
Abstract
The antifriction ability of powder lubrication and the state of powder layer are strongly related to the service conditions. Therefore, the effects of sliding velocity and normal load under powder lubrication were studied using a face-to-face contact tribometer. In our work, some graphite, a widely used solid lubricant, was introduced into the frictional interface in the state of free powder. Varying friction coefficient and temperature rise were recorded online. The powder layer formed on the frictional surface of the bottom samples was observed by an optical microscope after tests. The comparative research demonstrated the tribological characteristics of powder lubrication are similar to that of polytetrafluoroethylene coating. Besides, the powder lubrication provides longer lubrication life, although the powder was difficult to seal and control during the tests. Within the proper range of sliding velocities and normal loads, the powder layer dynamically formed on the contact surface of the bottom samples, which resulted in the self-replenishing and oil-free lubrication. The powder layer inclined to deteriorate under lower velocity and higher load. The tests with higher velocity exhibited lower friction coefficient and higher temperature rise. The tests with lower load exhibited higher friction coefficient and lower temperature rise. The state of powder layer included typically four stages such as the full layer, the partial detachment, the serious detachment, and the complete destruction. The damage degree of powder layer is not in proportion to the friction coefficient or the temperature rise due to the particularity of powder lubrication.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Dry particulate lubrication, different from solid film lubrication or self-lubrication material, is employed to reduce friction with nonrestrictive solid particles [1–5] in the extreme environment. Over the course of past 20 years, dry particulate lubrication has been attempted in many industrial fields, such as the bearing [6–8], engine [9], milling [10, 11], casting [12], and so on, which was proven to be an effective and promising lubrication method.
Particulate lubrication has mainly been categorized into granular lubrication and powder lubrication. Dry, cohesionless, hard particles have usually been used in granular lubrication that adequately maintains their geometry under load and accommodates surface velocity differences through sliding and rolling at low shear rates, and through collisions at high shear rates [1]. Elkholy et al. [13, 14] investigated the effect of the enduring contact and the true temperature in the system of metal granular lubricant sheared between two parallel plates. The results revealed the occurrence of stick–slip at low velocity and provided further evidence for the formation of granular lift between two disks undergoing sliding motion. Jang et al. [15] presented a set of parametric simulations and a limited analytical solution for predicting the behavior of granular lubricant under low operating speeds when the enduring contact tends to dominate the kinetic regime. In addition, they [16] derived the governing equations for the flow of a granular material within the context of the lubrication theory. The analysis gives a generalized Reynolds equation that predicts the pressure generation capacity in a bearing with consideration of side flow. Yu et al. [17, 18] measured the normal and shear stress by the shearing glass beads in similar equipment. According to Yu’s experimental results, Higgs et al. [19, 20] proposed a granular kinetic lubrication (GKL) model, which is a continuum approach that applies proper rheological constitutive equations for stress, conduction, and dissipation to thin shearing flows of granular particles. A 3D computer simulation [21, 22] was proposed to study granular flow regimes undergoing shear in a parallel-plate configuration with the particular interests by using the discrete element method (DEM). And the DEM can be combined with continuum model to simulate more complex granular flow [23, 24].
Powder lubrication uses dry, cohesive, and soft particles that radically deformed under load and accommodated surface velocity differences mostly by adhering to surfaces and shearing in the bulk medium. Higgs et al. [19, 25] conducted a series of tests on a tribometer that consisted of simultaneous pellet-on-disk and pad-on-disk sliding contacts. This work showed that the MoS2 pellet actually acted as a self-repairing, self-replenishing, and oil-free lubrication mechanism. The experiments, performed by Heshmat on the three-pad journal bearing with MoS2 [7] or WS2 [26] powders, showed the friction coefficient and friction torque retained a stable value with the increasing load and rotational speed. The experimental results are not sensitive to the variations of temperature from 70 to 1200°K [27]. Wang et al. [28] compared the powder lubrication characteristics using four kinds of powders under plane contact and found that properties of powder significantly affected the lubrication performance.
The role of solid lubricant assisted machining with graphite and MoS2 lubricants on surface quality, cutting forces and specific energy while machining AISI 1045 steel using the cutting tools with different geometry was investigated [11, 29]. The results indicated there is a considerable improvement in the processing performance with solid lubricant-assisted machining compared with that of machining with cutting fluids. Their works demonstrated that solid lubricant-assisted machining is an environmental friendly clean technology. The insulating and lubricating ability influenced by the components and the composition of powder lubricants was investigated by Kimura et al. [30]. The results showed powder lubricants are effective to prevent forming the scattered chill because the insulating ability of powder lubricant is higher than that of the conventional oil-soluble or water-soluble lubricants.
