraction attained equilibrium at 120 min. Therefore, the maximum oil yield of 31.2 wt% was reached at 120 min as shown in Fig. 3. Moreover, an increase in time did not show any significant yield. Also, the longer duration led to more energy consumption and process delay.

Effect of extraction time at 1:20 feed to solvent ratio and 60 °C
Oil extraction kinetics and thermodynamics
The AUH treated feed was weighed and taken in a 500 mL double-neck flat bottom flask filled with a 1: 20 feed to solvent weight ratio and connected with a reflux. The extraction was performed at different time intervals and temperatures. A maximum oil extraction of 31.2 wt% was at 60 ºC in 120 min and this oil yield percentage amounted to 97.5% of the total oil content in C. tabularis seed. The extraction rate constants of oil yield using n-hexane at various temperatures are listed in Table 2. A rate equation for C. tabularis oil extraction is shown in Eq. (4)
where Y is the percentage yield of oil; t is the extraction time; k is the rate constant; and n is the order. Since there is an increased oil yield percentage with an increase in time, the term \(\frac{dY}{dt}\) was positive (Al-Widyan and Al-Shyoukh 2002). Differential method was used to calculate the oil yield from assorted time and temperature intervals. The graph of ln \(\frac{dY}{dt}\) versus lnY was plotted and the linearity of the equation fitting was found. The order of the extraction n was calculated from the slopes of the straight lines which confirmed that the extraction followed first-order kinetics and the extraction rate constants (k) were calculated.
Calculation of activation energy
An increase in the rate constant was observed with an increase in temperatures. Temperature dependence on the extraction rate was stated using Arrhenius Eq. (5),
where k is the rate constant; A is the pre-exponential factor; Ea is the activation energy; R is the universal gas constant; and T is the absolute temperature.
Figure 4 shows the plot of lnk versus T−1 giving a straight line whose slope is the activation energy of extraction (− Ea/R) and the intercept (ln A). The calculated activation energy and pre-exponential factors are 63.604 kJ mol−1 and 66.66 × 104 s−1 respectively.

Plot of lnk vs. T.−1
Thermodynamic activation parameters
The activation parameters (∆S≠, ∆H≠, and ∆G≠) for C. tabularis oil extraction were calculated using transition state theory as given in Eqs. (6), (7), and (8).
where N is the Avogadro’s number; h is the Planck’s constant; ∆S≠ is the activation entropy; ∆H≠ is the activation enthalpy; and ∆G≠ is activation Gibb’s free energy. The calculated activation thermodynamic parameters at different temperatures are given in Table 3.
Thermodynamic parameters
Thermodynamic parameters such as the change of enthalpy, the change of entropy and Gibb’s free energy (∆H, ∆S, and ∆G) for the C. tabularis oil extraction can be calculated using the following Eqs. (9) and (10) as suggested by Topallar and Geçgel (2000).
where K* is the equilibrium constant; YT is the oil yield percentage (wt%) at different temperatures for 120 min; T is the absolute temperature; and Yu is the un-extracted oil percentage (wt%).
A plot was drawn for lnYT versus T−1 in which the slope represented ∆H and was calculated as 93.54 kJ mol−1 as shown in Fig. 5. The enthalpy obtained was positive, signifying that the oil extraction process is endothermic and it requires energy input.

Plot of lnYT vs. T−1 at 120 min
The thermodynamic parameters and the equilibrium constant of the oil extraction are given in Table 4 for different temperatures. The entropy change increases with an increase in temperature and the value of free energy is negative (∆G < 0). The decrease in value regarding temperatures confirms that C. tabularis oil extraction using n-hexane is a spontaneous process. The positive value of entropy change (∆S > 0) indicates that the extraction is irreversible.
Physiochemical characterization of C. tabularis oil
The oil extracted was deep yellow in color. The total oil content was 32 wt% and its physiochemical properties are enclosed in Table 5. The oil’s acid value was higher suggested the use of an acid catalyst to convert FFA to FAME. The saponification value was found to be 267.8 mg KOH g−1 of oil which was higher when compared to other vegetable oils and it indicates the presence of short-chain fatty acids. The iodine value of C. tabularis oil was 104.05 g of iodine absorbed per 100 g of oil which categorizes it under drying oil. This value leads to a susceptibility to polymerization and oxidation when exposed to air thereby decreasing the storage stability of this oil. To overcome these issues, the biodiesel produced from this oil requires antioxidants.
