
Abstract
The film formation mechanism of lithium complex grease under starved condition was proposed based on the analysis of the relationship between grease reservoir and the finger-shaped lubricant along the rolling track using a laboratory built ball-on-disc test rig. Film thicknesses with rolling time at different slide/roll ratios were measured and discussed in detail. Experimental results showed that starvation occurred soon after the operation under pure rolling condition. In contrast, the contact remained fully flooded under slide–roll condition. The measurement of grease fingers proved that slide/roll ratio contributed to replenishing the contact by transferring more grease to the vicinity of the contact to form a lager lubricant reservoir. The volume of grease fingers, the inlet lubricant supply and the film thickness at different slide/roll ratios were found to be in good agreement.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Grease is widely used in bearings and gear systems for its excellent performance in maintaining lubricity and sealing. Generally, grease-lubricated bearings work under starved condition due to a reduction in lubricant supply caused by side flow. Once being pushed aside, grease can never reflow back to the track without external force. Cavities, produced by negative pressure in the outlet region due to the separation of the ball and disc, separate grease into the pattern of fingers along the rolling track. These fingers stay in the vicinity of the contact and become the main source of lubricant supply [1]. Starvation occurs soon after the operation in a grease-lubricated bearing. However, grease can maintain long-term lubricity by replenishment. The performance of a grease-lubricated bearing is determined by the combined effects of operating condition, grease properties and bearing configuration [2]. These factors affect the amount of grease supply and replenishment by controlling the amount of lubricant in the vicinity of the rolling elements. Many experimental and numerical researches were carried out to study the complex mechanism of replenishment. Cann et al. [3] studied the change of grease composition and the loss of grease structure under elastohydrodynamic lubrication. It was observed that shear thinning and shear heating contribute to replenishment by impelling base oil to bleed out of the bulk grease and reflow back to the starved contact [4, 5]. The bleed oil, reported by Cousseau et al. [6], could generate similar film thickness with the corresponding grease under fully flooded lubrication conditions. It provided a possibility to predict grease film thickness using their bleed oil properties under full film conditions. Experiments [1, 7] also showed that equilibrium between lubricant loss and replenishment would occur in grease lubrication for long-term operation. Lugt et al. [8] built an oil-bleeding model to quantify the amount of bleed oil from bulk grease. Gershuni et al. [9] proposed the effects of surface tension and lubricant viscosity on replenishment, which might also be applied to grease lubrication. Other researches [10–14] reported that loading–unloading process, vibrating and swaying, spinning and tilting of the ball during operation would contribute to replenishing the contact by increasing lubricant reflow.
It is well known that the amount and the property of lubricant around the contact significantly influence its replenishment ability [15–17]. Thus, a better understanding of the grease in the vicinity of the contact is of vital importance. Larsson [16] studied the finger-shaped grease along the rolling track by using a ball-on-disc test rig and studied the amount of lubricant transferring from the reservoir to the disc and the ball by calculating the gravity change of the fingers. He also pointed out that the tiny rods at the end of the grease fingers were sheared to replenish the track. Aström et al. [17] also studied the cavitation pattern on the ball-on-disc test rig and observed oil reflow under surface tension. Mérieux et al. [18] observed that the angle of grease fingers towards the rolling track got smaller after a period of operation.
The operating conditions described by Refs. [10–14] were shown to contribute grease reflow to the contact. The mechanism, however, might cover several interactive factors. In most operations described above, such as in swaying and spinning, slide–roll also existed. In gear systems, slide–roll was more common, but the effect of slide/roll ratio (SRR) on lubricant supply and film thickness of a grease-lubricated contact has not been directly analysed in detail. Lord and Larrson [19] observed a decrease in film thickness and an increase in friction coefficient in fully flooded oil lubrication under slide–roll condition. Qian et al. [20] also studied the failure of polyalphaolefin (PAO) at high SRR. Based on the observation of oil reservoir by using fluorescence microscopy and a series of calculation, they ascribed the heavy scratches appearing immediately after 1 s operation to shear heating.
