
Abstract
Digital image correlation of scanning electron microscope images is a powerful technique for measuring full-field deformation at microstructural length scales. A major challenge in applying this technique is the fabrication of speckle patterns small enough to facilitate full-field measurements with high spatial resolutions and at high magnifications. Current approaches are inconsistent, damaging to the substrate, or highly substrate dependent, which requires researchers to recalibrate or develop new patterning approaches when changing materials systems. Here, multi-layered Au, Ti, and Ag sputtered coatings are reconfigured in a NaCl solution to quickly form DIC-appropriate speckle patterns. Our proposed technique is shown to be substrate independent, as demonstrated on neat epoxy, Ti-6Al-4V titanium alloy, and tetragonal zirconia polycrystal samples, and allows for controllable particle distributions by varying the sputtered Ag layer thickness. Patterns produced by the proposed technique enable the use of correlation window (subset) sizes smaller than 1 μm, small enough to capture highly localized deformation gradients at material discontinuities areas. Capabilities of this method in characterizing highly heterogeneous deformation conditions at sub-micron scales are demonstrated by measuring localized deformations in a single fiber model composite system.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The combination of scanning electron microscopy (SEM) with digital image correlation (DIC) in the past decade has been a significant advancement in the area of full-field measurement, facilitating deformation characterization at reduced length scales and higher resolutions compared with conventional optical DIC [1,2,3,4]. However, the ability of SEM-DIC to capture deformation response at small scales is associated with significant challenges and limitations such as image distortion, drift and the application of an appropriate speckle pattern.
Following the pioneering work of Sutton et al. [1,2,3], characterizing and minimizing image distortion in SEM-based DIC have been the subject of numerous studies over the past decade [4,5,6,7,8]. Methods to identify and eliminate the main sources for SEM image distortion while maintaining displacement and strain noise floors at the lowest levels possible have now been implemented in commercial DIC software packages [9].
The other major challenge in the application of SEM-DIC for high resolution measurements is the production of an appropriate speckle pattern that (1) is sufficiently fine and has enough contrast with the substrate to enable use of smaller subset sizes and capture deformation localization at significantly small length scales, (2) is reproducible while being facile and controllable in production, and (3) applicable on a wide range of samples regardless of the substrate material. Several patterning methods appropriate for SEM-DIC measurements have been introduced in the literature. Chemical vapor thin film rearrangement [10] produces appropriate surface patterns, but is both inconsistent and substrate-dependent [11]. Since the sample is exposed to relatively high temperatures (T > 60 °C) for long times [10], this method is not ideal for temperature sensitive materials. Focused ion beam (FIB) patterning is highly consistent but major limitations with this approach include its destructive nature and time requirement [11]. Patterns produced by depositing nanoparticles (NPs) have enabled measurement of small-scale deformations for a wide range of materials including polymers [12, 13], fiber-reinforced polymer matrix composites [14, 15], ceramic matrix composites [16] and metals [17,18,19]. NP deposition is an effective method of small scale patterning for several material systems. A particular shortcoming of this method is the tendency of particles to agglomerate, especially as particle size reduces [11], requiring ultrasonication and other techniques to break up particle agglomerates. Another limitation associated with NP patterning is non-homogeneous dispersion when the deposition solution does not evaporate quickly, sometimes referred to as a ‘coffee-ring’ effect. Finally, adhesion of nanoparticles to the substrate depends on the surface characteristics of both materials, often requiring a trial-and-error process to identify the optimal patterning protocol [14]. The latter challenge is intensified for the case of heterogeneous materials due to intrinsic differences in adhesion of the particles to different materials [20]. Guo et al. [20] recently reported a modified technique for self-assembly of Au NPs, facilitating production of small-scale DIC patterns applicable to highly heterogeneous substrates. The method outlined in [20] enables application of speckle patterns with a wide range of average particle size, from 10 to 50 nm, depending on the solution concentration and soaking duration. A specific disadvantage of this method is the requirement for exposure to relatively high temperatures (100 °C) and long soaking times. These process parameters exclude the technique for certain materials, e.g. polymers, polymer composites and other moisture/temperature sensitive materials. Other techniques capable of producing micron size speckle patterns have also been successfully used to measure deformations at grain and sub-grain levels in metallic samples, including template patterning [21], micro-stamping [22], corrosion patterning [23], and e-beam lithography [24, 25]. The latter process has been mostly considered for EBSD-assisted crystal plasticity studies performed on metals and alloys.