The fatty acid composition of C. tabularis oil is given in Table S1 which indicate that the unsaturated fatty acids are in higher percentage. The oil has 18.73% of saturated fatty acids, 47.7% of monounsaturated fatty acids and 31.82% of polyunsaturated fatty acids. The total average molecular weight of the oil was calculated as 859.95 g mol−1. The degree of unsaturation was found to be around 64.31. This value suggests that the percentage of the unsaturated fatty acids (oleic acid and linoleic acid) are higher. Hence, the oil is liquid at room temperature (Fameau et al. 2014). The biodiesel produced from the oil has better cold flow properties and lesser emission of nitrogen oxides during combustion (Hazrat et al. 2020). Subsequently, optimal fuel quality of C. tabularis biodiesel can be achieved by blending it with other biodiesels having higher saturated fatty acids (Gopinath et al. 2015). The calculated value of the mass ratio of saturated to unsaturated fatty acids was less than 1 signifying that the cetane number and calorific value of the biodiesel are slightly lesser than other biodiesel (Demirbas 2009).
HAC characterization
The values in Table 6 show that the surface area from the BET method decreased from 751 to 602 m2 g−1 after the reduction process which indicates the embedment of -SO3H on the plane surface of the catalyst precursor. There was a considerable reduction in pore volume from 0.47 to 0.38 cm3 g−1 and the pore diameter was reduced from 2.5 to 2.3 nm. The strong and weak acid distribution among the catalyst precursors and HAC are listed in Table 6. The strong acid site distribution is high in HAC indicating the occupancy of -SO3H on the catalyst precursor.
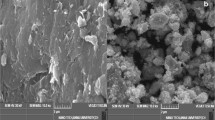
The topography of the catalyst precursor and HAC were analyzed with SEM. Figure 6a shows the catalyst precursor before the reduction process with an amorphous and smooth structure having a pore diameter of 2.5 nm and a pore volume of 0.47 cm3 g−1. Figure 6b represents the HAC synthesized by the chemical reduction process showing a scaly and irregular structure in which the pore diameter is reduced to 2.3 nm and the pore volume to 0.38 cm3 g−1 due to the surface intrusion of acid groups on the catalyst precursor (Guo and Lua 1999).

a SEM image of the catalyst precursor. b SEM image of HAC
FTIR spectrum of chemically reduced sulfonated HAC is shown in Fig. 7. It was evident that the -SO3H group was formed on the surface of the HAC which is represented by the peaks formed at 1173 and 1126 cm−1 indicating the presence of an asymmetric stretching vibration peak of O = S = O. Similarly, peaks observed at 1158 and 665 cm−1 correspond to symmetric stretching vibration peak of O = S = O and stretching vibration peak of C − S where hydrogen bond with -SO3H respectively (Kang et al. 2017). The vibration band located at 1628 cm−1 is attributed to the stretching vibration modes of sulfate groups (Prabhu et al. 2015). The peaks at 2923 and 2856 cm−1 indicate the presence of both methylene (-CH2-) bridges and aromatic C-H stretching vibrations respectively. The absorption peak at 1400 cm−1 indicates the presence of aromatic C = C groups stretching vibrations in alcohols, phenols or ether or ester groups. The presence of group C-O–H is attributed to an absorption peak at 865 cm−1 (Chafidz et al. 2018). The band at 1700 cm−1 denotes carbonyl/carboxyl groups of -COOH (Saka 2012). The produced HAC has both carboxylic acid and sulfonic acid sites. Hence, the presence of both the functional groups will improve acid site density that can enhance FAME production.

