
Abstract
We report here the impact of different alloying elements in steels on friction and wear behavior by performing ball-on-flat lubricated reciprocating tribotesting experiments on 52100 ball on steel flats with different compositions (52100, 1045, A2, D2, M2, and a specialty Cu-alloyed steel) heat-treated to give similar hardness and microstructure, with polyalphaolefin (PAO-4) as the lubricant. There are small variations of coefficient of friction among these alloys. The major observation is that steels containing high concentrations (≥ 10 wt%) of Cr, Mo, and V gave rise to markedly reduced wear compared with 52100 or plain carbon steels. D2 steel, which contains 11.5 wt% Cr as the major alloying element was the most wear-resistant. The wear resistance is strongly correlated with the efficiency of formation of carbon-containing oligomeric films at specimen surfaces as determined by Raman spectroscopy. This correlation holds for steels heat-treated to have higher hardness and with n-dodecane, a much less viscous lubricant compared with PAO-4. Given the strong affinity of chromium to oxygen, chromium should exist as Cr2O3 at the steel surfaces during testing. We have performed molecular dynamics simulation on Cr2O3 and demonstrated its ability to catalyze the formation of carbon-containing oligomeric films from hydrocarbon molecules, consistent with its known catalytic activity in other hydrocarbon reactions. We believe that chromium-containing alloys, such as D2, and coatings, such as CrN, derive their wear resistance in part from the efficient in situ formation of wear-protective carbon tribofilms at contacting asperities.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
It has become apparent from numerous studies over the past two decades that mechanical stress can induce chemical transformations in lubricated tribological contacts. Tysoe [1] analyzed how mechanical stress affects the kinetics of tribochemical reactions involving lubricant molecules and concluded that the activation energy can be modeled as a polynomial of the applied stress. Using UV Raman spectroscopy, Cheng and Stair [2, 3] observed in situ transformation of perfluoropolyalkyl ether lubricant molecules to carbon films under modest sliding conditions (52100 ball on sapphire) at room temperature. More recently, Yeon et al. [4] showed the polymerization of allyl alcohol molecules adsorbed on silicon oxide under mechanical shear at ambient temperature with minimal flash heating. The same team [5] demonstrated by molecular dynamics simulations the effectiveness of shear stress in activating certain reactions not accessible by thermal excitation alone.
The stress-independent component of the activation energy barrier, as articulated by Tysoe, can be modified by catalysts. As early as 1950s, researchers at Bell Labs [6] observed the deposition of amorphous brown products when transition elements, such as platinum, palladium, molybdenum, and chromium, were rubbed against each other in the presence of organic vapors. They called these products friction polymers. When Liao et al. [7] rubbed a CoCrMo metal implant alloy against itself in bovine serum, they found the formation of amorphous carbon-containing films. Using lubricated ball-on-disk tribotesting, in which both the ball and disk were coated with MoN-Cu or VN-Cu, Erdemir and coworkers discovered the formation of carbon-containing tribofilms in the presence of polyalphaolefin base oil (PAO-10) [8]. They suggested that nanoscale copper might be responsible for catalyzing the transformation of the hydrocarbon lubricant molecules to carbon tribofilms. Argibay et al. [9] observed the growth of amorphous carbon films as thick as 200 nm during dry sliding of sapphire over a Pt-Au-coated steel surface in environments containing trace organic molecules. They attributed this phenomenon to the catalytic properties of Pt-Au alloys. Most recently, Spikes and coworkers [10] studied the formation of tribofilms from different additives dissolved in a PAO + ester base oil during lubricated sliding on a mini traction machine. They found that the tribological behavior and thickness of the tribofilms formed with ashless additives (i.e., containing no metals) depended on the composition of steels in contact.
The above brief survey shows the significance of alloy composition in the formation of carbon tribofilms by reactions involving hydrocarbons from either the environment or the lubricant package. Some elements cited in the preceding paragraph, such as platinum or palladium, are catalytically active in the metallic state, while other elements, such as chromium, molybdenum, and vanadium, most likely exist as oxides under normal environmental conditions because of their strong affinity toward oxygen. These oxides are known to be catalytically active in hydrocarbon reactions. The most famous one is the Phillips catalyst, consisting of chromium oxide supported on silica. It is used to catalyze the polymerization of ethylene to polyethylene and is responsible for producing one half of the world’s polyethylene [11]. In addition, chromium oxide catalysts supported over silica, alumina, or zeolites have been used in the dehydrogenation of alkanes [12,13,14,15]. Since steels are used in most tribological components, we wish to explore if steels containing sufficient concentrations of these elements may efficiently catalyze the transformation of base oils such as PAO to form tribofilms, thereby providing an in situ continuously replenishable method to reduce friction and wear. This work is aimed at determining the catalytic potency of chromium, copper/nickel,Footnote 1 and molybdenum in yielding tribofilms under modest tribological testing conditions using commercial and specialty alloys.
2 Materials and Methods
2.1 Materials
The ball material used in all experiments was fixed to be AISI 52100 steel (hardness = 65 HRC, equivalent Vickers hardness about 800), with diameter of 9.5 mm and surface roughness Ra of about 5 nm (Rq ~ 5.6 nm). Flat steel samples (52100, 1045, A2, D2, and M2) were acquired as standard commercial alloys, while CF2 is a specialty low-carbon ferritic steel strengthened by nanometer-sized bcc copper and NiAl precipitates [16,17,18], designed for bridge and ship hull applications. These alloys were chosen to explore how different alloying elements affect the tribological properties of the tested material pairs. AISI 52100 is the reference alloy with a typical microstructure of spheroidized (Fe,Cr)3C precipitates in a matrix of tempered martensite and about 10% retained austenite. Other than Mn added for desulfurization, AISI 1045 is a plain carbon steel without Cr, Mo, or V. A2, D2, and M2 are all air-hardenable steels with typical microstructures of evenly dispersed fine and coarse alloy carbides in a matrix of tempered martensite. They contain varying amounts of Cr, V, and Mo. Their compositions are shown in Table 1.