As a semi-solid colloid with very different rheology, grease might behave differently from oil in many ways. The present work focused on the influence of SRR on the behaviour of grease reservoir and film thickness of a point contact under starved lubrication condition. The formation and volume of grease fingers were analysed. The mechanism of grease lubrication at different SRR was proposed based on the analysis of grease fingers, inlet distance and film thickness.
2 Experimental Technique and Equipment
The test was carried out on a ball-on-disc test rig at an ambient temperature of 22 °C. The design and operating principle of this test rig were described in our previous work [20]. The steel ball was loaded against the chromium-coated glass disc to produce a maximum Hertz pressure of 0.68 GPa, as shown in Fig. 1. The disc and the ball were separately driven by two different servo motors, providing different SRR. SRR is defined as follows:
where \(V_{\text{d}}\) and \(V_{\text{b}}\) are the track velocity of the disc and the ball, respectively. SRR, the slide/roll ratio, describes the relative speed of the ball and the disc.

Ball-on-disc test rig and the grease-layer assurance method
The properties of the ball, disc and grease used in the tests are given in Table 1.
The lubricant around the contact determines the lubrication condition, especially under starved condition. Thus, to better study the relationship between grease reservoir and film thickness, same amount of grease supply before each test should be guaranteed. Recently, Svoboda et al. [21] used a spherical roller in front of a ball to obtain the well-defined oil supply for a starved oil-lubricated ball-on-disc test. In this work, a 0.1-mm-thickness layer of the lithium complex grease was evenly spread on the chromium-coated glass disc before each test, which was achieved and checked by the following method:
Firstly, a bar fixed on a lifting platform with the resolution of 0.02 mm was used to smear the grease evenly about 0.1 mm on the lower surface of the disc when it rotates. Then, slight adjustment was made to ensure that the radius of the static reservoir was about 1.25 mm before each test when loading the ball against the disc under the same load. The size of static reservoir was carefully checked at any three points on the disc to make sure the grease was evenly spread as shown in Fig. 1. For each test in this paper, the diameter deviation of the static reservoir was carefully controlled less than ±0.02 mm.
Then, grease reservoir and film thickness were observed through a high-resolution microscope. The effects of SRR on the inlet distance, the formation of grease fingers and film thickness were analysed. The tested entrainment velocity was kept 25 mm/s, and SRR changed from −1 to 1.
To obtain more accurate and convincing results, both the ball and the disc were cleaned with ethanol, acetone and deionized water, and then dried before a new test. Each test was repeated three times.
3 Results and Discussion
3.1 Inlet Distance and Film Thickness at Different Slide/Roll Ratios
As shown in Fig. 2, the inlet distance D was defined as the distance between contact and the lubricant meniscus. During the test, D dropped rapidly after the first revolution and achieved equilibrium gradually after 2–3 revolutions, see Fig. 3a. The equilibrium inlet distance D increased with increasing |SRR| both under positive and negative condition. Under pure rolling condition, as shown in Fig. 3b, the lubricant meniscus moved into the contact. However, under slide–roll conditions, the lubricant meniscuses were still outside the contact. The overall equilibrium inlet distances for SRR > 0 were larger than those for SRR < 0. The results proved that more grease would be brought back to the rolling track under slide–roll condition than under pure rolling condition. In addition, the lubricant supply was better for SRR > 0 than that for SRR < 0.

Definition of the inlet distance D

Inlet distance variation at different SRR (entrainment velocity = 25 mm/s, lithium complex grease, 2#). a Variation of inlet distance with revolution; b equilibrium state at different SRR captured by high-speed CCD
Figure 4 shows the variation of grease film thickness of different SRR at 25 mm/s. The trend of film thickness variation at different SRR was quite similar to that of the inlet distance. For the first 1–2 revolutions, grease was gradually pushed out of the rolling track. But there was still sufficient lubricant spread in and around the track. So the contact was fully flooded. During this period, lumps of grease thickener were observed passing through the contact. Film thickness with visible thickener lumps passing through was about 100–200 nm. Film thickness without visible thickener lumps passing through was about 40–45 nm.

