
Abstract
Tribological behaviors of an ultrahigh strength Cu–15Ni–8Sn–0.2Y alloy sliding against TC6 titanium alloy in deionized water and seawater under various normal loads and sliding speeds were evaluated. The friction coefficient and wear rate of the studied alloy in deionized water were higher than those in seawater. Seawater played cooling, lubricating, and corrosive roles during the friction process. A friction model for calculating ploughing component was established, which could explain the influence mechanism of the normal load on the friction coefficient and wear rate. Chloride ions easily penetrated the passive film and damaged it due to the wear, causing increased corrosion and corrosive products. The corrosive products such as Mg(OH)2 and CaCO3 played important roles in reducing friction and wear.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Cu–Be alloys present high strength, good wear and corrosion resistance, excellent conductivity, and other properties. Thus they are widely used as heavy-duty bearings, elastic and current-carrying components covering aircraft, automobile, deep sea transportation pipelines, and electronic industries [1,2,3]. However, the toxicity of beryllium element is harmful to human health and environment [4, 5], and Cu–Be alloys’ working temperature is lower than 300 °C. Therefore, lot of researchers begin to seek novel copper alloys to replace Cu–Be alloys. For instance, Cu–Ni–Sn [6,7,8] and Cu–Ni–Al [9,10,11] system alloys exhibit high strength and good corrosion resistance, Cu–Ni–Sn [12, 13] and Cu–Ti [14, 15] system alloys are good candidates in high strength and good wear resistance, and Cu–Ni–Sn [16] and Cu–Ni–Mn [17, 18] system alloys can replace their applications in high strength and flexibility. Hence, Cu–Ni–Sn system alloys are considered as a suitable substitute for Cu–Be alloys.
Cu–Ni–Sn system alloys mainly include Cu–9Ni–2Sn (UNS C72500), Cu–4Ni–4Sn (UNS C72600), Cu–9Ni–6Sn (UNS C72700), Cu–10Ni–8Sn (UNS C72800), and Cu–15Ni–8Sn (UNS C72900) alloy. Among them, Cu–15Ni–8Sn alloy possesses the best wear resistance and the highest mechanical strength and hardness [19]. Cu–15Ni–8Sn alloy is an age-hardening alloy. According to the TTT diagram provided by Zhao and Notis [20], the excellent mechanical properties of Cu–15Ni–8Sn alloy can be obtained by aging treatment at around 400 °C. Lots of previous investigations have focused on the composition [21, 22], mechanical properties [23, 24], wear and corrosion resistance [25,26,27,28,29], phase transformation [30, 31] and strengthening mechanisms [32] of Cu–15Ni–8Sn alloy. Wear and corrosion are the two main forms of the failure of the material. Many researchers have made great effect to study the tribological and wear behaviors of copper alloys in seawater and obtained some significant conclusions. Jin and Qiao [33] investigated the tribological and wear properties of bronze-Cr-Ag alloy in seawater, NaCl solution, and deionized water under various normal loads (10–30 N). Wang and Zhang [34] studied the tribological and wear behaviors of Cu–9Ni–6Sn alloy at the small normal load (1–5 N) under dry sliding, deionized water, and NaCl solution. They found that the friction coefficient decreased with the normal load and was independent of the medium. Besides, they observed that the friction coefficient and wear rate in deionized water were higher than those in NaCl solution or seawater. The effect of normal load (75–150 N) on tribo-corrosion behaviors of nickel-aluminum bronze in artificial seawater was investigated by Zhang and Wang [35], and results revealed that the friction coefficient increased with the normal load. According to the existing experimental results, the effects of the normal load on the friction coefficient of copper alloys were significantly different. However, the influence mechanism of the normal load on the friction coefficient of copper alloys was not clarified. Furthermore, there were different experimental results on the interaction between corrosion and wear for the copper alloys in NaCl solution [34, 36] or seawater [35, 37]. Thus, the roles of the seawater in the tribological behaviors of copper alloys also required further study to understand the interaction mechanism between corrosion and wear. Cu–15Ni–8Sn alloy is usually used as bearings in the military aircraft landing gear, therefore, it is easy to contact with seawater or coastal salty air in the service process, causing corrosion and wear simultaneously. However, the tribological behaviors of the Cu–15Ni–8Sn alloy under seawater condition have not been reported, and the effect of normal load and sliding speed on its tribological behaviors is also unknown. It is also unknown whether the corrosion of seawater on the alloy influences tribological behavior.
In this work, an ultrahigh strength Cu–15Ni–8Sn–0.2Y alloy was fabricated by hot isostatic pressure, solid solution, and aging treatment, and its tribological behaviors in seawater were systematically investigated. For understanding the roles of seawater in the tribological behavior of Cu–15Ni–8Sn–0.2Y alloy, its tribological behaviors in deionized water were also studied using the same method. TC6 titanium alloy possesses high strength, good ductility, and excellent resistance against heat and corrosion and be used to fabricate the important components in the aviation and aerospace industries [38]. Therefore, TC6 titanium alloy is chosen as a counterpart. The main purpose of this article is to evaluate the tribological properties of the Cu–15Ni–8Sn–0.2Y alloy in seawater and understand the influence mechanism of corrosion, normal load, and sliding speed on its tribological behaviors. The results of this work can provide experimental data and theoretical guidance for the alloy used as bearings in the aircraft landing gear.
