
Abstract
In this study, the investigation on the effect of plastic during co-pyrolysis with biomass was carried out in a fixed reactor. Pyrolysis of neem wood bark (NB), low density polyethylene (LDPE) and their blends at different ratios was performed in order to evaluate the product distribution. The effects of reaction temperature and NB-to-LDPE blend ratio on product distribution and the chemical compositions of pyrolysis oil were examined. The co-pyrolysis of NB and LDPE increased the yield and quality of the bio-oil. The experiments were conducted under different LDPE addition percentages such as 20%, 40%, 50%, 60% and 80%. Under the optimum experimental condition of 60% addition of LDPE and a temperature of 450 °C, the maximum yield of bio-oil (64.8 wt%) and hydrocarbon (75.2%) was achieved with the lowest yield of oxygenated compounds. The calorific value of the co-pyrolysis oil was found to be higher than that of the NB pyrolysis oil. The relationship between NB and LDPE during co-pyrolysis was validated with the help of gas chromatography-mass spectrometry (GC–MS) analysis, which showed decreased oxygenated compounds.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The total volume of power plants operated with fossil fuels has increased dramatically as a result of the increased population and faster industrialization. Finite fossil fuel resources are in high demand all over the world to meet current global development. Increased solid waste creation due to population growth and improved lifestyles provides carbon negative or neutral hydrocarbon energy resources. It deals with both the generation of energy and waste disposal problems. The sluggish pace of technical advancement in waste utilization is one of the most critical global problems confronting humanity. Land filling is a more unsustainable and cost-effective method since it produces odours and by-products that are harmful to the atmosphere (Hoornweg et al. 2013). To alleviate these issues, several studies have concentrated on utilizing waste for energy (Madhu et al. 2018).
Biomass is a renewable organic substance obtained from plants and animals (Mishra and Mohanty 2018). Biomass can produce a wide range of energy precursors (syngas, bioethanol, gaseous methane, bio-briquette and biodiesel) which are the same as fossil-fuel incumbents (Wang et al. 2021). The most common kind of biomass used for heat and power is solid biomass. Organic residues from forestry and agriculture, dedicated energy plants, industrial wastes or residues and household solid wastes can also be utilized to produce energy. Biomass pyrolysis is a leading research area due to its unique characteristics for producing valuable biofuels and chemicals. However, the presence of large quantities of moisture and oxygenated elements in bio-oil restricts its use for direct burning. These chemicals are undesirable for fuel because they reduce the hating value, making them unstable and corrosive (Ahmed et al. 2018; Sowmya Dhanalakshmi and Madhu 2021).
The higher acidity and maximum oxygen content in the bio-oil restrict its usage for IC engines and furnaces. The presence of oxygen content not only affects the heating value but also offers low thermal stability (Ryu et al. 2020). Pyrolysis of biomaterials blended with hydrogen-rich material is a potential option to enhance the quantity and quality of the products due to synergistic interactions (Hassan et al. 2020). This method increases the total H/C ratio of feedstock in order to reduce the formation of char components. A synergetic effect is defined as the combined effect produced by the co-processing of two or more constituents, which is more than the sum of their individual effects (Onay and Koca 2015). The co-pyrolysis oil produced by the biomass and plastic blend has a more homogenous composition when compared to mixing individual bio-oils (Gunasee et al. 2017). It is a more effective technique to produce high quality bio-oil without catalysts (Abnisa and Daud 2015). The synergistic effect during pyrolysis increases oil stability, boosts hydrocarbon synthesis and minimizes reactive oxygenated molecules (Gin et al. 2021). By reducing waste separation requirements, it is an appealing method with great potential for mixed wastes. Generally, the plastic wastes are having greater H/C and minimum O/C ratios which support biomasses during co-pyrolysis with intrinsically higher O/C and lower H/C.
The activation energies needed for co-pyrolysis process utilizing biomass and plastics are lower than the energy needed for waste plastics. Many researchers have reviewed the research progress in co-pyrolysis. The benefits and quality enrichment of bio-oil obtained through co-pyrolysis were summarized by Abnisa and Daud (2014) and Hassan et al. (2016). The experiments showed a higher yield and improved oil quality compared to individual pyrolysis oils obtained from waste plastics and solid biomass. Wong et al. (2015) deliberated the technical characteristics of converting waste plastic into liquid fuel by combining it with waste biomass through microwave pyrolysis. In comparison to biomass pyrolysis, Uzoejinwa et al. (2018) analysed the benefits of co-pyrolysis in terms of fuel production and operational conditions and found it to be a beneficial one for the production of high grade biofuel. Chen et al. (2017) studied the interaction of PET and paulownia wood to access the net synergy effects on gas yield. The results showed that the co-pyrolysis of the blends resulted in a synergistic rise in char production. Furthermore, the process increased the char yield when the blend ratio of PET with biomass was raised. The results revealed that the degradation of PET in the reactor acted as a controlling factor during co-pyrolysis for the cross-linking reaction. The co-pyrolysis of municipal wastes and PET was investigated by Ansah et al. (2016) with a temperature between 360 and 480 °C (> 220–380 °C for biomass). According to their findings, there was an interaction between municipal waste and PET. Hassan et al. (2020) examined the interaction of sugarcane bagasse (SCB) and HDPE at a temperature of 400–700 °C. In this study, there was an improvement in bio-oil yield and quantity (of about 61 wt%) compared with the weighted aggregate value of 55 wt%. PVC is one of the important thermoplastic products, which can also be blended with biomass. During co-pyrolysis, the blend of PVC and solid biomass provides a positive synergy. Previously, co-pyrolysis of PVC and pine wood produced higher char than weighted aggregate values (Lu et al. 2018).
