
Abstract
The microbial production of fumaric acid by Rhizopus arrhizus NRRL 2582 has been evaluated using soybean cake from biodiesel production processes and very high polarity (VHP) sugar from sugarcane mills. Soybean cake was converted into a nutrient-rich hydrolysate via a two-stage bioprocess involving crude enzyme production via solid state fermentations (SSF) of either Aspergillus oryzae or R. arrhizus cultivated on soybean cake followed by enzymatic hydrolysis of soybean cake. The soybean cake hydrolysate produced using crude enzymes derived via SSF of R. arrhizus was supplemented with VHP sugar and evaluated using different initial free amino nitrogen (FAN) concentrations (100, 200, and 400 mg/L) in fed-batch cultures for fumaric acid production. The highest fumaric acid concentration (27.3 g/L) and yield (0.7 g/g of total consumed sugars) were achieved when the initial FAN concentration was 200 mg/L. The combination of VHP sugar with soybean cake hydrolysate derived from crude enzymes produced by SSF of A. oryzae at 200 mg/L initial FAN concentration led to the production of 40 g/L fumaric acid with a yield of 0.86 g/g of total consumed sugars. The utilization of sugarcane molasses led to low fumaric acid production by R. arrhizus, probably due to the presence of various minerals and phenolic compounds. The promising results achieved through the valorization of VHP sugar and soybean cake suggest that a focused study on molasses pretreatment could lead to enhanced fumaric acid production.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There is growing concern regarding the utilization of fossil fuels for the production of fuels and chemicals mainly due to their immense environmental impact. From 2004 until 2014, in Europe, the production of electricity from renewable resources has almost doubled from almost 500 TWh to more than 900 TWh (Eurostat 2016). However, although energy can be produced from different technologies and sources, the sustainable production of chemicals can only be achieved using renewable biomass.
Sugarcane is used industrially for sugar production and is the major crop cultivated globally mainly in tropical countries, such as Brazil, China, India, and Thailand. Brazil is the world’s largest sugarcane producer with 39% of the world’s total production with almost 740 million t (FAOSTAT 2014). In 2014, the global sugar production was more than 170 million t (FAOSTAT 2014). During sugar extraction, large amounts of molasses are generated as by-product. It is estimated that from 100 t of sugarcane, around 3–7 t of molasses are generated. Molasses are mainly composed of sugars (40–60%), proteins, inorganic components, and vitamins. The composition of molasses varies widely, depending on the sugarcane variety and maturity, climate, and the process employed for sugar extraction (Sindhu et al. 2016). Its high-sugar content and its relatively low market price constitute sugarcane molasses an alternative feedstock for fermentation processes, which is currently used mostly for ethanol production (Cazetta et al. 2007). Besides ethanol, sugarcane molasses has also been evaluated for the production of various bio-based chemicals and polymers, including propionic acid, lactic acid, succinic acid, and 2,3-butanediol (Koutinas et al. 2014).
An important field for the use of renewable resources as raw material is the biotechnological production of platform chemicals, such as succinic acid, lactic acid, fumaric acid, 1,3-propanediol, and 1,4-butanediol, which are used as precursors for the production of various end-products (Jang et al. 2012). Fumaric acid is considered as one of the most important platform chemicals with applications in medicine, food, and chemical industries (Das et al. 2016). Fumaric acid is currently produced via chemical synthesis via isomerization of maleic acid, which is produced from maleic anhydride (Roa Engel et al. 2008). Filamentous fungi, such as Rhizopus sp., are usually employed for microbial production of fumaric acid as has been reported in several literature-cited studies. Roa Engel et al. (2008) and Xu et al. (2012) reported that the biotechnological production of fumaric acid is more efficient when mainly glucose is utilized as carbon source. Fu et al. (2010) reported that the highest fumaric acid concentration (56.2 g/L) and yield (0.56 g/g) were achieved when R. oryzae was cultivated on glucose using a two-stage dissolved oxygen control strategy, starting with 80% DO concentration until 18 h followed by 30% DO concentration. Most literature-cited studies are focusing on the utilization of glucose, with only few studies reporting the use of crude renewable resources for fumaric acid production. Carta et al. (1999) reported the production of fumaric acid from cassava bagasse hydrolysate through the screening of several Rhizopus strains with the highest fumaric acid production (21.28 g/L) achieved by the strain R. formosa. Petruccioli et al. (1996) investigated the production of fumaric acid from glucose molasses using R. arrhizus immobilized in polyurethane sponge particles leading to the production of 17.5 g/L fumaric acid.
Industrial production of fumaric acid production by fungal strains is impeded due to problems associated with the low solubility of fumarate salts, fungal morphology, dissolved oxygen limitations, and selection of appropriate fermentation media composition (Koutinas et al. 2014). For instance, the low solubility of fumarate salts produced via neutralization of the broth during fermentation results in the formation of viscous broths limiting oxygen transfer rate. Fermentation efficiency could be improved via fermentation media optimization, cell immobilization, and integrated fumaric acid production via fermentation with separation using adsorption on selective resins (Koutinas et al. 2014).
The main objective of this study was the evaluation of very high polarity (VHP) sugar and molasses produced from sugarcane mills and soybean cake for fumaric acid production using the fungal strain R. arrhizus NRRL 2582. This study also focused on the development of a two-stage bioprocess for soybean cake hydrolysis in order to obtain a nutrient-rich feedstock suitable for fumaric acid production.
Materials and methods
Microorganisms
Τhe fungal strains Rhizopus arrhizus NRRL 2582, purchased from the ARS Culture Collection (NRRL, USA), and Aspergillus oryzae, kindly provided by Prof. Colin Webb (University of Manchester, Manchester, UK), were utilized for the production of crude proteolytic enzymes. Also, R. arrhizus NRRL 2582 was utilized in submerged fermentation for fumaric acid production. Maintenance, sporulation, and inoculum preparations of both fungal strains have been previously described (Kachrimanidou et al. 2013; Papadaki et al. 2017).
