
Abstract
Citric acid (CA) is one of the most important products of fermentation in the world. A great variety of agro-industrial residues can be used in solid state fermentation. Aspergillus niger parental strain (CCT 7716) and two strains obtained by mutagenesis (CCT 7717 and CCT 7718) were evaluated in Erlenmeyer flasks and glass columns using citric pulp (CP) as substrate/support, sugarcane molasses and methanol. Best results using glass columns (forced aeration) were found in the fourth day of fermentation: 278.4, 294.9 and 261.1 g CA/kg of dry CP with CCT 7716, CCT 7718 and CCT 7717, respectively. In Erlenmeyer flasks (aeration by diffusion) CA reached 410.7, 446.8 and 492.7 g CA/kg of dry CP with CCT 7716, CCT 7718 and CCT 7717, respectively. The aeration by diffusion improved CA production by the three strains. A data acquisition system specially developed for biotechnological processes analysis was used to perform the respirometric parameters measurement.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Citric acid (CA) has a wide variety of applications. About 70 % of CA produced is intended for food and beverage industries, 12 % for the pharmaceutical industry and 18 % for other industries. CA is a versatile and innocuous alimentary additive. It is accepted worldwide as GRAS (generally recognized as safe), approved by the Joint FAO/WHO Expert Committee on Food Additives (Pandey et al. 2001; Soccol and Vandenberghe 2003). In the food industry it is used in wide scale as acidulate due its lower toxicity and high solubility (Kapoor et al. 1982). CA is used in animal feeds to form soluble, easily digestible chelates of essential metal nutrients, enhance response to antibiotics, enhance flavor to increase food uptake, to control gastric pH and improve the efficiency of the feed. In the slaughter operation, sodium citrate is used to prevent the coagulation or clotting of fresh blood (Oasis 2008). Due to the numerous applications and low price of CA, consumption is expected to grow strongly, and considering slight price increases until 2009, the market value for CA will exceed $2 billion (Partos 2005), which shows the need of searching new alternative technologies and on the reduction of the costs of CA production (Vandenberghe 2000).
Different methods of fermentation can lead to different yields of CA production by the same strain. Recently an increase in the number of reports using solid-state fermentation processes (SSF) is observed as a good alternative in relation to submerged fermentation (Soccol et al. 2006).
A great variety of substrates, mainly agro-industrial residues and by-products can be used for CA production by SSF (Table 1) (Dhillon et al. 2011; Karthikeyan and Sivakumar 2010; Bari et al. 2009; Khosravi-Darani and Zoghi 2008; Kumar et al. 2003; Vandenberghe et al. 2000). There are cellulosic supports such as straws, rinds, bagasses, brans and others that possess high fiber content allowing high water absorption and, consequently, high moisture content (Kolicheski 1995). The use of residues as support/substrate on SSF is economically and environmentally important. Besides, it aggregates value to agricultural and agro-industrial residues (Vandenberghe 2000; Soccol et al. 2006; Kolicheski 1995; Soccol 1996; Pandey et al. 2000).
Citric pulp (CP) is a solid by-product of the juice industry obtained in the process of orange juice extraction. Other residues are also generated such as rinds, seeds and orange pulp, which means 50 % of total fruit weight. Its annual exportation is around a million of tons. CP, which is generally used in ruminant feed, has been shown price decreases due to the high availability of seeds and grains that are destined to animal consumption (Abecitrus 2008). Sucorrico S.A. produces 50.000 tons of CP bran per year (Rodrigues et al. 2011). Once these citric residues are rich in carbohydrates and other nutrients, they are viable substrates for CA production by SSF.
The industrial CA production is carried out using Aspergillus niger, due to its high capacity to accumulate the acid when compared to others microorganisms (Yokoya 1992; Crolla and Kennedy 2001). The increase in CA productivity has been achieved using mutation and strains selection. Strains with certain characteristics, such as enhanced CA production and increased rate of fermentation have been previously selected after subjecting the genetic material to physical or chemical mutagenic agents (Ikram-ul et al. 2001; Griffiths et al. 2006). The most frequently used method is the mutagenesis by ultraviolet irradiation (UV) (Table 2) (Lotfy et al. 2007; Ikram-ul et al. 2004; Conte and Marin 2003; Hamissa et al. 1992). The random mutations caused by UV can provide a strain with a higher capacity of CA production when compared to the control strain CA production.