PP is the most widely used thermoplastic, accounting for around 23% of total plastic usage. There are some technological barriers to the production of good commodities from recycled materials. The second most common commodity used thermoplastic is LDPE. It is the most affordable thermoplastic, accounting for roughly 17% of worldwide plastic usage. It has more bending properties than HDPE, and its intermolecular interactions are low. Generally, LDPE has lower tensile strength than HDPE, which is packed loosely with lower crystallinity (lilapolymers 2021, www.lilapolymers.com). It is more resilient and flexible. In comparison to individual pyrolysis, co-pyrolysis of LDPE and cellulose boosted higher liquid products synergistically, with a maximum of 83% improvement (Wang et al. 2008). During co-pyrolysis, the interface between biomass and LDPE reduced the yield of oxygenated compounds, resulting in improved heating value with reduced water content (Wang et al. 2021). LDPE can act as a hydrogen contributor during co-pyrolysis to produce more liquid products. In comparison to individual biomass, liquid yield blends contained mostly aliphatic components and fewer aromatic compounds. There was a beneficial synergistic effect between biomass and plastics in terms of increased hydrocarbons with reduced char products (Ryu et al. 2020). The interaction of two different feedstocks at an elevated temperature creates a synergistic effect. Breaking of C–C bonds in plastics is aided by hydrogen abstraction from the polymer by oxygenates formed from biomass and transferring hydrogen from plastic materials to biomass (Xue et al. 2016). According to Önal et al. (2014), breakdown of biomass occurred prior to the plastic materials and produce radicals that activate depolymerization of plastics. Yang et al. (2016) studied the synergistic impact on the yield of bio-oil when three distinct biomass materials such as sunflower stalk, cedar wood and Fallopia japonica were pyrolysed. The study found synergistic improvements in co-pyrolysis than in individual pyrolysis. At different temperatures, Dewangan et al. (2016) conducted co-pyrolysis of SCB and LDPE under various blend ratios. The result showed a significant improvement in heating value compared to individual pyrolysis oils. GC–MS and FTIR analyses were used to confirm the interface during co-pyrolysis, which resulted in a reduction of oxygenated products.
Inspired by the utilization of waste for energy concepts, this study was focused on the co-pyrolysis of NB and LDPE. Initially, NB and LDPE were pyrolysed separately, and later the blend was co-pyrolysed mutually by adding LDPE with the biomass at 20%, 40%, 50%, 60% and 80% by weight to investigate the biomass-plastic pair on the product distributions. To the best of our knowledge, there is no literature focused on co-pyrolysis of NB and LDPE. Both the feedstocks are available in abundance in nature with an extremely low value. The experiments were carried out with the aim of higher liquid oil production with favourable quality. In the end, the physical and chemical characteristics of the bio-oils obtained under suitable conditions were analysed.
Materials and methods
Materials
Azadirachta indica (Indian neem tree) is a mahogany family tree and a species of the genus Azadirachta. It is a marvellous tree used for medicinal purposes. The wood of the tree has been removed from its bark and is mostly used for carpentry work. For this study, the wood bark was gathered from a nearby agricultural field. It was crushed to obtain a size of 0.5–1.0 mm and dried in both open air and in an oven at 40 °C. The used LDPE was obtained from Sri Kumaran Polypacks, Coimbatore, India. The collected materials were smashed and sifted using a sieve shaker.
Feedstock characterization
NB and LDPE were categorised in terms of volatile matter, fixed carbon, moisture and ash content using proximate analysis. The weight loss of the materials was used to calculate these properties. Vario EL-III, Germany Elementar analyser was used to determine the components of the feedstock. The oxygen content of the sample was determined by weight difference. The lignocellulosic content of NB was found by a wet chemistry technique.