Raw materials used as fermentation feedstock
VHP sugar and molasses were provided by the sugarcane industry Cruz Alta (Guarani, São Paulo, Brazil). The soybean cake was provided by the biodiesel production industry BSBios (Passo Fundo, Rio Grande do Sul, Brazil).
Crude enzyme production and enzymatic hydrolysis of soybean cake
Solid state fermentations (SSF) for the production of crude enzyme consortia were conducted in 250 mL Erlenmeyer flasks, which contained 5 g (dry basis, db) of soybean cake. In the case of SSF using A. oryzae, the moisture content of the substrate was adjusted to 65% (w/w, db) by inoculating a fungal spore suspension with a concentration of 2 × 106 spores/mL (Kachrimanidou et al. 2013; Dimou et al. 2015). The SSF of R. arrhizus was carried out using a fungal spore suspension of 1.5 × 108 spores/mL at the same conditions as in the SSF of A. oryzae. The solid substrates used in all SSF were sterilized at 121 °C for 20 min, and after inoculation, all cultures were incubated at 30 °C. At the end of fermentation, the fermented solids were suspended in sterile water and macerated using a blender under aseptic conditions. The suspended macerated solids were mixed with untreated soybean cake in order to promote the enzymatic hydrolysis of soybean cake.
The enzymatic hydrolysis of soybean cake using the crude enzymes of A. oryzae has been described by Papadaki et al. (2017). The same protocol was followed in soybean cake hydrolysis carried out using the crude enzymes produced by R. arrhizus. The hydrolysis process was carried out in Duran bottles containing 50 g/L total solids that contained untreated soybean cake (90%) and fermented soybean cake derived from SSF (10%). The SSF derived fermented solids provided the crude enzymes required for the production of the nutrient-rich hydrolysate. The Duran bottles containing the untreated soybean cake were sterilized at 121 °C for 20 min. Then the macerated and suspended fermented solids from SSF cultures were added in the bottles under aseptic conditions. The effect of temperature (40, 45, and 50 °C) and initial enzyme activity (2.7, 5.4, and 6.7 U/mL) on soybean cake hydrolysis were evaluated. All hydrolysis experiments were agitated using magnetic stirrers, while the pH was not controlled. The time course of free amino nitrogen (FAN) and inorganic phosphorus (IP) production was studied during hydrolysis. The samples were collected at regular intervals, and the enzymatic reaction was terminated by adding trichloroacetic acid (5%, w/v). The solids were separated via centrifugation (3000×g, 5 °C, 10 min), and the supernatant was used for the analysis of FAN and IP. Hydrolysis yield was expressed as the percentage of total Kjeldahl nitrogen (TKN) to FAN conversion. The experiments were carried out in duplicates, and the results represent mean values.
After the hydrolysis, remaining solids were removed by centrifugation (9000×g, 5 °C, 15 min) and vacuum filtration. The pH of the hydrolysate was adjusted to 6 with 5 M KOH and then it was autoclaved at 121 °C for 15 min. Subsequently, the hydrolysates were used as pre-culture media at different concentrations and evaluated for fumaric acid production.
Submerged fermentations
Batch and fed-batch fermentations were conducted in Erlenmeyer flasks of 250 mL containing 50 mL of fermentation media, which was consisted of (g/L): pure sugars (≥ 99%, PENTA) (glucose:fructose 1:1 ratio, ~ 50 g/L), VHP sugar (~ 25 g/L, which contains predominantly sucrose at more than 99%, w/w), molasses (~ 25 g/L total sugar concentration, mainly consisted of sucrose, glucose, and fructose as shown in Table 1); CaCO3 was added as neutralizing agent and source of CO2 (20 and 40 g/L when the initial total sugar concentration was 25 and 50 g/L, respectively); (NH4)2SO4, 0.2; KH2PO4, 0.6; MgSO4·7H2O, 0.4; ZnSO4·7H2O, 0.044; FeCl3·6H2O, 0.016; tartaric acid, 0.0075; corn steep liquor, 0.5 mL; and methanol 15 mL. The initial CaCO3 concentration used in each fermentation was at 80% of the initial carbon source concentration, because higher CaCO3 concentrations would cause problems in the regulation of the pH value. In the case of fed-batch fermentations, a concentrated VHP sugar solution (400 g/L) was added to the medium at random intervals in order to maintain the total sugar concentration above 5 g/L.
Batch fermentations were also carried out using pretreated molasses. Different pretreatments, which are described in a following section, were applied for molasses clarification. The pH of the culture was controlled during fermentation at the optimum pH value of 5.5 using 5 M KOH or 5 M HCl. The medium was autoclaved at 121 °C for 20 min, whereas corn steep liquor and ammonium sulphate were autoclaved separately, and methanol was filter-sterilized. All components were added to the sterilized medium prior to inoculation under aseptic conditions. Dispersed mycelia were utilized as inoculum, because Papadaki et al. (2017) showed that this is the optimum morphology for the R. arrhizus strain used in this study. The inoculation of the fermentation medium was performed using a 10% (v/v) pre-culture medium, which consisted of (g/L): glucose, 25; soybean cake hydrolysate at varying FAN concentrations; KH2PO4, 0.6; MgSO4·7H2O, 0.4; ZnSO4·7H2O, 0.044; FeCl3·6H2O, 0.016; corn steep liquor, 3 mL; corn starch, 30; and agar, 1. The pH of the preculture medium was controlled at 6.0 with 5 M KOH or 5 M HCl. The pre-culture medium was incubated at 30 °C for 24 h in a rotary shaker with an agitation speed of 180 rpm. The data presented are the mean values of duplicate experiments.