In this paper, we introduce a method that produces a wide range of characteristic speckle pattern sizes and does not damage the sample. Our method, shown schematically in Fig. 1, is based on a modified thin film reconfiguration approach to form nanoparticles, does not require high temperature/humidity conditions, is applicable to a wider range of materials, and is highly controllable in terms of particle size and distribution. A systematic study is conducted to investigate the influence of various process parameters on the final pattern. A key objective is to utilize this patterning technique for polymers and polymer composites, which are easily damaged in the SEM due to buildup of heat and charge. The patterning technique is used to characterize interfacial properties and deformation around a single glass fiber embedded in an epoxy resin. This case study validates the ability of the patterning method to capture high resolution deformations fields. Patterns are also applied on Ti-6Al-4V titanium alloy and tetragonal zirconia polycrystal (TZP) ceramic samples, demonstrating the applicability of this method to a range of substrates.

Procedure to produce speckle patterns through Ag thin film reconfiguration, shown schematically at different times of solution exposure
Materials and Methods
Thin Film Reconfiguration
Initial surface preparation for all substrate materials began with polishing the sample surface to a smooth finish (1 μm diamond suspension) followed by cleaning with isopropanol and an anionic detergent (Alconox) in deionized water. After drying, samples were secured to a substrate holder using Kapton tape. A magnetron sputtering system (Orion-8, AJA International Inc., North Scituate, MA) with initial chamber pressure below 10−7 Torr was used to deposit thin metal coatings onto the sample surface using the deposition settings in Table 1 and an argon gas flow of 3 × 10−3 Torr.
As shown in Fig. 1, four different coating layers are deposited on the sample surface. First, a 3 nm thick Ti layer is deposited to improve the adhesion between the substrate and subsequent layers. This layer ensures that the coating remains attached to the substrate and has enough ductility to deform with the substrate to relatively large strains. Ti has a higher surface energy and thus enhances the wettability of the surface and results in a more uniform distribution of the following layers [26]. Next, a 56 nm Au layer is deposited to dissipate heat, dissipate charge, and significantly reduce the damaging effects of the electron beam interaction with the sample [14]. The Au layer is not required for the reconfiguration process, but a sufficient thickness of the Au layer to mitigate electron beam damage, i.e. 56 nm, was determined through a systematic study [27]. A second Ti layer is applied to promote adhesion and protect the sublayers from undesirable interactions with the NaCl solution applied for reconfiguration [28]. Finally, an Ag layer is deposited. When exposed to NaCl solution, the Ag film reconfigures and forms the desired DIC pattern. Size and distribution of the final speckle pattern is controlled by adjusting the Ag layer thickness.
NaCl was purchased from Sigma-Aldrich and mixed with distilled water to create a 1 wt.% solution. As-coated sample surfaces were then exposed to the dilute NaCl solution at room temperature before being cleaned with distilled water and allowed to dry. Agitation is not required and was not applied during NaCl exposure. The multi-layered coating covering the entire surface area of the sample protects it from potential damage or swelling from exposure to the NaCl solution. Because the process is conducted at room temperature, the possibility of thermally-induced damage on temperature-sensitive samples is minimized. Hence, our approach is promising for soft polymers and polymer-based composites.
The two primary process parameters in the patterning approach are Ag film thickness and solution exposure time. The thickness of the Ag coating was varied to change the resulting particle size distribution after reconfiguration. Ag film thicknesses tested included 2, 4, 8, 10, 15, and 20 nm. The exposure time to solution was also varied between 15 and 120 min to monitor the progression of thin film reconfiguration. Variable Ag thickness/time studies were performed on neat epoxy samples.
Patterns were applied to three different substrates (epoxy, Ti-6Al-4V alloy and TZP) using consistent process parameters. A 10 nm thick Ag layer and solution exposure time of 120 min were used for comparing patterns on the substrates. The patterns can be removed by wiping the specimen surface with a cotton swab soaked in acetone, with adhesive tape, or by mechanical polishing.