Film thickness variation at different SRR
Two to three revolutions later, the film thickness reached an equilibrium value of 40–45 nm. No large thickener lumps entered the contact any more. However, the film thickness of the corresponding base oil was about only 25 nm at the same working condition. It indicated that the thickeners still played a role in film formation. For pure rolling condition (SRR = 0), the film thickness gradually decreased from 40 to 20 nm after 13 revolutions. For SRR = −1, the film thickness also decreased from 40 to 30 nm. For other SRR, film thicknesses remained 40–45 nm and changed little. The final equilibrium inlet distance D and film thickness h a at different SRR are shown in Fig. 5.

Equilibrium film thickness and inlet distance at different SRR
According to Ref. [22], a dimensionless parameter \(m^{*}\) was used to define the critical state between fully flooded condition and starved condition.
where R 1 and a are the radii of the ball and the contact, respectively. \(H = h_{\text{c}} /R_{1}\), and it is the ratio of the central film thickness over the radius of the ball. If D + a ≥ a · m *, the contact is fully flooded; if D + a < a · m *, the contact is starved. Thus, the lubrication condition in the present test was calculated as follows (Table 2).
It can be concluded from the analysis above that starved contact occurred for SRR = 0. For the cases of SRR = −1, −0.5, 0.5 and 1, the inlet lubricant was sufficient to maintain fully flooded lubrication condition. The equilibrium film thickness varied in good agreement with the inlet distance under each SRR, except for SRR = −1. This was verified by the measurement of inlet distance, the film thickness and the calculation of lubrication condition.
3.2 Grease Fingers
The amount of the finger-shaped lubricant arranging along the rolling track determined the reservoir in the next roll. In the present test, the volume of grease fingers left on the disc at different SRR was estimated. The mechanism of the formation of grease finger and its effect on lubricant supply were discussed.
Static grease reservoir was observed circular around the contact. When the ball and the disc rotated, the two surfaces formed a diverging gap in the outlet region. Dissolved gas (or even vaporized oil) came out of the lubricant due to pressure decreasing, forming bubbles in the outlet region. Savage [23] and Dowson [24] studied cavitation in lubrication very early. Bubbles took the place of lubricant between the gap of the ball and disc, and separated grease reservoir into two bands. So grease reservoir always shaped like a butterfly.
Grease in the diverging gap separated in the outlet region with the two surfaces. The finger-shaped lubricant can be explained by Taylor instability [25–27]. The dimension and angle of the fingers would be influenced by the separating speed of the two surfaces, pressure distribution, the properties of grease, etc. Figure 6 shows the fingers at different SRR. These photos were taken after three revolutions, when the inlet distance became relatively stable. The fingers were measured immediately before they lost shape due to shearing and heating.

Grease fingers at different SRR. a SRR = − 0.5; b SRR = 0; c SRR = 0.5
Grease fingers reflected the ability of lubricant to be transferred from grease reservoir to the moving surfaces. With the same amount of original grease supply, the more lubricant stayed near the rolling track, the larger reservoir it would form. According to Larsson [16], different kind of greases had different ability to be transferred onto the disc.
To calculate the volume of grease fingers, several necessary dimensions are defined in Fig. 7. The tiny branches at the end of the finger are restored as a whole, so the shape of one single grease finger can be considered as a tetrahedron for simplification. In Fig. 7, only the fingers in the outlet region on the disc are drawn. Fingers on the ball can be analysed by the same method.

3-D diagram of a single grease finger. \(l\)—length of the finger, measured from point A to the midpoint of side BC; \(w\)—width of the finger; \(h\)—height of the finger; \(\phi\)—the angle of grease finger towards the rolling track
So, the volume v of one single lubricant tetrahedron can be obtained as follows:
w, l and ϕ can be directly measured by using the high-resolution microscope. h is considered half of the gap height where the fingers stop separating [16]; thus, it can be calculated according to the geometry of the gap. The asymmetry of the lubricant layer on the two surfaces due to slide–roll is neglected here.