In powder lubrication, the key problem is the formation of powder layer between the counter faces. The role of the powder layer is to avoid the direct contact of the counter faces and to reduce friction. In fact, the antifriction ability of powder lubrication and the formation of powder layer greatly depend on service conditions. Although many studies on powder lubrication have been reported, it is necessary to further study the effects of sliding velocity and load on power lubrication. In this paper, the effects of the sliding velocity and normal load on the friction coefficient and sample temperature rise were researched in the case of powder lubrication. Besides, the formation and damage of the powder layer were discussed in detail to reveal dynamic behaviors of the powder in a rubbing interface. This work attempted to demonstrate the relationship between running state of the equipment and characteristics of powder lubrication and help predict the powder layer state.
2 Experimental Setup
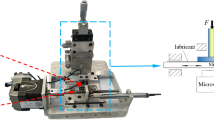
Experiments were carried out using a tribotester which equipped with a plane contact rubbing pair as shown in Fig. 1. The annular top sample with an outside diameter of 24 mm and an inside diameter of 16 mm was made of carbon steel with hardness 52 HRC. There were four notches along the circumferential direction in order to facilitate powder entering the tribopair. The bottom sample was a square sheet made of the sintered copper by powder metallurgy with a dimension of 32 × 32 × 3 mm. During the experiments, the top sample was rotating, and the bottom sample was fixed. Because the bottom surface is stationary and the top sample is rotating, the powder in the frictional interface adhered to the bottom surface during the tests. While more powder entered the frictional interface, the powder layer is formed on the bottom surface by the pressing and adhering. Meanwhile, the normal load was applied along the axis. The friction torque and normal load were measured by two force sensors, and the friction coefficient could be calculated according to the structural relationship. The temperature could be measured in real time by a thermocouple which was placed at the center of the bottom sample. Because the heat conducted quickly in metal,the temperature difference at center and frictional ring is minor. After tests, the powder layer formed on the bottom surface was observed using a digital camera and an Olympus BH-20 optical microscope. Average size of the graphite powder used in the experiments is 30 μm. The chosen range of sliding velocity is from 0.2 to 0.8 m/s, and normal load is from 2.94 to 17.64 MPa.

Schematic and photos of tribopair. a Sketch map of tribopair, b Photo of top sample and c Photo of bottom sample
3 Results and Discussion
3.1 In Comparison with Typical Lubrication Methods
The comparative experiments were carried out under the same operating conditions using different lubrication methods, which included graphite powder, polytetrafluoroethylene (PTFE) coating, graphite powder plus PTFE coating (GPP), dry friction, and oil. Figure 2 illustrated the variation of the friction coefficient with the increasing normal load and sliding velocity. In Fig. 2a, the normal load increases 1.76 MPa (300 N) per 10 min from 2.94 MPa (500 N) while the sliding velocity keeps at 0.4 m/s. In Fig. 2b, the sliding velocity increases 0.2 m/s per 5 min from 0.2 m/s while the load is a constant of 5.88 MPa (1000 N). Apparently different from the case of dry friction and oil lubrication, the friction coefficient of graphite powder, PTFE coating, and GPP are very close. It is hard to conclude which one has better lubrication characteristics among themselves. However, the results showed that powder lubrication exhibited excellent solid lubrication characteristics similar to coating.

Friction coefficient under various a Normal load and b Sliding velocity. Test condition: a Sliding velocity is 0.4 m/s and b Normal load is 5.88 MPa; test duration 40 min
Figure 3 shows the wear tracks on the samples lubricated by graphite powder, PTFE coating, and GPP separately. In Fig. 3a, due to the graphite powder lubrication, a full powder layer formed on the bottom sample surface after 40 running minutes. The shell-like powder layer, which existed in the frictional interface, carried the normal load and accommodated the tangential shearing. The bottom sample surface has been perfectly protected by the graphite powder. A different morphology appeared in the experiments with PTFE coating as shown in Fig. 3b in which the wear was clear. The copper, which should be covered by the PTFE coating, was exposed. It indicated the mass loss of PTFE coating and substrate. Obviously the wear would eventually become serious if more running cycles were given. It should be noticed from Fig. 2 that the friction coefficient does not exhibit obvious deterioration at this stage. Figure 3c showed the PTFE coating has been protected by graphite powder layer in the GPP state. No wear phenomenon could be found on PTFE coating and no exposed copper alloy in this test.