Analysis Methods
After reconfiguration, samples were imaged directly in the SEM (Quanta 450 FEG, FEI Company, Hillsboro, OR) in high vacuum mode without further conductive coating. An acceleration voltage of 10 kV, working distance of 10 mm, resolution of 6144 × 4048 pixels, and total dwell time of 10 μs were used to capture images for further particle analysis. The magnification was modulated to both resolve the particles and have enough particles in the field of view for accurate statistics: 15,000× (5.1 nm/pixel) for 2 and 4 nm Ag film patterns, 10,000× (6.8 nm/pixel) for 8 and 10 nm film patterns, and 5000× (13.6 nm/pixel) for 15 and 20 nm film patterns.
Particle analysis was performed in Python 3® using the Scikit-image package. The high resolution SEM images were thresholded using Otsu’s method and singular pixels were removed using a morphological opening. The area of each particle was measured. Diameters for non-circular particles were estimated using the equation \( {d}_p=2\times \sqrt{A/\pi } \), where dp is the equivalent circle-area particle diameter, and A is the area. The smallest particles in each distribution, on the order of one pixel, are not accurately represented in the distribution but make up only a small fraction of the particles.
Following a previously established approach to quantify the performance of each pattern for DIC [2, 4], four SEM images (two translated pairs) of each sample were captured with an acceleration voltage of 10 kV, working distance of 10 mm, resolution of 3072 × 2048, dwell time of 1 μs, and 4× line integration [1] were captured at 1000×, 3000×, and 6000× magnifications (pixel size of 68, 23, and 11 nm respectively). Image pairing and line integration were necessary to minimize drift and rastering distortions, the details of which are found elsewhere [1,2,3,4, 9].
Images were correlated in Vic-2D (Correlated Solutions, Inc.) and subset sizes were varied between 11 and 101 pixels. The fraction of uncorrelated subsets was recorded as a function of subset size [26]. Step size, hst = 2 pixels and a strain filter size, n = 5 were used in all measurements. Keeping step size and strain filter low is a key factor in characterization of local strains in samples that exhibit sharp strain variabilities [28, 29].
Single Glass Fiber Model Composite
A single epoxy compatible sized glass fiber with a diameter of ca. 23 μm provided by AGY (Aiken, South Carolina) was embedded in a Huntsman Aradur/Araldite 8605 epoxy system. The sample was cured according to the manufacturer’s recommended full cure schedule. The cured sample was sectioned and polished to a dimension of 2 × 2 × 25 mm, wherein the through-thickness fiber was located at the centerline. The location of the single fiber was selected such that it is sufficiently far from the specimen ends, assuring the application of nominally uniform far-field stresses. A DIC pattern with appropriate speckle size was applied on the surface using 10 nm initial Ag film thickness for tests at 3000× magnification.
Transverse Tensile Testing of Model Composite
Transverse tensile experiments were conducted using a miniature load frame (SEMTester, MTI Instruments, Albany, NY), with the capability to operate in an ultra-high vacuum SEM chamber. The tensile frame is shown in Fig. 2. Sample ends were fixed inside grips of the tensile frame. Depending on the resolution and number of line integrations used in SEM imaging, acquisition of a single image requires several seconds to minutes. Therefore, load was not applied continuously. The sample was loaded in steps, and a pair of images were captured at each step. A vacuum pressure lower than 5 × 10−5 Torr, working distance of 10 mm, dwell time of 1 μm, acceleration voltage of 10 kV, 4× line integration, spot size of 3, and resolution of 3072 × 2048 pixels were used for all secondary electron images in the SEM during mechanical testing.

Miniature load frame for in situ SEM mechanical testing (Load cell capacity: 1250 N). The motor voltage and load-cell readouts were fed through a vacuum port to a data acquisition board and LabView virtual instrument
Film Reconfiguration and Pattern Characterization
Reconfiguration Mechanisms and Variables
Mechanisms by which thin film coating reconfiguration occur have been studied in the literature [30,31,32]. Reconfiguration mechanisms depend on the thin film material, chemistry and concentration of the solution, exposure time, temperature, etc. For the specific case of Ag film reconfiguration, Koike et al. [31] proposed that the aggregation of silver atoms around chloride ions breaks up the uniform solid film, causing it to dewet and form Ag aggregates. Chloride ions do not penetrate a Ti thin film [28], therefore the upper sputtered Ti film serves as a boundary layer to protect lower layers and the sample surface from interaction or reconfiguration from chloride, if sensitive.