Steel samples were subjected to heat-treatment procedures prior to tribotesting experiments to achieve similar hardness values among all steels. In the classical derivation of adhesive wear, Archard showed the inverse dependence of wear rate on material hardness. Therefore, it is important to have similar hardness for all steels to minimize confounding effects on friction and wear due to hardness differences. The heat treatment procedures for all six steels are listed in Table 2. All steel flat samples were polished using a Buehler EcoMet 250 polisher, first using 320-grit SiC paper for five minutes, followed by 800-grit for another five minutes, resulting in an average surface roughness Ra of about 20 nm (Rq ~ 22 nm). Hardness measurements were conducted with Vickers micro-indentation (0.3 kg load and indentation time of 5 s). Each reported hardness value is the average of ten indents ± one sample standard deviation. All steel samples were rinsed in acetone and dried before tribotesting.
2.2 Tribotesting and Wear Measurements
A multi-functional tribometer (RTEC MFT-5000) with a reciprocating module was used to study the tribological behavior of all steels listed in Table 1. Tribological tests were conducted at two normal loads 2 N and 6 N, reciprocating frequency of 5 Hz, and stroke length of 10 mm, using PAO-4 as the lubricant. These normal loads correspond to maximum Hertzian contact pressures of 611 and 882 MPa, respectively. All tests were conducted at 25 °C and about 24% relative humidity. At the completion of each test, a laser confocal microscope (LEXT Olympus OLS5000) was used to image the wear scar of the ball and wear track of the flat to determine the respective wear volumes. Before imaging, the ball and the flat were cleaned thoroughly using ethanol wipes. The wear volume of the ball was calculated by the equation, \({V}_{\mathrm{Ball}}=\pi {d}^{4}/64R\), where \(d\) is the average wear scar diameter and \(R\) is the radius of the ball (please see Supplemental Information SS1 for further detail). The wear volume of the flat was estimated by first determining the average worn cross-section area from the surface height profile obtained on several spots along the wear track, which was then multiplied by the stroke length (10 mm). Three tests for each condition were conducted to ensure reproducibility.
2.3 Film Thickness and Lubrication State Analyses
A mixed elastohydrodynamic lubrication model, including a mass conservation algorithm, was used to evaluate the lubrication status during the reciprocating motion. This model was based on previous studies [19,20,21,22,23,24,25,26,27,28,29], refined by incorporating an efficient contact elasticity procedure [30, 31]. The pressure distribution p over the interaction area is governed by the Reynolds equation:
where h, ρ, η, and u1 are film thickness, lubricant density, dynamic viscosity, and velocities of the ball, respectively, and u1 is a sinusoidal function with the maximum speed of 0.157 m/s at the middle of the stroke. Variable \(\theta\) is the fractional film content [19], defined as the ratio between the lubricant layer thickness and the gap height at that location. The x-axis is along the moving direction.
The dynamic viscosity data for PAO-4 reported in [32] were curve-fitted by Eq. (2) with \({\eta }_{0}\) equal to 0.0154 Pa-s, and those for dodecane reported in [33] were curve-fitted by Eq. (3) with η0 equal to 0.00134 Pa-s.
The variation of lubricant density ρ with pressure p was also taken into account [34], where ρ0 is the initial density at ambient condition:
Lubrication in one quarter of a reciprocating cycle was calculated. The minimum film thickness for PAO-4 ranged from around 1.8 to 11.4 nm at 2 N load and from around 1.6 to 8.7 nm at 6 N, and that for dodecane was from 0 to about 1 nm under 2 N. Compared with the composite roughness of about 22.7 nm, tribotesting with PAO-4 as lubricant was in the boundary lubrication regime at the ends and mixed lubrication in other portions of the reciprocating cycle, while tribotesting with dodecane as lubricant operated in the boundary regime [21].
2.4 Raman Spectroscopy
Some dark-colored deposit accumulated on the ball after tribotesting. Hexane was used to rinse the ball and remove the residual lubricant. Raman spectra were collected using Horiba LabRam HR Evolution confocal Raman microscope at the laser wavelength of 473 nm with a 100 × objective to select the region of interest for the analysis. Raman spectra from 8 to 12 spots were acquired for each ball surface. The laser power used in each case was 1.25 mW, which was sufficient to produce a Raman spectrum with good signal-to-noise ratio in a reasonable data acquisition time (90 s), but not so high as to induce carbon film deposition from residual hydrocarbons on the surface or from the environmentFootnote 2 (please see Supplemental Information SS2 for further detail).