State of powder layer with a Graphite powder, b PTFE coating and c Graphite powder plus PTFE coating. Test condition: Sliding velocity, 0.4 m/s; test duration 40 min
These service conditions seem to lie in the kinetic regime while the lubricant is liquid. However, there are some differences in powder lubrication. The results of the comparative research demonstrated that full powder layer can form on the bottom sample surface in powder lubrication. While the shell-like powder layer is rubbing with the top sample surface, the surface powder of powder layer may be removed by the rubbing. At the same time, the powder outside the tribopairs is flowing in the liquid-like state. Some of them replenished to the frictional interface. This behavior leads to a solid lubrication with dynamic powder replenishment. And the powder layer can last for a long time due to the self-replenishing and self-repairing of flowing powder. Powder lubrication prolongs greatly the life of solid lubrication, though it does not represent better antifriction performance.
3.2 Effects of Normal Load
In this section, the experiments at four kinds of normal load were carried out separately in 10 min while the sliding velocity was kept constant at 0.4 m/s. In Fig. 4a, due to the excellent friction characteristics of solid lubricant under extreme pressure, the friction coefficient was lower with the increasing normal load. While the normal load was higher, the friction coefficient fluctuated obviously. At 11.76 MPa and 17.64 MPa, the friction coefficient tended to decrease with more running cycles. This may be because the higher normal load leads to more direct contact between two counter faces, which brings on a running-in process at beginning period which changed the friction mechanism in interface. This phenomenon did not occur at lower normal load such as 5.88 MPa or 8.82 MPa. Although the friction coefficient at lower normal load was higher, the friction heat which was strongly related to the friction force was lower than that at higher normal load. In Fig. 4b, the temperature rise of bottom sample was in proportion to the increasing of normal load. Despite its lowest friction coefficient, the temperature rise of the test at 17.64 MPa was obviously higher than those of others, which means higher friction force and more heat loss produced.

Effects of normal load on a Friction coefficient and b Temperature rise. Test condition: Sliding velocity is 0.4 m/s
The images of powder layer in Fig. 5 showed more details of what happened in the frictional interface. In Fig. 5a and b, the powder layers at 5.88 MPa and 8.82 MPa were full and smooth. Despite that slight wear traces and wrinkles could be seen on the powder layer, there was no substrate material exposed from powder layer. While the normal load increased to 11.76 MPa (in Fig. 5c), there was an obvious wear scar on the frictional ring, and a large area of powder layer detached from the surface of sample, which indicated that two counter faces started to contact directly. The most serious damage of powder layer was observed in Fig. 5d when the normal load reached 17.64 MPa. Although there was still little powder adhering to the frictional surface, shell-like powder layer was no longer existed, and deep grooves could be observed in the friction contact region. Load was carried by direct contact of surfaces, and velocity differences were accommodated by the friction of substrate. The results in this part suggested that the formation of power layer is more stable and the powder entered friction interface continuously under the lower pressure. On the contrary, because the higher load makes it difficult for powder entering the frictional interface, powder layer at higher normal load is more unstable, and the serious layer detachment may happen. Without enough powder, it is impossible for powder layer to generate in frictional interface. Eventually, the tribological characteristics deteriorated, which resulted in the failure of tribopair.

State of powder layer under different loads which include a 5.88 MPa (1000 N), b 8.82 MPa (1500 N), c 11.76 MPa (2000 N) and d 17.64 MPa (3000 N). Test condition: Sliding velocity is 0.4 m/s; test duration, 10 min
3.3 Effects of Sliding Velocity
Sliding velocity, as another important running condition, has a significant effect on the tribological characteristics and transformation of powder layer. In these experiments, the sliding velocity increased from 0.2 to 0.8 m/s, while the normal load kept at 8.82 MPa. Figure 6 showed the variations of the friction coefficient and rising of temperature in each test. While sliding velocity was 0.2 m/s, the friction coefficient was growing with time, which indicated that friction state became worse and worse. While sliding velocity was 0.4 m/s, the friction coefficient kept nearly constant indicating a stable friction status. While the sliding velocity increase further reached to 0.6 m/s and 0.8 m/s, the friction coefficient became lower and lower after a little rising at start stage. It can be explained according to the powder layer state, in next paragraph. In Fig. 6b, the temperature rise was higher while the sliding velocity and running cycles increased. Despite the lower friction coefficient, higher sliding velocity caused more shearing and produced more frictional heat than did the lower speed in the same running cycles.

