
Abstract
Three fringe photoelasticity (TFP) can give the total fringe order from a single colour isochromatic fringe field by suitably comparing the colour with a calibration specimen. The fringe order evaluation can be erroneous when the materials for the calibration specimen and the application specimen are different. This is because of the colour variation between the two materials. This is conventionally handled by preparing individual calibration tables for each application. A new methodology to tune the calibration table obtained for a single material to accommodate the tint variation in TFP is proposed for the use of different specimen materials. Discontinuities in fringe order variation are smoothed using the refined TFP (RTFP) procedure. The elegance of the new methodology for solving a multi-material system is bought out by solving the problem of a bi-material Brazilian disc. The results obtained are compared with the phase shifting technique.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Use of a colour code to identify fringe gradient direction and to assign approximately the total fringe order has become an accepted method in conventional photoelasticity. Three fringe photoelasticity (TFP) is an extension of this technique in digital domain. The total fringe order at a point of interest in the actual model is then established by comparing the R, G and B values at the point of interest with that of the calibration table. The colours tend to merge beyond fringe order three, and hence the technique is termed as three-fringe photoelasticity (TFP) [1]. Since, R, G and B values of a colour image are used, it is also known as RGB photoelasticity (RGBP) [2]. Three fringe photoelasticity (TFP) can give the total fringe order from a single colour isochromatic fringe field. This is very helpful in situations where one attempts to analyse time varying phenomena. TFP also comes in handy for situations where the number of fringes available for data interpretation is small such as in stress frozen slices.
Though various noise reduction strategies have been developed for use in conjunction with TFP for improving the results [1–3], there has been little attention to the influence of colour difference between the application specimen and the calibration specimen. Even if the material used is the same, due to heat treatment (stress freezing, annealing etc.) of the specimen, a colour mismatch may occur. This is studied in this paper with specimens made of different materials and a new technique to solve the erroneous identification of fringe order in such cases is proposed. The result thus obtained is further improved by a refined TFP (RTFP) technique. For the sake of completeness the methodology of TFP and RTFP are briefly presented.
2 Methodology of TFP
In TFP/RGBP one has to compare the RGB values of a point with the calibrated RGB values assigned with known fringe orders so as to determine the fringe order at a given data point. Ideally, RGB values have to be unique for any fringe order. However, in view of experimental difficulties, the RGB values corresponding to a data point may not exactly coincide with the RGB values in the calibration table. For any test data point, an error term ‘e’ is defined as [4]
where, subscript ‘e’ refers to the experimentally measured values for the data point and ‘c’ denotes the values in the calibration table. The calibration table is to be searched until the error ‘e’ is a minimum. For the R c , G c and B c values thus determined, the calibration table provides the total fringe order. Total fringe order is thus estimated for each pixel over the domain. To appreciate the effectiveness of the evaluation in a global sense, the result can be represented in the form of an image (Appendix).
3 Effect of Specimen Colour on TFP
To understand the effect of specimen colour on fringe order evaluation using TFP, two calibration specimens of beam under four point bending are prepared with different materials. One of the specimen materials is epoxy, cast in-house and the other is polycarbonate (commercially available as PSM sheets from Photoelastic Division, Measurements Group). The specimens are loaded such that at the top and bottom edges of the specimens one observes a fringe order of 3. The respective dark field isochromatics for epoxy and polycarbonate specimens are recorded using a 3CCD camera (Sony XC003P).
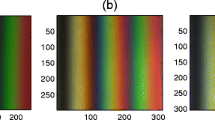
In order to visualise the colour variation, red, green and blue intensities for each of the specimens with respect to fringe order are plotted in Fig. 1. One can observe that the intensities of RGB are lower in the case of epoxy specimen [Fig. 1(a)] compared to those of the polycarbonate specimen [Fig. 1(b)].