2 Experimental Procedures
A high strength Cu–15Ni–8Sn–0.2Y alloy was sintered by hot isostatic pressure (HIP). Cu–15Ni–8Sn–0.2Y alloy powder with particle size less than 100 μm prepared by gas (N2) atomization method was used as raw material. These alloy powders were hot isostatic pressed with a pressure of 150 MPa at 850 °C for 1.5 h in a vacuum about 10–2 Pa to obtain the Cu–15Ni–8Sn–0.2Y alloy. The as-fabricated alloy was solid solution treated at 850 °C for 1 h in the H2 atmosphere and then rapidly quenched in water. The solid solution-treated alloy was aged at 400 °C under H2 atmosphere for 2.5 h and then quenched in water quickly. The aged alloy was machined to the blocks with 12.30 mm × 12.30 mm × 19.05 mm as wear specimens. Specimens were ground using abrasive paper from 400 to 2000 grits and then ultrasonically cleaned with acetone solution.
The wear tests included the following: (1) studying the effect of the normal load and the sliding speed on tribological behavior of Cu–15Ni–8Sn–0.2Y alloy; (2) comparative studying the tribological behavior of the alloy in deionized water and seawater; (3) studying the roles of seawater in the tribological behavior; (4) investigating the interaction between wear and corrosion under various normal loads and sliding speeds in seawater. Deionized water was made by using the laboratory high purity water equipment (VE-DS, Shenzhen Hongsen Environmental Technology Co., Ltd, China). The seawater was prepared according to the standard ASTM D1141-98 (2008) [33]. The chemical composition of the seawater is listed in Table 1. The pH value of the artificial seawater was adjusted to 8.2 by the NaOH solution (0.1 mol/L).
A block-on-ring wear tester (MRH-1, Yihua Tribology Testing Technology Co., Ltd, China) was employed to carry out the wear tests at room temperature. A TC6 titanium alloy (composition in wt. %: 0.2–0.7 Fe, 2.0–3.0 Mo, 0.8–2.3 Cr, 5.5–7.0 Al, 0.15–0.4 Si, ≤ 0.1 C, ≤ 0.05 N, and the balance is Ti) was employed as the friction couple ring. The schematic diagram of friction pairs is shown in Fig. 1a. All wear tests were lasted for 90 min under various normal loads (20 N, 50 N, and 100 N) and sliding speeds (0.13 m/s, 0.26 m/s, and 0.39 m/s). During the wear tests, the friction coefficient was recorded automatically by the wear tester. The average friction coefficient was calculated for each wear test within the whole sliding time. TC6 titanium alloy ring should be always in contact with the seawater in the process of friction. The volumetric wear loss (mm3), V, was calculated according to the formula given in the Chinese Standard GB/T12444-2006, which can be expressed as:

Schematic diagram of a friction pairs and b the volumetric wear loss calculated by the average width of the worn track
where D is the external diameter of the ring (mm), b is the average width of the worn track (mm), and t is the width of the block (mm). The schematic diagram of the volumetric wear loss calculated by the average width of the worn track is shown in Fig. 1b. The wear rate (mm3/N m), W, is calculated as a function of the volumetric wear loss divided by the sliding distance and the normal load, which can be expressed as W = V/PL where L is the sliding distance (mm) and P is the normal load (N).
The hardness of the Cu–15Ni–8Sn–0.2Y alloy and TC6 titanium alloy was measured using a 600HVS-1000AVT model digital micro-hardness tester (Laizhou huayin Testing Instrument Co., Ltd, China). The hardness values of the studied Cu–15Ni–8Sn–0.2Y alloy and the TC6 titanium alloy are 372.2 HV and 347.9 HV, respectively. Metallographic specimen of the Cu–15Ni–8Sn–0.2Y alloy was ground, polished, and further etched (with an etchant containing 5 g FeCl3, 20 mL concentrated HCl, and 100 mL ethanol). The metallographic images were captured with an optical Leica DM4500P. The distributions of the alloying elements were determined by an electron probe microanalysis (EPMA, JXA-8530F). Worn surfaces and wear debris were captured by field emission scanning electron microscope (SEM, FEI, USA) equipped with an energy dispersive X-ray spectrometer (EDS) system. Fine wear debris was analyzed using a transmission electron microscope (TEM, JEM-2100F, JEOL, Japan). Chemical states of the worn tracks were determined by an X-ray photoelectron spectroscopy (XPS, Thermo Fisher Scientific ESCALAB 210). The XPS analysis was conducted using Al Kα X-ray source and the binding energy of C1s peak as the energy calibration.
The electrochemical measurements of the Cu–15Ni–8Sn–0.2Y alloy before and after wear tests were conducted. The test area of the specimen was 10 mm × 10 mm. The polarization curves were obtained through changing the potential from − 0.55 V to + 0.85 V with a scan rate of 1 mV/s. All tests were carried out at room temperature, and all the tests were repeated at least three times to ensure the reproducibility of the experimental results under the same condition.
3 Results
3.1 Microstructure of Cu–15Ni–8Sn–0.2Y Alloy
Figure 2 shows the optical micrograph of the etched Cu–15Ni–8Sn–0.2Y alloy and the corresponding grain size distributions. The alloy was composed of equiaxed grains. The light region was α phase. Some dark precipitates distributed along grain boundaries were discontinuous cellular γ-phase (DO3) with face-centered cubic structure (f.c.c.) and (CuxNi1-x)3Sn composition [21, 29]. Besides, some dark spots distributed intragranular were intragranular γ-phase (DO3) [21]. The average grain size of the as-received studied sample was 13.51 μm.

a Optical micrograph of Cu–15Ni–8Sn–0.2Y alloy and b the corresponding grain size histograms
The elements distribution maps of Cu–15Ni–8Sn–0.2Y alloy are shown in Fig. 3. It could be found that the discontinuous cellular γ-phase (DO3) was rich in Ni and Sn. The intragranular precipitates could be divided into two different types, one was rich in Ni and Sn (marked A in Fig. 3a) and the other was Ni–Sn–Y ternary intermetallic compound (marked B in Fig. 3a). The intragranular Ni-rich and Sn-rich phases were Ni3Sn phases, which were beneficial to the improvement of the mechanical properties of the alloy [23].