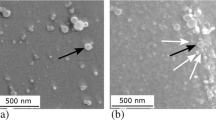
Several process parameters contribute to the morphology of a reconfigured thin solid film. However, to reduce the number of variables, we only focus on the two most practically-significant parameters, namely film thickness and exposure time. Figure 3 shows time-lapse SEM images for a 20 nm thick Ag film, highlighting the role of exposure time. After 15-min the onset of the reconfiguration process has already occurred. Film reconfiguration progresses with time resulting in a discontinuous pattern of Ag aggregates that have enough contrast with the subsequent layers and substrate to be used for DIC measurements.

Evolution of speckle pattern formation. SEM images of a 20 nm sputtered Ag film showing pattern formation after (a) 15 min, (b) 30 min, (c) 60 min, (d) 90 min, and (e) 120 min in a 1 wt.% NaCl solution
A variety of Ag film thicknesses were investigated. All films reconfigured within 2 h of exposure. However, thinner Ag films required less time to form particles compared to thicker films, where 2 nm Ag films had completely reconfigured by 15 min, 4 nm films within 20 min, and 8 or 10 nm films within 1 h. As shown in Fig. 4, increasing the Ag film thickness results in a significant change in particle size, distribution and morphology of the pattern. The smallest speckle pattern consisted of well-distributed isolated islands developed from a 2 nm thick Ag coating. As film thickness increases, feature size significantly increased and the morphology changed to interconnected islands. These observations are consistent with previous studies performed on reconfiguring Au films [10].

Control of particle size by varying Ag film thickness. SEM images from reconfigured sputtered Ag films formed after 2 h in solution from an initial film thicknesses of (a) 2 nm, (b) 4 nm, (c), 8 nm, (d) 10 nm, (e) 15 nm, and (f) 20 nm
Pattern Characterization
The particle size distributions of patterns formed from Ag films of different thicknesses are summarized in Fig. 5(a). Increasing the initial Ag film thickness results in a significant increase of the feature size. Additionally, the particle size becomes more polydisperse as the initial film thickness increases. As shown in Fig. 5(b), the mean, median, 90th percentile, and third quartiles of particle size increase with Ag film thickness, and the range between first and third quartiles also increases. Figure 5(b) also reveals that the mean speckle size is reasonably approximated as a linear function of the initial Ag film thickness. The smallest Ag film thickness studied in this work was 2 nm which resulted in 25 nm mean speckle sizes. Although we did not explore the possibility of achieving smaller particle sizes, we expect that smaller patterns could be fabricated by reconfiguring thinner initial Ag coatings. Although smaller speckle patterns have been reported previously by Guo et al. [20], a key advantage of our methods is that the sample does not require exposure to harsh and potentially damaging environments, such as high temperature [10, 20].

Characterization of particle size. (a) Particle size distributions from SEM image analysis of patterns reconfigured from different initial Ag film thickness. (b) Particle distribution statistics as a function of initial Ag film thickness
As reported by Rajan et al. [29] for highly skew distributions such as those observed here, the median is not an appropriate measure of a DIC pattern quality due to the relatively low sensitivity to the presence of small or large particles. Since larger particles dictate the dimensions of correlation subsets in a DIC analysis, 90th percentile particle size is as a better characteristic of a speckle size distribution. Increasing the initial Ag film thickness from 2 to 20 nm, results in a 7× increase in 90th percentile particle size, dp.
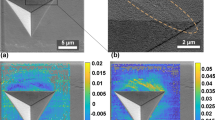
Characterization of highly heterogeneous deformation patterns with steep gradients requires the use of an optimal combination of subset size, subset spacing, and strain filters. Care must be taken to ensure that subset size is comparable with the length scales over which deformation gradients occur. Also, the combination of subset spacing and strain filter must be selected such that the product of the two parameters (i.e. the size of the virtual strain gage) is sufficiently small to capture highly localized strain fields [30, 33]. Figure 6 illustrates the effect of subset size on the extent of correlation for different initial Ag film thicknesses and at various magnifications. At the lowest magnification examined (1000×), complete correlation was achieved with patterns fabricated from 15 and 20 nm Ag films using a 17 pixel subset size. This subset size is equivalent to a 1.15 μm correlation windows, setting an upper bound for the width of local deformation gradients that can be resolved at this magnification.