RGB variation corresponding to fringe order variation from zero to three in case of (a) Epoxy specimen (b) Polycarbonate
4 A New Equivalent Table Approach for Colour Adaptation
Use of a single calibration table can help to simplify the use of TFP in an industrial environment. A simple way to use a single table is to modify the RGB variation of the calibration specimen recorded equivalent to that as if the application specimen material has been used for making the calibration specimen. This can be done if the shift in individual RGB values due to tint variation between the calibration and application specimens is estimated and incorporated suitably. To exploit fully the advantages of TFP, the methodology adopted should use only a minimum number of additional images.
Let the calibration specimen of beam under four point bending be made of polycarbonate material and the application specimen be made of epoxy material. Following the standard procedure mentioned earlier, the calibration table is prepared for the polycarbonate specimen. Since the application material is made of a different material, the calibration table meant for polycarbonate needs to be modified. In order to do that, the RGB variation of the bright field image corresponding to zero-load for both the calibration and application specimens are obtained initially. Since small variations may be present in the R, G, and B values, an average of individual R, G and B intensities for a small region (tile) on the image is calculated. Let the values for the calibration specimen be R zc , G zc and B zc and for the application specimen be R ze , G ze and B ze .
An equivalent calibration table is prepared from the calibration table of polycarbonate material by modifying the RGB intensities for each colour as [5]
where R mi , G mi and B mi are the RGB values in the modified calibration table at ith row and R ci , G ci and B ci are the RGB values at ith row of the original calibration table. The fringe order N for each row is not modified in the equivalent table.
RGB variation of the colour code table meant for polycarbonate specimen after modification by the proposed method for use with epoxy specimens is shown in Fig. 2(a). One can observe that the dominance of green and blue is reduced and the RGB variation is very similar to that of epoxy [(Fig. 1(a)]. A small variation still exists when compared to epoxy but the overall trend in individual colours are similar. The average error in the grey level of R, G and B intensities are 14, 15 and 10 respectively. In a similar way, an equivalent calibration table is prepared from the calibration table of epoxy material for use with polycarbonate material and the RGB variation is shown in Fig. 2(b). The average error in the grey level of R, G and B intensities are 15, 22 and 18 respectively.

(a) RGB variation for polycarbonate colour code table after modification by the proposed method to use for epoxy specimens. (b) RGB variation for epoxy colour code table after modification by the proposed method to use for polycarbonate specimens
5 Application of Equivalent Table Approach to Beam Under Four Point Bending
Fringe order variation for the polycarbonate beam specimen is evaluated by TFP using the polycarbonate calibration table and for a central portion of the beam, the fringe order variation is shown as an image in Fig. 3. This is an ideal case of using a colour code table obtained from the same material. Figure 4(a) shows the image representation of the same specimen obtained by the proposed technique using colour code from a different material (epoxy). Though some small streaks are seen in Fig. 3, the streaks now are more prominent. These need to be removed. This is solved by refined three fringe photoelasticity (RTFP) which is explained next.

Image representation of fringe order by ordinary TFP for polycarbonate beam under four point bending with colour code table from the same specimen (polycarbonate)

Image representation of fringe order obtained (a) for polycarbonate specimen using equivalent table made from epoxy colour code table (b) streaks removed by RTFP
6 Refined Three Fringe Photoelasticity
The streaks in fringe image denotes a discontinuity in fringe order. Since, only colour information is used in TFP there could be error in fringe order identification. To maintain the continuous variation of fringe order one has to bring in other information related to the problem. The variation of principal stress difference is continuous and this could be judiciously used to order fringes. With this in view, the equation (1) is modified as [6]
where N p is the fringe order obtained for the neighbourhood pixel to the point under consideration in the application specimen and N is the fringe order at the current checking point of the calibration table. A multiplication factor K is used to have control on the performance of equation (3). The magnitude of K has to be selected iteratively and a value of 100 is found to be suitable for most purposes. The modified equation is applied only for the erroneous zone to effect refinement. This can be achieved by creating a tile or boundary around the erroneous zone. The fringe order variation of polycarbonate specimen [Fig. 4(a)] after refinement is shown in Fig. 4(b). The intensity variation is smooth in Fig. 4(b), indicating fringe order continuity and effectiveness of using equation (3).
7 Epoxy Disc Under Diametral Compression Using Polycarbonate Table
Fringe order variation in an epoxy disc (Diameter = 60 mm, load = 492 N and \( F_{\sigma } = 12.16{\text{N}} \mathord{\left/ {\vphantom {{\text{N}} {{{\text{mm}}} \mathord{\left/ {\vphantom {{{\text{mm}}} {{\text{fringe}}}}} \right. \kern-\nulldelimiterspace} {{\text{fringe}}}}}} \right. \kern-\nulldelimiterspace} {{{\text{mm}}} \mathord{\left/ {\vphantom {{{\text{mm}}} {{\text{fringe}}}}} \right. \kern-\nulldelimiterspace} {{\text{fringe}}}} \)) under diametral compression is solved using the calibration table obtained for polycarbonate material. Excessive noise is visible in Fig. 5(a), demonstrating that very poor results are obtained when an inappropriate calibration table is used directly. Figure 5(b) shows the zero-load bright field image. Using this an equivalent table for epoxy is constructed from the calibration table meant for polycarbonate material. Figure 5(c) shows the result using the equivalent table approach. A small amount of noise is present still. It is removed by RTFP and the results are shown in Fig. 5(d). The comparison of the fringe order variation with theory [7] along the diametral line AB is shown in Fig. 5(e) and along an arbitrary line CD is shown in Fig. 5(f). The graphs show that the results obtained using the modified polycarbonate colour code table matched closely the results obtained using the epoxy colour code table.