FTIR spectrum of HAC
Effect of different parameters in biodiesel production
HAC loading
Figure 8a shows the investigated effect of HAC loading on biodiesel production. The catalyst amount is one of the main parameters that needs to be investigated to increase FAME conversion. From a previous report, it was found that the minimum heterogeneous catalyst required for optimum biodiesel production was 3 wt% (Kay and Yasir 2012; Theresa et al. 2017). In this study, HAC quantity varied from 3 to 7 wt% and its effect was studied too. Due to insufficient active sites, the low value of catalyst loading could not give maximum FAME conversion. In contrast, the excess loading of the catalyst led to a disturbance of the equilibrium (Munir et al. 2021). The minimum HAC weight was 6 wt% for which a maximum conversion of 79% was obtained.

a Effect of HAC loading at 9:1 methanol to oil molar ratio, 50 ºC reaction temperature, 60 min reaction time, and 400 rpm stirring rate. b Effect of methanol to oil molar ratio at 6 wt% of HAC loading, 50 ºC reaction temperature, 60 min reaction time, and 400 rpm stirrer speed. c Effect of reaction temperature at 15:1 methanol to oil molar concentration ratio, 6 wt% of HAC loading, 60 min of reaction time, and 400 rpm stirring rate. d Effect of reaction time at 6 wt% of HAC loading, 15:1 methanol to oil molar ratio, 70 ºC reaction temperature, and 400 rpm stirring rate. e Effect of stirring speed at 6 wt% of HAC loading, 15:1 methanol to oil molar ratio, 70 ºC reaction temperature, and 60 min of reaction time
Methanol to C. tabularis oil molar ratio
It was observed that the conversion of FAME is greatly affected by methanol to C. tabularis oil molar ratio as shown in Fig. 8b. According to stoichiometry, three moles of methanol are required for one mole of triglyceride (Hoda 2010). However, excess moles of methanol can direct the reaction flow by shifting the equilibrium towards FAME formation (Roy et al. 2020). The methanol to C. tabularis oil molar ratio was varied and investigated. When the molar ratio was increased from 3:1 to 15:1, the conversion percentage increased from 22 to 87%. Moreover, an increase in molar ratio does not contribute to any significant improvement in conversion. Excess methanol increases glycerol solubility, which interferes with glycerol separation. Moreover, the soluble glycerol shifts the reaction backward, which reduces the conversion of FAME (Pasupulety et al. 2013).
Reaction temperature
Reaction temperature was a significant parameter affecting the conversion of FAME. Reaction temperature must be adequate to overcome the diffusion resistance developed in the multiphase system. In this study, the reaction was carried out by varying the temperatures from 40 to 70 ºC in which the conversion increased from 39.5 to 94.5%. Here, both reaction and mass transfer rates increased with temperature increase up to a certain extent. Also, it was observed that an increase in reaction time did not increase conversion because the reaction had reached equilibrium. However, the reaction temperature was not increased beyond 70 ºC due to the excess loss of methanol beyond its elevated boiling temperature (Yan et al. 2008). Many researchers have reported an elevated methanol boiling point of 70 °C to attain a maximum conversion using heterogeneous catalysts (Banerjee and Chakraborty 2009; Rasouli and Esmaeili 2019; Mohamed et al. 2020; El-Khashab et al. 2022; Mandari and Devarai 2022). If the temperature is increased further, the methanol evaporation rate will be higher and it will be in vapor phase in the reactor without contacting the reactants. This may reduce the conversion and it also requires more energy which is undesirable. Figure 8c shows the biodiesel conversion with respect to reaction temperature.
Reaction time
Figure 8d shows the time dependency of biodiesel conversion. The lowest biodiesel conversion was obtained at the minimum time of 30 min, which indicates that the reaction time had not reached equilibrium. This lag is due to the immiscibility of different phases. Meanwhile, the reaction conversion increases with the increase in reaction time and reaches equilibrium at 120 min. As soon as the equilibrium is reached, further increase in reaction time does not affect conversion (Mardhiah et al. 2017). Many researchers have reported similar observations in the use of heterogeneous catalysts for biodiesel production (Burmana et al. 2020; Gonzaga et al. 2021; Simpen et al. 2022). A maximum conversion of 98% was obtained at 120 min at 70 °C, 6 wt% of HAC loading, 400 rpm, and 15:1 methanol to oil ratio.