Soybean cake hydrolysate used in pre-culture media
The effect of soybean cake hydrolysate, as a nutrient and nitrogen-rich feedstock, was evaluated on fumaric acid production. Specifically, different initial FAN concentrations (100, 200, and 400 mg/L) in the pre-culture medium were tested. The pre-culture medium without the nitrogen sources was autoclaved at 121 °C for 20 min and then the hydrolysate was added in aseptic conditions.
Pretreatment of molasses
Fumaric acid production was also studied using clarified molasses as substrate. Specifically, a molasses solution containing 30% (w/v) total sugar concentration was acid-treated using 5 M H2SO4 in order to obtain a final pH of 3.5. Subsequently, the molasses temperature was increased to 100 °C for 1 h. The treated molasses was centrifuged (9000×g, 5 °C, 15 min) (Xiao et al. 2007; Liu et al. 2008), and the supernatant was used as a substrate after adjusting the pH at 6.5. Also, cationic resin (Amberlite IR 120H, Sigma-Aldrich) of sulfonic (SO3H) type based on a polystyrene-divinylbenzene copolymer was utilized for further treatment of the acid clarified molasses. Specifically, after the acid pretreatment, the pH of molasses solution was adjusted at 2 and then was passed through a column of resins at room temperature. The pH of the clarified molasses solution was adjusted at 5.5 and utilized in submerged fermentations.
Analytical methods
Determination of TKN, FAN, IP, and elements
The TKN concentration of soybean cake and molasses was determined using a Kjeltek TM 8100 distillation Unit (Foss, Denmark). FAN and IP concentrations in the hydrolysates were measured according to the ninhydrin colorimetric method and the ammonium molybdate spectrophotometric method, respectively (Lie 1973; Harland and Harland 1980).
An inductively coupled plasma optical emission spectrometer (ICP-OES, Ultima 2, Horiba Jobin Yvon) was used for elemental determination of the molasses and VHP sugar, with slight adaptation of the ASTM-D1976 method (ASTM D1976-12 2012). Samples were diluted in water when it was necessary.
Determination of total phenolic content in the extract from molasses
The phenolic compounds in molasses were extracted following the methodology presented by Alexandri et al. (2016). Specifically, a molasses aqueous solution (~ 280 g/L) was prepared regulating the pH at 2 with concentrated HCl. The molasses was subsequently treated with ethyl acetate for 30 min, using a 1:3 (v/v) of molasses to solvent ratio at room temperature. After phase separation, the ethyl acetate extract was collected and the solvent was vacuum-evaporated. The extract was weighed, and 5 mL of methanol was added. The methanolic solution was stored at − 20 °C for further analysis. The determination of total phenolic content (TPC) was carried out using the Folin-Ciocalteu colourimetric method as described by Faustino et al. (2010). The TPC was expressed as gram of gallic acid equivalent (GAE) per gram of molasses.
Determination of antioxidant activity in the extract from molasses
Τhe antioxidant activity of the molasses extract was determined according to the DPPH• (2,2-diphenyl-1-picrylhydrazyl) scavenging radical method (Scherer and Godoy 2009). The sample (0.1 mL) was mixed with 3.9 mL of DPPH• solution (31.6 μg/mL), and the mixture was agitated before incubation at room temperature in the dark for 90 min. Aqueous methanol (0.1 mL, 70:30 v/v) mixed with 3.9 mL DPPH• was used as control. A double-beam UV-Vis spectrophotometer (Jasco V-530, Tokyo, Japan) was used to measure the decrease in absorbance at 517 nm.
Determination of individual phenolic compounds by HPLC-DAD
The individual phenolic compounds in the extract were determined by high-pressure liquid chromatography coupled with a diode array detector (HPLC-DAD) analysis following the methodology described by Alexandri et al. (2016).
Determination of proteolytic activity
The enzymatic activity of proteases produced during SSF of R. arrhizus on soybean cake was evaluated following the method described by Kachrimanidou et al. (2013). One unit of protease activity (U) was defined as the protease required for the production of 1 μg FAN in 1 min at 55 °C and pH 6.0. The results were expressed as unit per gram of fermented solids.
Determination of metabolic products
Fumaric acid determination in culture broths was carried out via dilution with deionized water and 3 M H2SO4 to dissolve the residual CaCO3 and reduce the pH to less than 1.0, followed by treatment at 80 °C until the broth became clear (Goldberg et al. 1983). Suspensions were filtered, and the biomass was washed with deionized water. Samples from the clear filtrate were obtained, and sugar consumption, fumaric acid, and other by-products were quantified using high-performance liquid chromatography (HPLC) analysis (Shimadzu) equipped with a Bio-rad Aminex HPX-87H column (300 mm length × 7.8 mm internal diameter) coupled to a differential refractometer. The mobile phase was a solution of 10 mM H2SO4 with 0.6 mL/min flow rate and 65 °C column temperature. The sugar to fumaric acid conversion yield was expressed as gram of fumaric acid produced per gram of consumed sugars.
Results and discussion
Composition of molasses and VHP cane sugar
The composition of sugarcane molasses is presented in Table 1. The TPC was 0.065 g GAE per 100 g of molasses. The antioxidant activity index (AAI) of the phenolic extract was 0.1, which is characterized as poor antioxidant activity as indicated by the scale proposed by Scherer and Godoy (2009) where poor antioxidants are considered those with AAI lower than 0.5.
The phenolic compounds in the extract derived from molasses were determined by HPLC-DAD analysis. The main phenolic compounds identified were 3,4-dihydroxybenzoic acid (2.9 mg/100 g molasses), p-coumaric acid (1.0 mg/100 g molasses), and 4-hydroxybenzaldehyde (0.9 mg/100 g molasses). Lower concentrations of vanillin, 2-hydroxycinnamic acid, syringic acid, 4-hydroxybenzoic acid, vanillic acid, and ferulic acid were also detected. The phenolic compounds of syringic acid, vanillic acid, vanillin, and p-coumaric acid have been determined in sugarcane molasses (Hashizume et al. 1967). Obata et al. (1963) identified seven phenolic compounds in beet molasses, including catechol, 2-hydroxydihydrocinnamic acid, 4-hydroxybenzoic acid, syringic acid, and vanillin and vanillic acid. Chen et al. (2015) reported that gallic acid, vanillin, hydroxybenzoic acid, syringic acid, and ferulic acid were identified in sugar beet molasses.