Moreover, the distribution density of the fingers also influenced the amount of lubricant. So the total volume V of grease fingers along the rolling track can be calculated as follows:
where ρ is the number of fingers per unit length of the rolling track, which can be measured in the test; \(R_{\text{d}}\) is the radius of the rolling track. The total lubricant carried by grease fingers at different SRR is shown in Fig. 8.

Lubricant carried by grease fingers and inlet distance at different SRR
Results show that the calculated volume of grease fingers and the measured inlet distance are in good agreement at different SRR. This indicated that grease fingers were the major source of lubricant supply when no external lubricant was added in the present test. It determined the amount of lubricant around the contact, especially in the initial period of operation.
In the actual application of a bearing or a gear system, the lubricant supply may not only depend on the volume of grease around the contact. At high working temperature and elapsed time, the bled oil could play an important role in lubricating film formation. The properties of several kinds of bled oils were tested by Cousseau et al. [6]. However, when most of the grease has been pushed away during the starvation phase, or at low working temperature, the limited amount of grease left around the contact will be of great importance in determining the service life of the systems.
3.3 Mechanisms
When lubricated with lithium complex grease, starvation was observed under pure rolling condition after several revolutions at 25 mm/s. However, the contact was fully lubricated under slide–roll condition, which was verified by the film thickness measurement and the calculation of the dimensionless parameter*m. Thus, for SRR = 0, the film thickness was only about 25 nm; for SRR = −0.5, 0.5 and 1, the film thicknesses remained 40–45 nm before they were no longer measureable due to scratches on disc. The results were in agreement with the measurements of the inlet distance and the calculation of the amount of lubricant carried by grease fingers. In contrast, for SRR = −1, the film thickness was only about 30 nm. It was observed that the contact was still fully flooded. The decrease of film thickness may be explained due to the effects of thermal and shear thinning.
3.3.1 Lubricant Carried by Grease Fingers
Inlet distance directly reflected the amount of lubricant supply around the contact. In this study, grease finger was the only source of lubricant supply. So the inlet distance was mainly determined by the amount of lubricant carried by grease fingers. Under pure rolling condition, the fingers carried insufficient lubricant, so starvation occurred. However, the fingers carried more lubricant under slide–roll condition, so the contact remained fully flooded.
3.3.2 Thickener Fragments, Shear Thinning and Thermal Effects
The shear rate at the central point of the contact for each SRR was calculated in Table 3. The data reported were obtained after 12 revolutions.
The shear rate was much higher under slide–roll condition than under pure rolling condition. As a result, grease thickener can be sheared into small fragments due to higher shear rates in EHD contact zone. According to Refs. [29, 30], the finer the thickener was, the higher its gelling ability. Small thickener fragments and the base oil might form a new colloid system and would be more homogeneously dispersed in the lubricant, which might make up the loss of viscosity caused by shear thinning to some degree. In this study, it was observed that for the first 2–3 revolutions in the test, grease thickener lumps were captured passing through the contact, causing drastic fluctuation of the contact film thickness. After three revolutions, film thickness gradually reached to an equilibrium value, and irregular film profiles were no longer observed. It indicated that when the grease in the fingers was rolled over and over again, large thickener lumps were gradually milled into uniformly small ones. This was proposed earlier by Cann [28].
As shown in Table 3, higher shear rates were calculated at higher |SRR|. Though under fully flooded lubrication condition, large grease lumps were more easily to be sheared into tiny fragments, so the film thickness was intuitively supposed to decrease due to shear thinning. But the decrease of film thickness was only observed for SRR = −1 among all the cases under slide–roll condition. Further experiments carried by Kenata et al. [31] found that, under fully flooded grease lubrication, film thickness for SRR > 0 was higher than that for SRR < 0. They ascribed this phenomenon to the temperature–viscosity wedge effect [32]. If two contacted surfaces move with different speeds, the faster the surface with higher thermal conductivity moves, the lower central film thickness it will form.
