
Abstract
An niobium carbide (NbC) particle-reinforced iron matrix composite was fabricated by compounding gray cast iron with niobium wires through an in situ technique comprised of an infiltration casting process and a subsequent heat treatment. The NbC particles in the reinforcement phase were synthesized in situ through the reaction between niobium from niobium wires and carbon from the graphite phases produced by the heat treatment in gray cast iron. The microstructure and wear-resistance of the bulk niobium particle-reinforced iron matrix composite was studied at different NbC particle volume fractions (8, 15, 22, and 28 vol%), by scanning electron microscope, X-ray diffraction, and a wear tester. The NbC particles were observed to form tiny cuboids and nearly spherical particles which were evenly distributed in the matrix. The particle size of the NbC reinforcement was about 0.3–3.5 μm. The relative wear resistance of the bulk composite increased with increasing NbC volume fraction, and the wear resistance of the composite was 5.9-fold higher than that of the gray cast iron under a 20N load and at a 28 vol% volume fraction. Wear performance of the composite at different NbC particle volume fraction values was also analyzed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composites (MMCs) are the focus of intense research and development worldwide for applications in aerospace, automotive, cylinder liners, brake calipers, gears, valves, among others, where any weight reduction in the elements should be concomitant with an improvement in wear resistance, heat resistance, and thermal stability. As mentioned by Zuhailawati [1, 2] and Daoush et al. [3], owing to a high melting temperature of 3,600 °C and high hardness of 2,400 HV0.05 (Vickers hardness scale), niobium carbide (NbC) is a suitable material for use in reinforcing wear-resistant materials, resulting in a significantly improved abrasion performance. There are currently three main methods for preparing NbC particle-reinforced iron matrix composite materials: (1) addition of fine powders of NbC into the alloy melt to synthesize the composite; (2) mixing of alloy and NbC powders in a furnace to sinter, as described in, for example, the paper by Tjong and Ma [4]; (3) laser cladding by adding NbC powders, as proposed by Thümmler and Gutsfeld [5]. All of these techniques are based on the addition of NbC powders to matrix materials in either molten or powder form. In such cases, the reinforcing phase NbC scale is limited by the size of the starting powder, interfacial reactions between reinforcements and matrix, and the poor wettability between the reinforcements and the matrix due to surface contamination of the reinforcements. Moreover, the bonding strength of NbC particles with the matrix is usually poor. To date, in situ reaction is considered to be one of the most promising methods for the production of MMCs owing to such advantages as fine size and thermodynamic stability of ceramic particulates in the matrix coupled with strong interfacial bonding between the reinforcement and the matrix that provides higher mechanical properties.
Here we report on a method for producing NbC reinforcements in an iron matrix via an in situ technique comprising an infiltration casting process and a subsequent heat treatment. First, niobium microwires are set in the casting pattern following the infiltration casting procedure. Then, through a heat treatment, niobium wires react in situ with carbon elements in the matrix to form the NbC particle-reinforced gray cast iron matrix composite. The synthesis, microstructure characterization, and the influence of NbC volume fraction on the abrasive wear characteristics and the wear mechanism of the composite were studied.
2 Materials and Method
2.1 Materials
The starting materials were gray cast iron and niobium wire (diameter 0.7 mm) with 99.99 % purity. They were employed as carbon and niobium sources for the in situ synthesis of niobium carbides within the iron matrix. The chemical composition (wt%) of gray cast iron is Fe–4.22C–0.58Si–0.268Mn–0.224P–0.024S.
2.2 Experimental Procedure
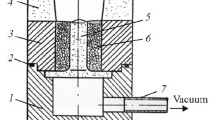
A gray cast iron mold was first produced in rectangular shape, as shown in Fig. 1a. A number of holes were inversely drilled (diameter 0.7 mm) on both sides, with different target distances between the holes. The niobium wires were passed through existing holes on both sides and firmly fixed with the mold (Fig. 1b), and the mold was then inserted into a graphite mold (Fig. 1c). All dimensions of the mold have been marked out in Fig. 1. Molten gray cast iron was produced in a medium-frequency induction furnace and poured into the mold at 1,430 °C. The specimen was immediately covered with quartz sand to avoid the crack generation and cooled down to room temperature. According to the DSC results, the composites with different carbide volume fractions were first treated at 1,172 °C for 3 h, then heat treated in a horizontal tube furnace (model GSL 1400; Hefei Kejing Materials Technology, Anhui, Hefei, China) with a modest flow of argon and finally cooled down naturally to room temperature.