ICP-IOS analysis (Table 2) showed that molasses contained mainly 6.67 mg/g Ca, 5.23 mg/g S, 4.7 mg/g Mg, and 1.75 mg/g K. Lower quantities of P, Fe Mn, Zn, and Co were also detected. Teclu et al. (2009) reported that molasses contained Al, As, Cu, Fe, Mn, and Zn in concentrations of 0.54, 0.24, 8.7, 0.35, 11.1, and 19.7 μg/g, respectively. The elemental analysis carried out in the case of VHP cane sugar showed that the major elements were K, Ca, S, and Mg, but in significant lower concentrations than in molasses.
Crude enzyme production and soybean cake hydrolysis
The high-protein content (47%, w/w) of soybean cake (Papadaki et al. 2017) could provide an alternative exploitation of this cake as nitrogen-rich source for microbial fermentations. In this study, the protein fraction of soybean cake was hydrolyzed using crude enzymes produced via SSF of two fungal strains, namely A. oryzae and R. arrhizus. The time course profile of proteases produced by A. oryzae has been presented by Papadaki et al. (2017). The time course profile of the proteolytic activity produced by R. arrhizus during SSF is presented in Fig. 1. The highest proteolytic activity (155.4 U/g) was achieved at 73 h. The proteolytic activity produced by R. arrhizus was lower than the corresponding activity achieved by A. oryzae (205 U/g at 70 h) using soybean cake under the same SSF conditions (Papadaki et al. 2017). A. oryzae has been extensively studied for protease production (de Souza et al. 2015). Ito et al. (2017) showed that soybean meal led to the highest proteolytic activity of R. microsporus var. oligosporus (50 U/g at 72 h). Furthermore, R. oligosporus presented proteolytic activity in the range of 162–195 PU/g during SSF in different amounts of sunflower meal (Rauf et al. 2010).

Proteolytic activity produced by R. arrhizus during SSF carried out on soybean cake
An enzymatic hydrolysis process was employed to generate a nutrient-rich feedstock from soybean cake using the fermented solids of R. arrhizus. The temperature (40, 45, and 50 °C) and the initial enzyme activity (2.7, 5.4, and 6.7 U/mL) employed during hydrolysis were evaluated by comparing the production of FAN and IP. The production of soybean cake hydrolysate using the fermented solids of A. oryzae has been presented by Papadaki et al. (2017). Figure 2a shows that the optimum temperature of protein hydrolysis was 45 °C with the highest FAN production (775 mg/L) achieved at 46 h. The highest IP production (260 mg/L at 48 h) was observed at 50 °C (Fig. 2b). Figure 3a shows that increasing initial proteolytic activity led to increasing FAN concentration. The highest FAN concentration (989 mg/L) was achieved when 6.7 U/mL of initial proteolytic activity was utilized. However, proteolytic activities of 5.4 and 6.7 U/mL led to similar FAN production. IP production was not improved with increasing initial crude enzyme activity. The highest IP concentration in the hydrolysate was around 200 mg/L (Fig. 3b). Previous studies have focused on the optimization of oilseed cake hydrolysis using the crude enzymes produced by A. oryzae showing that the optimum hydrolysis conditions were 40–50 °C and approximately 6 U/mL of initial proteolytic activity (Dimou et al. 2015; Kachrimanidou et al. 2013; Papadaki et al. 2017; Tsouko et al. 2017; Wang et al. 2010). Although chemical hydrolysis of soybean cake has been studied for fumaric acid production (Zhang et al. 2015), this study proposes the development of a soybean cake hydrolysis process utilizing crude enzymes produced by R. arrhizus, the same strain that is subsequently used for fumaric acid production.

Effect of temperature, 40 °C (■,□), 45 °C (●,○), and 50 °C (▲,△), on (a) FAN and (b) IP production during hydrolysis of 50 g/L of soybean cake using proteases produced by R. arrhizus with initial proteolytic activity of 2.7 U/mL

Effect of initial proteolytic activity, 2.7 U/mL (■,□), 5.4 U/mL (●,○), and 6.7 U/mL (▲,△), on (a) FAN and (b) IP production during hydrolysis of 50 g/L of soybean cake at 45 °C using proteases produced by R. arrhizus
Fermentations carried out with VHP cane sugar
High concentrations of fumaric acid have been achieved using various Rhizopus species. The fungal strain R. arrhizus NRRL 2582 was selected in this study, since it can consume sucrose for fumaric acid production (Rhodes et al. 1959). The fungal morphology has a significant effect on fumaric acid production (Liao et al. 2007; Roa Engel et al. 2011; Zhang et al. 2015; Zhou et al. 2011). Therefore, regular monitoring of the fungal morphology was conducted throughout fermentation (Papadaki et al. 2017).
Since VHP sugar contains sucrose and molasses contain sucrose, glucose, and fructose, the ability of R. arrhizus to metabolize a co-substrate containing pure glucose and fructose was studied in batch fermentation (Fig. 4). Based on the results presented by Papadaki et al. (2017), the highest fumaric acid production was achieved with a soybean cake hydrolysate of 200 mg/L initial FAN concentration. Thus, the pre-culture medium used in the fermentation, presented in Fig. 4, was carried out with a FAN concentration of 200 mg/L. Glucose was depleted at around 180 h, whereas the consumption rate of fructose was slower (Fig. 4). The highest fumaric acid concentration (30.8 g/L) was achieved at 140 h, and the yield was 0.98 g/g. In the case of Rhizopus sp., a conversion yield of more than 1.0 g/g could be achieved, since the theoretical stoichiometry shows that 1 mol of glucose requires 2 mol of CO2 to produce 2 mol of fumaric acid (Roa Engel et al. 2008). Under nitrogen-limited conditions, Rhizopus sp. catabolize glucose via the reductive TCA cycle. The CO2 required in the reductive TCA cycle is supplied through the reaction of CaCO3 with fumaric acid leading to the production of calcium fumarate and CO2 (Roa Engel et al. 2008).