Correlation of different pattern sizes for translated image sets. Variation of extent of correlation with subset size at (a) 1000×, (b) 3000×, and (c) 6000× magnification. Full correlation is achieved using subsets sizes of 17 pixel (1150 nm), 17 pixel (380 nm), and 21 pixel (240 nm) at 1000×, 3000×, and 6000×, respectively. (d) Representative subsets (A-F) which achieve full correlation are shown for select patterns, magnifications, and subset sizes. Insets A, C and E show the best performing patterns, whereas insets B, D, and F show the worst performing patterns in terms of minimum achievable subset size with full correlation at each respective magnification
As the magnification increases, complete correlation is achieved using smaller subset dimensions. The smallest subset dimensions for “full correlation” in which 100% of the subsets within the area of interest are correlated [29] at 3000× and 6000× are 380 and 240 nm (17 and 21 pixels), respectively. This behavior is consistent with previous reports [29] and is due to the reduced physical dimensions of pixels at higher magnifications. At lower magnifications, the dimensions of extremely fine particles become equal to or smaller than the pixel size, as shown in the subset inset B of Fig. 6(d). In such cases, the occurrence of aliasing results in poor correlation and severely biased displacement estimates [33]. At all magnifications, the rule of thumb for achieving optimal correlation [29, 33], i.e. hsub > 3hsp, is satisfied (hsub and hsp denote subset and speckle size, respectively).
Application to Different Substrate Materials
We investigated the formation of speckle patterns on three representative material systems: polycrystalline Ti-6Al-4V alloy, tetragonal zirconia polycrystal and epoxy. Figure 7 shows representative speckle patterns produced on these three substrate materials. The resulting patterns are remarkably similar and uniform with mean particle sizes of 84 ± 25, 87 ± 22, and 86 ± 28 nm for the ceramic, metal, and polymer respectively. This pattern size is particularly relevant for crystal plasticity studies of metals and alloys [34,35,36]. Particle size distributions for the different substrates are also shown in Fig. 8, confirming repeatability across substrates.

Reproducible patterns created on different substrates. Representative SEM images of speckle patterns produced from 10 nm Ag films after 2 h in solution on (a) Titanium 6Al-4V, (b) etched tetragonal zirconia, (c) neat epoxy

Particle distributions for different substrate materials. The mean particle size for ceramic, metal, and polymer substrate materials were 84 ± 25, 87 ± 22, and 86 ± 28 nm, respectively
Case Study: Single- Glass Fiber in Epoxy
Deformation Response
We applied the method to create a speckle pattern on a single glass fiber model composite specimen and subsequently measured the in-plane deformation response under transverse uniaxial tensile loading. In our experiments, the sample was loaded in steps with image pairs captured at each step. Image pairs were later analyzed for distortion corrections following the approach proposed in [4, 9]. Tensile load was applied until visible debonding and crack formation were observed. SEM images of the sample surface were captured at multiple loading steps before and after fiber debonding and crack formation. Full-field deformation of the fiber and the surrounding matrix were calculated using DIC. SEM image defocusing occurred after each load increment due to slight out-of-plane displacements caused by the Poisson effect. This out-of-plane displacement caused a more significant defocusing on the matrix regions due to their lower stiffness. The image defocusing, if left uncorrected, introduces significant errors in the image-based deformation mapping [20]. To counter the effect of defocusing in this work, we performed refocusing by manually re-adjusting the z-position of the SEM stage after each load increment. Figure 9 shows the evolution of the horizontal in-plane strain component, εxx, at increasing far-field tensile stress levels. At stresses below 2.5 MPa, the strain field remained relatively uniform. Upon further load increase, high strain concentration bands were formed near the fiber edges, oriented perpendicular to the load direction. Subsequent debonding initiated from these high strain bands, propagating along the fiber perimeter as loading was increased. The strain in the higher modulus glass fiber remained low (nearly zero) throughout the loading.

SEM-DIC strain analysis of single glass fiber/epoxy specimens. Contour maps show the distribution of horizontal in-plane strain, εxx, at various far-field stress levels. Tensile load is applied along x-direction
Complete debonding of the fiber occurred at approximately 7.5 MPa, after which relaxation of the strain neighboring matrix region became evident. Increasing the far-field load further resulted in strain concentration areas symmetrically above and below the fiber, leading to transverse crack formation and propagation into the matrix.