2.5 Molecular Dynamics Simulation
Reactive molecular dynamics simulations were conducted to complement experimental findings on the catalytic activity of Cr2O3. Figure 1 shows the model setup to approximate the experimental conditions within the limitations of MD simulation. This model consists of two chromium oxide (Cr2O3) substrate slabs, sandwiching 100 n-dodecane molecules. Two separate simulations were conducted, one with 5 oxygen molecules and one without. Incorporation of oxygen was intended to simulate the exposure of the contact to oxygen dissolved in the lubricant [35]. Periodic boundary conditions were applied along the x and y directions. Simulations were conducted with the large-scale atomic/molecular massively parallel simulator (LAMMPS) [36]. The reactive force field (ReaxFF) method, a highly transferable force field used for hydrocarbons, was employed in this study. ReaxFF [37], an empirical force field, employs bond order/bond distance relationships to determine atomic interactions. Tribochemical reactions can be captured by ReaxFF because it allows a chemical bond to form and break dynamically during the simulation. Chromium oxide parameters used in this study were derived from [38]. Molecular visualizations were done with the OVITO software [39].

Molecular dynamics simulation setup with two chromium oxide (Cr2O3) substrate slabs sandwiching a mixture of n-dodecane and oxygen molecules
The simulation was conducted in three stages. First, the initial configuration was allowed to come to equilibrium at 300 K at a pressure of 1 atm (0.1 MPa) for 50 ps. The two outermost solid layers were defined as top layer and fixed bottom layer to keep their structures intact as well as to induce normal and shear stresses during the simulation. In the second stage of the simulation, loading along the z direction was applied for 50 ps, during which a normal load Fz, corresponding to 2 GPa, was applied to the top layer at 300 K while keeping the bottom layer fixed. In the third stage, a shearing motion was initiated by applying a velocity Vx of 10 m/s to the top layer while maintaining the normal load applied in the second stage. During sliding, a temperature of 1200 K was also applied to the entire simulation box, except the bottom layer, to accelerate the reaction rate. This stage was conducted for 600 ps. We used time steps of 0.25 fs throughout the simulation. To identify and analyze the fragments dynamically produced during the simulation, a bond order cutoff of 0.3 was employed for intra-atomic combinations of hydrocarbon molecules and the chromium oxide, whereas the bond order cutoff of 1.0 was used for their inter-atomic combinations. The choice of cutoff does not affect the chemical reactions and was only used for the identification and analysis of the intermediates and products formed during the simulation.
3 Results and Discussions
3.1 Tribotesting at 2 N Load
Figure 2 shows three coefficient-of-friction (COF) curves obtained from tribotesting on 52100 steel as a function of time. Apart from some initial transients, all curves reached certain quasi-steady states after about 30 min. When averaged over the last 30 min, the COF ranged between 0.63 and 0.71. An optical microscope image of the ball and its surface height profile at the end of the one-hour testing are shown in Fig. 3a and b. The wear volume of the ball was determined to be (2.6 ± 0.1) × 104 μm3. The corresponding image and surface height profile of the wear track of the flat are shown in Fig. 3c and d. The wear volume of the flat was determined to be (5.7 ± 1.5) × 104 μm3. The fact that the wear volume of the 52100 flat was about twice that of the 52100 ball is not too surprising. Due to the heat treatment, the hardness of the flat (310 Vickers) was equivalent to about 34 HRC, significantly less than that of the ball (65 HRC).

Variation of the coefficient of friction as a function of time from the reciprocating ball-on-flat tests on 52100; ball diameter = 9.5 mm, load = 2 N, frequency = 5 Hz, stroke length = 10 mm. Lubricant used: PAO-4

Wear of the ball and the flat after one-hour ball-on-flat reciprocating tribotests of the 52100 flat; a Optical microscope image of the wear scar on the ball; b surface height profile of the ball; c Optical microscope image of the flat, and d average surface height profile of the flat, taken on the marked blue rectangle shown in (c). Lubricant used: PAO-4
Friction and wear results obtained at 2 N load for all the steels considered in this study are summarized in Fig. 4. There are three major points to note. First, the data were reasonably consistent for each material combination, with coefficients of variation (sample standard deviation/average value) less than 10% in friction and 40% in wear. Second, with 52100 as the reference, two air-hardenable (D2 and M2) and the specialty copper-alloyed steel (CF2) sustained significantly lower wear on the ball and the flat even though all six alloys were heat-treated to give about the same hardness. Third, as shown in Fig. 5, there was no correlation between the coefficient of friction and hardness (R2 = 0.00), or between wear volume and hardness (R2 = 0.10). The latter implies that the hardness of steel flats accounts for at most 10% of the variation shown in Fig. 5b. Therefore, hardness of steel flats has statistically insignificant effects on friction and wear in our experiments within this small hardness range.

Results from ball-on-flat reciprocating tribotests at 2 N load for one hour. a Coefficient of friction averaged over the last 30 min of the test and b wear volumes on the ball and the flat after testing; the “↓” symbol represents wear too small to be measured accurately. Lubricant used: PAO-4

Plots of a coefficient of friction and b wear volume vs. hardness of steel flats. The dotted lines are the least square fits with corresponding R2 values
3.2 Tribotesting at 6 N Load
Next we explore how friction and wear vary when tested under more severe conditions (6 N load for two hours) on four selected alloys (52100 as reference, A2, D2, and CF2). Figure 6 compares the friction and wear behavior among these alloys. Figure 7 provides a visual comparison of the extent of wear of the balls and the flats of these four alloys. There are two notable observations. First, D2 had markedly lower wear on the ball and the flat than the other three alloys. Compared with 52100, tribotesting with D2 flat resulted in wear reduction on both the ball and the flat by almost a factor of 10. Second, similar to results from experiments conducted at 2 N, there was no correlation between hardness and wear. For example, D2 was softer than CF2, but the wear on the D2 flat was a factor of three smaller. These observations may be related to the efficiency of formation of wear-protective tribofilms when tested with different alloys, as discussed further below.

