
Abstract
The solid lubricant that is coated on a flat surface is easily removed during friction. Surface texture dimples, which act as reservoirs of solid lubricant, can prolong the wear life of solid lubricant films. We textured silver-containing nickel-based alloys by a pulse laser and filled the micro-dimples with molybdenum disulfide powders. The tribological properties of the alloys were tested by rubbing against alloyed steel on a ring-on-disk tribometer at temperatures ranging from room temperature to 600°C . After laser surface texturing, the friction coefficients of the silver-containing nickel-based alloy smeared with molybdenum disulfide powders were reduced at temperatures ranging from room temperature to 400°C. With increasing dimple density, the wear life of the MoS2 film increased while the wear rate of the nickel-based alloy decreased. The wear life of the textured surface with a dimple density of 11.2% exceeded 10,000 m at room temperature. We conclude that molybdenum disulfide and its oxides stored in the micro-dimples play a role in lubrication at room temperature and high temperatures, respectively.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Lubrication over a wide temperature range has been a challenge for several decades and has not yet been completely overcome. Commonly used lubricants, such as silver, graphite, and molybdenum disulfide (MoS2), are only effective within a limited temperature range. A number of methods have been developed that involve combining two or more than two solid lubricants to achieve lubrication over a wide temperature range. Muratore et al. [1] prepared composite coatings containing silver (Ag) and molybdenum as lubricant elements that had low friction coefficients and wear rate at temperatures ranging from room temperature to 700°C. Aouadi et al. [2] studied the lubrication effect of Mo2N/MoS2/Ag at elevated temperatures and found that the compound oxide products of MoS2 and silver were good lubricants at high temperatures. In a previous study, we investigated composites containing several lubricants and their synthesis for their lubricating effects, such as combinations of graphite/MoS2 [3], Ag/Mo [4], Ag/CeO2 [5], and Ag/BN [6]. The lubricating effects of these combinations are good over a wide temperature range due to fact that the lubricants complement each other. However, the MoS2 reacted with the chromium (Cr) element in the matrix during the hot pressing of the Ag- and MoS2-containing nickel-based composite by powder metallurgy (PM) and the intrinsic lubricating character of MoS2 was lost [7, 8]. A method was therefore introduced in which silver was added as the interior lubricant in the matrix during the hot pressing and coating of MoS2 on the laser-textured surface as the external lubricant.
Laser surface texturing is a method used for fabricating an artificial topography on the surface of a material by laser scanning. This topography improves the elastic–hydrodynamic lubrication between frictional surfaces [9–14]. Surface texturing through the storage of MoS2 was reported by Rapoport and Moshkovich [15, 16] in a method that was also combined with hard coatings [17, 18]. The tribological properties were significantly improved by texturing and the subsequent application of a solid lubricant on the frictional surfaces. Voevodin et al. [18] prepared textures on a Ti–TiC–TiC/DLC coating, and the grooves were fabricated along the wear trace as storage sites for solid lubricant. Compared with the untextured surface, the wear life of the MoS2 film cover on the textured surface was extended by more than one grade of magnitude [19]. Basnyat et al. [20] studied the Mo/MoS2/Ag lubricant on the textured TiAlCN hard layer and found that the friction coefficient and wear rate at temperatures from 25 to 570°C were significantly decreased.
Silver-containing nickel-based alloys show excellent friction and wear properties at moderate temperatures due to the lubrication of silver [5, 6]. With the aim of achieving lubrication over a wide temperature range and extending the working life of the external lubricant, we applied laser surface texturing (LST) with different dimple densities onto the silver-containing nickel-based alloy (Ni–Cr–W–Al–Ti–Ag). The effects of laser surface texturing and textured dimple density on the tribological properties of solid lubricant materials were subsequently investigated.
2 Experiment Details
2.1 Laser Surface Texturing
The silver-containing nickel-based alloy (Ni–Cr–W–Al–Ti–Ag, Ф 45 × 6 mm) was prepared by powder metallurgy (PM). Its composition is shown in Table 1. The laser surface texturing was carried out on the silver-containing nickel-based alloy surface using a Nd:YAG pulse laser (wavelength 1064 nm, pulse energy 30 μJ/pulse, period 450 ns, frequency 1–100 Hz). Dimples with diameters ranging from 120 to 150 μm and depths of 30–40 μm (Fig. 1) were fabricated on the alloy surface in the form of formula arrays. The distances between dimples were 400–1000 μm in the circular direction and 400–1000 μm in the radial direction.