One of the most important factors of SSF with filamentous fungus, at both the laboratory and industrial scale, is the estimation of biomass. Current methods, used in liquid fermentation, cannot be applied in SSF. This is due to the intense adhesion of filamentous fungal mycelium to the solid substrate/support and the SSF system’s heterogeneity. Therefore, indirect measurements are necessary, such as O2 consumption and CO2 production as the result of the metabolic activity of microorganisms. In addition, the metabolic activity changes during the different growth phases, and may be employed for estimation of biomass biosynthesis and evaluation of maintenance coefficients. Several researchers used respirometry analyses to evaluate the gas effluents from the bioreactor (CO2 and O2) in order to control fermentation and to evaluate microbial activities (Soccol and Vandenberghe 2003; Grewal and Kalra 1995).
The main objective of this study was to obtain a mutant strain with higher CA production under SSF using an alternative substrate, compare the results obtained in CA production studies performed in different bioreactors. These studies will be employed in the achievement of a high CA concentration product that could be applied in feed in substitution of a commercial CA. The feasibility of using a different acquisition system instead of gas chromatographer to analyze the process behavior as well as the post parameters estimation by specific software are also demonstrated in this work.
Materials and methods
Substrate preparation
Citric pulp (CP) was gently provided by Cargill Agrícola S.A, São Paulo (Brazil), and it was already dried and pelletized. Pellets were previously crushed in a grinder to obtain a suitable particle size between 0.8 and 2.0 mm.
Microorganisms
Aspergillus niger CCT 7716 strain was isolated from sugarcane bagasse, in the Bioprocess Engineering and Biotechnology Laboratory (UFPR). Mutants of A. niger CCT 7718 and A.niger CCT 7717 were obtained by aleatory mutagenesis induced by UV irradiation. These strains were submitted at tropical culture collection Andre Tosello, Campinas, São Paulo, Brasil. They were maintained in a glass test tube with inclined PDA (Potato Dextrose Agar) medium, from which the microorganisms were replicated. Each strain was incubated for growth during 6 days at 28 °C and kept at 4 °C for 2 months.
UV irradiation conditions
The spore suspension of the strain A. niger CCT 7716 was diluted 10−4 and further transferred to a Petri dish. The UV radiation was diffused above the suspension for 2 min to obtain 5 % of spores’ survival. In a dark ambient, the spores’ suspension, which was treated with UV light, was diluted to 10−3 dilution in order to achieve 30 colonies per plate. 0.1 mL of the dilution was inoculated in PDA medium and incubated at 28 °C during 48 h. Samples were placed in closed metal tubes with light protection. After mutation selected strains were maintained in PDA medium.
Spores suspension
The spores were produced in 250 mL Erlenmeyer flasks with 50 mL of PDA medium previously sterilized at 121 °C for 15 min. After cooling (45–55 °C), the medium was inoculated with a spore suspension prepared from agar slants containing PDA medium, with the addition of 5 mL of distilled water, 1 drop of Tween 80 and glass pearls previously sterilized. Each Erlenmeyer containing PDA medium was inoculated with 0.2 mL of the spore suspension and incubated during 7 days at 28 °C.
The spores were recovered from the medium surface using 30 mL of a 0.01 % Tween 80 solution, glass pearls and 1 stirring bar. The solution was kept under agitation during 15 min with a magnetic agitator. The suspension obtained was stored at 4 °C for at least 7 days.
Solid-state fermentation for CA production
Two different systems of aeration were used: aeration by diffusion in Erlenmeyer flasks and forced aeration in glass column bioreactors. A kinetics study was conducted in column bioreactors, where the following parameters were monitored each 24 h: moisture, aw (water activity), pH, sugar consumption, biomass, O2 consumed, CO2 production, and CA production. In Erlenmeyer flasks only CA production was analyzed, using the optimized conditions achieved in previous works, in order to emphasize the comparison between two types of aeration in CA production.
Fermentation in Erlenmeyer flasks (diffusion aeration)
Parental and mutant strains of A. niger were tested in SSF with CP as substrate using the following physical chemical conditions: the addition of a nutritive solution containing sugarcane molasses (120 g/L of total sugars) and methanol (4 % w/v) was necessary to adjust the initial moisture to 65 %, at pH 5.5. The fermentation was conducted at 30 °C during 4 days in 250 mL Erlenmeyer flasks. The inoculation rate was 107 spores per g of substrate.