Experimental setup
The experiments were performed under atmospheric pressure in a fixed-bed reactor with a diameter of 100 mm and a height of 150 mm. In most cases, co-pyrolysis processes were performed in fixed-bed reactors rather than a variety of other reactors (Fei et al. 2012). The electric heater that encircled the reactor was utilized for heating the reactor. The temperature of the bed was measured with the help of two thermocouples placed at various locations. Figure 1 illustrates the reactor used for this work, which is the same as that employed by Sowmya Dhanalakshmi and Madhu (2019). The cooling arrangement was provided with ice water kept at 5 °C. The PID control system is used to control the temperature of the reactor bed. Mineral wool and chromel–alumel were used to insulate the reactor. The extracted bio-oil obtained through pyrolysis was collected in a conical flask. The char was collected after the reactor was cooled to room temperature. The residual material balance was used to compute the amount of non-condensable gas. The yield of the bio-oil, char and gas fractions was calculated by Eqs. (1), (2) and (3) (Al-Maari et al. 2021).

Reactor setup
The synergetic effects on the yields were compared with predicted yields. The yields obtained from NB and LDPE individual pyrolysis were used to determine the predicted yields using Eq. (4) (Vibhakar et al. 2022).
All the experiments were conducted thrice and the mean has been taken for the calculation.
Experimental procedure
Prior to the pyrolysis experiments, thermogravimetric analyses of the individual samples were done to evaluate their thermal stability. The first series of pyrolysis experiments were designed based on the TGA analysis. The experiments were conducted at different temperatures of 350, 400, 450, 500 and 550 °C with an average heating rate of 30 °C/min. The second series of experiments were conducted to determine the product yields during co-pyrolysis. For this purpose, the experiments were performed with the addition of LDPE with biomass at five different proportions of 20%, 40%, 50%, 60% and 80% by weight under a constant temperature of 450 °C with 30 °C/min heating rate.
Bio-oil characterization
The pH value of the oil was analysed using a digital pH metre. The viscosity of the sample was found by a Brookfield LV-DV-II Pro viscometer. The density of the bio-oil was determined by weighing the sample’s known volume. The flash point was found by Pensky Martens closed-cup apparatus. A CHNS/O elementary analyser was used to find the elemental compositions, and the calorific value was obtained using a calorimetric thermometer (Parr-6772). The GC-MS analysis of the oil was conducted using Thermo MS DSQ II analyser. This analysis was used to find the total chemical components. The analyser was attached with a capillary tube of inner diameter 0.25 mm, length 30 mm and film thickness 0.25 μm. The injector was kept at 300 °C, and helium was supplied at 10 ml/min. A 1 ml sample was instilled with 20:1 split ratio. The GC oven was initially set at 70 °C for 2 min, and after that it was raised to 250 °C at a rate of 10 °C/min. The mass spectrometer was operated in the mass/charge ratio range of 50–650 m/z. Mass spectrum libraries (NIST14.L) were used to recognize the chemical compounds.
Results and discussion
Characterization of feedstocks
The proximate and ultimate analyses of NB and LDPE are displayed in Table 1. It is evident that NB and LDPE are high in volatile matter, so they can be used to produce bio-oil. According to elemental analysis, NB has higher oxygen content, which is the major contributor to the production of volatile oxygenates, resulting in bio-oil acidity. LDPE, on the other side has higher hydrogen content with less oxygen and will act as a hydrogen donor, facilitating the formation of hydrocarbon molecules. It is the key factor for synergistic effect (Dewangan et al. 2016). The moisture content diminishes conversion efficiency and lowers the calorific value of the produced products. The higher volatile matter in both the feedstocks offered high volatility and reactivity for bio-oil production (Dhanalakshmi et al. 2021). The proximate study revealed that both NB and LDPE have higher volatile content with 69.8% and 100%, respectively, which shows the suitability for the experiment. Like biomass wastes, the LDPE did not have any inorganic materials like metal ions to form ash during combustion. All the components within plastic materials are volatile and leave no residues. In addition to that, LDPE has very high vapour pressures, thereby requiring less energy to combust, thus releasing more volatiles compared to biomass materials. The results were also confirmed with previously published data (Al-Maari et al. 2021; Hassan et al. 2019). Analysis of lignocellulosic content is also important for the yield of biofuel, since lignin is the primary component for reactive free radicals in biomass pyrolysis (Brebu and Spiridon 2012). When NB and LDPE were co-pyrolysed, lignin may have a significant impact on the degradation of LDPE. According to Spiridon et al. (2015), the higher lignin content in LDPE/lignin composites increased the production of char and residual mass. In comparison to LDPE, the addition of lignin to composite LDPE/lignin composites can diminish thermal stability. This phenomenon was also allegedly caused by empty space in the LDPE/lignin composites, which was filled with oxygen molecules (Ghozali et al. 2017). During co-pyrolysis, the generation of char, CO and CO2 was also found to be inhibited (Xue et al. 2016). Table 2 shows the total lignocellulosic content of NB.