The effects of sliding speed on a Friction coefficient and b Temperature rise. Test condition: normal load, 8.82 MPa; test duration, 10 min
At lower sliding velocity as shown in Fig. 7a, a part of powder layer was removed from the bottom surface and many substrate of copper material opposed, which means direct surface contact happened. Seemingly, there is no sufficient replenishment of powder in the frictional interface at this case. Better powder layer was observed in Fig. 7b while the sliding velocity increased to 0.4 m/s. The full powder layer formed, and barely any substrate can be found at the frictional region. A similar powder layer was found in Fig. 7c and d at higher sliding velocity. Although the powder layer remained in a good lubrication state, there was a slight detachment and wrinkles appeared, which was caused by increased shearing. In our work, higher sliding velocity resulted in better friction characteristics and brought more graphite powder into the friction gap to generate a full powder layer which ensured a longer life of powder lubrication. While the full powder layer existed, most of the velocity difference between two frictional counter faces was mostly accommodated by the shearing of powder layer.

State of Powder layer under different sliding velocity which include a 0.2 m/s, b 0.4 m/s, c 0.6 m/s and d 0.8 m/s. Test condition: normal load, 8.82 MPa; test duration, 10 min
3.4 State Chart of Powder Lubrication
The above paragraphs discussed the effects of sliding velocity and normal load on the lubrication characteristics and the formation of powder layer. Based on the results in this work, a state chart of the relationship between tribological characteristics and service conditions was proposed as shown in Fig. 8. In the state chart, four regions have been divided to indicate the powder layer state and friction characteristics. In the region of higher velocity and lower load, the powder layer is in the state of full or slight detachment, and the friction force is small. In the region of lower velocity and higher load, the powder layer is seriously detached or completely destructed, and friction force is stronger. The rest regions are the mixed area in which the powder layer and friction characteristics are unstable. Both powder layer and substrate took part into the shearing and load carrying process. In fact, since there is no obvious boundary between these regions, the state transforming is gradual.

State chart of powder lubrication affected by service conditions
4 Conclusions
The comparison research demonstrated that the tribological characteristics of powder lubrication are similar to those of coating. Powder lubrication provided longer life as a way of solid lubrication, although the free powder in the process is difficult to seal and control. Owing to its self-replenishing and self-repairing mechanism, the powder layer formed dynamically on the contact surface under an appropriate range of sliding velocities and normal loads. The effects of sliding velocity and normal load on lubrication characteristics and the formation of powder layer are complicated, which should be analyzed according to the running conditions of a real application. The experiments under higher velocity and lower load exhibited better lubrication characteristics and formed better powder layer. On the contrary, the lubrication characteristics and formation of powder layer in the experiments under lower velocity and higher load were much worse.
References
Wornyoh, E.Y.A., Jasti, V.K., Higgs, C.F.: A review of dry particulate lubrication: powder and granular materials. J. Tribol. 129, 438–449 (2007)
Iordanoff, I., Khonsari, M.M.: Granular lubrication: toward an understanding of the transition between kinetic and quasi-fluid regime. J. Tribol. 126, 137–145 (2004)
Khonsari, M.M.: On the modeling of multi-body interaction problems in tribology. Wear 207, 55–62 (1997)
Greenberg, R., Halperin, G., Etsion, I., Tenne, R.: The effect of WS2 nanoparticles on friction reduction in various lubrication regimes. Tribol. Lett. 17, 179–186 (2004)
Jeng, Y.R., Tsai, H.J.: Grain-flow lubrication of finite-width slider bearings with rough surfaces. Tribol. Lett. 13, 219–232 (2002)