Thus, for SRR = ±0.5 and 1, the effects of thickener fragmentation, shear thinning and temperature–viscosity wedge effect were considered reaching an equilibrium state, so the film thickness remained 40–45 nm. For SRR = −1, the thickeners were more easily to be sheared into small ones. So the loss of viscosity due to shear heating was supposed to play a more significant role, which causing the lowest film thickness under all slide–roll conditions.
3.4 Scratch Under Slide–Roll Condition
It should be noted that scratches on the disc were also observed under slide–roll condition after about 10 revolutions. Film thickness could no longer be accurately measured where the chromium-coated layer was scratched. Besides, no wear was observed under pure rolling condition.
Under slide–roll condition, it is foreseen that oil film thickness decreases rapidly because of the loss of viscosity due to heat generation [19]. In this study, scratches were observed discontinuously distributing in the track, and randomly. So the film thickness could still be measured accurately from those points without scratches. Figure 9 shows the wear condition at different position on the disc for SRR = 0.5 after 20 revolutions. At position 1 and 3, only slight scratches were found; at position 2, the rolling track was heavily worn. The wear patterns after 20 revolutions for other slide–roll conditions were very similar to this. As the grease used in the test was specially manufactured in laboratory which is free from impurities, and the test equipment, e.g. the disc and the ball were thoroughly washed and cleaned before and after tests, it was thus proposed that the scratches were due to the fluctuation in the film thickness, and this was due to shearing and heating.

Scratches at different position on the disc (SRR = 0.5, N = 20)
Delgado et al. [33] studied the rheological behaviour of lithium grease. They found that non-homogeneous field of velocities appeared in the tested grease flow. Such behaviour indicated that wall slip or shear banding might happen. This would lead to a fracture of the grease film in the contact, especially at high temperatures. Under slide–roll condition, much heat was generated in the inlet and contact region. Such high temperature and shear rate might cause not only a loss in base oil viscosity, but also the non-homogeneity of the grease flow. The discontinuously distributed scratches under slide–roll condition were most probably due to the fracture of the grease film happening randomly in the contact. Unfortunately, the decrease of film thickness could not be directly measured due to the rapid appearance of scratches.
3.5 Influence of Shear Heating
The analysis above indicated that the shear thinning and thermal effects from sliding might influence the results, especially the film thickness. Moreover, the sheared grease along the rolling track would behave more like fluid at higher shear rates. It is necessary to find out whether the trends of the inlet distance and the volume of grease fingers were mainly caused by reflow due to shear heating. Further experiments at 10 mm/s were done to compare with the results obtained at 25 mm/s.
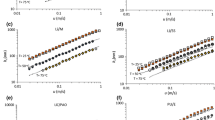
Inlet distance and film thickness were measured after 15 revolutions. The volume of grease fingers was still measured after three revolutions when the inlet distance became relatively stable. It could be seen from Figs. 10 and 11 that similar trends of the inlet distances, volume of grease fingers and film thickness still existed at 10 mm/s. The major difference between the results at 25 and 10 mm/s was the film thickness. The trends in Figs. 5 and 10 were very similar, but the overall film thicknesses were larger for the lower speeds. This was explained because large thickener lumps would survive longer at low shear rate.

Film thickness and inlet distance at different SRR

Lubricant carried by grease fingers and inlet distance at different SRR
Starvation was also observed for SRR = 0, so the film thickness decreased to about 35 nm after 15 revolutions. For SRR = −1, large thickener lumps were captured more easily to be sheared into small fragments than for other SRR. So the film thickness decreased to about 30 nm after 10 revolutions. For SRR = ±0.5 and 1, much more and larger thickener lumps were observed passing through the contact at the end of the tests, so the average film thicknesses were about 70 nm.