Thermal degradation behaviour
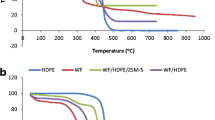
The TGA and DTG images of individual feedstocks are displayed in Fig. 2. This analysis assisted in determining the temperature at which the materials begin to degrade. From the Figures, it was noted that the thermal stability of NB was low and started to breakdown at 150 °C, whereas LDPE begins to decompose at 300 °C. According to Alvarez and Vázquez (2004), the biomass pyrolysis was characterised by three decomposition stages, but the plastic decomposed in a single stage (Alvarez and Vázquez 2004). The structure of the biomass material was the main reason for the early decomposition. The decomposition of NB began at 50 °C and continued until 125 °C with a weight loss of 10.30%. After that, 78.5% weight loss was obtained from 250 to 380 °C. The final portion was decomposed between the temperature ranges from 380 to 480 °C. The initial weight loss was mainly related to the release of moisture content along with the hydrolysis of some extractives. At 125 °C, NB lost up to 10.3 wt% of their total weight due to the evaporation of their moisture and light components. The degradation of cellulose and hemicellulose occurred at the intermediate stage. After that, the final decomposition occurred due to the presence of lignin. The next stage of NB degradation occurred from 250 to 480 °C with maximal degradation at 450 °C, whereas the extreme mass loss for NB was 52.%. The thermal overlapped degradation of cellulose and hemicelluloses was the main reason for the greatest mass loss (Shafaghat et al. 2019). Several researchers have observed that a depolymerization reaction occurs between 300 and 550 °C dominated by bond integration (d’Almeida et al. 2008). The TGA curve for LDPE was also observed to be similar to the previous results (Sowmya Dhanalakshmi and Madhu 2019; Al-Maari et al. 2021; Brebu et al. 2004). In comparison to NB, the plastics have been decomposed in a single stage at an elevated temperature over a very short period of time. This is due to its homogeneous structure. From 300 to 475 °C, LDPE lost 98% of their total mass. After 475 °C, there was no decomposition. From the Figure it was noticed that the decomposition curve of the both materials were overlapped between 440 to 470 °C based on the maximum volatiles loss. In the case of LDPE, there were no residues left after reaching 550 °C. But there were some residues in the case of NB due to the presence of ash content (Dewangan et al. 2016). Based on the aforementioned thermal decomposition characteristics data, the appropriate pyrolysis temperatures for NB, LDPE and mixtures were selected as 450 °C.

Thermogravimetric and differential thermogravimetric curves for NB and LDPE
Pyrolysis experiment
Effect of temperature on biomass pyrolysis
This phase of experiments was conducted by changing reactor temperatures from 350 to 550 °C. The variations of product yields with respect to temperatures are given in Fig. 3. In pyrolysis, major products are formed by the decomposition of cellulose, hemicelluloses and lignin (Sowmya Dhanalakshmi et al. 2021). Heat is the primary role in the decomposition of biomass constituents which undergo end-to-end processes. The bio-oil yield was enhanced from 32.4 to 36.8 wt% when the temperature of the reactor was changed from 350 to 550 °C. At 450 °C, the production of bio-oil reached a maximum of 40.3 wt%. The yield was decreased over 450 °C and reached to 36.8 wt% at 550 °C. The char products decreased with the increased temperature. The yield of char was 38.2 wt% at 350 °C and 23.1 wt% at 550 °C. The gas fractions on the other side are enhanced with increased temperature. The gas fractions were enhanced to 29.4 wt% from 36.8 wt% when the temperature was increased from 350 to 550 °C. The bio-oil yield was only 32.4 wt% at 350 °C, but at the same temperature the char production was 38.2 wt%. At lower temperatures, more char yields were obtained by the partial decomposition of biomass (Sowmya Dhanalakshmi and Madhu 2021). Massive molecular dislocation occurs when biomass is broken at elevated temperatures, resulting in the production of a variety of chemical compounds. When the temperature was held below 350 °C, the transformation of biomass into condensable volatiles was quite low. A substantial quantity of biomass was transformed into condensable liquids and their fractions when the reactor was maintained at 400 to 500 °C. After 500 °C, the production of bio-oil was reduced due to secondary cracking of the evolved vapour (Sohaib et al. 2017). The secondary decomposition of char at elevated pyrolysis temperatures is also one of the reasons for the production of higher non-condensable gaseous compounds, resulting in increased gaseous products with reduced bio-oil yield (Keleş et al. 2011). The results show that 450 °C is the suitable temperature for pyrolysis of NB since it maximised the bio-oil yield.