Time change of glucose (▲), fructose (■), total sugars (●), fumaric acid (FA) (○), succinic acid (SA) (△), and ethanol (EtOH) (□) during batch fermentation of R. arrhizus in synthetic medium containing 50 g/L of glucose-fructose (1:1). The pre-culture medium was produced with soybean cake hydrolysate (200 mg/L FAN concentration) that was produced using proteases from A. oryzae SSF cultures
Subsequently, VHP cane sugar was used in fed-batch fermentation (Fig. 5). The pre-culture medium used in this fermentation contained 200 mg/L of FAN concentration provided by a soybean cake hydrolysate produced with crude enzymes derived from A. oryzae SSF cultures. The highest fumaric acid concentration (40 g/L) with a yield of 0.86 g fumaric acid per gram consumed sugars was achieved at 219 h. The main by-product at 219 h was succinic acid (2.8 g/L), whereas negligible ethanol was determined. Zhang et al. (2015) reported the production of 50 g/L fumaric acid with a yield of 0.72 g/g by R. oryzae ATCC 20344 using a chemically derived soybean meal hydrolysate in the pre-culture medium and commercial glucose as carbon source.

Time change of total sugars (●), FA (○), SA (△), and EtOH (□) during fed-batch fermentation of R. arrhizus. The pre-culture medium was produced with soybean cake hydrolysate (200 mg/L FAN concentration) that was produced using proteases from A. oryzae SSF cultures
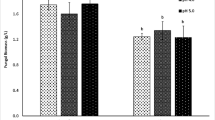
Figure 6 presents three fed-batch fermentations carried out with R. arrhizus cultivated on VHP cane sugar using three pre-culture media that were produced with three different initial FAN concentrations (100, 200, and 400 mg/L) provided by soybean cake hydrolysate produced with crude enzymes derived from R. arrhizus SSF cultures. Figure 6 shows that the highest initial FAN concentration used (400 mg/L) led to the highest fumaric acid concentration (30.8 g/L). At 100 and 200 mg/L initial FAN concentration in the pre-culture media used, the fumaric acid production reached 19.3 and 27.3 g/L, respectively. The total consumed sugar to fumaric acid conversion yield (ca. 0.7 g/g) observed in the fermentations carried out with 100 and 200 mg/L initial FAN concentration in the pre-culture medium was higher than the respective yield (0.50 g/g) achieved at 400 mg/L FAN.

Time change of total sugar (●), FA (○), SA (△), and EtOH (□) during fed-batch fermentations of VHP sugar. The pre-culture medium was produced with soybean cake hydrolysate containing FAN concentrations of (a) 100 mg/L, (b) 200 mg/L, and (c) 400 mg/L FAN. The soybean cake hydrolysate was produced using crude enzymes produced by R. arrhizus SSF cultures
The results presented in Figs. 5 and 6b show that higher fumaric acid concentration and yield are achieved when the pre-culture medium is prepared with soybean cake hydrolysate produced using crude enzymes derived from A. oryzae SSF cultures. It should be stressed that the same initial FAN concentration (200 mg/L) was used in both cases for the production of pre-culture media. The pre-culture medium produced using soybean cake hydrolysate derived from R. arrhizus SSF cultures is apparently not as efficient to stimulate fumaric acid production by R. arrhizus. These results indicate that the enzymes produced by the two fungal strains are different leading to the production of soybean cake hydrolysates with different nutrient composition. Although the same FAN concentration was initially used for the production of the two pre-culture media, the presence of specific peptides or other nutrients was not quantified in the two soybean cake hydrolysates. However, using R. arrhizus for soybean cake hydrolysis has the processing advantage that the same fungal strain is used for both soybean cake hydrolysate and fumaric acid production.
Fermentations carried out with sugarcane molasses
Table 3 presents the final fumaric acid and ethanol concentrations and the consumed sugar to fumaric acid conversion yield in batch fermentations conducted using molasses or pretreated molasses supplemented with two different soybean cake hydrolysates produced by crude enzymes derived from either A. oryzae or R. arrhizus. A significant reduction in fumaric acid concentration and yield was observed when either untreated or pretreated molasses was used as fermentation feedstock compared to the respective fumaric acid concentration and yield achieved when VHP sugar was used as carbon source. In particular, when untreated molasses was used, the final fumaric acid concentration was 4.04 g/L, whereas the ethanol concentration was 6.2 g/L, when A. oryzae-derived enzymes were used for the production of soybean cake hydrolysates. The fumaric acid production was slightly enhanced when molasses was pretreated by acid or combined acid and resin treatment and the fermentation medium was not supplemented with any minerals. Acid treatment of molasses that was combined with mineral supplementation led to the lowest fumaric acid production (2.35 g/L). The highest fumaric acid concentration (7.9 g/L) and yield (0.32 g/g) were achieved when the acid- and resin-pretreated molasses were used and the fermentation medium was not supplemented with minerals. The acid and resin treatment of molasses have been successfully studied in other microbial fermentations. The acid treatment of sugarcane molasses increased the citric acid production by A. niger (Ashraf et al. 2015; Kundu et al. 1984), mainly because of the reduction of mineral concentration (e.g. Cu, Fe, Mn, Zn) as these are involved in the activation of enzymes associated with the TCA cycle (Kundu et al. 1984). Acid and cation exchange resins treatment of cane molasses led to higher succinic acid production by Actinobacillus succinogenes (Liu et al. 2008).