Error Analysis
Two measurements of error, bias and noise, were carried out for the single fiber model composite experiment following a well-established approach in the literature [30, 37]. Several stationary images were acquired prior to the onset of loading from which bias and strain noise floors were identified. Noise and bias were determined after distortion correction steps described earlier. Image sets were correlated using subset size of 380 nm for 3000× magnifications. Step size and strain filter were selected to be 21 nm and 51, the combination of which is small enough to capture highly localized deformation that occur across the fiber-matrix interface at sub-micron length-scales. The bias and noise floor values were determined as 33 με and 2.32 × 103 με, respectively. The extremely small bias indicates negligible error due to image distortion or sample charging. We also considered smaller strain filters in this data, but the strain noise floor increased significantly. Reducing the strain filter can facilitate the measurement of highly localized deformations over smaller length scales but at the cost of strain noise [29, 30]. A strain filter of 51 was selected as it was small enough to facilitate the characterization of local deformation heterogeneities, while sufficiently large to ensure that strain noise floors were at least one order of magnitude smaller than the actual strain data.
Analysis of Interfacial Failure
Figure 10(a) shows a single-fiber sample after complete debonding and matrix cracking. This image was used to identify critical failure initiation locations, from which correlation between far-field load and local extension data was extracted. Three 3.2 μm long virtual extensometers, denoted as E1 to E3, were placed at different locations to extract local extension as a function of the far-field load (and stress) data. Figure 10(b) shows variations of local horizontal extension as a function of the applied far-field tensile load and stress. Prior to this investigation, the smallest subset size reported for measurement of the local deformation field at the fiber-matrix interface was 2.2 μm [15]. Here we have demonstrated that subset size reduction can be successfully achieved through the application of our patterning technique. Subset size reduction enables measurement of local deformations at smaller length scales.

Analysis of deformation after interfacial failure. (a) Image of a single-fiber sample used to identify critical failure locations from which local extension data are extracted and plotted in (b). Ei virtual extensometer length is 3.2 μm. Far-field load and stress at which fiber/matrix debonding and matrix cracking initiate are shown in (b) via schematics presented in (c)
The other advantage of performing measurements at these length scales is that the data can be directly used in characterization of cohesive laws at reduced length scales. Accurate cohesive laws are the most crucial requirement for Cohesive Zone Modeling (CZM) techniques, which have been widely applied to predict damage initiation and growth in composites [38]. Interfacial damage initiation at small length scales has been studied using pure computational methods [39, 40] or hybrid modeling/experimental techniques with relatively low resolution measurement capabilities [41]. Successful implementation of both direct measurements and hybrid computational/experimental techniques has been established to strongly depend on the resolution and accuracy of the measurements performed at small scales [42]. In the future, the techniques presented here may enable accurate measurement of crack tip displacement δ and the energy release rate G in situ. Traction-separation laws can then be directly identified by taking the derivative of the δ-G curves [43, 44].
Conclusion
A procedure was developed to produce DIC speckle patterns with particle sizes suitable for mechanical testing in a scanning electron microscope. The pattern was produced by the reconfiguration of sputtered Ag layers exposed to a chloride ion solution. High quality, uniform patterns were produced repeatably on a variety of substrate materials, including epoxy, titanium 6-4 alloy, and tetragonal zirconia polycrystal. Intermediate layers of Au and Ti deposited underneath the Ag layer protected the sample against e-beam damage and minimized the effect of charging. DIC patterns were systematically characterized to identify optimal subset sizes applicable in full-field deformation measurements at imaging magnifications of 1000×, 3000×, and 6000× (pixel sizes of 68, 23, and 11 nm). Subset sizes with full correlation for these three magnifications were achieved at 1.15 μm, 380 nm, and 240 nm respectively. As a case study, a high-resolution speckle pattern was applied to a single-glass-fiber model composite sample loaded in transverse tension inside an SEM chamber and imaged at 3000× magnification. The bias and noise floor values during testing were 33 με and 2.32 × 103 με. The resulting local deformation and strain fields were analyzed and the resulting interfacial failure process captured.