Effect of temperature and pyrolysis product yield of NB
Effect of temperature on pyrolysis of LDPE
The variations of product yields on LDPE pyrolysis with respect to temperature are given in Fig. 4. From the experiment, it was identified that there were no volatiles released till the temperature of the reactor reaches 350 °C. The production of oil increased from 63.1 wt% to 73 wt% and gas fractions was increased from 18.3 to 26.2 wt% with increased reactor temperature due to variation in thermal stability of polymer. At 500 °C, a maximum production of bio-oil of 73.2 wt% was acquired during this experiment. At elevated temperatures, the stability of both linear and branched hydrocarbons decreased. The C=C bonds in the polymers breaks more frequently at 500 °C, resulting in higher volatile product yields (Sharypov et al. 2002).

Effect of temperature and pyrolysis product yield of LDPE
Co-pyrolysis characteristics
Figure 5 illustrates co-pyrolysis product distributions. The experiments in this phase were conducted at 450 °C. The pyrolysis behaviour of NB was similar to other types of biomass samples, with a higher bio-oil yield of 40.3 wt%. For this series of experiments, the biomass and plastic blend ratios were changed from 20 to 100%. For all blends, bio-oil yield was considerably more than biomass pyrolysis. As the percentage of addition increased from 20 to 60%, the bio-oil production was enhanced from 44.12 to 64.8 wt%. The yield of char and gas was steadily reduced from 21.78 to 12.54 wt% and 33.13 to 24.15 wt%, respectively. The properties of LDPE are the primary cause of these phenomena. Table 1 shows that LDPE has a high volatile content of 100 wt% with no ash content. This may be the reason for the maximum bio-oil product yield with less solid phase. Generally, polyolefin polymers are excellent hydrogen donors during co-pyrolysis reactions, which enhance the bio-oil conversion (Zhou et al. 2006; Guo and Lua 2001). According to Önal et al. (2014), the co-pyrolysis experiments create the radical interaction helps to the formation of higher bio-oil.

Evaluation of synergistic effect for NB/LDPE pair on product yield
For further investigations, the experimental yields were compared to predicted yields to assess the synergistic effect (Fig. 5). From the Figure, it was noted that the experimental bio-oil yield for the blend up to 40% LDPE is just less than the theoretical value. On the other hand, the char and gas values are more than the theoretical value. The quantity of bio-oil is higher than the theoretical value when more than 40% of LDPE is blended with NB. There was no major difference recorded for char yield above 40% blend of LDPE. The increment in plastic blend decreased the yield of gas. The results showed that various synergistic effects on pyrolysis products were observed between different biomass-plastic blends. When compared to theoretical values, there was 8.1% positive synergy on bio-oil production at 40% LDPE blend. The synergetic effect in these experiments was endorsed by the radical secondary reactions (Özsin and Pütün 2018). Furthermore, LDPE functioned as a hydrogenation intermediate for biomass, potentially limiting polymerization and cross-linking processes (Aboulkas et al. 2012; Yuan et al. 2018).
Characterization of bio-oil
Some of the physical properties of the bio-oils derived from NB and NB: LDPE (60% LDPE blend) are displayed in Table 3. The lower water molecules in the oil were found to be the beneficial synergistic. The water molecules of the oil was 28.0 wt% and it was almost decreased with the blend of LDPE, and then it decreased to 0 for LDPE pyrolysis oil. The pH value of the bio-oil also decreased as the LDPE ratio increased. The decrease in pH value in co-pyrolytic oil was due to the creation of NH3 by protein pyrolysis (Tang et al. 2019). All the parameters were measured under ASTM standards. The hydrocarbon and oxygen content of bio-oil play an important role in its heating value. The increased calorific value of the co-pyrolysis oil obtained under 60% addition of LDPE may be explained by the significant drop in oxygen from 40.59 to 17.91%. The co-pyrolysis process is an effective strategy for contributing bio-oil with high calorific value.
The various functional groups of the bio-oil were detected by GC–MS analysis. This method offers structural information at the molecular level. Alcohols, ester, phenols, organic acid aromatic compounds, nitrogen and hydrocarbon elements were considerably identified in NB bio-oil. Figure 6 depicts the outcome of the addition of LDPE on the variation in chemical alignment of bio-oil. The NB-LDPE ratio had a substantial impact on the composition. The fraction of hydrocarbon was enhanced to the maximum yield of 75.32% at 60% LDPE addition. But the fraction of hydrocarbons at 20% addition of LDPE is 30.25%. The enhanced hydrocarbons in the oil might be understood by improved hydrocarbon pool mechanisms, in which the alkene produced by LDPE degradation may be served as a hydrogen donor (Chi et al. 2018). The proportion of hydrocarbons was decreased with a further increase in LDPE with NB. It could be explained by hydrogen supply as well as the higher H/C ratio that could not sufficiently retort with the oxygenated elements (Ding et al. 2018). There was a slight increment in alcohol yield with the addition of the NB-LDPE ratio. The alcohol content was just increased from 13.9 to 16.9%, as the LDPE addition was increased from 20 to 80%. The hydrogen appendage from the plastic-derived alkane assisted the cracking of the lignocellulosic contents of NB to generate more alcohol. The proportion of aromatic compounds decreased and diminished with the increase of LDPE. The aromatic compounds were decreased from 20.1 to 5.3%, as the LDPE was mixed from 20 to 80%. The decrement in aromatic compounds was identified with the addition of LDPE to the feed material. At 100% LDPE, the value was recorded as 1.2%. It was due to the excess alkenes derived from LDPE relative to the oxygenate obtained from NB (Hassan et al. 2019). In order to generate more aromatic compounds, the excess alkenes must undergo a variety of reactions, including hydrogen transfer, oligomerization and aromatization (Li et al. 2014).