Although the presence of shear heating was inevitable, it had been avoided to a larger extent for the tests at 10 mm/s. The results indicated that the trends of inlet distance and volume of grease fingers were mainly due to sliding, rather than the reflow caused by shear heating.
4 Conclusions
Inlet distance is always thought to be an important parameter for estimating the EHL film thickness in oil lubrication. The present results showed that, for a grease-lubricated contact without external influences, the inlet lubricant was determined by the grease fingers left along the rolling track. Starvation occurred, and the minimum film thickness formed under pure rolling condition soon after the operation. While more lubricant was calculated to be transferred onto the disc, so the contact remained fully flooded under slide–roll condition. The mechanism of the combined effects of lubricant amount, shearing and thermal effects on the film thickness at different SRR was discussed and agreed well with the observation. The wear mechanism of a grease-lubricated contact under slide–roll condition was also proposed based on the observation of rolling track and the rheological analysis cited in literature. Inhomogeneous grease flow might occur randomly in the contact due to shearing and heating, causing fracture of the lubricating film under slide–roll condition.
This paper confirms that grease fingers are of great importance in starved grease lubrication. Grease with different NLGI grade and different composition would have different behaviour. The lubricating mechanism of different kind of grease under staved condition has not been fully understood by now, and it may be further revealed by going into the physical and chemical changes of these fingers.
References
Cann, P.M.E.: Thin-film grease lubrication. Proc. Inst. Mech. Eng. J. 213, 405–416 (1999)
Cann, P.M.E., Lubrecht, A.A.: Bearing performance limits with grease lubrication: the interaction of bearing design, operating conditions and grease properties. J. Phys. D Appl. Phys. 40, 5446–5451 (2007)
Cann, P.M., Williamson, B.P., Coy, R.C., Spikes, H.A.: The behaviour of greases in elastohydrodynamic contacts. J. Phys. D Appl. Phys. 25, 124–132 (1992)
Hurley, S., Cann, P.M., Spikes, H.A.: Lubrication and reflow properties of thermally aged greases. Tribol. Trans. 43, 221–228 (2000)
Cann, P.M.: Starvation and reflow in a grease-lubricated elastohydrodynamic contact. Tribol. Trans. 39, 698–704 (1996)
Cousseau, T., Björling, M., Graca, B., Campos, A., Seabra, J., Larsson, R.: Film thickness in a ball-on-disc contact lubricated with greases, bleed oils and base oils. Tribol. Int. 53, 53–60 (2012)
Wilson, A.R.: The relative thickness of grease and oil films in rolling bearings. Proc. Inst. Mech. Eng. J. 193, 185–192 (1979)
Baart, P., Van der Vorst, B., Lugt, P.M., Van Ostayen, R.A.: Oil-bleeding model for lubricating grease based on viscous flow through a porous microstructure. Tribol. Trans. 53, 340–348 (2010)
Gershuni, L., Larson, M.G., Lugt, P.M.: Lubricant replenishment in rolling bearing contacts. Tribol. Trans. 51, 643–651 (2008)
Cann, P.M., Lubrecht, A.A.: The effect of transient loading on contact replenishment with lubricating grease. Tribol. Ser. 43, 745–750 (2003)
Nagata, Y., Kalogiannis, K., Glovnea, R.: Track replenishment by lateral vibrations in grease-lubricated EHD contacts. Tribol. Trans. 55, 91–98 (2012)
Li, G., Zhang, C., Luo, J., Liu, S., Xie, G., Lu, X.: Film-forming characteristics of grease in point contact under swaying motions. Tribol. Lett. 35, 57–65 (2009)
Li, G., Zhang, C., Xu, H., Luo, J., Liu, S.: The film behaviours of grease in point contact during microoscillation. Tribol. Lett. 38, 259–266 (2010)