Elements distribution maps of Cu–15Ni–8Sn–0.2Y alloy: a secondary electron image; b Cu element; c Ni element; d Sn element; e Y element
3.2 Friction and Wear Properties
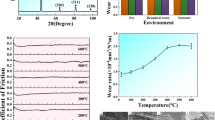
The evolution of friction coefficient for Cu–15Ni–8Sn–0.2Y alloy with sliding time mating with the TC6 titanium alloy under different lubricating media at various normal loads and sliding speeds is illustrated in Fig. 4. The Cu–15Ni–8Sn–0.2Y alloy mating with the TC6 titanium alloy under the seawater exhibited a relatively steady friction coefficient compared with that under the deionized water. It might be attributed to the corrosive products layer and the passive film on the worn surface of the alloy in seawater, reducing the probability of the occurrence of the solid-to-solid contact during the friction process. Also, the effect of the normal load on the stability of friction property was greater than that of the sliding speed. The Cu–15Ni–8Sn–0.2Y alloy possessed the best stability of friction property when the normal load was 20 N.

Evolutions of the friction coefficient of Cu–15Ni–8Sn–0.2Y alloy with the sliding time mating with the TC6 titanium alloy under the deionized water (a–e) and the seawater (b–f) with normal loads of 20 N (a, b), 50 N (c, d), and 100 N (e, f) at various sliding speeds
For the wear test in deionized water, the fluctuation range of friction coefficient was greater than 0.1 when the normal loads were 50 N and 100 N, regardless of sliding speed, while when the normal load was 20 N, the fluctuation range was mainly affected by the sliding speed. When the sliding speed was 0.13 m/s, the friction coefficient of the alloy after sliding time of about 3000 s reached a steady-state, and its fluctuation range was around 0.1. When the sliding speed was 0.26 m/s, the friction coefficient increased for sliding time of 0–400 s and then reached a steady-state, while when the sliding speed was 0.39 m/s, the friction coefficient increased sharply for sliding time of 0–140 s, followed by a decrease and then reached a steady-state regime, which occurred after sliding time of 600 s. This might be related to the formation of the oxide film on the worn surface during the wear process. Oxide film could be formed on the worn surface of the Cu–Ni–Sn alloy in water (deionized water and seawater), decreasing the solid-to-solid contact [34]. Furthermore, the oxide film was easy to form when the sliding speed was high, while it was very easy to be damaged under a high normal load.
For the wear test in seawater, when the normal load was 20 N, the friction coefficient decreased initially and then reached a steady-state, regardless of sliding speed, and the running time was around 190 s. However, the evolutions of the friction coefficient with sliding time were different under a normal load of 50 N at different sliding speeds, and the fluctuation range of the friction coefficients was large. When the normal load was 100 N, the evolutions of the friction coefficient with sliding time were similar at different sliding speeds. This might be related to the growth rate and bearing capacity of the passive film and corrosive products layer on the worn surface of the alloy in seawater.
Figure 5a, b shows the average friction coefficients of the Cu–15Ni–8Sn–0.2Y alloy mating with the TC6 titanium alloy under the deionized water and the seawater. When the sliding speed was 0.39 m/s, with the increase in the normal load from 20 to 100 N, the average friction coefficient of the alloy under the deionized water was increased from 0.197 to 0.248, while the average friction coefficient of the alloy under the seawater increased from 0.1368 to 0.1848. The average friction coefficient increased with the normal load. This attributed to the increase of surface roughness. When the normal load was 100 N, as the sliding speed increased from 0.13 to 0.39 m/s, the average friction coefficient of the alloy under the deionized water was decreased from 0.2991 to 0.248, while the average friction coefficient of the alloy under the seawater decreased from 0.2264 to 0.1848. The average friction coefficient decreased with the sliding speed. Furthermore, the average friction coefficient of the studied alloy under the seawater was much smaller than that under the deionized water.

Friction coefficients (a, b) and wear rates (c, d) of the Cu–15Ni–8Sn–0.2Y alloy under various normal loads and sliding speeds in different lubricating media: (a, c) deionized water, (b, d) seawater
Figure 5c, d show the wear rates of the Cu–15Ni–8Sn–0.2Y alloy mating with the TC6 titanium alloy under the deionized water and the seawater. Within a normal load range of 20–100 N and a sliding speed range of 0.13–0.39 m/s, the wear rate of the studied alloy under the deionized water was in the range of 3.408–10.069 × 10–5 mm3/N m, while the wear rate of the studied alloy under the seawater was between 4.09 × 10–6 mm3/N m and 2.016 × 10–5 mm3/N m. The wear rate of the alloy decreased with the increase of sliding speed and increased with the increase of the normal load. The studied alloy under the seawater exhibited a much lower wear rate than that under the deionized water.
3.3 Worn Surfaces
To illustrate the wear mechanism of the Cu–15Ni–8Sn–0.2Y alloy mating with the TC6 titanium alloy under the deionized water and the seawater, the worn tracks at various normal loads and sliding speeds were analyzed. Figure 6 presents the worn surfaces of the studied alloy under the deionized water. Beside furrows, some delaminated pits and even cracks on the worn surfaces were detected at a sliding speed of 0.13 m/s. However, the worn surfaces obtained at 0.39 m/s were smoother than that obtained at 0.13 m/s.