Chemical composition of bio-oil from the co-pyrolysis of NB and LDPE
Conclusion
In this study, co-pyrolysis experiments on NB and LDPE were conducted with the aim of high-grade bio-oil production. The study produced a maximum of 64.8 wt% bio-oil at 450 °C with 60% addition of LDPE. The bio-oil produced under these conditions contained less oxygenated compounds and had a higher calorific value of 33.5 MJ/kg. The results showed higher synergistic effects at 60% addition of LDPE, which resulted in an 8.1% increment in bio-oil yield in comparison to theoretical value. In comparison to bio-oil derived from NB, the synergetic effect has positive effects on lower water content and higher calorific value. This was due to the hydrogen released from LDPE, which stabilised the free radicals produced from the co-pyrolysis process. The increased amount of hydrocarbon was also understood by improved hydrocarbon pool mechanisms, in which the degradation of LDPE may be served as a hydrogen donor. The lower phenolic and acid content of the co-pyrolysis oil may increase its stability for use as an alternative fuel. Further study is recommended to comprehend the reaction kinetics of the biomass-plastic blend, application and feasibility of the co-pyrolysis process to offer a number of benefits in waste treatment and utilization.
Data availability
All the data generated or analysed during this study are included in this published article.
Abbreviations
- PE:
-
polyethylene
- PP:
-
polypropylene
- PS:
-
polystyrene
- PET:
-
polyethylene terephthalate
- PVC:
-
polyvinyl chloride
- HDPE:
-
high density polyethylene
- LDPE:
-
low density polyethylene
- NB:
-
neem wood bark
- SCB:
-
sugarcane bagasse
- CO:
-
carbon monoxide
- CO2 :
-
carbon dioxide
- W :
-
initial weight of the feed
- W o :
-
weight of bio-oil
- W c :
-
weight of char
- Y o :
-
yield of bio-oil
- Y c :
-
yield of char
- Y g :
-
yield of gas
- W 1 :
-
pyrolysis yield of NB
- W 2 :
-
pyrolysis yield of LDPE
- X 1 :
-
mass ratios of NB
- X 2 :
-
mass ratios of LDPE
References
Abnisa F, Daud WMAW (2014) A review on co-pyrolysis of biomass: an optional technique to obtain a high-grade pyrolysis oil. Energy Convers Manag 87:71–85
Abnisa F, Daud WMAW (2015) Optimization of fuel recovery through the stepwise co-pyrolysis of palm shell and scrap tire. Energy Energy Convers Manage 99:334–345
Aboulkas A, Makayssi T, Bilali L, Nadifiyine M, Benchanaa M (2012) Co-pyrolysis of oil shale and plastics: influence of pyrolysis parameters on the product yields. Fuel Process Technol 96:209–213
Ahmed N, Zeeshan M, Iqbal N, Farooq MZ, Shah SA (2018) Investigation on bio-oil yield and quality with scrap tire addition in sugarcane bagasse pyrolysis. J Clean Prod 196:927–934
Al-Maari MA, Ahmad MA, Din ATM, Hassan H, Alsobaai AM (2021) Co-pyrolysis of oil palm empty fruit bunch and oil palm frond with low-density polyethylene and polypropylene for bio-oil production. Arab J Chem 14:103282
Alvarez VA, Vázquez A (2004) Thermal degradation of cellulose derivatives/starch blends and sisal fibre biocomposites. Polym Degrad Stab 84(1):13–21
Ansah E, Wang L, Shahbazi A (2016) Thermogravimetric and calorimetric characteristics during co-pyrolysis of municipal solid waste components. Waste Manag 56:196–206
Brebu M, Spiridon I (2012) Co-pyrolysis of LignoBoost® lignin with synthetic polymers. Polym Degrad Stab 97(11):2104–2109
Brebu M, Bhaskar T, Murai K, Muto A, Sakata Y, Uddin MA (2004) Thermal degradation of PE and PS mixed with ABS-Br and debromination of pyrolysis oil by Fe-and Ca-based catalysts. Polym Degrad Stab 84(3):459–467
Chen L, Wang S, Meng H, Wu Z, Zhao J (2017) Study on gas products distributions during fast co-pyrolysis of Paulownia wood and PET at high temperature. Energy Procedia 105:391–397
Chi Y, Xue J, Zhuo J, Zhang D, Liu M, Yao Q (2018) Catalytic co-pyrolysis of cellulose and polypropylene over all-silica mesoporous catalyst MCM-41 and Al-MCM-41. Sci Total Environ 633:1105–1113
d’Almeida ALFS, Barreto DW, Calado V, d’Almeida JRM (2008) Thermal analysis of less common lignocellulose fibers. J Therm Anal Calorim 91(2):405–408