Fringe order evaluation of epoxy disc by TFP using the calibration table meant for polycarbonate material (a) Image representation of fringe order data by TFP using polycarbonate table (b) Zero-load bright field of epoxy disc used for construction of proposed equivalent table (c) Image representation of fringe order using equivalent table (d) Removal of streaks in ‘c’ using RTFP. Comparison of fringe order variation with theory along the (e) diametral line AB (f) arbitrary line CD. Result obtained from a calibration table using the same material is also plotted in the graphs for comparison
8 TFP on Brazilian Disc
The newly developed colour adaptation technique is an elegant approach to the study of multi material systems. In many industrial applications one uses different percentage (%) of hardener to modify the material property to closely simulate the prototypes with different components made of different materials. In the present study, use of the technique proposed is applied to a bi-material Brazilian disc which is the commonly used specimens in the study of bi-material interface. Dark field isochromatic of a Brazilian disc (diameter = 60 mm, load = 103 N) is shown in Fig. 6(a). The top portion of the disc is made of polycarbonate material \( {\left( {F_{\sigma } = 7N \mathord{\left/ {\vphantom {N {{mm} \mathord{\left/ {\vphantom {{mm} {fringe\;{\text{for}}}}} \right. \kern-\nulldelimiterspace} {fringe\;{\text{for}}}\lambda = 589.3{\text{nm}}}}} \right. \kern-\nulldelimiterspace} {{mm} \mathord{\left/ {\vphantom {{mm} {fringe\;{\text{for}}}}} \right. \kern-\nulldelimiterspace} {fringe\;{\text{for}}}\lambda = 589.3{\text{nm}}}} \right)} \) and the bottom portion is made of epoxy material \( {\left( {F_{\sigma } = 12.51N \mathord{\left/ {\vphantom {N {{mm} \mathord{\left/ {\vphantom {{mm} {fringe\;{\text{for}}}}} \right. \kern-\nulldelimiterspace} {fringe\;{\text{for}}}\lambda = 589.3{\text{nm}}}}} \right. \kern-\nulldelimiterspace} {{mm} \mathord{\left/ {\vphantom {{mm} {fringe\;{\text{for}}}}} \right. \kern-\nulldelimiterspace} {fringe\;{\text{for}}}\lambda = 589.3{\text{nm}}}} \right)} \). Since two materials are present, the specimen is segmented into two for analysis. TFP is applied for each region using the tables meant for each material. The result is shown in Fig. 6(b), which is further improved by RTFP [Fig. 6(c)]. Thus one needs two calibration tables to solve this class of problem. Figure 7(a) shows the fringe order variation for the polycarbonate material using polycarbonate table and for the epoxy material using the equivalent table constructed out of the polycarbonate table. The streaks in Fig. 7(a) are removed by applying RTFP and is shown in Fig. 7(b), which closely matches with Fig. 6(c). To construct the equivalent table, a bright field image of the Brazilian disc at zero load is recorded.

TFP on bi-material Brazilian disc using respective calibration tables (a) Dark field isochromatics under diametral compression (b) Fringe order variations obtained by TFP using polycarbonate table for the top half disc and epoxy table for the bottom half (c) Streaks removed using RTFP

Fringe order evaluation of bi-material Brazilian disc using a single calibration table of polycarbonate. (a) Image representation of fringe order data by TFP using equivalent table made from polycarbonate for the whole disc (b) Streaks removed by RTFP
In order to validate the results, the problem is also solved using the six-step phase shifting technique (PST) with a monochromatic light source [4]. Figure 8(a) shows the phase map obtained. Ambiguous zones in the phase map are corrected using the standard procedure [8] and the results are shown in Fig. 8(b). The total fringe order obtained by unwrapping [8] after smoothing [9] the data is shown in Fig. 8(c). The results obtained from the newly proposed colour adaptation technique and PST for representative lines on regions of both the materials are shown in Fig. 9. It can be noted that the wavelength corresponding to the tint of passage for white light is 577 nm and the wavelength of monochromatic light used for PST is 589.3 nm. To account for this, the result from PST is multiplied by a factor of \( {\left( {{589.3} \mathord{\left/ {\vphantom {{589.3} {577 = 1.021}}} \right. \kern-\nulldelimiterspace} {577 = 1.021}} \right)} \) in Fig. 9. Figure 10 shows the error in fringe order for both the plots shown in Fig. 9. The average error for the polycarbonate region is 0.02 and the maximum error is 0.06 fringe order. On the other hand the average error for the epoxy region is 0.05 and the maximum error is 0.2.