Table 3 shows that higher ethanol production was observed when molasses was used than in the case that VHP sugar was used as carbon source. This could be attributed to the formation of fungal biomass agglomerates during fermentation that led to the conversion of carbon sources to ethanol that is observed under micro-aerobic or anaerobic conditions (Meussen et al. 2012). It has been reported that the concentrations of metal ions have a key role in the metabolism of Rhizopus species and affect fungal morphology. Zhou et al. (2000) underlined the significant effect of four metal ions on the morphology of R. oryzae. The optimum metal ion concentration in the medium was 50 ppm of Mg, 4 ppm of Zn, and 100 ppb of Fe and no addition of Mn, while other concentrations led to different cell morphologies and lower fumaric acid concentrations. Das et al. (2015) stated that these metal ions act as cofactors or activators for many cellular enzymes involved in catabolism and biosynthesis of macromolecules. The phenolic compounds present in molasses may have also caused the reduction in fumaric acid production by R. arrhizus. Zhang et al. (2016) studied the individual effect of many phenolic compounds on the activity of the enzymes of R. oryzae, which are involved in lactic acid production, using corn cob and corn stover hydrolysates. It was observed that the activity of the lactate dehydrogenase, which is responsible for lactic acid production, was strongly inhibited by phenolic compounds whereas the activity of alcohol dehydrogenase, involved in ethanol production, was enhanced. The lactic acid production was significantly inhibited (over 90%) in the presence of trans-cinnamic acid or syringaldehyde in the medium. Moreover, lactic acid production was reduced up to 71% when 3,4-dihydroxybenzoic acid, 4-hydroxybenzoic acid, vanillic acid, 4-hydroxybenzaldehyde, and vanillin were used. Zhang et al. (2016) also stated that syringic, ferulic, and p-coumaric acids presented the lowest toxicity, reducing lactic acid production by less than 10%. The effect of phenolic compounds varies with the type of compound, their combination and concentration (Zhang et al. 2016; Hu et al. 2009; Kumar et al. 2015), and it is dependent on the microbial strain used (Delgenes et al. 1996; Martín and Jönsson 2003). Other studies have highlighted that the combination of different phenolic compounds in the medium influenced negatively the performance of microorganisms during fermentation (Alexandri et al. 2016; Hu et al. 2009; Zhang et al. 2012).
Conclusion
This study demonstrated that soybean cake and VHP sugar could be used as fermentation feedstocks for fumaric acid production using the fungal strain R. arrhizus NRRL 2582. The nutrient-rich hydrolysate produced via enzymatic hydrolysis of soybean cake using crude enzymes produced by A. oryzae led to the highest fumaric acid production (40 g/L), when VHP sugar was utilized as carbon source. The significantly lower fumaric acid concentration and yield observed when untreated or pretreated molasses was used as fermentation feedstock may be attributed to its composition that influences the metabolism of R. arrhizus. Molasses-based fermentation media contained higher quantities of various metal ions, compared to VHP sugar media. Moreover, the presence of phenolic compounds in molasses may have led to lower fumaric acid concentrations. The inhibition effects of phenolic compounds and metal ions on the metabolism of R. arrhizus should be studied further.
Figure 7 presents a mass balance of fumaric acid production (0.86 kg) from 1 kg VHP sugars and 6.25 g soybean cake when A. oryzae crude enzymes were used for the production of soybean cake hydrolysates. The use of VHP sugar as carbon source led to low succinic acid and ethanol production as by-products, which is essential in order to enhance sucrose to fumaric acid conversion yield.

Mass balance of the proposed bioprocess using VHP sugar and soybean cake hydrolysate produced with crude enzymes derived by A. oryzae SSF culture
References
Alexandri M, Papapostolou H, Vlysidis A, Gardeli C, Komaitis M, Papanikolaou S, Koutinas AA (2016) Extraction of phenolic compounds and succinic acid production from spent sulphite liquor. J Chem Technol Biotechnol 91:2751–2760. https://doi.org/10.1002/jctb.4880
Ashraf S, Sikander A, Haq I (2015) Acidic pre-treatment of sugarcane molasses for molasses for citric acid production by Aspergillus niger NG-4. Int J Curr Microbiol Appl Sci 4:584–595
ASTM D1976-12 (2012) Standard test method for elements in water by inductively-coupled argon plasma atomic emission spectroscopy. ASTM International, West Conshohocken, PA. https://doi.org/10.1520/D1976
Carta FS, Soccol CR, Ramos LP, Fontana JD (1999) Production of fumaric acid by fermentation of enzymatic hydrolysates derived from cassava bagasse. Bioresour Technol 68:23–28. https://doi.org/10.1016/S0960-8524(98)00074-1
Cazetta ML, Celligoi MAPC, Buzato JB, Scarmino IS (2007) Fermentation of molasses by Zymomonas mobilis: effects of temperature and sugar concentration on ethanol production. Bioresour Technol 98:2824–2828. https://doi.org/10.1016/j.biortech.2006.08.026