Stirring rate
Stirring rate significantly contributes to adequate contact between the reactants and speeds up the reaction to attain higher conversion. Figure 8e shows the stirring rate versus conversion at the recommended conditions. At a lower rpm of 300, the conversion was lower due to the mass transfer limitations. This happens when the reaction mixture is in heterogeneous phases. When the stirring rate was increased, the conversion also increased up to 500 rpm. The maximum conversion achieved was 98.5%. A further increase did not improve the conversion and a slight reduction was observed at 600 rpm. A similar trend was observed by Nurhayati. et al. (2020) and Roy et al. (2014). When the stirring rate is increased, it enhances the volatility of methanol from in the reaction mixture which hampers the methanol to oil ratio and this may result in the decline in conversion (Roy et al. 2014). Likewise, increasing the stirring rate does not improve conversion owing to reversible reactions (Vivek and Guptha 2004).
HAC stability and reusability
Reusability of the catalyst reduces the process cost. After the completion of each cycle, the HAC was strained using No. 1 Whatman filter paper, washed using petroleum ether, and dried at 60 ºC in a hot air oven for 5 h. The recycled HAC was used for each cycle and the reaction was carried out at recommended conditions. In addition to this, the acid site density in percentage was monitored to identify the activity of HAC. The results are presented in Figure S1. It can be observed that the HAC can be recycled up to five times with a conversion above 90% due to the decrease in the acid site density in each cycle. Up to the fifth cycle, the acid site density was above 97% after which it drastically reduced to 88.2% resulting in a conversion below 81%. The reduction in the leaching of active sites was due to frequent washing and reuse (Naidu and Venkateswarlu 2022). The biodiesel produced till the fifth cycle was considered because C. tabularis oil has a conversion of above 90% will be in line with ASTM standard. The conversion of oil reduced below 90% from the sixth cycle which may be due to the deposition of the products and the reactants on the active surface of the HAC (Sadba et al. 2015).
Biodiesel characterization
Single-step of HAC esterification cum transesterification was performed to produce biodiesel. Figure 9 shows the FTIR spectra of C. tabularis oil and biodiesel. The biodiesel shows a broad peak at 3435 cm−1 indicating the bending and stretching of -OH vibration due to water molecules. It is present in biodiesel but absent in the oil spectrum because of the water formed during esterification. The peaks formed at 2922 and 2854 cm−1 are found in both oil and biodiesel indicating the un-symmetric and symmetric stretching vibration of C-H in CH2 and CH3 groups. The conversion was confirmed by the characterized absorption peaks of methoxy-carbonyl and C = O stretching. The strong peak at 1740 and 1742 cm−1 is associated with C = O stretching vibration in the ester groups of the oil and biodiesel. The peak value of 1436 cm−1 corresponds to the presence of –CH3 with the asymmetric bending vibration in methyl ester in the aliphatic chain (Booramurthy et al. 2020). The shifting of oil peaks from 1440 to 1436 cm−1 and from 1118 to 989 cm−1 suggests oil conversion (Nisar et al. 2017).

FTIR spectra of C. tabularis oil and biodiesel
The conversion of C. tabularis oil to FAME was determined using 1HNMR. The 98.5% conversion of C. tabularis oil was produced under recommended reaction conditions. The 1HNMR spectra of oil and biodiesel are shown in Fig. 10a and b.

a 1HNMR spectrum for C. tabularis oil. b 1HNMR spectrum of C. tabularis biodiesel at 98.5% conversion
The physiochemical properties of biodiesel mainly depend on feedstock and production methods. Standard methods are used to determine the fuel properties of C. tabularis biodiesel and the results are compared with ASTM D6751 and EN 14214 standards as listed in Table 7. The viscosity of the C. tabularis biodiesel is low which enhances the fuel flow in the engine pump and atomisation properties in the fuel injector. The high flash point of the fuel improves its storage stability and safe handling. The cetane number is 52, which represents improved ignition delay. Ca, Mg, Na, sulphate, and acids are lower than the standard resulting in less corrosion in and erosion of engine parts. The reduced value of the carbon residue lowers engine corrosion and increases combustion efficiency (Etim et al. 2022). Water and sediments are under the limit indicating that the fuel will be free from microbial contamination during prolonged storage. Since the fuel produced is within biodiesel standards, it can be used directly in combustion engines without or with slight modification. Moreover, the fuel can be blended with petroleum diesel at any proportion (Reham et al. 2015).