SEM images of the worn surfaces of the Cu–15Ni–8Sn–0.2Y alloy after sliding in the deionized water at various normal loads and sliding speeds: a 20 N, 0.13 m/s, b 20 N, 0.39 m/s, c 100 N, 0.13 m/s, d 100 N, 0.39 m/s
The worn surfaces of the Cu–15Ni–8Sn–0.2Y alloy mating with the TC6 titanium alloy under the seawater at various normal loads and sliding speeds are given in Fig. 7. At a normal load of 20 N, the worn surfaces were smooth, while at a normal load of 100 N, the deep furrows and big delaminated pits were presented on the coarse worn surfaces. At a normal load of 100 N and a sliding speed of 0.39 m/s, a large number of needle and nanometer granular wear debris adhered to the worn surface, as seen in Fig. 5d. Huttunen-Saarivirta [39] also observed the needle wear debris on the worn surface of leaded tin bronze in simulated seawater. They considered that the needle wear debris was mainly composed of compounds containing oxygen and chlorine. The nanometer granular wear debris was metal oxides, which was reported by Wang and Zhang [34]. These wear debris would be compacted during the friction process and play important roles in reducing friction and wear. Furthermore, the worn surfaces of the studied alloy under the deionized water were coarser than those under the seawater, as shown in Figs. 6 and 7, which indicated that the studied alloy would be subjected to more severe wear under the deionized water.

SEM images of the worn surfaces of the Cu–15Ni–8Sn–0.2Y alloy after sliding in the seawater at various normal loads and sliding speeds: a 20 N, 0.13 m/s, b 20 N, 0.39 m/s, c 100 N, 0.13 m/s, d–f 100 N, 0.39 m/s
To further understand the effect of elements on the tribological behavior of the studied alloy mating with the TC6 titanium alloy, elements distribution on the worn surfaces after wear test is given in Fig. 8. The elements distribution maps of the worn surfaces for the studied alloy at a normal load of 100 N and a sliding speed of 0.39 m/s in the deionized water are shown in 8a, a1–a5. Cu, Ni, Sn, and O elements were uniformly distributed on the worn surface, while the Ti element was uneven. The Ti element came from the friction couple ring, which indicated that the material transfer occurred during the friction process. 8b, b1–b6 presents the elements distribution maps of the worn surface for the studied alloy at a normal load of 100 N and a sliding speed of 0.39 m/s in the seawater. Some granular wear debris appeared on the worn surface. The granular wear debris was rich in O, Cl, and Ti elements. Cl element was derived from the seawater. The chemical reaction between the seawater and the friction pair occurred, which would lead to the unpredictable influence on the friction and the wear of the studied alloy.

Elements distribution maps of the worn surfaces for the Cu–15Ni–8Sn–0.2Y alloy at a normal load of 100 N and a sliding speed of 0.39 m/s under different lubricating media: a, a1–a5 deionized water, b, b1–b6 seawater
To determine the valence states of the worn surfaces, X-ray photoelectron spectroscopy (XPS) analysis was performed on the worn track of the studied alloy mating with the TC6 titanium alloy at a normal load of 100 N and a sliding speed of 0.39 m/s under the deionized water and the seawater. The full XPS spectra curves are shown in Fig. 9. The presence of Mg, Ca, and Cl was confirmed on the worn track under the seawater, besides the presence of Cu, Ni, Sn, O, Y, Ti, and Mo. It implied that some corrosive products were presented on the worn surface of the studied alloy in the seawater during the friction process.

Full XPS spectra of blocks on the worn track for the Cu–15Ni–8Sn–0.2Y alloy at a normal load of 100 N and a sliding speed of 0.39 m/s under different media: a deionized water, b seawater
The spectra of Cu2p, Ni2p, Sn3d, and O1s of the specimen on the worn track under the deionized water by the XPS peak-fitting method are given in Fig. 10a–d. The peaks of Cu2p at 931.9 ± 0.2 eV, 932.8 ± 0.2 eV, and 933.3 ± 0.2 eV attributed to Cu2O, Cu, and CuO, respectively. The peak of Ni2p at around 855.6 eV was in accordance with Ni in NiO and Ni in Ni(OH)2. The peaks of Ni2p at around 856.5 eV and 861.8 eV attributed to NiO and Ni(OH)2, respectively. The peaks at around 486.1 eV and 487.3 eV could be assigned to SnO2. The peak of Sn3d was detected at 486.7 ± 0.2 eV attributed to Sn. The peak of O1s at around 530.3 eV was associated with TiO2, Fe2O3, and Cu2O. The peak at around 531 eV was assigned to NiO, SnO2, and Cu(OH)2. The peak at around 532.4 eV was attributed to Al2O3. The peak at around 531.7 eV was in accordance with Ni(OH)2, Cr(OH)3, and MoO3. It indicated that the worn surface of the studied alloy in the deionized water was mainly coated with an oxide film, which would lower the friction coefficient [40].

Spectra of Cu2p, Ni2p, Sn3d, O1s, Ca2p, and Mg1s of the specimens on the worn track for the Cu–15Ni–8Sn–0.2Y alloy at a normal load of 100 N and a sliding speed of 0.39 m/s under different lubricating media by the XPS peak-fitting method: a–d deionized water, e–j seawater
Figure 10e–j present the spectra of Cu2p, Ni2p, Sn3d, O1s, Ca2p, and Mg1s of the specimens on the worn track for the Cu–15Ni–8Sn–0.2Y alloy under the seawater by the XPS peak-fitting method. In seawater, the compounds detected on the worn track for the alloy in deionized water could be also detected. Besides, CuCl2, SnCl2, CuSO4, CaCO3, CuCO3, CaSO4, MgO, and Mg(OH)2 were also detected on the worn track for the alloy under seawater. Cl¯, SO42¯, CO32¯, Ca2+, and Mg2+ came from seawater. It implied that some corrosive products except the metal oxides were deposited on the worn surface of the studied alloy in the seawater, which could be protective of the alloy, decreasing friction and wear.