References
Sutton MA, Li N, Joy DC, Reynolds AP, Li X (2007) Scanning electron microscopy for quantitative small and large deformation measurements part I: SEM imaging at magnifications from 200 to 10,000. Exp Mech 47:775–787
Sutton MA, Li N, Garcia D, Cornille N, Orteu JJ, McNeill SR, Schreier HW, Li X, Reynolds AP (2007) Scanning electron microscopy for quantitative small and large deformation measurements part II: experimental validation for magnifications from 200 to 10,000. Exp Mech 47:789–804
Li N, Sutton MA, Li X, Schreier HW (2007) Full-field thermal deformation measurements in a scanning electron microscope by 2D digital image correlation. Exp Mech 48:635–646
Kammers AD, Daly S (2013) Digital image correlation under scanning electron microscopy: methodology and validation. Exp Mech 53:1743–1761
Stinville JC, Echlin MP, Texier D, Bridier F, Bocher P (2016) Pollock. Sub-grain scale digital image correlation by electron microscopy for polycrystalline materials during elastic and plastic deformation. Exp Mech 56:197–216
Maraghechi S, Hoefnagels JPM, Peerlings RHJ, Geers MGD (2018) Correction of scan line shift artifacts in scanning electron microscopy: an extended digital image correlation framework. Ultramicroscopy 187:144–163
Jiang R, Pierron F, Octaviani S, Reed PAS (2017) Characterisation of strain localisation processes during fatigue crack initiation and early crack propagation by SEM-DIC in an advanced disc alloy. Mater Sci Eng A 699:128–144
Di Gioacchino F, da Fonseca JQ (2015) An experimental study of the polycrystalline plasticity of austenitic stainless steel. Int J Plast 74:92–109
Correlated Solutions, Incorporated (2016) 121 Dutchman Blvd, Irmo, SC 29063. www.correlatedsolutions.com
Scrivens WA, Luo Y, Sutton MA, Collette SA, Myrick ML, Miney P, Colavita PE, Reynolds AP, Li X (2007) Development of patterns for digital image correlation measurements at reduced length scales. Exp Mech 47:63–77
Kammers AD, Daly S (2011) Small-scale patterning methods for digital image correlation under scanning electron microscopy. Meas Sci Technol 22:125501
Berfield TA, Patel JK, Shimmin RG, Braun PV, Lambros J, Sottos NR (2007) Micro- and nanoscale deformation measurement of surface and internal planes via digital image correlation. Exp Mech 47:51–62
Berfield TA, Patel JK, Shimmin RG, Braun PV, Lambros J, Sottos NR (2006) Fluorescent image correlation for nanoscale deformation measurements. Small 2:631–635
Mehdikhani M, Aravand M, Sabuncuoglu B, Callens M, Lomov SV, Gorbatikh L (2016) Full-field strain measurements at the micro-scale in fiber-reinforced composites using digital image correlation. Compos Struct 140:192–201
Canal LP, Gonzales C, Molina-Aldareguia JM, Sequrado J, Llorca J (2012) Application of digital image correlation at the microscale in fiber-reinforced composites. Compos Part A 43:1630–1638
Tracy J, Daly S, Sevener K (2015) Multiscale damage characterization in continuous fiber ceramic matrix composites using digital image correlation. J Mater Sci 50:5286–5299
LePage WS, Ahadi A, Lenthe WC, Sun QP, Pollock TM, Shaw JA, Daly SH (2018) Grain size effects on NiTi shape memory alloy fatigue crack growth. J Mater Res 33:91–107
Chen Z, Daly SH (2017) Active slip system identification in polycrystalline metals by digital image correlation (DIC). Exp Mech 57:115–127
Guery A, Hild F, Latourte F, Roux S (2016) Slip activities in polycrystals determined by coupling DIC measurements with crystal plasticity calculations. Int J Plast 81:249–266
Guo SM, Sutton MA, Li N, Li XD, Wang LW, Rajan S (2017) Measurement of local thermal deformations in heterogeneous microstructures via SEM imaging with digital image correlation. Exp Mech 57:41–56
Biery N, De Graef M, Pollock TM (2003) A method for measuring microstructural-scale strains using a scanning electron microscope: applications to γ-titanium aluminides. Metall Mater Trans A 34:2301–2313
Ruggles TJ, Bomarito GF, Cannon AH, Hochhalter JD (2017) Selectively electron-transparent microstamping toward concurrent digital image correlation and high-angular resolution electron backscatter diffraction (EBSD) analysis. Microsc Microanal 23:1091–1095
Githens A, Daly S (2016) Patterning corrosion-susceptible metallic alloys for digital image correlation in a scanning electron microscope. Strain 53:e12215