Conclusion
Oil was extracted from AUH pretreated C. tabularis seed using the Soxhlet extraction method. N-hexane was selected based on the maximum oil yield (32 wt%). In addition, batch method was used to study the kinetic and thermodynamic properties of the extraction. The extraction data show that it follows first-order kinetics and their rate constants and thermodynamic parameters were calculated. The extracted C. tabularis oil had high FFA; hence, it was subjected to a single-step esterification cum transesterification reaction using HAC. The process parameters influencing the biodiesel conversion were studied to obtain a maximum conversion of 98.5%. It was achieved at 6 wt% of HAC loading, 15:1 methanol to oil molar ratio, 70 ºC reaction temperature, 120 min reaction time, and 500 rpm stirring rate. The resultant fuel properties of biodiesel are within the limits of international standards. The reusability study suggests that HAC can be recycled five times without affecting the quality of the biodiesel. This study can be further extended to establish critical research and knowledge gaps to determine the HAC mechanism for biodiesel reactions and new data regarding equilibrium, kinetic, and thermodynamic analysis.
Data availability
All data generated or analyzed during this study are included in this published article.
References
Abed KM, Kurji BM, Abdul-Majeed BA (2015) Extraction and modelling of oil from Eucalyptus camadulensis by organic solvent. J Mater Sci Chem Eng 03:35–42
Ahmad AL, Yasin NHM, Derek CJC, Lim JK (2014) Kinetic studies and thermodynamics of oil extraction and transesterification of Chlorella sp. for biodiesel production. Environ Technol 35:891–897
Al-Widyan MI, Al-Shyoukh AO (2002) Experimental evaluation of the transesterification of waste palm oil into biodiesel. Bioresour Technol 85:253–256
Arumugamurthy SS, Sivanandi P, Pandian S, Choksi H, Subramanian D (2019) Conversion of a low value industrial waste into biodiesel using a catalyst derived from brewery waste: An activation and deactivation kinetic study. Waste Manag 100:318–326
Banerjee A, Chakraborty R (2009) Parametric sensitivity in transesterification of waste cooking oil for biodiesel production-A review. Resour Conserv Recycl 53:490–497
Berrios M, Gutiérrez MC, Martín MA, Martín A (2009) Application of the factorial design of experiments to biodiesel production from lard. Fuel Process Technol 90:1447–1451
Bhuiya MMK, Rasul M, Khan M, Ashwath N, Mofijur M (2020) Comparison of oil extraction between screw press and solvent (n-hexane) extraction technique from beauty leaf (Calophyllum inophyllum L.) feedstock. Ind Crops Prod 144:112024
Booramurthy VK, Kasimani R, Pandian S (2022) Biodiesel production from tannery waste using a nano catalyst (Ferric-Manganese Doped Sulphated Zirconia). Energy Sources Part A Recover Util Environ Eff 44:1092–1104
Booramurthy VK, Kasimani R, Pandian S, Ragunathan B (2020) Nano-sulfated zirconia catalyzed biodiesel production from tannery waste sheep fat. Environ Sci Pollut Res 27:20598–20605
Burmana AD, Tambun R, Haryanto B, Alexander V (2020) Effect of reaction time on biodiesel production from palm fatty acid distillate by using PTSA as a catalyst. IOP Conf Ser Mater Sci Eng 1003:1–4
Chafidz A, Astuti W, Augustia V, Novira DT, Rofiah N (2018) Removal of methyl violet dye via adsorption using activated carbon prepared from Randu sawdust (Ceiba pentandra). 8th International Conference on Environment Science and Engineering. IOP Publishing, Barcelona, pp 1–6
Demirbas A (2009) Progress and recent trends in biodiesel fuels. Energy Convers Manag 50:14–34