Results from reciprocating tribotests at 6 N for two hours (ball diameter = 9.5 mm, frequency = 5 Hz, stroke length = 10 mm). a Coefficient of friction averaged over the last 30 min of the test and b wear volumes on the ball and the flat after testing for two hours. Lubricant used: PAO-4

Optical microscope images of ball wear scars, their surface height changes, and corresponding wear profiles of the flat after tribotests at 6 N load for 2 h on different steel flats: a 52100, b A2, c D2, and d CF2 steel. Lubricant used: PAO-4
3.3 Raman Spectroscopy Analysis of Tribofilms
In all cases, we observed patchy dark-colored tribofilms accumulated on and around the wear scar of each ball. To compare the amount of such tribofilms generated by each steel, we selected 8 to 12 spots around the wear scar, from which Raman spectra were obtained at the same laser power (1.25 mW) and integration time (90 s).
Figure 8 shows the average Raman spectra obtained from the balls after tests with 52100, 1045, CF2, and D2 steels at 6 N load for two hours. The Raman spectra showed the characteristic D and G bands around 1350 cm−1 and 1580 cm−1, respectively. These Raman signatures have often been attributed to the formation of diamond-like-carbon films. Our recent work [40] demonstrated that these same Raman signatures could be due to carbon-containing tribo-oligomer/polymer films. Some weak peaks around 1400–1470 cm−1 were observed. Most likely, they correspond to asymmetric -CH2 and CH3 vibrations and are likely due to the residual oil on the ball surface from the tribo-testing. Note also that the D band in the case of 52100 and 1045 steels was almost as intense as the G band, contrary to what has normally been observed for conventional diamond-like carbon or carbon-containing tribopolymeric films. This was likely due to oxide wear debris contributing an additional Raman peak around 1350 cm−1 [41]. These series of Raman spectra demonstrate that D2 and CF2 steels gave stronger Raman D and G signals, suggesting more efficient carbon tribofilm formations compared with 52100 and 1045 steels. This correlates very well with the wear performance of these steels.

Average Raman spectra obtained from tribofilms formed on the balls after tribo-tests at 6 N load for two hours with 52100, 1045, CF2, and D2 steel flats. Lubricant used: PAO-4
One additional Raman feature at 1860 cm−1 is worth noting. This feature has been attributed in the literature [42,43,44] to long linear carbon chains, in the form of either cumulenes (=C=C=) or polyynes (–C≡C–). It is tempting to interpret this as further evidence of oligomer formation since its intensity is the strongest on D2 steel. This is clearly a subject for future investigations.
3.4 Extension to Dodecane and Higher Hardness Values
All tribotesting and Raman spectroscopy results presented in the previous sections are based on the use of PAO-4 and steel flats with Vickers hardness between 300 and 370. We extended this investigation to explore if the conclusion for the D2 and CF2 steels holds for other lubricants and the same steels with higher hardness. To this end, we replaced PAO-4 with n-dodecane, which is much less viscous than PAO-4 (kinematic viscosity of 1.8 for n-dodecane vs. 16.8 mm2/s for PAO-4 at room temperature) and heat-treated D2 and 52100 flats to achieve higher Vickers hardness of about 800.Footnote 3 Ball-on-flat reciprocating testing was performed on 52100 and D2 steels at 2 N load for one hour.
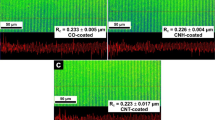
Figure 9 compares the wear scars on the balls after tribotesting and rinsing with hexane to remove residual dodecane, revealing that the wear scar width as indicated by the arrows with D2 was almost a factor of three smaller than that with 52100, representing a wear-volume reduction by a factor of about 80. Note the substantial tribofilm buildup around the wear scar when tested with D2, compared with its relative scarcity when the D2 flat was replaced by 52100.

Comparison of wear scar on the 52100 ball after ball-on-flat tribotests at 2 N for one hour against a 52100 flat (left figure) and a D2 steel flat (right figure). The Vickers hardness is 762 ± 56 for the 52100 flat and 817 ± 33 for the D2 flat. Lubricant used: n-dodecane
Figure 10a shows a Raman spectrum obtained from the tribofilm on the ball after testing with D2 steel in n-dodecane, characterized by the D and G bands at 1350 cm−1 and 1580 cm−1. Figure 10b shows what happens after the ball had been rinsed in dichloromethane (DCM), a strong organic solvent—intensities of both bands were markedly reduced, indicating that the tribofilm is soluble in DCM. Conventional diamond-like-carbon films are not soluble in dichloromethane. As discussed in detail by Wu et al. [40], these tribofilms are oligomers or polymers in nature, not conventional diamond-like carbon.

a Raman spectrum obtained from the tribofilm on the ball after tribotests at 2 N for one hour against a D2 flat; b Raman spectrum from the same sample after rinsing with dichloromethane. Lubricant used: n-dodecane
3.5 Catalytic Activity of Cr2O3 Studied by Molecular Dynamics Simulation
For the analysis of dodecane fragmentation during sliding, we investigated the variation of dodecane count as a function of time during the siding stage. Figure 11 shows that the fragmentation of dodecane was similar with and without 5 mol percent of oxygen during the 600 ps of sliding (please see Supplemental Information SS3 on the stochastic nature of these simulation results). To analyze the products formed during the simulation, we studied the evolution of the carbon-containing fragments, referred to as C-fragments at the beginning and the end of 600 ps of sliding, as shown in Fig. 12a and b.