Optical topography of the laser surface texturing (LST) (a) and its profile (b) by white light optical interferometry
The dimples are used as the storage for solid lubricant. The dimple density, which was varied to evaluate the effectiveness of storage for solid lubricant, can be defined as \( D_{\text{area}} = \pi d^{2} /4l_{1} l_{2} \times 100\% \) [13], where d is the diameter of dimple, and l 1 and l 2 are the distances between dimples along the circuit and radical directions, respectively. The parameters of a sample with a dimple density of 1.8, 7.1, and 11.2%, respectively, are shown in Table 2.
2.2 Friction and Wear Test
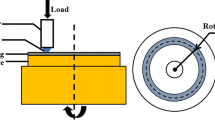
Friction and wear tests were carried out on a MG2000 high temperature tribometer (Beilun Corp, China). The friction properties of textured and untextured surfaces were tested under the lubrication of MoS2 powders (particle size 20 μm) which were smeared on the textured and untextured surfaces. The textured and untextured silver-containing nickel-based alloys (Ф 45 × 6 mm, hardness 42 HRC) were used as the lower samples, while a GH1131 alloyed steel ring with an inner diameter of 36 mm, outer diameter of 44 mm, hardness of 23 HRC, and roughness (Ra) of 0.1 μm was used as the upper sample. The composition of GH1131 steel is shown in Table 3. The upper sample was kept still while the lower one was rotated. The flat face of the ring was in contact with the disk surface. The entire system was surrounded by an electrical furnace. The diameter of the wear track was 40 mm. The sliding friction tests were conducted at a speed of 0.4 m/s and the applied load was 20 N; the trials were run at temperatures ranging from room temperature to 600°C. The rings and disks were cleaned by ethanol before and after each trial. The wear mass loss was weighted by an analytical balance with a precision of 0.1 mg. The wear rate was calculated by dividing the weighted mass loss by the density, load, and sliding distance. Oxidization of both MoS2 and the alloy matrix at 600°C would increase the total weight. The weight increase by oxidization was about one grade of magnitude lower than the weight loss by wear at the high temperature. The morphology of the worn tracks was observed by white light optical interferometry, optical microscopy (BMX Olympus, Japan), and scanning electron microscopy (JSM-6380 LV; JOEL, Tokyo, Japan) attached with energy-dispersive spectrum (EDS).
3 Results and Discussion
3.1 Topography of Textured Surface
The surface topography of micro-dimples and the cross-sectional profile are shown in Fig. 1. The micro-dimples are about 120–150 μm in diameter and more than 30 μm in depth. It can be seen from Fig. 1b that the brims of the dimples are a little higher than the plane areas of the matrix. In laser processing, expansion of the volume of heated material results in a patterned surface. The materials ejected from the dimple are stacked on the brim of dimple, which leads to a high surface roughness after laser texturing [14].
Figure 2 shows the surface morphology of the textured and untextured silver-containing nickel-based alloy. The high-energy action of the pulse laser resulted in the heated metal being ejected from the matrix and partly deposited on the brim of the dimples. Prior to the wear test, the surface should be polished to remove the asperity on the brim. Figure 2b shows that the embedded lubricants of the silver islands are dispersed in the matrix.

Scanning electron microscopy (SEM) of the laser-textured surface with a dimple density of 7.1% (a) and the untextured surface (b). W Tungsten, Ag silver
3.2 Effect of LST on the Friction and Wear Properties
Figure 3 shows the friction coefficients of textured and untextured silver-containing nickel-based alloy after being smeared with MoS2 against rotating cycles when rubbing against GH1131 steel; the trials were run at temperatures ranging from room temperature to 600°C. The friction coefficient of the textured nickel-based alloy was a little lower and fluctuated less than that of the untextured sample between room temperature and 600°C. The friction coefficients of both the textured and untextured alloy were low at temperatures ranging from room temperature to 400°C due to the effective lubrication of MoS2. The friction coefficient of the textured surface was a little lower than that of the untextured surface due to the lubricant storage effect of the textures. At temperatures >400°C, the friction coefficient of the untextured was observed to increase, whereas the textured sample retained its low-temperature value (0.2), indicating that the effective lubricating temperature of MoS2 can be elevated by LST.