El-Khashab NA, Naeem MM, Roushdy MH (2022) Optimum biodiesel production using ductile cast iron as a heterogeneous catalyst. ChemEngineering 6:1–16
Etim AO, Jisieike CF, Taiwo Hassan Ibrahim TH, Betiku E (2022) Biodiesel and its properties. In: Arumugam A (ed) Production of Biodiesel from Non-Edible Sources, 1st edn. Elsevier, Amsterdam, pp 39–79
Fameau A, Arnould A, Saint-Jalmes A (2014) Responsive self-assemblies based on fatty acids. Curr Opin Colloid Interface Sci 19:471–479
Gonzaga EV, Romero R, Gómez-Espinosa RM, Romero A, Martínez SL, Natividad R (2021) Biodiesel production from waste cooking oil catalyzed by a bifunctional catalyst. ACS Omega 6:24092–24105
Gonzalo A, García M, Luis Sánchez J, Arauzo J, Peña JÁ (2010) Water cleaning of biodiesel. Effect of catalyst concentration, water amount, and washing temperature on biodiesel obtained from rapeseed oil and used oil. Ind Eng Chem Res 49:4436–4443
Gopinath A, Sairam K, Velraj R, Kumaresan G (2015) Effects of the properties and the structural configurations of fatty acid methyl esters on the properties of biodiesel fuel: a review. J Automob Eng 229:357–390
Guo J, Lua AC (1999) Textural and chemical characterisations of activated carbon prepared from oil-palm stone with H2SO4 and KOH impregnation. Microporous Mesoporous Mater 32:111–117
Hariram V, Vasanthaseelan S (2016) Characterization and identification of FAME’s in canola biodiesel using spectroscopic studies. Int J Chem Sci 14:661–670
Hazrat MA, Rasul MG, Mofijur M, Khan MMK, Djavanroodi F, Azad AK, Bhuiya MK, Silitonga AS (2020) A mini review on the cold flow properties of biodiesel and its blends. Front Energy Res 8:1–8
Hoda N (2010) Optimization of biodiesel production from cottonseed oil by transesterification Using NaOH and methanol. Energy Sources Part A Recover Util Environ Eff 32:434–441
Ibrahim H, Fasanya OO, Hayatudeen A, Osa-Benedict EO (2018) Fatty acid composition of Mahogany seed oil and its suitability for biodiesel production. Niger J Technol Res 13:45–49
Jiyane PC, Tumba K, Musonge P (2018) Optimisation of Croton gratissimus oil extraction by n-hexane and ethyl acetate using response surface methodology. J Oleo Sci 67:369–377
Kalam MA, Saifullah MG, Masjuki HH, Husnawan M, Mahlia TMI (2008) PAH and other emissions from account oil blended fuels. J Sci Ind Res (india) 67:1031–1035
Kang S, Zhang G, Yang X, Yin H, Fu X, Liao J, Tu J, Huang X, Qin FGF, Xu Y (2017) Effects of p-Toluenesulfonic acid in the conversion of glucose for levulinic acid and sulfonated carbon production. Energy Fuels 31:2847–2854
Kay KH, Yasir SM (2012) Biodiesel production from low quality crude jatropha oil using heterogeneous catalyst. APCBEE Procedia 3:23–27
Kumar SPJ, Prasad SR, Banerjee R, Agarwal DK, Kulkarni KS, Ramesh KV (2017) Green solvents and technologies for oil extraction from oil seeds. Chem Cent J 11:1–7
Liu X, Huang M, Ma H, Zhang Z, Gao J, Zhu Y, Han X, Guo X (2010) Preparation of a carbon-based solid acid catalyst by sulfonating activated carbon in a chemical reduction process. Molecules 15:7188–7196
Mandari V, Devarai SK (2022) Biodiesel Production using homogeneous, heterogeneous, and enzyme catalysts via transesterification and esterification reactions: a critical review. Bioenergy Res 15:935–961
Mardhiah HH, Ong HC, Masjuki HH, Lim S, Pang YL (2017) Investigation of carbon-based solid acid catalyst from Jatropha curcas biomass in biodiesel production. Energy Convers Manag 144:10–17
Mizik T, Gyarmati G (2021) Economic and sustainability of biodiesel production - a systematic literature review. Clean Technol 3:19–36
Mohamed RM, Kadry GA, Abdel-Samad HA, Awad ME (2020) High operative heterogeneous catalyst in biodiesel production from waste cooking oil. Egypt J Pet 29:59–65