Kaur, R.G., Heshmat, H.: 100 mm diameter self-contained solid/powder lubricated auxiliary bearing operated at 30,000 rpm. Tribol. Trans. 45, 76–84 (2002)
Heshmat, H., Brewe, D.: Performance of powder-lubricated journal bearings with MoS2 powder—experimental-study of thermal phenomena. J. Tribol. 117, 506–512 (1995)
Higgs, C.F., Heshmat, C.A., Heshmat, H.S.: Comparative evaluation of MoS2 and WS2 as powder lubricants in high speed, multi-pad journal bearings. J. Tribol. 121, 625–630 (1999)
Heshmat, H.: Wear reduction systems for coal-fueled diesel-engines. 1. The basics of powder lubrication. Wear 162, 508–517 (1993)
Reddy, N.S.K., Kwang-Sup, S., Yang, M.Y.: Experimental study of surface integrity during end milling of Al/SiC particulate metal-matrix composites. J. Mater. Process. Technol. 201, 574–579 (2008)
Reddy, N.S.K., Rao, P.V.: Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling. Int. J. Mach. Tools Manuf. 46, 189–198 (2006)
Kimura, R., Yoshida, M., Sasaki, G., Pan, J., Fukunaga, H.: Characterization of heat insulating and lubricating ability of powder lubricants for clean and high quality die casting. J. Mater. Process. Technol. 130, 289–293 (2002)
Elkholy, K.N., Khonsari, M.M.: Experimental investigation on the stick-slip phenomenon in granular collision lubrication. J. Tribol. 130, 7 (2008)
Elkholy, K.N., Khonsari, M.M.: Granular collision lubrication: experimental investigation and comparison to theory. J. Tribol. 129, 923–932 (2007)
Jang, J.Y., Khonsari, M.M.: On the role of enduring contact in powder lubrication. J. Tribol. 128, 168–175 (2006)
Jang, J.Y., Khonsari, M.M.: On the granular lubrication theory. Proc. R. Soc. A-Math. Phys. Eng. Sci. 461, 3255–3278 (2005)
Yu, C.M., Craig, K., Tichy, J.: Granular collision lubrication. J. Rheol. 38, 921–936 (1994)
Yu, C.M., Tichy, J.: Granular collisional lubrication: effect of surface roughness, particle size and solids fraction. Tribol. Trans. 39, 537–546 (1996)
Higgs, C.F., Tichy, J.: Effect of particle and surface properties on granular lubrication flow. Proc. Inst. Mech. Eng. J. 222, 703–713 (2008)
Higgs, C.F., Tichy, J.: Granular flow lubrication: continuum modeling of shear behavior. J. Tribol. 126, 499–510 (2004)
Iordanoff, I., Elkholy, K., Khonsari, M.M.: Effect of particle size dispersion on granular lubrication regimes. Proc. Inst. Mech. Eng. J. 222(6), 725–739 (2008)
Iordanoff, I., Fillot, N., Berthier, Y.: Numerical study of a thin layer of cohesive particles under plane shearing. Powder Technol. 159, 46–54 (2005)
Tichy, J., Berthier, Y., Iordanoff, I.: A continuum description of dense granular lubrication flow. J. Tribol. 130, 8 (2008)
Kabir, M.A., Lovell, M.R., Higgs, C.F.: Utilizing the explicit finite element method for studying granular flows. Tribol. Lett. 29, 85–94 (2008)
Higgs, C.F., Heshmat, H.: Characterization of pelletized MoS2 powder particle detachment process. J. Tribol. 123, 455–461 (2001)
Heshmat, H., Brewe, D.E.: Performance of a powder lubricated journal bearing with WS2 powder: experimental study. J. Tribol. 118, 484–491 (1996)
Heshmat, H.S., Dill, J.F.: Traction characteristics of high-temperature powder-lubricated ceramics (Si3N4/Alpha-SiC). Tribol. Trans. 35, 360–366 (1992)
Wang, W., Liu, X.J., Liu, K., Li, H.X.: Experimental study on the tribological properties of powder lubrication under plane contact. Tribol. Trans. 53, 274–279 (2010)
Gopal, A.V., Rao, P.V.: Performance improvement of grinding of SiC using graphite as a solid lubricant. Mater. Manuf. Process. 19, 177–186 (2004)
Kimura, R., Yoshida, M., Sasaki, G., Pan, J., Fukunaga, H.: Influence of abnormal structure on the reliability of squeeze castings. J. Mater. Process. Technol. 130, 299–303 (2002)
Acknowledgments
The authors wish to thank the financial support from the National Natural Science Foundation of China under Grant No. 50775060 and Grant No. 51005067.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, W., Liu, X., Xie, T. et al. Effects of Sliding Velocity and Normal Load on Tribological Characteristics in Powder Lubrication. Tribol Lett 43, 213–219 (2011). https://doi.org/10.1007/s11249-011-9802-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-011-9802-x