Chen M, Zhao Y, Yu S (2015) Optimisation of ultrasonic-assisted extraction of phenolic compounds, antioxidants, and anthocyanins from sugar beet molasses. Food Chem 172:543–550. https://doi.org/10.1016/j.foodchem.2014.09.110
de Souza PM, Bittencourt ML de A, Caprara CC, de Freitas M, de Almeida RPC, Silveira D, Fonseca YM, Ferreira EX, Pessoa A, Magalhães PO (2015) A biotechnology perspective of fungal proteases. Braz J Microbiol 46:337–346. https://doi.org/10.1590/S1517-838246220140359
Das RK, Brar SK, Verma M (2015) Effects of different metallic nanoparticles on germination and morphology of the fungus Rhizopus oryzae 1526 and changes in the production of Fumaric acid. BioNanoSci 5:217–226. https://doi.org/10.1007/s12668-015-0183-8
Das RK, Brar SK, Verma M (2016) Recent advances in the biomedical applications of fumaric acid and its ester derivatives: the multifaceted alternative therapeutics. Pharmacol Rep 68:404–414. https://doi.org/10.1016/j.pharep.2015.10.007
Delgenes JP, Moletta R, Navarro JM (1996) Effects of lignocellulose degradation products on ethanol fermentations of glucose and xylose by Saccharomyces cerevisiae, Zymomonas mobilis, Pichia stipitis, and Candida shehatae. Enzym Microb Technol 19:220–225. https://doi.org/10.1016/0141-0229(95)00237-5
Dimou C, Kopsahelis N, Papadaki A, Papanikolaou S, Kookos IK, Mandala I, Koutinas AA (2015) Wine lees valorization: Biorefinery development including production of a generic fermentation feedstock employed for poly(3-hydroxybutyrate) synthesis. Food Res Int 73:81–87. https://doi.org/10.1016/j.foodres.2015.02.020
Eurostat (2016) Renewable energy statistics. http://ec.europa.eu/eurostat/statistics-explained/index.php/Renewable_energy_statistics. Accessed 15 October 2017
FAOSTAT (2014) http://www.fao.org/faostat/en/#data/QC. Accessed 16 October 2017
Faustino H, Gil N, Baptista C, Duarte AP (2010) Antioxidant activity of lignin phenolic compounds extracted from kraft and sulphite black liquors. Molecules 15:9308–9322
Fu Y-Q, Li S, Chen Y, Xu Q, Huang H, Sheng X-Y (2010) Enhancement of fumaric acid production by Rhizopus oryzae using a two-stage dissolved oxygen control strategy. Appl Biochem Biotechnol 162:1031–1038. https://doi.org/10.1007/s12010-009-8831-5
Goldberg I, Lonberg-Holm K, Bagley EA, Stieglitz B (1983) improved conversion of fumarate to succinate Escherichia coli strains amplified for fumarate reductase. Appl Environ Microbiol 1838–1847
Harland BF, Harland J (1980) Fermentative reduction of phytate in rye, white and whole wheat breads. Cereal Chem 57:226–229
Hashizume T, Yamagami T, Sasaki Y (1967) Constituents of cane molasses. Agri Biol Chem 31:324–329. https://doi.org/10.1080/00021369.1967.10858815
Hu C, Zhao X, Zhao J, Wu S, Zhao ZK (2009) Effects of biomass hydrolysis by-products on oleaginous yeast Rhodosporidium toruloides. Bioresour Technol 100:4843–4847. https://doi.org/10.1016/j.biortech.2009.04.041
Ito S, Barchi AC, Escaramboni B, de Oliva Neto P, Herculano RD, Azevedo Borges F, Romeiro Miranda MC, Fernández Núñez EG (2017) UV/Vis spectroscopy combined with chemometrics for monitoring solid-state fermentation with Rhizopus microsporus var. oligosporus. J Chem Technol Biotechnol 92:2563–2572. https://doi.org/10.1002/jctb.5271
Jang Y-S, Kim B, Shin JH, Choi YJ, Choi S, Song CW, Lee J, Park HG, Lee SY (2012) Bio-based production of C2–C6 platform chemicals. Biotechnol Bioeng 109:2437–2459. https://doi.org/10.1002/bit.24599
Kachrimanidou V, Kopsahelis N, Chatzifragkou A, Papanikolaou S, Yanniotis S, Kookos I, Koutinas AA (2013) Utilisation of by-products from sunflower-based biodiesel production processes for the production of fermentation feedstock. Waste Biomass Valor 4:529–537. https://doi.org/10.1007/s12649-012-9191-x
Koutinas AA, Vlysidis A, Pleissner D, Kopsahelis N, Lopez Garcia I, Kookos IK, Papanikolaou S, Kwan TH, Lin CSK (2014) Valorization of industrial waste and by-product streams via fermentation for the production of chemicals and biopolymers. Chem Soc Rev 43:2587–2627. https://doi.org/10.1039/c3cs60293a
Kumar G, Bakonyi P, Periyasamy S, Kim SH, Nemestóthy N, Bélafi-Bakó K (2015) Lignocellulose biohydrogen: practical challenges and recent progress. Renew Sust Energ Rev 44:728–737. https://doi.org/10.1016/j.rser.2015.01.042
Kundu S, Panda T, Majumdar SK, Guha B, Bandyopadhyay KK (1984) Pretreatment of Indian cane molasses for increased production of citric acid. Biotechnol Bioeng 26:1114–1121. https://doi.org/10.1002/bit.260260915
Liao W, Liu Y, Frear C, Chen S (2007) A new approach of pellet formation of a filamentous fungus – Rhizopus oryzae. Bioresour Technol 98:3415–3423. https://doi.org/10.1016/j.biortech.2006.10.028
Lie S (1973) The EBC-ninhydrin method for determination of free alpha amino nitrogen. J I Brewing 79:37–41. https://doi.org/10.1002/j.2050-0416.1973.tb03495.x
Liu Y-P, Zheng P, Sun Z-H, Ni Y, Dong J-J, Zhu L-L (2008) Economical succinic acid production from cane molasses by Actinobacillus succinogenes. Bioresour Technol 99:1736–1742
Martín C, Jönsson LJ (2003) Comparison of the resistance of industrial and laboratory strains of Saccharomyces and Zygosaccharomyces to lignocellulose-derived fermentation inhibitors. Enzym Microb Technol 32:386–395. https://doi.org/10.1016/S0141-0229(02)00310-1