Munir M, Ahmad M, Rehan M, Saeed M, Lam SS, Nizami AS, Waseem A, Sultana S, Zafar M (2021) Production of high quality biodiesel from novel non-edible Raphnus raphanistrum L. seed oil using copper modified montmorillonite clay catalyst. Environ Res 193:110398
Mursiti S, Rahayu EF, Rosanti YM, Nurjaya I (2019) Mahogany seeds oil: Isolation and characterizations. IOP Conference Series: Materials Science and Engineering. IOP Publishing Ltd, Semarang, pp 1–5
Naidu BR, Venkateswarlu K (2022) Dried water extract of pomegranate peel ash (DWEPA) as novel and biorenewable heterogeneous catalyst for biodiesel production and biopotent quinoxalines synthesis. Bioresour Technol Reports 18:101107
Nisar J, Razaq R, Farooq M, Iqbal M, Khan RA, Sayed M, Shah A, Rahman I (2017) Enhanced biodiesel production from Jatropha oil using calcined waste animal bones as catalyst. Renew Energy 101:111–119
Niu S, Ning Y, Lu C, Han K, Yu H, Zhou Y (2018) Esterification of oleic acid to produce biodiesel catalyzed by sulfonated activated carbon from bamboo. Energy Convers Manag 163:59–65
Nurhayati, Amri TA, Annisa NF, Syafitri F (2020) The Synthesis of biodiesel from crude palm oil (CPO) using CaO Heterogeneous catalyst impregnated H2SO4, variation of stirring speed and mole ratio of oil to methanol. J Phys Conf Ser 1655:1–7
Official Methods and Recommended Practices (2004) AOCS. Illinois, USA
Ozturk G, Kafadar A, Duz MZ, Saydut A, Hamamci C (2010) Microwave assisted transesterification of maize (Zea mays L.) oil as a biodiesel fuel. Energy Explor Exploit 28:47–57
Panchal B (2014) Optimization of oil extraction and characterization from Tamarindus indica Linn seed oil. Int J Oil, Gas Coal Eng 2:1–6
Pasupulety N, Gunda K, Liu Y, Rempel GL, Ng FTT (2013) Production of biodiesel from soybean oil on CaO/Al2O3 solid base catalysts. Appl Catal A Gen 452:189–202
Prabhu A, Shoaibi AA, Srinivasakannan C (2015) Synthesis of porous sulfonated carbon as a potential adsorbent for phenol wastewater. Water Sci Technol 72:1594–1600
Rasouli H, Esmaeili H (2019) Characterization of MgO nanocatalyst to produce biodiesel from goat fat using transesterification process. 3 Biotech 9:429
Reham SS, Masjuki HH, Kalam MA, Shancita I, Rizwanul Fattah IM, Ruhul AM (2015) Study on stability, fuel properties, engine combustion, performance and emission characteristics of biofuel emulsion. Renew Sustain Energy Rev 52:1566–1579
Rezaei S, Rezaei K, Haghighi M, Labbafi M (2013) Solvent and solvent to sample ratio as main parameters in the microwave-assisted extraction of polyphenolic compounds from apple pomace. Food Sci Biotechnol 22:1269–1274
Rodríguez-Reinoso F (2001) Activated carbon and adsorption. In: Buschow KHJ, Flemings MC, Kramer KJ, Veyssière V, Cahn RW, Ilschner B, Mahajan S (eds) Encyclopedia of materials: science and technology, 2nd edn. Elsevier, Amsterdam, pp 22–34
Roick C, Otun KO, Diankanua N, Joshua G (2021) Non-edible feedstock for biodiesel production. In: Inamuddin I, Ahamed MI, Boddula R, Rezakazemi M (eds) Biodiesel Technology and Applications, 1st edn. Wiley, New York, pp 385–340
Roy PK, Datta S, Nandi S, Basir AF (2014) Effect of mass transfer kinetics for maximum production of biodiesel from Jatropha curcas oil: A mathematical approach. Fuel 134:39–44
Roy T, Sahani S, Sharma YC (2020) Green synthesis of biodiesel from Ricinus communis oil (castor seed oil) using potassium promoted lanthanum oxide catalyst: kinetic, thermodynamic and environmental studies. Fuel 274:117644
Sadba I, Granados ML, Riisager A, Taarning E (2015) Deactivation of solid catalysts in liquid media: The case of leaching of active sites in biomass conversion reactions. Green Chem 17:4133–4145