3.4 Wear Debris
To understand the influence of the normal load, sliding speed, and contact media on the friction and wear behaviors of the Cu–15Ni–8Sn–0.2Y alloy, the detailed microstructural analysis of wear debris was conducted. Figure 11a–d shows SEM micrographs of the collected wear debris retained in the deionized water after the wear tests for the Cu–15Ni–8Sn–0.2Y alloy after sliding against the TC6 titanium alloy. The size of the wear debris increased significantly with the normal load, while it decreased with the sliding speed. The collected wear debris in deionized water was mainly flaky. SEM micrographs of the collected wear debris that remained in the seawater after the wear tests are presented in Fig. 11e–h. The morphologies of the wear debris collected under different normal loads and sliding speeds were different. With a normal load of 20 N, the collected wear debris was mainly polyhedral, while the size of the wear debris at a sliding speed of 0.13 m/s was more uniform than that at a sliding speed of 0.39 m/s. While with a normal load of 100 N, the collected wear debris was mainly flaky.

SEM images of the worn debris obtained at various normal loads and sliding speeds in the deionized water (a–d) and the seawater (e–h): a, e 20 N, 0.13 m/s, b, f 20 N, 0.39 m/s, c, g 100 N, 0.13 m/s, d, h 100 N, 0.39 m/s
For further understanding the individual fine wear debris, TEM morphology and selected area electron diffraction (SAED) were captured. Figure 12 shows the TEM images and SAED of the collected wear debris at a normal load of 100 N and a sliding speed of 0.39 m/s in the deionized water and seawater. From Fig. 12a, b, the wear debris was comprised of nano-crystallites. The existence of CuO phase and TiO2 phase could be revealed in Fig. 12b. However, the fine collected wear debris in the seawater had two distinct bright field TEM morphologies. One was granular, as shown in Fig. 12c; and the other was flocculent, as shown in Fig. 12e. The granular wear debris was consisted of TiO2, TiCl2, and CuO phases, as presented in Fig. 12d, while the flocculent wear debris was comprised of amorphous phases, as seen in Fig. 12f. The CuO phase was not pure CuO, but rather a (Cu, Ni, Sn)O oxide [34]. The TiCl2 phase was a (Ti, Cu, Ni, and Sn)Cl2 chloride as well. Therefore, it could be inferred that the lubricating film on the worn surface of the alloy in the seawater was composed of metallic oxides, corrosive products, and amorphous phases. In general, the amorphous phases had high hardness and could significantly reduce the friction coefficient and wear rate.

TEM images and SAED of the wear debris collected at a normal load of 100 N and a sliding speed of 0.39 m/s under different lubricating media: a, b deionized water, c–f seawater
4 Discussion
4.1 Effect of Normal Load and Sliding Speed on Tribological Behaviors
According to the SEM morphologies of worn surfaces (as shown in Figs. 6–8), a large number of furrows were detected, indicating that the studied alloy was subjected to abrasive wear. Bowden believed that the abrasive wear was caused by the effect of ploughing, therefore the ploughing force part was the important component of the friction force [40]. The ploughing force can be expressed as follows:
where Fp is the ploughing force caused by plastic deformation. μp is the friction coefficient of the ploughing. Fn is the normal load. The schematic of a ring sliding on a flat surface with friction is shown in Fig. 13. The Cu–15Ni–8Sn–0.2Y alloy sample was isotropic. Yield strength of the studied alloy was σs, therefore, the friction coefficient of the ploughing can be obtained by:

Schematic of a ring sliding on a flat surface with friction
where S and A are the projected contact area between the TC6 titanium alloy and Cu–15Ni–8Sn–0.2Y alloy along with the vertical and horizontal directions, as illustrated in Fig. 13. The S and A can be given by:
According to the theory of elastic mechanics [40],
According to the geometrical relation,
where a is the contact radius, R is the radius of the ring, E’ is the elasticity modulus of the Cu–15Ni–8Sn–0.2Y alloy, and δ is the deformation along normal direction under normal load, as shown in Fig. 13. Introducing Eqs. (4–7) into (3), then the friction coefficient of ploughing can be written as:
According to the revised adhesive wear theory established by Bowden and Tabor [40], the friction force contained adhesive force and ploughing force. The adhesive force was related to the shearing strength of the adhesive point and contact area, which can be written as:
where Fa is the adhesive force, τb is the shearing strength of the adhesive point, and μa is the friction coefficient of adhesion. For most metal materials, generally, the relationship between the shearing strength and yield strength can be written as [40]:
According to Eqs. (9) and (10), the friction coefficient of adhesion, μa, was 0.2. Therefore, for the Cu–15Ni–8Sn–0.2Y alloy, the friction coefficient of the ploughing increases with the normal load, as given in Fig. 5a, b.
However, if the worn surface of the metal material was covered with a thin oxide film or other compounds film, the cutting of the adhesive points would occur in the film during the friction process. Therefore, the friction coefficient of adhesion would be lower than 0.2 due to the low shearing strength of the oxide film or other compounds film. Based on the above analysis, the estimated friction coefficients of the alloy at normal loads of 20 N, 50 N, and 100 N were 0.2026, 0.2035, and 0.2045, respectively. Compared with the experimental friction coefficient obtained in deionized water (see Fig. 5a), the estimated values were lower except for the value (0.197) obtained at a sliding speed of 0.39 m/s and a normal load of 20 N. This was due to the absence of the hardening effect in ploughing model. However, in seawater, the experimental friction coefficient (see Fig. 5b) was lower than the estimated value except for the value (0.2264) obtained at a sliding speed of 0.13 m/s and a normal load of 100 N. It could be attributed to the lubricating effect of the seawater to affect the adhesive friction coefficient.