Friction coefficient of textured and untextured nickel-based alloy coated with MoS2 rubbing against GH1131 steel (dimple density 7.1%). RT Room temperature
The MoS2 film on the frictional surface of the untextured Ni-based alloy was easily scratched under the action of frictional force at the elevated temperatures. For the textured Ni-based alloy, the solid lubricants stored in the dimples provided fresh lubricant on the frictional surface when the lubricant films on the plane area were scratched or oxidized under high temperature.
3.3 Effect of Dimple Density on the Friction and Wear Properties
Figure 4 shows the curves of friction coefficients and wear rates of the textured silver-containing nickel-based alloy coated with MoS2 varied with dimple density at elevated temperatures. The friction coefficients represent the average values before the MoS2 coating failed. The friction coefficient was only slightly affected by the dimple density, although it did increase a little with increasing dimple density at 600°C (Fig. 4a). At room temperature and at 200°C, the MoS2 powder was not oxidized and the friction coefficients fell below 0.1; this is caused by the layer structure of MoS2 and is less influenced by the dimple density. From room temperature to 400°C, the friction coefficients of the textured sample with a dimple density of 1.8–11.2% were in the range of 0.07–0.23.

Friction coefficient (a) and wear rates (b) of GH1131/Ni-based alloy versus dimple density (applied load 20 N, sliding velocity 0.4 m/s, MoS2)
With the increase of dimple density, the wear rates of textured alloy show the decrease tendency at 200 and 400 °C (Fig. 4b). The wear rate of textured sample with dimple density of 11.7% is much lower than the sample with other dimple density at 400 °C. The MoS2 powders are seriously oxidized at 600 °C, which leads to the mass gain, so the wear rate at 600 °C are not presented. The textures with high dimple density provide more reservoirs for the lubricant, so the higher dimple density leads to good lubrication and lower wear rates.
Figure 5 shows the wear life of textured nickel-based alloy smeared with MoS2 varied with dimple density. The wear life of MoS2 film is defined as the sliding distance until the friction coefficient exceeds 0.3 suddenly [21]. The wear life increases with the increase of dimple density in the temperature range of room temperature to 400 °C when the dimple density is in the range of 1.8–11.2%. The texture with high dimple density stores more lubricant, which can continuously supply fresh lubricant on the frictional surface and prolong the wear life.

Wear life of MoS2 films on textured nickel-based alloy versus dimple density rubbing against GH1131 steel
The friction coefficient of MoS2 film on textured surface increased with increasing temperature. The friction coefficients at 600°C were >0.3 due to the degradation of MoS2. The MoS2 film on the textured silver-containing nickel-based alloy with a dimple density of 11.2% had the longest wear life from room temperature to 600°C and the lowest wear rate at moderate temperatures.
When there is a low density of dimple area, the dimple is not sufficiently filled with solid lubricant. With increasing dimple density, the amount of solid lubricant in the dimples increases and the wear life of lubricant film is subsequently extended. Consequently, a high density of dimple area means a high percentage of lubricant storage, resulting in a longer wear life during friction. However, the high dimple density will inevitably lead to high surface roughness; however, this is less harmful to the wear life of MoS2 films under the constant contact in the ring-on-disk configure. The optimum dimple density should provide sufficient lubricant storage and have a relatively lower surface roughness [22].
3.4 Effect of Temperature on the Friction Properties of Textured Surface
Figure 6 shows the curves of the friction coefficients of the textured nickel-based alloy smeared with MoS2 in relation to the sliding distance. At room temperature, the MoS2 film on the textured surface had a wear life for >10,000 m. The wear life of MoS2 film at 200°C was slightly less than that at room temperature. With increasing temperature, the wear life of the MoS2 film decreased significantly: The MoS2 film sustained only 1, 000 m at 400°C and <50 m at 600°C. The wear life of the MoS2 film was observed to be determined by temperature, even on the textured surface. The lubricant of MoS2 showed stable lubrication properties from room temperature to 400°C; above 400°C, the MoS2 powders are oxidized before the wear test. Therefore, the friction coefficient will be higher initially and the wear life lower at high temperatures than at a moderate temperature. However, the oxidizing products of MoS2 in the dimples play some lubricating so the friction coefficient retains a relatively low value even after the MoS2 has failed.

