
Abstract
The present study evaluates the tribological properties of boride layers on the surface of AISI 4140 steel, formed using the pack-boriding method. Commercial EKabor®2 was used as the boronizing agent and the treatment was carried out at 900, 950, 1000, and 1050 °C for 2, 4, and 6 h, respectively. X-ray diffraction (XRD), scanning electron microscopy (SEM), and microhardness tests were used to characterize the phase composition, microstructure, and local hardness, respectively, of the borided steel samples. Block-on-disc tests were used to investigate tribological properties. Abrasive wear tests were carried out using emery paper at a fixed sliding speed and three different loads. Adhesive wear tests were executed against AISI 52100 steel at a fixed load and distance. The coefficient of friction values (COF) of the samples were determined simultaneously during the tests. The weight loss and COF of the borided samples were compared with untreated samples and the results suggest that both wear resistance and friction properties of the AISI 4140 steel improve with boriding.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Boriding, or boronizing, is a thermo chemical surface-treatment process in which boron atoms are diffused into a material’s surface [1]. Boriding can be performed in different high boron medias, allowing for a number of different boriding techniques, such as molten salt boriding [2], gas boriding [3], plasma boriding [4], paste boriding [5], and pack boriding [6]. This study employs pack boriding, sometimes known as the powder-pack-boriding method, which is more versatile and less expensive than other boriding techniques.
In industrial applications, chromium molybdenum AISI 4140 steel is commonly used for many parts including automotive crankshafts, cams, and spindles [7]. Many investigations have been carried out on the wear properties of borided AISI 4140 steel. Sen and colleagues, [8], borided AISI 4140 steel using slurry salt bath. They observed that the initial friction coefficient of borided steels ranged from 0.5 to 0.6, but after short-duration oxidizing, the friction coefficient dropped to 0.12. Küper et al. [9] borided AISI 4140 steel using plasma-assisted and gas boriding methods, generating single-phase iron boride layers (Fe2B), approximately 10 μm thick on the surface of the steel. Tests revealed a significant wear reduction of plasma-borided samples as compared to untreated samples. Sen et al. [10] found FeB, Fe2B, and CrB phases in the microstructure of borided AISI 4140 steel that was fabricated using a mixture of molten borax, boric acid, and a ferro-silicon bath as the high boron potential media. In general, the hardnesses of boride layers formed on boronized steels range between 1446 and 1739 HV0.1, depending on both the treatment time and the temperature [10]. Atık et al. [11] borided SAE 1010 and SAE 1040 structural steels, D2 tool steel, and AISI 304 stainless steel. In all cases, they found improvements in the abrasive wear and corrosion resistance of boronized steels. Taktak [12] investigated the tribological properties of borided AISI 52100 and 440C bearing steels at elevated temperatures. He found friction coefficient values of bearing steels at room temperature to range between 0.68 and 0.58.
In this study, we investigate the tribological properties of boronized AISI 4140 low alloy steel. We use the pack-boriding method to boronize the steel, varying both the process temperatures and durations. Tribological properties of the borided steel were characterized with an abrasive and adhesive wear tests.
2 Experimental Details
AISI 4140 steel (0.39 wt% C, 0.92 wt% Cr, 0.94 wt% Mn, 0.18 wt% Mo, 0.15 wt% Ni, 0.2 wt% Si, 0.018 wt% P, and 0.011 wt% S) specimens were cut into cubic samples with sides of 12.7 mm in length. Samples were polished using 1200 grit SiC emery paper for a few seconds, followed with an ethanol rinse to remove grease and dirt.
Boriding was carried out at 900, 950, 1000, and 1050 °C for 2, 4, and 6 h with commercial boriding agent EKabor®2 powder in stainless steel containers. At least three samples were prepared for each experimental condition. The floor of each box was covered with approximately 1 cm of boronizing agent. The samples were placed on the powder and subsequently covered with an additional centimetre of boronizing powder. Ekrit® powder was added to prevent oxidation during the process. Fresh powder was used for each experimental run. Boriding was carried out in a digitally controlled Protherm electrical resistance furnace. After boriding, the boxes were cooled at room temperature. All of the specimens were cooled under the same conditions. For this reason, the formed microstructure’s effect on the results was the same. Upon removal, specimens were cleaned and prepared for testing. Specimen microstructure was characterized using optical microscopy, SEM, and XRD analysis. For optical and SEM, samples were cut to expose cross-section and etched with 1% Nital. Hardness measurements were performed on the cross-section of the samples with a Future-tech FM-700 microhardness tester fitted with a Vicker’s pyramid indenter. The test load was 50 g with a dwell time of 10 s for each set of measurements. The thicknesses of the borided layers were measured with a Clemex Professional image analysis system.
Sliding wear tests, which were made by ASTM G-77 standard, were performed on both untreated and borided steel specimens. Untreated samples were polished with 1200 grit emery paper to improve surface finishes. Wear tests were performed under dry conditions with a block-on-disc wear tester (PlintTE53 multi-purpose friction and wear tester). All wear tests were performed at room temperature (~20–25 °C) under normal atmospheric conditions (min. 30%–max. 40% Relative Humidity). Before and after wear testing, the surface roughness of the specimens was measured with a Taylor Hobson—Form TalySurf Series2 surface profilometer. Following wear testing, the surface of each sample was analyzed with a SEM equipped with electron dispersive X-ray equipment (EDX-Leo Evo 40VP scanning electron microscope and Quantax microanalysis system with Röntec Xflash detector).
First, we investigated the abrasive properties of the borided steel. The metal disc in the block-on-disc tester measured 60 mm in diameter and 16 mm in width, and was coated with 500 grit silicon carbide (SiC) emery paper. The mean abrasive particle size of the silicon carbide paper was determined using SEM to be approximately 30 μm in diameter. Borided samples have two phases on surface. FeB phases are brittle and near surface. In abrasive wear tests, expected result is that this phase would crack first. For that reason, we want to know load differences in low cycle numbers. We try to understand wear behavior of FeB and Fe2B phases separately, for that reason, we use 22, 32 and 42 N loads, respectively. In all wear experiments, the sliding speed of the disc was chosen as 0.63 ms−1 (200 rpm). The weight loss of the samples was measured after the completion of 100, 200, 500, 1000, 1500, and 2000 cycles using a Sartorius CP3245 scale (accurate to 10−4 g). By measuring weight loses in 100, 200, 500, 1000, 1500, and 2000 cycle values determining the wear behavior in different distances on the borided surfaces was aimed. Especially for determining FeB’s behavior, we measured short distances (100, 200, and 500 cycles) in the beginning of the tests. The specimens were mounted on a single track during the test, with fresh emery paper for each run. All abrasive wear tests were repeated thrice; the average result of the three tests was used for subsequent comparisons.
In adhesive wear experiments, the friction behavior of borided AISI 4140 steels was tested with a normal load of 42 N and a constant sliding speed of 0.63 ms−1 (200 rpm). Dry sliding was carried out using the opposite face of a quenched and polished disc made of SAE 52100 steel with hardness of 65–67 HRC. Friction was measured using the signal from a load cell, stored by a Honeywell data acquisition system. Friction data was continuously recorded. The sliding distance was fixed 2000 m for each sample. A new disc was used for each test.
3 Results and Discussion
3.1 Hardness and Microstructure of Borided Layers
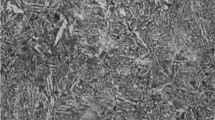
Both the optical and scanning electron microscope (SEM) images of cross-sections of borided AISI 4140 steel revealed a saw-tooth shape and porosity-free structure to a depth of 290 μm under 1050 °C at 6 h test conditions (Fig. 1). At higher magnifications, the cross-sectional view of the borided steel surfaces exhibited three distinct regions; (i) a boride layer that featured both FeB and Fe2B regions, (ii) a transition zone under the boride layer, and (iii) the substrate. The prominent phases seen in the boride layer are FeB, Fe2B and CrB (Fig. 2) [13]. The thickness of the boride layer depends on boronizing time and process temperatures. The microhardness values of untreated and borided samples were about 226 HV and 1309–1757 HV, respectively. As expected, the hardnesses of borided samples are much higher than that of the untreated substrate. This result can be attributed to the presence of the FeB, Fe2B, and CrB phases. Hardnesses of borided layers from surface to substrate are shown in Fig. 3. Thicknesses of the borided layers and maximum hardness values are listed in Table 1.