Three-dimensional images of the gray cast iron mold (a) preform (b), and graphite mold (c) used in the experiment
Composites with a different carbide volume fraction were prepared by changing the spacing between the grooves. In our study, we used four different spacings (Spacing D in Fig. 1b) between holes (1.0, 1.5, 2.0, and 2.5 mm, denoted as S1, S2, S3, and S4, respectively). The volume fractions were calculated using a quantitative metallographic analysis.
After being polished with diamond paste and etched with 4 % nital, the microstructure of the specimens was examined using a JSM-5800 scanning electron microscope (SEM; JEOL, Tokyo, Japan) equipped with an energy dispersive X-ray spectroscopy (EDS). The X-ray diffraction (XRD) data were recorded on a PW 1730 X-ray diffractometer (Philips, Eindhoven, The Netherlands) with monochromated CuKα radiation at 40 kV and 40 mA in the 2θ range of 10–90°. Micro-hardness of the specimens was measured using a HDX-1000 digital micro-hardness tester that consisted of a square-based pyramidal diamond indenter with a 136° angle between two opposite faces. The static load was 50 g and the dwell time of loading was 15 s. The macro-hardness of the samples was measured using a HRS-150 digital Rockwell hardness tester (Shanghai Shuangxu Electronic Co., Shanghai, China). An average hardness value was obtained from at least five different measurements. To determine the heat treatment temperature of the gray cast iron melt, we performed a differential thermal analysis (DTA) of each sample (diameter 2 mm, length 2.6 mm; prepared using gray cast iron and niobium wire) using a Q600 SDT heat flow analyzer (TA Instruments, New Castle, DE). The specimen was heated at 10 °C/min up to a maximum temperature of 1,400 °C with a 150 ml/min flow rate of argon gas and then cooled down to room temperature.
2.3 Abrasive Wear Test
The bulk composite specimens with different volume fractions were cut to a size of 6 (diameter) × 25 mm for the abrasive wear test, which was carried out on a ML-100 wear test machine (Zhangjiakou Xuan Ke Testing Machine Manufacturing Co., China). Abrasion tests were carried out using a pin-on-disc apparatus. The flat cylinder was loaded through a vertical specimen holder against a horizontal rotating disc (25 rpm) covered with an alumina abrasive paper. The specimen was moved over the abrasive paper in a spiral form so that it always encountered fresh abrasive. The particle size of the alumina abrasive paper was 600 mesh, and a 20N load was used. The weight loss of the pin was measured on an analytical balance at a precision of 0.0001 g. Relative wear resistance (β) was used to evaluate the abrasive wear properties of the as-prepared composites, which can be obtained using the following formulas:
where ΔV is abrasive volume, Δm is weight loss after abrasion, and ρ is the density of the testing material, and
where β is relative wear resistance, ΔV r is abrasive volume of reference gray cast iron sample, and ΔV c is the abrasive volume of NbC particulate-reinforced iron matrix composites.
3 Results and Discussion
3.1 Differential Scanning Calorimeter Analysis and Heat Treatment Temperature
Figure 2 is the DTA curve of the sample showing three endothermic peaks at 738, 814, and 1,172 °C, respectively, and an exothermic peak at 1,280 °C. The endothermic peak at 738 and 814 °C arises from the grain boundary dissolution and allotropic change α → γ. The third endothermic peak (maximum at 1,172 °C) is thought to arise from eutectic reactions γ + G + NbC → L. The exothermic peak at 1,280 °C is attributed to the formation of niobium carbides by the reaction γ-Fe + NbC → L. From the differential scanning calorimeter (DSC) results, 1,172 °C was determined to be the optimum temperature for heat treatment.

Differential scanning calorimeter curve of the specimen
3.2 Microstructure and Hardness of the Bulk Composites
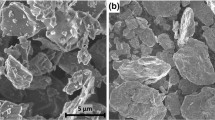
The SEM images of samples S1–S4 at different NbC volume fraction values are given in Fig. 3. Figure 3a–d shows that the particles were evenly distributed in the matrix and that no defects were present in the interface between the particle and matrix. The NbC particles show two different morphologies. The larger NbC particles are cuboid, whereas the smaller ones are nearly spherical (Fig. 3). The EDS results of both the tiny cuboid and nearly spherical particles are presented in Fig. 3e–f. The tiny cuboid particles contained 47.47 % niobium and 51.49 % carbon, whereas the nearly spherical particles contained 48.63 % niobium and 51.10 % carbon.