Fermentation in columns (forced aeration)
SSF was conducted in glass columns bioreactors (4 cm diameter and 20 cm length) containing 30 g of dry substrate. The initial moisture of CP was adjusted to 65 % with the nutritive solution and the inoculated substrate was placed inside the column bioreactors, which were capped at both ends with cotton filters and connected to humidifiers (Fig. 1). Then, the columns were immersed in a water bath with the temperature controlled at 30 °C during 96 h. Saturated air passed through the columns continuously in order to maintain the moisture of the medium. The airflow was adjusted to 60 mL min−1. The microorganism respiratory metabolism was evaluated by determining the O2 consumption and CO2 production.

Acquisition System: 1 air pump, 2 air distribution system, 3 humidifiers, 4 fermentation columns immersed in a water bath with controlled temperature reactor, 5 Structure with the sensors, 6 Controllers Panel, 7 computer with data acquisition and control software
Analytical methods
CA was extracted using solid–liquid extraction in a proportion of 1:10 g of fermented substrate: mL of deionized water consisted by maceration and then homogenized for 15 min with a magnetic stirrer at room temperature. Then, this mixture was vacuum filtered with Whatman Nº 1 filter paper. The filtrated was centrifuged under 4500 rpm for 20 min. pH was determined by using a digital pHmeter. The supernatant was then diluted (1:4) with ultra pure water and filtered through a 0.45 μm membrane and stored in a microtube. Samples were subjected to high performance liquid chromatography (HPLC) analysis using a Shimadzu LC-10AD at 60 °C, 5 mM H2SO4 as mobile phase at a flow-rate of 0.6 mL/min. CA was detected in the column eluate by a differential refractometer (Shimadzu RID-10A). Sugars consumption was also determined using the Somogyi-Nelson method (Somogyi 1945).
Biomass analysis by ergosterol
Biomass was analyzed using the ergosterol method (Carvalho et al. 2006). 1 g of the fermented samples and 0.5 g of dry biomass growth in liquid medium were set in glass flasks to which 2 mL of analytical grade ethanol and 1 mL of 2 M NaOH were added. Flasks were agitated, closed and incubated at 70 °C for 60 min, with periodic agitation. After incubation, 2 mL of 1 M hydrochloric acid were added, and after agitation 1 mL of 1 M KHCO3 and 4 mL of n-hexane were added. The mixture was agitated, transferred to a test tube and centrifuged so as to separate light and heavy phases. The light phase (n-hexane) was separated, and a new extraction was performed again with 4 mL n-hexane, followed by a last extraction with 2 mL n-hexane. The extract in the organic phase was evaporated under vacuum (200 mmHg) at 35 °C, suspended in 500 μL n-hexane and filtered through a PVDF membrane.
The extracts were analyzed in an HPLC Varian ProStar, with a C18 column and a PDA (photodiode array) detector at 282 nm. The mobile phase was pure methanol with a flow rate of 1 mL/min. The retention time was 16 min for the standard, consisted of an ergosterol PA solution prepared in the different concentrations from 125 to 1 000 μg/mL. The baseline was determined with 10 mL of pure hexane.
Data acquisition system
A new on line data acquisition system was developed to monitor and control fermentation parameters, designed under LAquis platform (LCDS, Brazil). Inlet and outlet O2 and CO2, respectively, from the column were monitored using an oxygen sensor (sensor model O2-A2 Alphasense Ltd. UK) and CO2 sensor (sensor model GMT220 Vaisala Carbocap. Finland) (Sturm et al. 2008a). A transmitter RHT-DM (Novus) measured air humidity and the outlet temperature. PID controllers (Novus), connected in a Modbus protocol net, were used to transfer data from the sensors. Biomass was estimated by the determination of different important parameters: O2 consumption, CO2 production, the evolution of process temperature, air flow (sensor model GFM AALBORG, USA) and respirometric quotient during SSF with the employment of the Software Fersol 2 (Sturm et al. 2008b) (Fig. 4) instead of using a gas chromatography system (Nishio et al. 1979). This software was developed to allow control, acquisition and recording of data.
Hence the software Fersol 2 was able to calculate the consumed O2 and produced CO2 in order to perform the respirometry calculations (Rodríguez-León et al. 1988). Each 24 h, samples of the columns were analyzed for biomass determination using the ergosterol method (Pandey et al. 2001; Carvalho et al. 2006). Kinetic parameters such as O2 uptake rate and volumetric flow of CO2 (L/h) were calculated by mass balance analysis as described by Rodríguez-León et al. 1988 (Grewal and Kalra 1995). According to Rodríguez-Fernández et al. (2012) it is possible to easily calculate the biomass (Xn) by software solution. To estimate the biomass (Xn), according to a method described by Pandey et al. (2001), it is necessary to make adjustments in the biomass curve, using some real measured values, determined by ergosterol method or others, and the initial process conditions.