Dodecane molecule count during 600 ps of sliding with and without 5 mol % oxygen

Comparison of the catalytic activity of chromium oxide in the presence of 100 n-dodecane molecules with and without 5 oxygen molecules: a C-fragment distributions with oxygen and b the same distributions without oxygen present at the start and end of 600 ps of sliding
At the start of the sliding stage, there were 96 and 97 dodecane in case of with and without oxygen, respectively. These three or four fragmentations occurred during equilibrium stage, due to the unpassivated chromium oxide surface. In the presence of 5 mol % oxygen, after 600 ps of sliding, 57 dodecane molecules remained, along with the formation of many fragments containing less than 12 carbon atoms and several large fragments containing 30 to 90 carbon atoms. In other words, we witnessed the formation of tribopolymers. In the absence of oxygen molecules, the level of fragmentation and tribopolymer formation were similar to those in the presence of oxygen. These simulations present clear evidence of the catalytic activity of chromium oxide in transforming hydrocarbon molecules into oligomers.
4 Other Observations
When comparing the tribological properties of steels with different compositions, it is difficult to obtain samples with identical hardness and similar microstructure. The current investigation represents our best effort to unravel the impact of specific alloying elements on friction and wear behavior while maintaining similar mechanical properties and microstructures. The major differentiating characteristic among the six steels investigated was the wear performance. Drawing from experimental results obtained at different loads, tribotesting times, lubricants, and hardness values, we can conclude that D2 steel provided the best wear resistance due to the incorporation of 11–12 wt% chromium. The excellent wear performance of D2 steel was strongly correlated with its best efficiency in generating tribo-oligomeric films among all steels studied in this investigation. This was consistent with the predictions from the molecular dynamics simulation of the activity of chromium oxide in transforming hydrocarbon molecules to oligomers.
The wear volume sustained by the CF2 flat was about one-half to one-third of that by 52100 under the same testing conditions, and CF2 was quite efficient in generating carbon tribofilms (second to D2 according to Fig. 8). Since the alloy contains roughly equal amounts of Cu and Ni, we cannot discern whether Cu, Ni, or both elements act together for carbon tribofilm formation. It is well known that nickel promotes formation of carbonaceous deposits from hydrocarbons [45, 46] and that copper and nickel can work synergistically depending on the nature of hydrocarbon reactions. A seminal study by Sinfelt et al. [47] demonstrated that the turnover frequency for hydrogenolysis of ethane to form methane decreases precipitously with the addition of Cu to Ni. In contrast, the turnover frequency for the dehydrogenation of cyclohexane to benzene increased with small additions of Cu, then remained constant almost independent of Cu concentration up to 80% and decreased rapidly beyond that. This behavior is related to the nature of Ni + Cu active sites responsible for a given chemical reaction. We do not know how synergistic these two elements may act in the observed tribo-oligomerization reaction.
Although our experimental data are limited, it is instructive to assess how the wear resistance is related to the concentration of alloying elements. D2 steel contains 12.4 wt% (≡ 12.3 at.%) of three key alloying elements (Cr, Mo, and V), most of which is due to Cr. A2 steel contains 6.3 wt% (≡ 6.1 at.%) of same alloying elements, most of which is also due to Cr. Therefore, D2 has about twice as much Cr, but sustained wear volume at least 10 times less than that of A2 (Fig. 6). This shows that the relationship between wear resistance and the catalyst concentration is highly nonlinear. A possible explanation of this nonlinear relationship may lie in the competition between tribofilm generation by catalytic transformation of hydrocarbon molecules and simultaneous tribofilm removal by shear stress at the interface. In this instance, compared with D2, A2 may not have sufficient amounts of catalytic species to generate wear-protective tribofilms fast enough to compensate for their removal during tribotesting.
We do not have enough data to determine if Cr or its corresponding oxide is a more efficient catalyst in transforming hydrocarbons to carbon tribofilms than say Mo. This nonlinear relationship does suggest the use of steels with higher concentrations of these key alloying elements. There are many commercially available high-strength steels with chromium concentrations exceeding 10 at.%, whereas it is unusual to find steels containing more than 3 at.% molybdenum, not to mention that molybdenum is five times more expensive than chromium on a per atom basis as of this writing. From the viewpoint of engineering applications, it is desirable to re-purpose existing high-strength high-Cr rather than high-Mo steels for enhanced efficiency in transforming hydrocarbons to wear-protective oligomeric films for tribological applications.
It has been known for about two decades that CrN-coated steels have better wear performance than the same steels coated by TiN [48,49,50], even in cases where CrN coatings are softer than TiN. The coating community has never satisfactorily addressed this observation. We believe that the favorable tribo-oligomeric activity attributable to chromium oxide may be in play here. When testing is conducted in ambient environments, the CrN coating will likely be covered with chromium oxide. Even when the CrN coating is immersed in PAO or some other hydrocarbon-based lubricant, there is plenty of oxygen dissolved in the lubricant to cause surface oxidation of CrN [35].
5 Conclusion
We have performed lubricated reciprocating experiments of 52100 ball-on-flat with different compositions (52100, 1045, A2, D2, M2, and a specialty Cu-alloyed steel) with similar hardness. The major conclusion of this work is as follows:
-
(1)
Steels containing ≥ 10 wt% of Cr, Mo, and V, or ≥ 5 wt% Cu/Ni gave rise to markedly reduced wear compared with 52100 or plain carbon steels of approximately the same hardness.
-
(2)
D2 steel with 11.5 wt% Cr as the major alloying element was the most wear-resistant. The wear performance of these alloys was strongly correlated with the efficiency of formation of carbon-containing oligomeric films at the rubbing surfaces, as measured by Raman spectroscopy.