Scanning electron microscopy images of S1–S4 samples under different niobium carbide (NbC) volumes: 8 vol% (a), 15 vol% (b), 22 vol% (c), 28 vol% (d). e, f Energy dispersive X-ray spectroscopy (EDS) results of tiny cuboid (e) and nearly spherical particles (f). Fe Iron
There were black spots, representing residual carbon, on the SEM images. The amount of residual carbon tended to decline from Fig. 3a to Fig. 3d. Carbon content in the matrix was a constant (4.22 wt%) before reaction, and the reaction (Nb + C → NbC) consumed carbon and niobium. Thus, the quantity of residual carbon in the matrix depends on how much Nb was involved in the reaction. The quantity of residual carbon decreased with increasing NbC volume fraction. The reduction of residual carbon will presumedly improve the mechanical properties of the composite, but the reinforcement mechanism requires a more in-depth study.
Figure 4 shows the XRD patterns of a sample prepared at 1,172 °C for 3 h. Small amounts of graphite (G), α-iron (Fe), and NbC were detected in the composition. The tiny cuboid and nearly spherical particles were determined to be NbC, and the volume fraction of the reinforcements increased in samples S1, S2, S3, and S4 by 8, 15, 22, and 28 vol%, respectively. The size of the NbC reinforcement particles decreased slightly with increasing volume fraction, giving an average size in the range 0.3–3.5 μm. Residual graphite particles took the form of unequal spheres. The size of the residual graphite spheres decreased with the increase in the NbC volume fraction.

X-ray dispersive (XRD) patterns of the bulk NbC particulate-reinforced iron matrix composites
Table 1 gives the heat release capacity (HRC) values of the composites at different NbC particle volume values as well as the HV0.05 values of the matrix. HRC values of the composites increased with increasing NbC particle volume fraction. However, the hardness values of all composites were much lower than those of Al2O3 abrasive particles (HV0.05 1800) and NbC particles (HV0.052400).
3.3 Abrasive Wear Resistance
Relative wear resistance as a function of NbC volume fraction under a 20N load for the bulk NbC particulate-reinforced iron matrix composite is shown in Fig. 5. The relative wear resistance of the particle-reinforced composite increased with increasing NbC volume fraction, indicating that wear resistance of the composite at different volume fraction values is 1.6- to 5.9-fold higher than gray cast iron under a 20N load.

Test results of the abrasive wear resistance for the bulk NbC particulate-reinforced iron matrix composite with different volume fractions under a 20N load
The hardness of the composite increased with increases in the NbC volume fraction (Table 1). In addition, the NbC particles formed in situ were vital to the composite because abrasion paths were blocked by these particles during the wear test, while no particles were pulled out and no microcracks were found between the NbC and the matrix.
Figure 6 shows the worn surfaces of the gray cast iron (Fig. 6a), S1 (Fig. 6b), and S4 (Fig. 6c, d); the NbC volume fraction was 8 and 28 vol%, respectively, under a load of 20N. Grooves comprised the main wear morphology of the gray cast iron and NbC/Fe composites. The grooves in the composite (Fig. 6b) were narrower than those those in the gray cast iron (Fig. 6a), and the apparent microcutting in the worn surface of the gray cast iron was not significant in S1. With the increase in NbC volume fraction, the groove size in S4 continued to narrow while microcutting almost disappeared (Fig. 6c). Figure 6d, which displays the enlargement of zone M in Fig. 6c, shows that there were small broken NbC particles (Arrow N in Fig. 6d). However, no particles were pulled out, and no microcracks were observed between NbC and the matrix.

The wear morphology of samples under a 20N load: (a) gray cast iron, (b) composites with 8 vol% reinforcement, (c) composites with 28 vol% reinforcement
NbC particles formed in situ are vital to the composite because abrasion paths were blocked by these particles during the wear test. The NbC volume fraction appears to be the main factor affecting wear characteristics. With the increase in NbC volume fraction, the hardness of the composite, particle size of NbC, average distance between NbC particles, and the depth of grooves changed; all of these affect the wear resistance of composites.
Owing to the tiny particles present in the NbC particle-reinforced iron matrix composite, the indentation depth (h c ) due to the push of an abrasive particle greatly affected relative wear resistance. If the depth is greater than the size of NbC, a large part would be cut by the abrasive and that part would not be able to act as reinforcement; thus playing no role in improving the relative wear resistance. Bowden et al. [6] obtained the relationship between h c , the normal load applied to the abrasive particle (F N ), and the hardness of the composite (H):
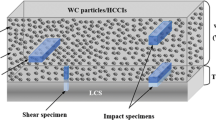
Depth decreased exponentially with the increase in H. When the volume fraction of NbC in the composite is low, as shown in Fig. 7a, because H is lower, and the distance between the two particles is large, the depth is significant. If the diameter of the hard phases (D p ) is smaller than the groove depth (h c ), the particulates would be worn away with the matrix.