Friction coefficient of the textured nickel-based alloy with a dimple density of 11.2% smeared with MoS2 rubbing against GH1131 steel (applied load 20 N, speed 0.4 m/s)
3.5 Worn Surface Analysis
Figure 7a and b shows the worn surface morphology of the MoS2-coated and -uncoated surface texture after rubbing against the GH1131 steel ring at 600°C under a load of 20 N. The worn surface of the textured nickel-based alloy smeared with MoS2 was smooth and the dimple less damaged (Fig. 7a). The black lubricating films were covered along the wear trace of the dimpled area. The surface texture with no MoS2 as lubricant comprised severely deformed plastic, and wear particles were stacked above the dimples (Fig. 7b).

Worn morphology of the textured alloy smeared with MoS2 (a) and dry friction (b) after rubbing against GH1131 steel at 600°C
The laser surface-textured dimples act as storage areas of solid lubrication from room temperature to 400°C, which favors the formation of lubricating film on the frictional surface [20]. After the lubricants on the surface are oxidized, solid lubricants released from the dimples and fresh lubricants are released on the frictional surface, which is helpful for the reduction of friction at high temperature. After the complete degradation of MoS2, the dimples function to trap wear particles [23].
Figure 8 shows the worn morphology of untextured and textured alloy smeared with MoS2 after rubbing against GH1131 steel at 600°C under a load of 20 N. The worn surface of the untextured Ni-based alloy can be seen to be relatively smooth (Fig. 8a), while some wear particles are trapped in the dimples of the textured surface after high temperature friction (Fig. 8b). The dimples are able to trap wear particles and relieve the damage of lubricating film, such as the oxide film of molybdenum, tungsten, and silver on the surface [11].

Worn surface morphology of untextured (a) and textured (b) surface rubbing against a nickel-based alloy at high temperature
Figure 9 shows the worn surface topography of the textured alloy and its profiles after rubbing against the GH1131 ring at high temperature. The dimple kept its original shape after being worn at high temperature and its depth decreased only a little. A few plough grooves appeared on the worn surface and the grooves were uniform and fine, indicating there was no serious abrasive wear. In Fig. 9, the MoS2 can be seen to be oxidized after exposure to high temperature and to be removed from the plane surface during long-term friction. However, few oxides of tungsten and molybdenum were in the dimples.

Worn surface topography of textured alloy after wear at 600°C by white light optical interferometery. The MoS2 was removed from the worn surface during friction
Figure 10 shows the worn surface morphology of the textured silver-containing nickel-based alloy in the EDS elemental analysis in the dimples and plane area after wear for about 200 m at 600°C. A number of wear particles were observed to be stacked in the dimples, thereby reducing the depth of the dimples. The element analysis of the wear particles in the dimples indicated that nickel, chromium, tungsten, molybdenum and oxygen form the main part of the dimples. It can be seen from Table 4, there was more silver, sulfur and tungsten in the dimple. However, the molybdenum content was also a little lower. The oxides, such as NiO, WO3, and MoO3 stored in the dimples, which is combined with embedded silver, function as lubricants at high temperature [24].