Meussen BJ, de Graaff LH, Sanders JPM, Weusthuis RA (2012) Metabolic engineering of Rhizopus oryzae for the production of platform chemicals. Appl Microbiol Biotechnol 94:875–886. https://doi.org/10.1007/s00253-012-4033-0
Obata Y, Senba Y, Koshiba M (1963) Detection of phenolic compounds by chromatography in beet sugar molasses. Agr Biol Chern 27:340–341
Papadaki A, Androutsopoulos N, Patsalou M, Koutinas M, Kopsahelis N, de Castro AM, Papanikolaou S, Koutinas AA (2017) Biotechnological production of Fumaric acid: the effect of morphology of Rhizopus arrhizus NRRL 2582. Fermentation 3:33. https://doi.org/10.3390/fermentation3030033
Petruccioli M, Angiani E, Federici F (1996) Semi-continuous fumaric acid production by Rhizopus arrhizus immobilized in polyurethane sponge. Process Biochem 31:463–469. https://doi.org/10.1016/0032-9592(95)00089-5
Rauf A, Irfan M, Nadeem M, Ahmed I, Iqbal HMN (2010) Optimization of Growth Conditions for Acidic Protease Production from Rhizopus oligosporus through Solid State Fermentation of Sunflower Meal. WASET International Journal of Biotechnology and Bioengineering 4(12). dai:https://doi.org/10.1999/1307-6892/12762
Rhodes RA, Moyer AJ, Smith ML, Kelley SE (1959) Production of fumaric acid by Rhizopus arrhizus. Appl Microbiol 7:74–80
Roa Engel CA, Straathof AJJ, Zijlmans TW, Van Gulik WM, Van Der Wielen LAM (2008) Fumaric acid production by fermentation. Appl Microbiol Biotechnol 78:379–389. https://doi.org/10.1007/s00253-007-1341-x
Roa Engel CA, van Gulk WM, Marang L, van der Wielen LAM, Straathof AJJ (2011) Development of low pH fermentation strategy for fumaric acid production by Rhizopus oryzae. Enzym Microb Technol 48:39–47. https://doi.org/10.1016/j.enzmictec.2010.09.001
Scherer R, Godoy HT (2009) Antioxidant activity index (AAI) by the 2,2-diphenyl-1-picrylhydrazyl method. Food Chem 112:654–658
Sindhu R, Gnansounou E, Binod P, Pandey A (2016) Bioconversion of sugarcane crop residue for value added products - an overview. Renew Energ 98:203–215. https://doi.org/10.1016/j.renene.2016.02.057
Teclu D, Tivchev G, Laing M, Wallis M (2009) Determination of the elemental composition of molasses and its suitability as carbon source for growth of sulphate-reducing bacteria. J Hazard Mater 161:1157–1165. https://doi.org/10.1016/j.jhazmat.2008.04.120
Tsouko E, Kachrimanidou V, Dos Santos AF, do Nascimento Vitorino Lima ME, Papanikolaou S, de Castro AM, Freire DM, Koutinas AA (2017) Valorization of By-Products from Palm Oil Mills for the Production of Generic Fermentation Media for Microbial Oil Synthesis. Appl Biochem Biotechnol 181:1241–1256. https://doi.org/10.1007/s12010-016-2281-7
Wang R, Shaarani S, Md Godoy LC, Melikoglu M, Vergara CS, Koutinas A, Webb C (2010) Bioconversion of rapeseed meal for the production of a generic microbial feedstock. Enz Microb Technol 47:77–83. https://doi.org/10.1016/j.enzmictec.2010.05.005
Xiao ZJ, Liu PH, Qin JY, Xu P (2007) Statistical optimisation of medium components for enhanced acetoin production from molasses and soybean meal hydrolysate. Appl Microbiol Biotechnol 74:61–68
Xu Q, Li S, Huang H, Wen J (2012) Key technologies for the industrial production of fumaric acid by fermentation. Biotechnol Adv 30:1685–1696. https://doi.org/10.1016/j.biotechadv.2012.08.007
Zhang J, Geng A, Yao C, Lu Y, Li Q (2012) Effects of lignin-derived phenolic compounds on xylitol production and key enzyme activities by a xylose utilizing yeast Candida athensensis SB18. Bioresour Technol 121:369–378
Zhang K, Yu C, Yang S-T (2015) Effects of soybean meal hydrolysate as the nitrogen source on seed culture morphology and fumaric acid production by Rhizopus oryzae. Process Biochem 50:173–179. https://doi.org/10.1016/j.procbio.2014.12.015
Zhang L, Li X, Yong Q, Yang S-T, Ouyang J, Yu S (2016) Impacts of lignocellulose-derived inhibitors on L-lactic acid fermentation by Rhizopus oryzae. Bioresour Technol 203:173–180. https://doi.org/10.1016/j.biortech.2015.12.014
Zhou Y, Du J, Tsao GT (2000) Mycellial Pellet Formation by Rhizopus oryzae ATCC 20344. Appl Biochem Biotechnol 84–86:779–89
Zhou Z, Du G, Hua Z, Zhou J, Chen J (2011) Optimisation of fumaric acid production by Rhizopus delemar based on the morphology formation. Bioresour Technol 102:9345–9349. https://doi.org/10.1016/j.biortech.2011.07.120
Funding
This work was funded by Petrobras (Brazil) (project 2012/00320-2) and the National Council for Scientific and Technological Development of the Ministry of Science, Technology, and Innovation (CNPq/MCTI) through the Special Visiting Researcher fellowship (process number: 313772/2013-4).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Responsible editor: Philippe Garrigues
Rights and permissions
About this article

Cite this article
Papadaki, A., Papapostolou, H., Alexandri, M. et al. Fumaric acid production using renewable resources from biodiesel and cane sugar production processes. Environ Sci Pollut Res 25, 35960–35970 (2018). https://doi.org/10.1007/s11356-018-1791-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-018-1791-y