According to Fig. 13, the wear volume, V, can be written as:
By replacing Eq. (6) in Eq. (11), the wear volume can be obtained by:
According to the definition of wear rate, the wear rate, W, can be expressed as:
where L is the sliding distance, combining with Eqs. (12) and (13), the wear rate can be written as:
Hence, it can be inferred from Eq. (14) that the wear rate increases with the normal load, as shown in Fig. 5c, d.
The water solution can change the contact state between the friction pairs. It may affect the following aspects: the friction heat, the viscosity, the conductivity, the liquidity of wear debris or grits, and the solubility of oxygen. The friction heat and the liquidity of wear debris or grits have an influence on the tribological behavior of the alloy under the water solution. The friction heat could be taken away by the water solution in time during the friction process, therefore, the promotion of the friction heat owing to the increase of the normal load or the sliding speed was less. However, the liquidity of the generated wear debris or grits would become worse with the increase of sliding speed due to the increase of centripetal force. A large number of wear debris or grits would be gathered between contact surfaces. What is more, the wear debris or grits would be transferred into granular metallic oxides in the friction process. The oxide wear debris would play an important role in the friction and wear behavior of the alloy. Under the water solution, the granular metallic oxides were compacted repeatedly during the friction process to form a compacted layer for preventing the adhesion between friction pairs, and they also can play the role of “ball”, reducing the wear rate [41]. However, the oxide wear debris as abrasive would plough the worn surface, resulting in abrasive wear and increasing wear rate [42].
4.2 Roles of Seawater in Tribological Behavior
Seawater had cooling, lubricating, and corrosive effects during the friction process, which was consistent with the reported results of copper alloys in seawater [34]. When the friction-tested medium changed from deionized water to seawater, both the friction coefficient and the wear rate decreased. Seawater played a lubricating role in the tribological behavior of the alloy. Besides, the corrosive effect of the seawater had an important influence on the tribological behavior of the alloy. In general, carbonates, metallic oxides, and hydroxides deposited on the worn surfaces could avoid the direct contact between the Cu–15Ni–8Sn–0.2Y alloy and the TC6 titanium alloy, resulting in reduced wear. However, the effect of chloride ion on the tribological behavior of the alloy should be explained as follows. On the one hand, the chlorides had a lubricating effect [41]. On the other hand, the chloride ions derived from seawater would migrate into the crystal lattice of Cu–15Ni–8Sn–0.2Y alloy to react with the metallic cations, accelerating the dissolution of cations and increasing the mass loss of the alloy. Hence, the lubricating effect and corrosive effect of seawater existed simultaneously and competed with each other in the process of corrosion-wear. According to the experimental results exhibited in this work, the seawater mainly acted as a lubricant, reducing friction and wear.
4.3 Interaction Between Wear and Corrosion in Seawater
Corrosion lowered wear in this test due to the lubrication of corrosion products. However, the effect of wear on corrosion should also be investigated. To further clarify the interaction between the corrosion and the wear, the potentiodynamic polarization curves of Cu–15Ni–8Sn–0.2Y alloy before and after wear test under a normal load of 100 N and a sliding speed of 0.39 m/s were measured, as shown in Fig. 14. Also, the potentiodynamic polarization curve of Cu–15Ni–8Sn–0.2Y alloy soaked in seawater for one day was measured for comparison, as given in Fig. 14. The electrochemical parameters, such as corrosion potential (Ecorr), corrosion current density (icorr), and cathodic (βc) and anodic (βa) Tafel slopes, could be obtained by the Tafel extrapolation method. Hence, the polarization resistance (RP) of the alloy could be calculated by the equation of Stern-Geary [25]. The results of the electrochemical tests are listed in Table 2.

Potentiodynamic polarization curves of Cu–15Ni–8Sn–0.2Y alloy in seawater
The polarization curve of the Cu–15Ni–8Sn–0.2Y alloy after wear test had no passivation zone, indicating that the passivation film had been damaged absolutely. According to the results listed in Table 2, the Ecorr of the alloy after wear test had a negative shift of 78 mV compared with that before wear test. However, compared with the Rp of Cu–15Ni–8Sn–0.2Y alloy before wear test, the Rp of Cu–15Ni–8Sn–0.2Y alloy after wear test increased by about 18 times. What is more, the Rp of the alloy after wear test was much higher than that soaked in seawater. The formation rate of the passive film was very fast during the friction process. In general, the passive film mainly referred to the oxidation film, which had a lubricant effect [40]. Moreover, the corrosive sensitivity of chloride ions was high in the copper alloy matrix due to the small radius of chloride ions and a high dissolution rate of chloride. Therefore, chloride ions derived from the seawater could easily penetrate the passive film, damaging the passive film and increasing corrosion and the number of corrosive products on the worn surface of the Cu–15Ni–8Sn–0.2Y alloy. However, the corrosive products would be beneficial to reduce the wear. Based on the above analysis, wear could accelerate corrosion, while corrosion could decrease wear.
5 Conclusions
-
(1)
The friction coefficient and the wear rate in deionized water and seawater increased with the normal load and decreased with the sliding speed. A friction model for calculating the ploughing component was established to understand the tribological mechanism of Cu–15Ni–8Sn–0.2Y alloy.
-
(2)
Under seawater condition, the Cu–15Ni–8Sn–0.2Y alloy presented a relatively low friction coefficient of 0.1368–0.2264, and a wear rate of 4.09–20.16 × 10–6 mm3/N m, which was mainly attributed to the lubricating effect of corrosive products. The seawater played cooling, lubricating, and corrosive roles in the friction process of the Cu–15Ni–8Sn–0.2Y alloy.