Saka C (2012) BET, TG-DTG, FT-IR, SEM, iodine number analysis and preparation of activated carbon from acorn shell by chemical activation with ZnCl2. J Anal Appl Pyrolysis 95:21–24
Senthilkumar C, Krishnaraj C, Sivakumar P, Sircar A (2019) Statistical optimization and kinetic study on biodiesel production from a potential non-edible bio-oil of wild radish. Chem Eng Commun 206:909–918
Shaah MAH, Hossain MS, Hrab AFAS, Alsaedi A, Ismail N, Kadir MOA, Ahmad MI (2021) A review on non-edible oil as a potential feedstock for biodiesel: Physicochemical properties and production technologies. RSC Adv 11:25018–25037
Simpen N, Winaya NS, Subagia DGA, Suyasa WB (2022) Green nano-composite of CaO/K-sulfated TiO2 and its potential as a single-step reaction solid catalyst for biofuel production. KnE Life Sci 2022:382–392
Sivakumar P, Parthiban KS, Sivakumar P, Vinoba M, Renganathan S (2012) Optimization of extraction process and kinetics of Sterculia foetida seed oil and its process augmentation for biodiesel production. Ind Eng Chem Res 51:8992–8998
Sivakumar P, Sindhanaiselvan S, Gandhi NN, Devi SS, Renganathan S (2013) Optimization and kinetic studies on biodiesel production from underutilized Ceiba pentandra oil. Fuel 103:693–698
Tang Z, Lim S, Pang Y, Shuit S, Ong H (2020) Utilisation of biomass wastes based activated carbon supported heterogeneous acid catalyst for biodiesel production. Renew Energy 158:91–102
Theresa V, Ernest RSE, Kumar RA, Pandian K, Renganathan S (2017) Novel approach to produce oil from non-edible seeds of Indigofera colutea. Energy Sources Part A Recover Util Environ Eff 39:1369–1376
Topallar H, Geçgel Ü (2000) Kinetics and thermodynamics of oil extraction from sunflower seeds in the presence of aqueous acidic hexane solutions. Turkish J Chem 24:247–253
Vignesh G, Barik D (2019) Toxic waste from biodiesel production industries and its utilization. In: Barik D (ed) Energy from toxic organic waste for heat and power generation, 1st edn. Woodhead Publishing Series in Energy, Cambridge, pp 69–82
Vishnupriya M, Ramesh K, Sivakumar P, Balasubramanian R, Sircar A (2019) Kinetic and thermodynamic studies on the extraction of bio oil from Chlorella vulgaris and the subsequent biodiesel production. Chem Eng Commun 206:409–418
Vivek, Guptha AK (2004) Biodiesel production from Karanja oil. J Sci Ind Res 63:39–47
Yan S, Lu H, Liang B (2008) Supported CaO catalysts used in the transesterification of rapeseed oil for the purpose of biodiesel production. Energy Fuels 22:646–651
Zulqarnain, Yusoff MHA, Ayoub M, Ramzan N, Nazir MH, Zahid I, Abbas N, Elboughdiri N, Mirza CR, Butt TA (2021) Overview of feedstocks for sustainable biodiesel production and implementation of the biodiesel program in Pakistan. ACS Omega 6:19099–19114
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Data curation, visualization, formal analysis, investigation, methodology, resources, and writing original draft were prepared by Yuvanashree Eswaramoorthi. Data curation, visualization, writing original draft, writing review, and editing were prepared by Sivakumar Pandian. Supervision, project administration, writing original draft, writing review, and editing were prepared by Renganathan Sahadevan and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Ta Yeong Wu
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Eswaramoorthi, Y., Pandian, S. & Sahadevan, R. Kinetic studies on the extraction of oil from a new feedstock (Chukrasia tabularis L. seed) for biodiesel production using a heterogeneous catalyst. Environ Sci Pollut Res 30, 14565–14579 (2023). https://doi.org/10.1007/s11356-022-23163-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-23163-w