Dewangan A, Pradhan D, Singh RK (2016) Co-pyrolysis of sugarcane bagasse and low-density polyethylene: influence of plastic on pyrolysis product yield. Fuel 185:508–516
Dhanalakshmi CS, Mathew M, Madhu P (2021) Biomass material selection for sustainable environment by the application of multi-objective optimization on the basis of ratio analysis (MOORA). In: Materials, design, and manufacturing for sustainable environment. Springer, Singapore, pp 345–354
Ding K, Zhong Z, Wang J, Zhang B, Fan L, Liu S, Ruan R (2018) Improving hydrocarbon yield from catalytic fast co-pyrolysis of hemicellulose and plastic in the dual-catalyst bed of CaO and HZSM-5. Bioresour Technol 261:86–92
Fei J, Zhang J, Wang F, Wang J (2012) Synergistic effects on co-pyrolysis of lignite and high-sulfur swelling coal. J Anal Appl Pyrolysis 95:61–67
Ghozali M, Triwulandari E, Haryono A, Yuanita E (2017) Effect of lignin on morphology, biodegradability, mechanical and thermal properties of low linear density polyethylene/lignin biocomposites. In IOP Conf Ser: Mater. Sci Eng 223(1):012022.
Gin A, Hassan H, Ahmad M, Hameed B, Din AM (2021) Recent progress on catalytic co-pyrolysis of plastic waste and lignocellulosic biomass to liquid fuel: the influence of technical and reaction kinetic parameters. J Chem 14:103035
Gunasee SD, Danon B, Görgens JF, Mohee R (2017) Co-pyrolysis of LDPE and cellulose: synergies during devolatilization and condensation. J Anal Appl Pyrolysis 126:307–314
Guo J, Lua AC (2001) Kinetic study on pyrolytic process of oil-palm solid waste using two-step consecutive reaction model. Biomass Bioenergy 20(3):223–233
Hassan H, Lim JK, Hameed BH (2016) Recent progress on biomass co-pyrolysis conversion into high-quality bio-oil. Bioresour Technol 221:645–655
Hassan H, Lim JK, Hameed BH (2019) Catalytic co-pyrolysis of sugarcane bagasse and waste high-density polyethylene over faujasite-type zeolite. Bioresour Technol 284:406–414
Hassan H, Hameed BH, Lim JK (2020) Co-pyrolysis of sugarcane bagasse and waste high-density polyethylene: synergistic effect and product distributions. Energy 191:116545
Hoornweg D, Bhada-Tata P, Kennedy C (2013) Environment: waste production must peak this century. Nat News 502(7473):615
Keleş SEDAT, Kaygusuz KAMİL, Akgün M (2011) Pyrolysis of woody biomass for sustainable bio-oil. Energy Sources Part A 33(9):879–889
Li X, Li J, Zhou G, Feng Y, Wang Y, Yu G, Wang B (2014) Enhancing the production of renewable petrochemicals by co-feeding of biomass with plastics in catalytic fast pyrolysis with ZSM-5 zeolites. Appl Catal A 481:173–182
lilapolymers (2021) http://lilapolymers.com/polyethylene.php accessed on 17th July 2021
Lu P, Huang Q, Bourtsalas AT, Chi Y, Yan J (2018) Synergistic effects on char and oil produced by the co-pyrolysis of pine wood, polyethylene and polyvinyl chloride. Fuel 230:359–367
Madhu P, Kanagasabapathy H, Manickam IN (2018) Conversion of cotton residues to bio-oil and chemicals through flash pyrolysis in a fluidised bed reactor. Int J Energy Technol Pol 14(1):20–33
Mishra RK, Mohanty K (2018) Pyrolysis kinetics and thermal behavior of waste sawdust biomass using thermogravimetric analysis. Bioresour Technol 251:63–74
Önal E, Uzun BB, Pütün AE (2014) Bio-oil production via co-pyrolysis of almond shell as biomass and high density polyethylene. Energy Convers Manag 78:704–710
Onay O, Koca H (2015) Determination of synergetic effect in co-pyrolysis of lignite and waste tyre. Fuel 150:169–174
Özsin G, Pütün AE (2018) A comparative study on co-pyrolysis of lignocellulosic biomass with polyethylene terephthalate, polystyrene, and polyvinyl chloride: synergistic effects and product characteristics. J Clean Prod 205:1127–1138
Ryu HW, Kim DH, Jae J, Lam SS, Park ED, Park YK (2020) Recent advances in catalytic co-pyrolysis of biomass and plastic waste for the production of petroleum-like hydrocarbons. Bioresour Technol 310:123473