Schematic diagram of the abrasive wear behavior. F N Normal load applied to the abrasive particle, h c indentation depth, V volume fraction
With the increase in the NbC volume fraction, h c decreased; consequently, wear resistance increased due to the increase in hardness. At the 28 vol% volume fraction, the distance between two particles was smaller than depth (Fig. 7b). The parts where the particle size was larger than the depth were difficult to cut. The hardness of the composite increased and the relationship between hardness and wear resistance was analyzed from another point of view. The well-known Rabinowicz equation gives
where Q is the wear rate, F N is the normal load applied to the abrasive particle, H is the hardness of the composite, η is the fraction of material displaced from the groove that is effectively removed as wear debris (η = 1 for pure microcutting and η = 0 for pure microploughing), and φ is the characteristic angle of the abrasive particle. The main wear form changed from microcutting to microploughing with the increase of NbC volume fraction. The value of η decreased continuously and H increased continuously without any change in the normal load applied to the abrasive particle. Q values decreased, whereas relative wear resistance increased.
At the same time, as the number of reinforcement particles increased, broken NbC particles appeared due to the increase of stress concentration. During the abrasive wear test, samples experienced a combination of microploughing and microcutting. Stress concentration was generated at various places, such as particle–matrix interface. When a stress concentration reaches a certain value, a microcrack nucleates. With the growth of microcracks, the NbC particles were broken. The existence of broken NbC particles is therefore closely related to the volume fraction of carbide particles. A higher volume fraction value of carbide particles indicates a more general phenomenon of stress concentration and a greater incidence of broken NbC particles. However, the effect was not negative on wear resistance because the debris of broken carbide particulates, together with the abrasive debris, re-inserted into the matrix and played a significant role in improving composite characteristics (Fig. 7b, d).
4 Conclusions
Using a novel process that combined infiltration casting process technology with heat treatment, we produced an iron matrix composite reinforced with NbC particulates. The NbC particle-reinforced iron matrix composite with different NbC volume fraction values can be obtained in situ through infiltration casting followed by heat treatment at 1,172 °C for 3 h. The NbC particles thus produced are tiny cuboid and nearly spherical particles which distribute in the matrix uniformly with a size of about 0.3–3.5 μm. The relative wear resistance of the NbC particle-reinforced iron matrix composite increased with increasing NbC volume fraction, and the wear resistance of the composite was 5.9-fold higher than that of the gray cast iron under a 20N load. The wear mechanism of the NbC particle-reinforced iron matrix composite appeared as grooves and broken NbC particles produced by the stress concentration. The abrasive particles caused microploughing and microcutting in the composite.
References
Zuhailawati, H., Yong, T.L.: Consolidation of dispersion strengthened copper–niobium carbide composite prepared by in situ and ex situ methods. Mater. Sci. Eng. A 505, 27–30 (2009)
Zuhailawati, H., Mahani, Y.: Effects of milling time on hardness and electrical conductivity of in situ Cu–NbC composite produced by mechanical alloying. J. Alloys Compd. 476, 142–146 (2009)
Daoush, W.M., Park, H.S., Lee, K.H., Moustafa, S.F., Hong, S.H.: Effect of binder compositions on microstructure, hardness and magnetic properties of (Ta,Nb)C–Co and (Ta,Nb)C–Ni cemented carbides. Int. J. Refract. Met. Hard. Mater. 27, 669–675 (2009)
Tjong, S.C., Ma, Z.Y.: Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R 29, 49–113 (2000)
Thümmler, F., Gutsfeld, C.: Sintered steels with high content of hard phases: a new class of wear resistant materials. Powder Metall. 23, 285–290 (1991)
Bowden, F.P., Moore, A.W., Tabor, D.: The ploughing and adhesion of sliding metals. J. Appl. Phys. 14, 80–91 (1943)
Acknowledgments
The authors acknowledge the financial support from the National Natural Science Foundation of China (No. 50974101).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhong, L., Xu, Y. & Ye, F. In Situ NbC Particulate-Reinforced Iron Matrix Composite: Microstructure and Abrasive Wear Characteristics. Tribol Lett 47, 253–259 (2012). https://doi.org/10.1007/s11249-012-9977-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-012-9977-9