Baly, H., Poll, G., Cann, P.M., Lubrecht, A.A.: Correlation between model test devices and full bearing tests under grease lubricated conditions. In: IUTAM Symposium on Elastohydrodynamics and Microelastohydrodynamics, pp. 229–240. Springer, Netherlands (2006)
Cann, P.M., Damiens, B., Lubrecht, A.A.: The transition between fully flooded and starved regimes in EHL. Tribol. Int. 37, 859–864 (2004)
Larsson, P.O.: Lubricant replenishment in the vicinity of an EHD contact. Dissertation, Luleå University of Technology, Sweden (1996)
Aström, H., Östensen, J.O., Höglund, E.: Lubricating grease replenishment in an elastohydrodynamic point contact. J. Tribol. 115, 501–506 (1993)
Mérieux, J.-S., Hurley, S., Lubrecht, A.A., Cann, P.M.: Shear-degradation of grease and base oil availability in starved EHL lubrication. Tribol. Ser. 38, 581–588 (2000)
Lord, J., Larsson, R.: Effects of slide/roll ratio and lubricant properties on elastohydrodynamic lubrication film thickness and traction. Proc. Inst. Mech. Eng. J. 215, 301–308 (2001)
Qian, S., Guo, D., Liu, S., Lu, X.: Experimental investigation of lubrication failure of polyalphaolefin at high slide/roll ratios. Tribol. Lett. 44, 107–115 (2011)
Svoboda, P., Kostal, D., Drupka, I., Hartl, M.: Experimental study of starved EHL contacts based on thickness of oil layer in the contact inlet. Tribol. Int. 67, 140–145 (2013)
Hamrock, B.J., Dowson, D.: Ball Bearing Lubrication. Wiley Interscience, New York (1981)
Savage, M.D.: Cavitation in lubrication. Part 1. On boundary conditions and cavity–fluid interfaces. J. Fluid Mech. 80, 743–755 (1977)
Dowson, D.: Cavitation in bearings. Annu. Rev. Fluid Mech. 11, 35–65 (1979)
Saffman, P.G., Taylor, G.: The penetration of a fluid into a porous medium or Hele-Shaw cell containing a more viscous liquid. Proc. R. Soc. Lond. Ser. A. Math. Phys. Sci. 245, 312–329 (1958)
Pampillo, C., Reimschuessel, A.: The fracture topography of metallic glasses. J. Mater. Sci. 9, 718–724 (1974)
Pan, D., Zhang, H., Wang, A., Wang, Z., Hu, Z.: Fracture instability in brittle Mg-based bulk metallic glasses. J. Alloys Compd. 438, 145–149 (2007)
Cann, P.M.: Grease lubrication of rolling element bearings-role of the grease thickener. Lubr. Sci. 19, 183–196 (2007)
Hotten, B.W., Birdsall, D.H.: Fine structure and rheological properties of lithium soap-oil dispersions. J. Colloid Sci. 7, 284–294 (1952)
Papenhuijzen, J.M.P.: The role of particle interactions in the rheology of dispersed systems. Rheol. Acta 11, 73 (1972)
Kaneta, M., Nishikawa, H., Naka, M.: Effects of transversely oriented defects and thickener lumps on grease elastohydrodynamic lubrication films. Proc. Inst. Mech. Eng. J. 215, 279–288 (2001)
Kaneta, M., Yang, P.: Effects of thermal conductivity of contacting surfaces on point EHL contacts. J. Tribol. 125, 731–738 (2003)
Delgado, M.A., Valencia, C., Sanchez, M.C., Franco, J.M., Gallegos, C.: Thermorheological behaviour of a lithium lubricating grease. Tribol. Lett. 23, 47–54 (2006)
Acknowledgments
The work was financially supported by the International Science &Technology Cooperation Project (Grant No. 2011DFA70980) and National Natural Science Foundation of China (51027007). The authors would like to thank Shenzhen Hecheng Lubricant Material Co. Ltd. for supplying the lithium complex grease.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Huang, L., Guo, D., Wen, S. et al. Effects of Slide/Roll Ratio on the Behaviours of Grease Reservoir and Film Thickness of Point Contact. Tribol Lett 54, 263–271 (2014). https://doi.org/10.1007/s11249-014-0301-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-014-0301-8