Shafaghat H, Lee HW, Tsang YF, Oh D, Jae J, Jung SC, Park YK (2019) In-situ and ex-situ catalytic pyrolysis/co-pyrolysis of empty fruit bunches using mesostructured aluminosilicate catalysts. Chem Eng J 366:330–338
Sharypov VI, Marin N, Beregovtsova NG, Baryshnikov SV, Kuznetsov BN, Cebolla VL, Weber JV (2002) Co-pyrolysis of wood biomass and synthetic polymer mixtures. Part I: influence of experimental conditions on the evolution of solids, liquids and gases. J Anal Appl Pyrolysis 64(1):15–28
Sohaib Q, Muhammad A, Younas M (2017) Fast pyrolysis of sugarcane bagasse: effect of pyrolysis conditions on final product distribution and properties. Energy Sources Part A 39(2):184–190
Sowmya Dhanalakshmi C, Madhu P (2019) Utilization possibilities of Albizia amara as a source of biomass energy for bio-oil in pyrolysis process. Energy Sources Part A 41(15):1908–1919
Sowmya Dhanalakshmi C, Madhu P (2021) Biofuel production of neem wood bark (Azadirachta indica) through flash pyrolysis in a fluidized bed reactor and its chromatographic characterization. Energy Sources Part A 43(4):428–443
Sowmya Dhanalakshmi C, Madhu P, Karthick A, Vigneshkumar R (2021) Combination of woody and grass type biomass: waste management, influence of process parameters, yield of bio-oil by pyrolysis and its chromatographic characterization. J Sci Ind Res 80(02):172–180
Spiridon I, Leluk K, Resmerita AM, Darie RN (2015) Evaluation of PLA–lignin bioplastics properties before and after accelerated weathering. Compos Part B 69:342–349
Tang Z, Chen W, Chen Y, Yang H, Chen H (2019) Co-pyrolysis of microalgae and plastic: characteristics and interaction effects. Bioresour Technol 274:145–152
Uzoejinwa BB, He X, Wang S, Abomohra AEF, Hu Y, Wang Q (2018) Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: recent progress and future directions elsewhere worldwide. Energy Convers Manag 163:468–492
Vibhakar C, Sabeenian RS, Kaliappan S, Patil PY, Patil PP, Madhu P, Ababu Birhanu H (2022) Production and optimization of energy rich biofuel through co-pyrolysis by utilizing mixed agricultural residues and mixed waste plastics. Adv Mater Sci Eng 2022:8175552
Wang G, Li W, Li B, Chen H (2008) TG study on pyrolysis of biomass and its three components under syngas. Fuel 87(4-5):552–558
Wang Z, Burra KG, Lei T, Gupta AK (2021) Co-pyrolysis of waste plastic and solid biomass for synergistic production of biofuels and chemicals-a review. Prog Energy Combust Sci 84:100899
Wong SL, Ngadi N, Abdullah TAT, Inuwa IM (2015) Current state and future prospects of plastic waste as source of fuel: a review. Renew Sust Energ Rev 50:1167–1180
Xue Y, Kelkar A, Bai X (2016) Catalytic co-pyrolysis of biomass and polyethylene in a tandem micropyrolyzer. Fuel 166:227–236
Yang J, Rizkiana J, Widayatno WB, Karnjanakom S, Kaewpanha M, Hao X, Guan G (2016) Fast co-pyrolysis of low density polyethylene and biomass residue for oil production. Energy Convers Manag 120:422–429
Yuan H, Fan H, Shan R, He M, Gu J, Chen Y (2018) Study of synergistic effects during co-pyrolysis of cellulose and high-density polyethylene at various ratios. Energy Convers Manag 157:517–526
Zhou L, Wang Y, Huang Q, Cai J (2006) Thermogravimetric characteristics and kinetic of plastic and biomass blends co-pyrolysis. Fuel Process Technol 87(11):963–969
Author information
Authors and Affiliations
Contributions
All the authors contributed to writing and revising the manuscript. The conceptualization and methodology were drawn from Venkatachalam Selvaraj Kaushik. Supervision and investigations were done by Chandrasekaran Sowmya Dhanalakshmi and Petchimuthu Madhu. The validation part was done by Palanisamy Tamilselvam.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Ta Yeong Wu
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kaushik, V.S., Dhanalakshmi, C.S., Madhu, P. et al. Co-pyrolysis of neem wood bark and low-density polyethylene: influence of plastic on pyrolysis product distribution and bio-oil characterization. Environ Sci Pollut Res 29, 88213–88223 (2022). https://doi.org/10.1007/s11356-022-21746-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-21746-1