-
(3)
The wear mechanism of the Cu–15Ni–8Sn–0.2Y alloy was abrasive wear and delamination in deionized water. Under seawater condition, the wear mechanism was abrasive wear, delamination as well as corrosive wear and adhesive wear.
-
(4)
The interaction between the corrosion and the wear of the Cu–15Ni–8Sn–0.2Y alloy slid against TC6 titanium alloy in seawater was studied, and the results showed that the corrosion reduced the wear, while the wear accelerated the corrosion.
References
Pang, J.C., Li, S.X., Zhang, Z.F.: High-cycle fatigue and fracture behaviours of Cu-Be alloy with a wide strength range. Fatigue Fract. Eng. Mater. Struct. 36, 168–176 (2013)
Watanabe, C., Sakai, T., Monzen, R.: Misfit strains of precipitated phases and dimensional changes in Cu-Be alloys. Philos. Mag. 88, 1401–1410 (2008)
Tang, Y.C., Kang, Y.L., Yue, L.J., Jiao, X.L.: Precipitation behavior of Cu-1.9Be-0.3Ni-0.15Co alloy during aging. Acta Metall. Sin. 28, 307–315 (2015)
Shankar, K.V., Sellamuthu, R.: Determination on the effect of tin content on microstructure, hardness, optimum aging temperature and aging time for spinodal bronze alloys cast in metal mold. Int. J. Metalcast. 11, 189–194 (2016)
Zhang, S.Z., Gan, X.P., Cheng, J.J., Jiang, Y.X., Li, Z., Zhou, K.C.: Effect of applied load on transition behavior of wear mechanism in Cu-15Ni-8Sn alloy under oil lubrication. J. Cent. South Univ. 24, 1754–1761 (2017)
Plewes, J.T.: High-strength Cu-Ni-Sn alloys by thermomechanical processing. Metall. Trans A 6A, 537–544 (1975)
Ilangovan, S., Sreejith, J., Manideep, M., Harish, S.: An experimental investigation of Cu-Ni-Sn alloy on microstructure, hardness and wear parameters optimization using DOE. Tribol. Ind. 40, 156–163 (2018)
Virtanen, P., Tiainen, T., Lepistö, T.: Precipitation at faceting grain boundaries of Cu-Ni-Sn-alloys. Mater. Sci. Eng. A 251, 269–275 (1998)
Christofidou, K.A., Robinson, K.J., Mignanelli, P.M., Pickering, E.J., Jones, N.G., Stone, H.J.: The effect of heat treatment on precipitation in the Cu-Ni-Al alloy Hiduron 130. Mater. Sci. Eng. A 692, 192–198 (2017)
Shen, L., Li, Z., Zhang, Z., Dong, Q., Xiao, Z., Lei, Q., et al.: Effects of silicon and thermo-mechanical process on microstructure and properties of Cu-10Ni-3Al-0.8Si alloy. Mater. Des. 62, 265–270 (2014)
Shen, L., Li, Z., Zhao, Y., Wang, Y., Dong, Q., Wang, M.: Phase transformation behavior of Cu-10Ni-3Al-0.8Si alloy. Mater. Chem. Phys. 173, 421–428 (2016)
Singh, J.B., Wen, J.G., Bellon, P.: Nanoscale characterization of the transfer layer formed during dry sliding of Cu-15wt.%Ni-8wt.%Sn bronze alloy. Acta Mater. 56, 3053–3064 (2008)
Xiao, J.K., Zhang, W., Liu, L.M., Gan, X.P., Zhou, K.C., Zhang, C.: Microstructure and tribological properties of plasma sprayed Cu-15Ni-8Sn coatings. Surf. Coat. Technol. 337, 159–167 (2018)
Zhu, Y.D., Yan, M.F., Zhang, Y.X., Zhang, C.S.: First-principles investigation of structural, mechanical and electronic properties for Cu-Ti intermetallics. Comput. Mater. Sci. 123, 70–78 (2016)
Wei, H., Cui, Y., Cui, H., Wei, Y., Hou, L.: Effects of multiple trace alloying elements on the microstructure and properties of Cu-4 wt% Ti alloys. Mater. Sci. Eng. A 707, 392–398 (2017)
Rhu, J.C., Kim, S.S.: Mechanical properties of Cu-6Ni-2Mn-2Sn-xAl alloys. Scr. Mater. 42, 83–89 (2000)
Xie, W.B., Wang, Q.S., Mi, X.J., Xie, G.L., Liu, D.M., Gao, X.C., Li, Y.: Microstructure evolution and properties of Cu-20Ni-20Mn alloy during aging process. Trans. Nonferrous Met. Soc. China 25, 3247–3251 (2015)
Xie, G.L., Wang, Q.S., Guo, Q.M., Liu, D.M., Xie, W.B., Mi, X.J., Xiong, B.Q.: Precipitation process and mechanical properties of an elastic Cu-Ni-Mn Alloy. Mater. Sci. Forum 817, 577–581 (2015)
Ilangovan, S., Sellamuthu, R.: An investigation of the effect of Ni content and hardness on the wear behaviour of sand cast Cu-Ni-Sn alloys. Int. J. Microstruct. Mater. Prop. 7, 316–328 (2012)
Zhao, J.C., Notis, M.R.: Spinodal decomposition, ordering transformation, and discontinuous precipitation in a Cu-15Ni-8Sn alloy. Acta Mater. 46, 4203–4218 (1998)
Ouyang, Y., Gan, X.P., Zhang, S.Z., Li, Z., Zhou, K.C., Jiang, Y.X., Zhang, X.W.: Age-hardening behavior and microstructure of Cu-15Ni-8Sn-0.3Nb alloy prepared by powder metallurgy and hot extrusion. Tran. Nonferrous Met. Soc. China 27, 1947–1955 (2017)