-
(3)
Given the strong affinity of chromium for oxygen, chromium should exist as Cr2O3 at the tribological interface during testing. Molecular dynamics simulation demonstrated the ability of Cr2O3 to catalyze the formation of carbon-containing oligomeric films from hydrocarbon molecules, consistent with its known catalytic activity in other hydrocarbon reactions.
-
(4)
Results from our experiments and MD simulation suggest that chromium-containing alloys such as D2 and coatings such as CrN derive their wear resistance in part from the efficient in situ formation of wear-protective carbon tribofilms at contacting asperities.
Data Availability
Data that supports the findings of this study are available from the corresponding author upon reasonable request.
Notes
It is known from the metallurgy literature that adding copper to steel can cause embrittlement due to the formation of liquid copper during processing and its migration to grain boundaries. The remedy is to add roughly an equal amount of nickel to hold the copper within the solid solution as the steel cools from the melt.
Assume the sample to be a semi-infinite solid with thermal conductivity K, illuminated by a laser beam with power P over a rectangular cross-section a a. The maximum temperature rise max at the center of the beam is equal to\({\theta }_{max}\approx 0.56\frac{P}{Ka}\). At a laser power P = 1.25 mW, laser spot width a = 1.0, and thermal conductivity of D2 steel K = 20 W/m–K, \({\theta }_{max}\approx 35 K\)
The heat treatment procedure for 52,100 steel is to conduct the solution treatment at 870 C for one hour and then quench in oil. The resulting Vickers hardness is 76256, based on a data set of 10 indents. The heat treatment procedure for D2 steel is to conduct the solution treatment at 1010 C for 15 min and then quench in oil, followed by tempering at 177 C for 15 min. The resulting Vickers hardness is 81733, based on a data set of 10 indents.
References
Tysoe, W.: On stress-induced tribochemical reaction rates. Tribol. Lett. 65, 1–16 (2017)
Cheng, U.C., Stair, P.C.: In situ study of multialkylated cyclopentane and perfluoropolyalkyl ether chemistry in concentrated contacts using ultraviolet Raman spectroscopy. Tribol. Lett. 4, 163–170 (1998). https://doi.org/10.1023/A:1019147020100
Cheong, C.U.A., Stair, P.C.: In situ studies of the lubricant chemistry and frictional properties of perfluoropolyalkyl ethers at a sliding contact. Tribol. Lett. 10, 117–126 (2001). https://doi.org/10.1023/A:1009094800437
Yeon, J., He, X., Martini, A., Kim, S.H.: Mechanochemistry at solid surfaces: polymerization of adsorbed molecules by mechanical shear at tribological interfaces. ACS Appl. Mater. Interfaces 9, 3142–3148 (2017)
Bhuiyan, F.H., Kim, S.H., Martini, A.: Reactive molecular dynamics simulations of thermal and shear-driven oligomerization. Appl. Surf. Sci. 591, 153209 (2022)
Hermance, H.W., Egan, T.F.: Organic deposits on precious metal contacts. Bell Syst. Tech. J. 37, 739–776 (1958)
Liao, Y., Pourzal, R., Wimmer, M.A., Jacobs, J.J., Fischer, A., Marks, L.D.: Graphitic tribological layers in metal-on-metal hip replacements. Science (80-) 334, 1687–1690 (2011). https://doi.org/10.1126/science.1213902
Erdemir, A., Ramirez, G., Eryilmaz, O.L., Narayanan, B., Liao, Y., Kamath, G., Sankaranarayanan, S.K.R.S.: Carbon-based tribofilms from lubricating oils. Nature 536, 67–71 (2016). https://doi.org/10.1038/nature18948
Argibay, N., Babuska, T.F., Curry, J.F., Dugger, M.T., Lu, P., Adams, D.P., Nation, B.L., Doyle, B.L., Pham, M., Pimentel, A., et al.: In-situ tribochemical formation of self-lubricating diamond-like carbon films. Carbon N. Y. 138, 61–68 (2018)
Pagkalis, K., Spikes, H., Jelita Rydel, J., Ingram, M., Kadiric, A.: The influence of steel composition on the formation and effectiveness of anti-wear films in tribological contacts. Tribol. Lett. 69, 75 (2021). https://doi.org/10.1007/s11249-021-01438-6
McDaniel, M.P.: Chapter 3 - A Review of the Phillips Supported Chromium Catalyst and Its Commercial Use for Ethylene Polymerization, pp. 123–606. Academic Press, Cambridge (2010)
Hakuli, A., Harlin, M.E., Backman, L.B., Krause, A.O.I.: Dehydrogenation of i-butane on CrOx/SiO2 catalysts. J. Catal. 184, 349–356 (1999)
Zhang, F., Wu, R., Yue, Y., Yang, W., Gu, S., Miao, C., Hua, W., Gao, Z.: Chromium oxide supported on ZSM-5 as a novel efficient catalyst for dehydrogenation of propane with CO2. Microporous Mesoporous Mater. 145, 194–199 (2011)
Mentasty, L.R., Gorriz, O.F., Cadus, L.E.: Chromium oxide supported on different Al2O3 supports: catalytic propane dehydrogenation. Ind. Eng. Chem. Res. 38, 396–404 (1999). https://doi.org/10.1021/ie9802562