The parameters such as process yield, specific growth rate at the exponential phase, and maintenance coefficient were then determined using the software Fersol 2, which estimated biomass growth curve and its logarithmic phase.
Results and discussion
In a column bioreactor, the substrate moisture changes during fermentation due to the saturated air passing through the medium. SSF was carried out in columns with forced aeration using initial moisture of 65 % (optimized in Erlenmeyer flasks) with A.niger parental strain (CCT 7716) and two mutants (CCT 7717 and CCT 7718) with CP as substrate. The highest CA production by CCT 7716 (278.38 g of CA/kg of dry CP) was achieved in 96 h of fermentation (Fig. 2). CA production reached CCT 7718 (294.96 g of CA/kg of dry CP) and CCT 7717 (261.15 g of CA/kg of dry CP). The mutant CCT 7718 was the best CA producer when compared to the reference strain CCT 7716 after the same time and process conditions.

O2 consumption and CO2 production by A. niger CCT 7716, CCT 7717 and CCT 7718 in SSF using column bioreactors
These results are inferior to those observed in Erlenmeyer flasks (410.78 g of CA/kg of CP with CCT 7716, 446.89 g of CA/kg of CP with CCT 7718 and 492.79 g of CA/kg of CP with CCT 7717 in 4th day of fermentation). This fact could be explained by the importance of having a CO2 rich atmosphere. The restriction of the microorganism growth is an important factor in organic acid production. Studies proved that growth limitation stimulated by the high CO2 concentration leads to a high CA accumulation (Vandenberghe 2000). This fact proves that CA production in SSF process could be industrially developed using the Koji technique (perforated tray-type bioreactors).
For the direct application in animal feed, it is necessary a production above 300 g of CA/kg of dry matter. The results obtained in this study must be transferred to a semi-pilot scale that intends to obtain a good reproducibility of the production of a product rich in CA that might be used in animal feeding.
In SSF, the cellular biomass may be estimated indirectly through metabolic measurement. O2 consumption and CO2 production are the result of metabolic activity of microorganisms from which they obtain the necessary energy for growth and maintenance.
All the strains showed the same pattern of O2 consumption and CO2 production (Fig. 3). The highest respiration rates (O2 consumption and CO2 production) were observed in 20 h of fermentation, which may be related to the higher biomass formation. After 97 h of fermentation, an abrupt fall of the CO2 production is detected in the medium and the respiration rate remains low until nearly 106 h of fermentation, when it softly increases until it gets constant. Those results are in agreement with the fact that the highest CA production occurs in almost 96 h of fermentation, where it may be verified that the lowest respiration rates are necessary for producing high CA concentrations.

CA production by parental and mutant strains by SSF in column bioreactor
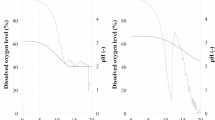
In a work reported by Castro et al. 2002, an increase in biomass production was observed with the highest water activity (aw) (Raimbault 1997). The aw has remained roughly constant with values over 0.9, which provides a suitable environment for microorganisms development. The passage of saturated air, through the packed medium, allowed slight change in the fermented moisture during process. It was followed by a sharp drop in pH from 2nd day justified by the beginning of the CA accumulation in the fermentation medium. From the 3rd day the values of pH stabilized at approximately 3.2 (Fig. 4).

Results of moisture, pH reduction and sugar consumption obtained for strains by SSF in column bioreactor
The adaptation phase of strains to the fermentation medium occurred in the first 24 h, when sugars consumption and CA production began. The initial concentration of total sugars was 484.7 g/kg of dry CP considering the composition of the CP (190.3 ± 0.252 g of total sugars/kg of dry CP). The formation of mycelium was identified after 48 h, when the consumption of non-reducing sugars started, due to the fact that A. niger has no ability to hydrolyze sucrose in the early phase of growth. After the mycelium formation, the extracellular invertase enzyme is formed and cleaves the sucrose molecule in acid medium. Then, the sugars concentration starts to decrease faster (Fig. 4), stabilizing at 7 % of total sugars for CCT 7716, 2.8 % for CCT 7718 and 3 % for CCT 7717. These low sugar concentrations are limiting for fungus survival, which try to use other carbon sources as the CA itself for its maintenance. This fact was observed with the decrease in CA concentration after 120 h of fermentation.