Worn surface morphology of textured silver-containing nickel-based alloy (a) after the wear test at 600°C and energy-dispersive spectrum analysis in dimples marked A (b) and plane area marked B (c)
4 Conclusions
-
1)
Lower friction coefficients from room temperature to 400°C are obtained by laser surface texturing of a silver-containing nickel-based alloy filled with MoS2 powder.
-
2)
The textured sample with a dimple density of 11.2% had the lowest wear rate and the longest wear life. With increasing temperature, the friction coefficients of textured surface also increased.
-
3)
The surface texture stored MoS2 powders and trapped wear particles; thus the wear life of lubricant films at elevated temperatures will be extended by laser surface texturing.
References
Muratore, C., Voevodin, A.A., Hu, J.J., et al.: Tribology of adaptive nanocomposite yttria-stabilized zirconia coatings containing silver and molybdenum from 25 to 700 °C. Wear 261(7–8), 797–805 (2006)
Aouadi, S.M., Paudel, Y., Luster, B., et al.: Adaptive Mo2N/MoS2/Ag tribological nanocomposite coatings for aerospace applications. Tribol. Lett. 29(2), 95–103 (2008)
Li, J.L., Xiong, D.S.: Tribological properties of nickel-based self-lubricating composite at elevated temperature and counter-face material selection. Wear 265, 533–539 (2008)
Li, J.L., Xiong, D.S., Wu, H.Y., et al.: Tribological properties of molybdenized silver-containing Ni-base alloy at elevated temperatures. Tribol. Int. 42, 1722–1729 (2009)
Li, J.L., Xiong, D.S., Huang, Z.J., et al.: Effect of Ag and CeO2 on friction and wear properties of Ni-base composite at high temperature. Wear 267, 576–584 (2009)
Tyagi, R., Xiong, D.S., Li, J.L., et al.: High-temperature friction and wear of Ag/h–BN-containing Ni based composites against steel. Tribol. Lett. 40, 181–186 (2010)
Li, J.L., Xiong, D.S., Huo, M.F.: Friction and wear properties of Ni–Cr–W–Al–Ti–MoS2 at elevated temperatures and self-consumption phenomena. Wear 265, 533–539 (2008)
Xiong, D.S.: Lubrication behavior of Ni–Cr based alloys containing MoS2 at high temperature. Wear 251, 1094–1099 (2001)
Etsion, I.: State of the art in laser surface texturing. Trans. ASME. J. Tribol. 127, 248–253 (2005)
Etsion, I.: Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 17(4), 733–737 (2004)
Varenberg, M., Halperin, G., Etsion, I.: Different aspects of the role of wear debris in fretting wear. Wear 252, 902–910 (2002)
Wang, X., Kato, K., Adachi, K.: The effect of laser texturing of SiC surface on the critical load for the transition of water lubrication mode from hydrodynamic to mixed. Tribol. Int. 34, 703–711 (2001)
Wang, X., Kato, K., Adachi, K., et al.: Loads carrying capacity map for the surface texture design of SiC thrust bearing sliding in water. Tribol. Int. 36, 189–197 (2003)
Wan, Y., Xiong, D.S.: The effect of laser surface texturing on frictional performance of face seal. J. Mater. Process. Technol. 197(1–3), 96–100 (2008)
Moshkovith, A., Perfiliev, V., Gindin, D., et al.: Surface texturing using pulsed air arc treatment. Wear 263, 1467–1469 (2007)
Rapoport, L., Moshkovich, A., Perfilyev, V., et al.: Friction and wear of MoS2 films on laser textured steel surfaces. Surf. Coat. Technol. 202(14), 3332–3340 (2008)
Erdemir, A.: Review of engineered tribological interfaces for improved boundary lubrication. Tribol. Int. 38, 249–256 (2005)
Voevodin, A.A., Bultman, J., Zabinski, J.S.: Investigation into three-dimensional laser processing of tribological coatings. Surf. Coat. Technol. 107, 12–19 (1998)
Voevodin, A.A., Zabinski, J.S.: Laser surface texturing for adaptive solid lubrication. Wear 261, 1285–1292 (2006)
Basnyat, R., Luster, B., Muratore, C., et al.: Surface texturing for adaptive solid lubrication. Surf. Coat. Technol. 203(1–2), 73–79 (2008)
Wu, J.H., Phillips, B.S., Jiang, W.P.: Bio-inspired surface engineering and tribology of MoS2 overcoated cBN–TiN composite coating. Wear 261(5–6), 592–599 (2006)
Li, J.L., Xiong, D.S., Dai, J.H., et al.: Effect of surface laser texture on friction properties of nickel-based composite. Tribol. Int. 43, 1193–1199 (2010)
Muratore, C., Voevodin, A.A.: Chameleon coatings: adaptive surfaces to reduce friction and wear in extreme environments. Annu. Rev. Mater. Res. 39, 297–324 (2009)
Li, J.L., Xiong, D.S., Wu, H.Y., et al.: Tribological properties of laser surface texturing and molybdenizing duplex-treated Ni-based alloy. Tribol. Trans. 53(2), 195–202 (2010)
Acknowledgments
The study is supported by Natural Science Foundation of China (No.51041001) and NUST Research Funding (2010ZYTS088 and 2010GJPY032).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Li, J., Xiong, D., Zhang, Y. et al. Friction and Wear Properties of MoS2-Overcoated Laser Surface-Textured Silver-Containing Nickel-Based Alloy at Elevated Temperatures. Tribol Lett 43, 221–228 (2011). https://doi.org/10.1007/s11249-011-9797-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-011-9797-3