Takehira, K., Oishi, Y., Shishido, T., Kawabata, T., Takaki, K., Zhang, Q., Wang, Y.: CO2 dehydrogenation of propane over Cr-MCM-41 catalyst. In: Park, S.E., Chang, J.S., Lee, K.W. (eds.) Carbon Dioxide Utilization for Global Sustainability, pp. 323–328. Elsevier, Amsterdam (2004)
Fine, M.E., Vaynman, S., Isheim, D., Chung, Y.-W., Bhat, S.P., Hahin, C.H.: A new paradigm for designing high-fracture-energy steels. Metall. Mater. Trans. A 41, 3318–3325 (2010). https://doi.org/10.1007/s11661-010-0485-y
Kapoor, M., Isheim, D., Ghosh, G., Vaynman, S., Fine, M.E., Chung, Y.-W.: Aging characteristics and mechanical properties of 1600MPa body-centered cubic Cu and B2-NiAl precipitation-strengthened ferritic steel. Acta Mater. 73, 56–74 (2014)
Kapoor, M., Isheim, D., Vaynman, S., Fine, M.E., Chung, Y.-W.: Effects of increased alloying element content on NiAl-type precipitate formation, loading rate sensitivity, and ductility of Cu- and NiAl-precipitation-strengthened ferritic steels. Acta Mater. 104, 166–171 (2016)
Wijnant, Y.H.: Contact Dynamics in the Field of Elastohydrodynamic Lubrication. Elsevier, Amsterdam (1998)
Wang, J., Hashimoto, T., Nishikawa, H., Kaneta, M.: Pure rolling elastohydrodynamic lubrication of short stroke reciprocating motion. Tribol. Int. 38, 1013–1021 (2005)
Wang, Q., Zhu, D.: Interfacial Mechanics: Theories and Methods for Contact and Lubrication First. CRC Press, Boca Raton (2019)
Wang, J., Kaneta, M., Yang, P.: Numerical analysis of TEHL line contact problem under reciprocating motion. Tribol. Int. 38, 165–178 (2005)
Liu, Y., Wang, Q.J., Wang, W., Hu, Y., Zhu, D.: Effects of differential scheme and mesh density on EHL film thickness in point contacts. J. Tribol. 128, 641–653 (2006). https://doi.org/10.1115/1.2194916
Wang, W.-Z., Li, S., Shen, D., Zhang, S., Hu, Y.-Z.: A mixed lubrication model with consideration of starvation and interasperity cavitations. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 226, 1023–1038 (2012). https://doi.org/10.1177/1350650112460830
Pu, W., Wang, J., Zhu, D.: Progressive mesh densification method for numerical solution of mixed elastohydrodynamic lubrication. J. Tribol. (2015). https://doi.org/10.1115/1.4031495
Pu, W., Zhu, D., Wang, J.: A starved mixed elastohydrodynamic lubrication model for the prediction of lubrication performance, friction and flash temperature with arbitrary entrainment angle. J. Tribol. (2017). https://doi.org/10.1115/1.4037844
Liu, S., Qiu, L., Wang, Z., Chen, X.: Influences of iteration details on flow continuities of numerical solutions to isothermal elastohydrodynamic lubrication with micro-cavitations. J. Tribol. 143, 1–28 (2021). https://doi.org/10.1115/1.4049327
Qiu, L., Liu, S., Wang, Z., Chen, X.: Flow continuity of isothermal elastohydrodynamic point-contact lubrication under different numerical iteration configurations. J. Tribol. 144, 1–26 (2021). https://doi.org/10.1115/1.4051318
Liu, S., Wang, Q.J., Chung, Y.-W., Berkebile, S.: Lubrication-contact interface conditions and novel mixed/boundary lubrication modeling methodology. Tribol. Lett. 69, 164 (2021). https://doi.org/10.1007/s11249-021-01515-w
Liu, S., Wang, Q., Liu, G.: A versatile method of discrete convolution and FFT (DC-FFT) for contact analyses. Wear 243, 101–111 (2000)
Liu, S., Wang, Q.: Studying contact stress fields caused by surface tractions with a discrete convolution and fast fourier transform algorithm. J. Tribol. 124, 36–45 (2001). https://doi.org/10.1115/1.1401017
Bair, S., Flores-Torres, S.: The viscosity of polyalphaolefins mixtures at high pressure and stress. J. Tribol. 141, 021802 (2018). https://doi.org/10.1115/1.4041124
Caudwell, D.R., Trusler, J.P.M., Vesovic, V., Wakeham, W.A.: The viscosity and density of n-dodecane and n-octadecane at pressures up to 200 MPa and temperatures up to 473 K. Int. J. Thermophys. 25, 1339–1352 (2004). https://doi.org/10.1007/s10765-004-5742-0
Dowson, D., Higginson, G.R.: Elastohydro-Dynamic Lubrication. Pergamon Press, Oxford (1966)
Hesse, P.J., Battino, R., Scharlin, P., Wilhelm, E.: Solubility of gases in liquids. 20. Solubility of He, Ne, Ar, Kr, N2, O2, CH4, CF4, and SF6 in n-alkanes n-ClH2l+2 (6 ≤ l ≤ 16) at 298.15 K. J. Chem. Eng. Data 41, 195–201 (1996). https://doi.org/10.1021/je9502455
Plimpton, S.: Fast parallel algorithms for short-range molecular dynamics. J. Comp. Phys. 117, 1–19 (1995)
van Duin, A.C.T., Dasgupta, S., Lorant, F., Goddard, W.A.: ReaxFF: a reactive force field for hydrocarbons. J. Phys. Chem. A 105, 9396–9409 (2001). https://doi.org/10.1021/jp004368u
Shin, Y.K., Kwak, H., Vasenkov, A.V., Sengupta, D., van Duin, A.C.T.: Development of a ReaxFF reactive force field for Fe/Cr/O/S and application to oxidation of butane over a pyrite-covered Cr2O3 catalyst. ACS Catal. 5, 7226–7236 (2015). https://doi.org/10.1021/acscatal.5b01766