Guery A, Latourte F, Hild F, Roux S (2014) Characterization of SEM speckle pattern marking and imaging distortion by digital image correlation. Meas Sci Technol 25:015401
Shi Q, Roux S, Latourte F, Hild F, Loisnard D, Brynaert N (2018) On the use of SEM correlative tools for in situ mechanical tests. Ultramicroscopy 184:71–87
Vitos L, Ruban AV, Skriver HL, Kollar J (1998) The surface energy of metals. Surf Sci 411:186–202
Montgomery CB (2018) Multiscale characterization of carbon Fiber-reinforced epoxy composites. Dissertation, University of Illinois at Urbana-Champaign
Koike K, Yamazaki F, Okamura T, Fukuda S (2007) Improvement of corrosion resistance of transparent conductive multilayer coating consisting of silver layers and transparent metal oxide layers. J Vac Sci Technol A 25:527–531
Rajan VP, Rossol MN, Zok FW (2012) Optimization of digital image correlation for high strain mapping of ceramic composites. Exp Mech 52:1407–1421
Koohbor B, Ravindran S, Kidane A (2017) Experimental determination of representative volume element (RVE) size in woven composites. Opt Lasers Eng 90:59–71
Koike K, Fukuda S (2008) Multilayer transparent electrode consisting of silver alloy layer and metal oxide layers for organic luminescent electronic display device. J Vac Sci Technol A 26:444–454
Repetto L, Batic BS, Firpo G, Piano E, Valbusa U (2012) Ion induced spinodal dewetting of thin solid films. Appl Phys Lett 100:223113
Sutton MA, Orteu JJ, Schreier HW (2009) Image correlation for shape, motion and deformation measurements – basic concepts, theory and applications. Springer, New York
Efstathiou C, Sehitoglu H, Lambros J (2010) Multiscale strain measurements of plastically deforming polycrystalline titanium: role of deformation heterogeneities. Int J Plast 26:93–106
Orozco-Caballero A, Lunt D, Robson JD, da Fonseca JQ (2017) How magnesium accommodates local deformation incompatibility: a high-resolution digital image correlation study. Acta Mater 133:367–379
Tasan CC, Hoefnagels JPM, Diehl M, Yan D, Roters F, Raabe D (2014) Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int J Plast 63:198–210
Bing P, Hui-min X, Bo-qin X, Fu-long D (2006) Performance of sub-pixel registration algorithms in digital image correlation. Meas Sci Technol 17:1615–1621
Yang Q, Cox B (2005) Cohesive models for damage evolution in laminated composites. Int J Fract 133:107–137
Kusch VI, Shmegera SV, Brondsted P, Mishnaevsky L Jr (2011) Numerical simulation of progressive debonding in fiber reinforced composite under transverse loading. Int J Eng Sci 49:17–29
Tavara L, Mantic V, Graciani E, Paris F (2011) BEM analysis of crack onset and propagation along fiber–matrix interface under transverse tension using a linear elastic–brittle interface model. Eng Anal Bound Elem 35:207–222
Totten KR, Kutub B, Carlsson LA (2016) In situ determination of the fiber–matrix interface tensile strength. J Compos Mater 50:589–599
Gowrishankar S, Mei H, Liechti KM, Huang R (2012) A comparison of direct and interative methods for determining traction-separation relations. Int J Fract 177:109–128
Svensson D, Alfredsson KS, Biel A, Stigh U (2014) Measurement of cohesive laws for interlaminar failure of CFRP. Compos Sci Technol 100:53–62
Garcia IG, Mantic V, Graciani E (2015) Debonding at the fibre-matrix interface under remote transverse tension. One debond or two symmetric debonds? Eur J Mech A-Solid 53:75–88
Acknowledgements
This work has been supported through a grant No. FA9550-12-1-0445 to the Center of Excellence on Integrated Materials Modeling (CEIMM) at Johns Hopkins University, awarded by the AFOSR/ Aerospace Materials for Extreme Environments Program (Program Manager Dr. Ali Sayir) and AFRL/RX (Monitors Drs. C. Woodward and C. Przybyla). This work was carried out in part in the Frederick Seitz Materials Research Laboratory Central Research Facilities, University of Illinois. The authors also gratefully acknowledge Professor Scott R. White for his helpful insight and discussions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Montgomery, C., Koohbor, B. & Sottos, N. A Robust Patterning Technique for Electron Microscopy-Based Digital Image Correlation at Sub-Micron Resolutions. Exp Mech 59, 1063–1073 (2019). https://doi.org/10.1007/s11340-019-00487-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-019-00487-2