Zhao, C., Zhang, W.W., Wang, Z., Li, D.X., Luo, Z.Q., Yang, C., Zhang, D.T.: Improving the mechanical properties of Cu-15Ni-8Sn alloys by addition of titanium. Materials 10(9), 1038–1049 (2017)
Peng, G., Gan, X.: Re-aging behavior of Cu-15Ni-8Sn alloy pretreated by dynamic strain aging. Mater. Sci. Eng. A 752, 18–23 (2019)
Fang, S.F., Wang, M.P., Wang, Y.H., Qi, E.H., Li, Z.: Evolutionary artificial neural network approach for predicting properties of Cu-15Ni-8Sn-0.4Si alloy. Trans. Nonferrous Met. Soc. China 18, 1223–1238 (2008)
Zhang, Y., Xiao, Z., Zhao, Y.Y., Li, Z., Xing, Y., Zhou, K.C.: Effect of thermo-mechanical treatments on corrosion behavior of Cu-15Ni-8Sn alloy in 3.5 wt% NaCl solution. Mater. Chem. Phys. 199, 54–66 (2017)
Johnsen, R., Lange, T., Stenerud, G., Olsen, J.S.: Environmentally assisted degradation of spinodal copper alloy C72900. Corros. Sci. 142, 45–55 (2018)
Singh, J.B., Cai, W., Bellon, P.: Dry sliding of Cu-15wt%Ni-8wt%Sn bronze: wear behaviour and microstructures. Wear 263, 830–841 (2007)
Zhang, S.Z., Jiang, B.H., Ding, W.J.: Dry sliding wear of Cu-15Ni-8Sn alloy. Tribol. Int. 43, 64–68 (2010)
Zhang, S.Z., Jiang, B.H., Ding, W.J.: Wear of Cu–15Ni–8Sn spinodal alloy. Wear 264, 199–203 (2008)
Ouyang, Y., Gan, X.P., Li, Z., Zhou, K.C., Zhang, S.Z., Jiang, Y.X., Zhang, X.W.: Microstructure evolution of a Cu-15Ni-8Sn-0.8Nb alloy during prior deformation and aging treatment. Mater. Sci. Eng. A 704, 128–137 (2017)
Kondo, S.I., Nakashima, H., Morimura, T.: Spinodal decomposition in a melt-spun Cu-15Ni-8Sn alloy. Physica B Condens. Matter 560, 244–254 (2019)
Caris, J., Li, D.Q., Stephens, J.J., Lewandowski, J.J.: Microstructural effects on tension behavior of Cu-15Ni-8Sn sheet. Mater. Sci. Eng. A 527, 769–781 (2010)
Jin, K.J., Qiao, Z.H., Zhu, S.Y., Cheng, J., Yin, B., Yang, J.: Tribological properties of bronze-Cr-Ag alloy in seawater, NaCl solution and deionized water. Tribol. Int. 98, 1–9 (2016)
Wang, Y., Zhang, L., Xiao, J.K., Chen, W., Feng, C.F., Gan, X.P., Zhou, K.C.: The tribo-corrosion behavior of Cu-9wt% Ni-6wt% Sn alloy. Tribol. Int. 94, 260–268 (2016)
Zhang, B.B., Wang, J.Z., Yan, F.Y.: Load-dependent tribocorrosion behavior of nickel-aluminium bronze in artificial seawater. Corros. Sci. 131, 252–263 (2018)
Mao, X.Y., Li, D.Y., Fang, F., Tan, R.S., Jiang, J.Q.: Application of a simple surface nanocrystallization process to a Cu-30Ni alloy for enhanced resistances to wear and corrosive wear. Wear 271, 1224–1230 (2011)
Cui, G.J., Bi, Q.L., Zhu, S.Y., Yang, J., Liu, W.M.: Tribological behavior of Cu-6Sn-6Zn-3Pb under sea water, distilled water and fry-sliding conditions. Tribol. Int. 55, 126–134 (2012)
Li, M.Q., Xiong, A.M., Huang, W.C., Wang, H.R., Su, S.B., Shen, L.C.: Microstructural evolution and modelling of the hot compression of a TC6 titanium alloy. Mater. Charact. 49, 203–209 (2003)
Huttunen-Saarivirta, E., Isotahdon, E., Metsäjoki, J., Salminen, T., Ronkainen, H., Carpén, L.: Behavior of leaded tin bronze in simulated seawater in the absence and presence of tribological contact with alumina counterbody: corrosion, wear and tribocorrosion. Tirol. Int. 129, 257–271 (2019)
Wen, S.Z., Huang, P.: Principles of Tribology, 2nd edn. Tsinghua University Press, Beijing (2002)
Ding, H., Dai, Z., Zhou, F., Zhou, G.: Sliding friction and wear behavior of TC11 in aqueous condition. Wear 263, 117–124 (2007)
Gong, T.M., Yao, P.P., Xiao, Y.L., Fan, K.Y., Tan, H.Q., Zhang, Z.Y., Zhao, L., Zhou, H.B., Deng, M.W.: Wear map for copper-based friction clutch material under oil lubrication. Wear 328–329, 270–276 (2015)
Acknowledgements
The authors would like to express their gratitude for the financial support provided by the national key research and development program of China (Grant No. 2017YFB0306105, 2018YFE0306100).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cheng, J., Gan, X., Lei, Q. et al. Tribological Behaviors of an Ultrahigh Strength Cu–15Ni–8Sn–0.2Y Alloy Sliding Against TC6 Titanium Alloy in Deionized Water and Seawater. Tribol Lett 68, 21 (2020). https://doi.org/10.1007/s11249-019-1262-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-019-1262-8