Figure 5 shows the curves for biomass production as estimated by the software Fersol 2 for the three strains CCT 7716, 7717 and 7718. It is clear that CA production is partially growth-associated. The estimated data of biomass (by Fersol 2) were compared to the determined biomass values from experimental extraction by ergosterol method (Table 3).

Estimated biomass during CA production by SSF with Aspergillus niger CCT 7716, CCT 7717 and CCT 7718
According to Table 3 , although small values were found to Yx/o parameter, which represents the conversion of oxygen in biomass, Yx/o was higher for CCT 7718 mutant compared to the same parameter for CCT 7716 and CCT 7717. The higher specific growth rate (μ) were also found to CCT 7718, which presented the lower maintenance coefficient (m) compared to others two strains.
Because of the small concentration of biomass produced, practically all the parameters observed in the Table 3 have are values very small, except the maintenance coefficient that had its values increased because of its definition as the biomass rate divided by the amount of biomass, hence it is proportional inverted. It does not imply in a real maintenance requirement, but only an indication parameter.
The sensor application was able to measure all the interest parameter values. Due to its connection with the Data Acquisition System, it was possible to analyze the whole process behavior, recording real time values, and after perform the calculations and respectively comparisons about biomass and CA production dependence.
References
Abecitrus (2008) http://www.abecitrus.com.br/subprobr.html. Accessed Mar 2008
Bari MN, Alam MZ, Muyibi SA, Jamal P, Al-Mamun A (2009) Improvement of production of citric acid from oil palm empty fruit bunches: optimization of media by statistical experimental designs. Bioresour Technol 100:3113–3120
Carvalho JC, Pandey A, Oishi BO, Brand D, Rodriguez-León JA, Soccol CR (2006) Relation between growth, respirometric analysis and biopigments production from Monascus by solid-state fermentation. Biochem Eng J 29:262–269
Castro MFPM, Gragagnolo N, Valentini SRT (2002) The relationship between fungi growth and aflotoxin production with ergosterol content of corn grains. Braz J Microbiol 33(1):22–26
Conte APF, Marin JM (2003) Selection of 5-fluorocytosine-resistant mutants from an Aspergillus niger citric acid-producing strain. Braz J Microbiol 34:1–4
Crolla A, Kennedy KJ (2001) Optimization of citric acid production from Candida lipolytica Y-1095 using n-paraffin. J Biotechnol 89(1):27–40
Dhillon GS, Brar SK, Verma M, Tyagi RD (2011) Apple pomace ultrafiltration sludge—a novel substrate for fungal bioproduction of citric acid: optimisation studies. Food Chem 128:864–871
Grewal HS, Kalra KL (1995) Fungal production of citric acid. Biotechnol Adv 13(2):209–234
Griffiths AJF, Wesller SR, Lewontin RC, Gelbart WM, Suzuki DT, Miller JH (2006) Introdução à genética, 8th edn. Guanabara Koogan, Brazil
Hamissa FA, El-Abyad MS, Abdu A, Gad AS (1992) Raising potent UV mutants of Aspergillus niger van tieghen for citric acid production from beet molasses. Bioresour Technol 39:209–213
Ikram-ul H, Khurshid S, Ali S, Ashraf H, Qadeer MA, Rajoka MI (2001) Mutation of Aspergillus niger for hyperproduction of citric acid from black strap molasses. World J Microbiol Biotechnol 17:35–37
Ikram-ul H, Ali S, Qadeer MA, Iqbal J (2004) Citric acid production by selected mutants of Aspergillus niger from cane molasses. Bioresour Technol 93:125–130
Kapoor KK, Chaudhary K, Tauro P (1982) Citric acid. In: Reed G (ed) Prescott e dunn’s industrial microbiology, 4th edn. A VI Publishing Co. Inc., Westport
Karthikeyan A, Sivakumar N (2010) Citric acid production by Koji fermentation using banana peel as a novel substrate. Bioresour Technol 101:5552–5556
Khosravi-Darani K, Zoghi A (2008) Comparison of pretreatment strategies of sugarcane baggase: experimental design for citric acid production. Bioresour Technol 99:6986–6993