PST on bi-material Brazilian disc (a) Phase map obtained by six step PST (b) Phase map after ambiguity removal (c) Unwrapped (d) Smoothed

Use of single colour code table (of polycarbonate material) in TFP for the bi-material Brazilian disc in comparison with PST. (a) Fringe order variation along the line AB \( {\left( {y \mathord{\left/ {\vphantom {y {R = }}} \right. \kern-\nulldelimiterspace} {R = }0.46} \right)} \) where disc material is polycarbonate. (b) Fringe order variation along the line CD \( {\left( {y \mathord{\left/ {\vphantom {y {R = }}} \right. \kern-\nulldelimiterspace} {R = } - 0.72} \right)} \) where disc material is Epoxy. TFP result using the table from same material (epoxy) is also shown

Error plot for the use of single colour code table (from polycarbonate material) in TFP for the bi-material Brazilian disc in comparison with PST. (a) Along the line AB \( {\left( {y \mathord{\left/ {\vphantom {y {R = }}} \right. \kern-\nulldelimiterspace} {R = }0.46} \right)} \) where disc material is polycarbonate. (b) Along the line CD \( {\left( {y \mathord{\left/ {\vphantom {y {R = }}} \right. \kern-\nulldelimiterspace} {R = } - 0.72} \right)} \) where disc material is epoxy. TFP result using the table from same material (epoxy) is also shown
9 Conclusion
A new technique is proposed for tuning the colour code table developed for one material in TFP for use with another material. For this an extra bright field image recorded at zero load is used. Since this is done only once, before loading, the advantage of TFP, namely of using a single image for total fringe order evaluation is preserved. The validity of the proposed technique is demonstrated with different example problems. One of the example problems solved was a Brazilian disc where two materials were joined together. One can observe the advantage of using a single table in this case very clearly. Extension of this technique to analyse stress frozen models requires a sample of any shape to be taken from the model material and be kept in the stress freezing oven to go through the same thermal cycling without any load. This sample could be used for recording the tint of the stress frozen specimen for modifying the calibration table.
References
Ramesh K, Deshmukh SS (1996) Three fringe photoelasticity-use of colour image processing hardware to automate ordering of isochromatics. Strain 32(3):79–86.
Ajovalasit A, Barone S, Petrucci G (1995) Towards RGB photoelasticity: full-field automated photoelasticity in white light. Exp Mech 35(3):193–200.
Govindarajan R (1997) Development of Advanced Digital image Processing Algorithms for Photoelastic Analysis. M. Tech Thesis, IIT Kanpur.
Ramesh K (2000) Digital photoelasticity: advanced techniques and applications. Springer-Verlag, Berlin, Germany.
Madhu KR (2005) Total fringe order evaluation in digital photoelasticity, M. S. Thesis, IIT Madras.
Madhu KR, Ramesh K (2005) Noise immune colour difference formula in three fringe photoelasticity, CD Proceedings of the International Conference on Experimental Mechanics, New Delhi; September 10–15.
Timoshenko S (1922) On the distribution of stresses in a circular ring compressed by two forces acting along a diameter. Phil Mag S-6 44(263):1014–1019.
Sai Prasad V, Madhu KR, Ramesh K (2004) Towards effective phase unwrapping in digital photoelasticity. Opt Lasers Eng 42(4):421–436.
Ramji M, Ramesh K (2005) Isoclinic parameter unwrapping and Smoothening in digital photoelasticity, CD Proceedings of the International Conference on Optics and Optoelectronics, Dehradun; December 12–15.
Author information
Authors and Affiliations
Corresponding author
Appendix
Appendix
1.1 Representation of Fringe Order Data as an Image
In order to visually appreciate the performance of TFP, it is desirable that the result is represented as an image. The value of fringe order is a real number whereas the digital image has to be an array of integer values. This requires some processing and approximation of the fringe order data. The fringe order obtained by TFP for all points on the specimen image is saved as an array of floating point values in a file for further processing. The fringe order data are converted into a set of grey level values using the equation
where f(x, y) is the fringe order at point (x, y), B is the maximum fringe order of the calibration table (three in most cases), g(x, y) is the grey level value at the point (x, y) and INT [R] is the nearest integer of R.
Rights and permissions
About this article
Cite this article
Madhu, K.R., Prasath, R.G.R. & Ramesh, K. Colour Adaptation in Three Fringe Photoelasticity. Exp Mech 47, 271–276 (2007). https://doi.org/10.1007/s11340-006-9012-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-006-9012-x