Stukowski, A.: Visualization and analysis of atomistic simulation data with OVITO–the Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 18, 15012 (2009). https://doi.org/10.1088/0965-0393/18/1/015012
Wu, H., Khan, A.M., Johnson, B., Sasikumar, K., Chung, Y.-W., Wang, Q.J.: Formation and nature of carbon-containing tribofilms. ACS Appl. Mater. Interfaces 11, 16139–16146 (2019). https://doi.org/10.1021/acsami.8b22496
Hanesch, M.: Raman spectroscopy of iron oxides and (oxy)hydroxides at low laser power and possible applications in environmental magnetic studies. Geophys. J. Int. 177, 941–948 (2009). https://doi.org/10.1111/j.1365-246X.2009.04122.x
Shi, L., Rohringer, P., Suenaga, K., Niimi, Y., Kotakoski, J., Meyer, J.C., Peterlik, H., Wanko, M., Cahangirov, S., Rubio, A., et al.: Confined linear carbon chains as a route to bulk carbyne. Nat. Mater. 15, 634–639 (2016). https://doi.org/10.1038/nmat4617
Le, K.C., Lefumeux, C., Bengtsson, P.-E., Pino, T.: Direct observation of aliphatic structures in soot particles produced in low-pressure premixed ethylene flames via online Raman spectroscopy. Proc. Combust. Inst. 37, 869–876 (2019)
Le, K.C., Pino, T., Pham, V.T., Henriksson, J., Tӧrӧk, S., Bengtsson, P.-E.: Raman spectroscopy of mini-CAST soot with various fractions of organic compounds: structural characterization during heating treatment from 25 °C to 1000 °C. Combust. Flame 209, 291–302 (2019)
Trimm, D.L.: The formation and removal of coke from nickel catalyst. Catal. Rev. 16, 155–189 (1977). https://doi.org/10.1080/03602457708079636
Trimm, D.L.: Coke formation and minimisation during steam reforming reactions. Catal. Today 37, 233–238 (1997)
Sinfelt, J.H., Carter, J.L., Yates, D.J.C.: Catalytic hydrogenolysis and dehydrogenation over copper-nickel alloys. J. Catal. 24, 283–296 (1972)
Chen, H., Wu, P.Q., Quaeyhaegens, C., Xu, K.W., Stals, L.M., He, J.W., Celis, J.-P.: Comparison of fretting wear of Cr-rich CrN and TiN coatings in air of different relative humidities. Wear 253, 527–532 (2002)
Vera, E., Manuel, V.-T., Lewis, R., Gallardo, E., Laguna-Camacho, J.R.: A study of the wear performance of TiN, CrN and WC/C coatings on different steel substrates. Wear 271, 2116–2124 (2011)
Paskvale, S., Remškar, M., Čekada, M.: Tribological performance of TiN, TiAlN and CrN hard coatings lubricated by MoS2 nanotubes in Polyalphaolefin oil. Wear 352–353, 72–78 (2016)
Acknowledgements
The authors would like to thank the support from U. S. National Science Foundation (Grant No. CMMI-1662606). The authors would also like to thank Valvoline for providing the PAO-4 fluid. This work made use of the MatCI Facility which receives support from the MRSEC Program (NSF DMR- 1720139) of the Materials Research Center at Northwestern University and the SPID facility of Northwestern University’s NUANCE Center, which has received support from the Soft and Hybrid Nanotechnology Experimental (SHyNE) Resource (NSF ECCS-1542205), the MRSEC program (NSF DMR-1720139) at the Materials Research Center, the International Institute for Nanotechnology (IIN) at Northwestern University, the Keck Foundation, and the State of Illinois through IIN. This research was supported in part through the computational resources and staff contributions provided for the QUEST high performance computing facility at Northwestern University, which is jointly supported by the Office of the Provost, the Office for Research, and Northwestern University Information Technology. Research was sponsored by the Army Research Laboratory and was accomplished under Cooperative Agreement Numbers W911NF-20-2-0230 and W911NF-20-2-0292. The views and conclusions contained in this document are those of the authors and should not be interpreted as representing the official policies, either expressed or implied, of the Army Research Laboratory or the U.S. Government. The U.S. Government is authorized to reproduce and distribute reprints for Government purposes notwithstanding any copyright notation herein.
Funding
Funding was provided by DEVCOM Army Research Laboratory (W911NF-20-2-0230 and W911NF-20-2-0292).
Author information
Authors and Affiliations
Contributions
A.M.K, Y.W.C, Q.J.W. and S. B. framed the research scope. A.M.K. wrote the initial manuscript, specifically sections abstract, 1, 2.1, 2.2, 2.4, 3.1, 3.2, and 3.3. J.A. wrote the sections pertaining to molecular dynamics simulations (sections 2.5 and 3.5). S.L. wrote section 2.3. T.M. wrote section 3.4. Y.W.C and Q.J.W wrote section 4. All authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
All authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Khan, A.M., Ahmed, J., Liu, S. et al. Formation of Wear-Protective Tribofilms on Different Steel Surfaces During Lubricated Sliding. Tribol Lett 71, 63 (2023). https://doi.org/10.1007/s11249-023-01735-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-023-01735-2