Kolicheski MB (1995) Produção de Ácido Cítrico por Fermentação no Estado Sólido utilizando como substrato Bagaço de Mandioca. Curitiba, Dissertação (Mestrado em Tecnologia Química)—Setor de Tecnologia, UFPR, f 137
Kumar D, Jain VK, Shanker G, Srivastava A (2003) Utilisation of fruits waste for citric acid production by solid state fermentation. Process Biochem 38:1725–1729
Lotfy WA, Ghanem KM, El-Helow ER (2007) Citric acid production by a novel Aspergillus niger isolate:I. Mutagenesis and cost reduction studies. Bioresour Technol 98:3464–3469
Nishio N, Tai T, Nagai S (1979) Hydrolase production by Aspergillus niger in solid state cultivation. Eur J Appl Microbiol Biotechnol 8:263–270
Oasis (2008) Citric acid in use. http://nature-oasis.blogspot.com/2008/09/citric-acid-in-use.html. Accessed Mar 2008
Pandey A, Soccol CR, Nigam P, Soccol VT, Vandenbergue LPS, Mohan R (2000) Biotechnological potential of agro-industrial residues. II: cassava bagasse. Bioresour Technol 74:81–87
Pandey A, Soccol CR, Rodriguez-Leon JA, Nigan P (eds) (2001) Solid state fermentation in biotechnology—fundamentals and applications. Asiatech Publishers Inc., New Delhi, p 221
Partos L (2005) ADM closes citric acid plant as Chinese competition bites http://www.foodproductiondaily.com/news/ng.asp?n-62537-adm-citric-acidulant. Accessed Mar 2005
Raimbault M (1997) General and microbial aspects of solid state fermentation. In: International training Course on Solid State Fermentation, FMS 97, 6-10 OCTOBRE, Curitiba, Brasil, Documento ORSTOM, Montpellier, França
Rodrigues C, Rossi SC, Spier MR, Medeiros ABP, Vandenberghe LPS, Soccol VT, Pandey A, Soccol CR (2011) Citric pulp and sub-products of thecitric juice industry used assubstrates in bioprocesses (Chapter 07). In: Soccol CR, Pandey A, Soccol VT, Larroche C (org). Advances in bioprocesses in food industry, vol 1, 1ª ed. Asiatech publishers, inc, New delhi, pp 121–135
Rodríguez-Fernández DE, Rodríguez-León JA, de Carvalho JC, Karp SG, Sturm W, Parada JL, Soccol CR (2012) Influence of airflow intensity on phytase production by solid-state fermentation. Bioresour Technol 118:603–606
Rodríguez-León JA, Sastre L, Echevarria J, Delgado G, Bechstedt W (1988) A mathematical approach for the estimation of biomass production rate in solid-state fermentation. Acta Biotech 8:307–310
Soccol CR (1996) Biotechnological products from cassava roots by solid-state fermentation. J Sci Ind Res 55:358–364
Soccol CR, Vandenberghe LPS (2003) Overview of applied solid-state fermentation in Brazil. Biochem Eng J 13:205–218
Soccol CR, Vandenbergue LPS, Rodrigues C, Pandey A (2006) New perspectives for citric acid production and application. Food Technol Biotechnol 44(2):141–149
Somogyi M (1945) A new reagent for the determination of sugars. J Biol Chem 160:61–68
Sturm W, Dergint DEA, Rodríguez-León JA, Magalhaes DCNV, Soccol CR (2008a) Chapter 8 Informatics in SSF. In: Pandey (ed) Current developments in solid-state fermentation. Springer Science + Business Media, LLC, New York
Sturm W, Dergint DEA, Soccol CR, Pandey A (2008b) Instrumentation and control in SSF (Chapter 07). In: Current developments in solid-state fermentation, vol 1, 1 ed. Springer Science + Business Media, LLC, New York, pp 146–168
Vandenberghe LPS (2000) Développement d um procede pour la production d acide citrique par fermentation em milieu solide à partir de résidus de l agro-industrie du manioc. Compiegne, 205 f. These (Docteur de l UTC)—Universite de Technologie de Compiegne
Vandenberghe LPS, Soccol CR, Pandey A, Lebeault J-M (2000) Solid-state fermentation for the synthesis of citric acid by Aspergillus niger. Bioresour Technol 74:175–178
Yokoya F (1992) Fermentação cítrica. Campinas: Fundação Tropical de Pesquisas e Tecnologia “André Tosello” 79
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rodrigues, C., Vandenberghe, L.P.S., Sturm, W. et al. Effect of forced aeration on citric acid production by Aspergillus sp. mutants in SSF. World J Microbiol Biotechnol 29, 2317–2324 (2013). https://doi.org/10.1007/s11274-013-1397-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11274-013-1397-y