SEM image of the sample borided at 1050 °C for 6 h (etched in 1% Nital)

XRD pattern for the sample borided at 1000 °C for 6 h

The microhardness distribution of borided specimens
3.2 Friction and Wear Tests
Figure 4 shows the weight losses resulting from abrasive wear experiments performed using loads of 22, 32, and 42 N. Samples in the figure were borided at four different temperatures for three different durations. Regardless of load and processing conditions, weight loss values of the borided samples were considerably lower than those of the untreated samples. Considering the hardness of the borided samples, this consequence is to be expected: we know from previous studies that the boronizing process greatly increases the wear resistance [14, 15]. As seen in the graphs, when the load is increased, the weight loss is increased. In addition, there is a significant decrease in the weight loss with an increase in the process duration. This is especially apparent in the 22 N experiments. From this, we conclude that an increase in process time increases the thickness of the boride layer, which results in a decrease in wear [16, 17]. Although similar wear behavior is obtained for samples subjected to other loads, only small increases on weight losses were observed in the samples processed at high temperatures and for extended durations (i.e. 6 h at 1050 °C). This can be explained by considering the elevated FeB fraction that is associated with a longer process time and higher temperature. Internal stresses arise between the FeB and Fe2B phases, generating cracks parallel to the surface. Hence, as the process time and temperature increase, so too does the number of cracks. Results that support these scenarios have been published elsewhere [18–21].

Weight loss distribution of borided samples under abrasive wear conditions
Figure 5 shows an SEM image of the worn surface of a sample borided at 1000 °C for 4 h, following a wear test conducted with a normal load of 22 N. Since there are few deep abrasion track visible, we can conclude that there is not a deep abrasion at that load. In tests performed on the same sample, but with a higher load of 42 N, abrasion tracks are deeper and small oxide particles are visible (Fig. 6). In the sample borided at 1050 °C for 6 h (the sample that exhibited the greatest weight loss), we see moderately deep abrasion tracks as well as visible surface cavities (Fig. 7). Particles that were fractured by the heavy load applied during the abrasion serve in turn to deepen the abrasion tracks.

SEM image of the worn surface of the sample borided at 1000 °C for 4 h, after an abrasive test using a normal load of 22 N

SEM image of the worn surface of the sample borided at 1000 °C for 4 h. Borided sample worn surface, under 42 N, with abrasive wear conditions

SEM image of 1050 °C 6 h borided sample. Worn surface, under 42 N, with abrasive wear conditions
Figure 8a–c shows the variation in the friction coefficient for borided and untreated steels, measured while sliding against the SAE 52100 steel disc. From the figures, we see that a borided steel sample exhibits a coefficient of friction that is 3–4 times smaller than an untreated steel sample tested under the same conditions. A decrease in the friction coefficient of AISI 4140 steel specimens following boriding can be explained by considering the increase in surface hardness of the borided samples: a material with a harder surface exhibits improved resistance to both plowing and adhesion.

COF variations of borided samples with different boriding durations (a) 2 h, (b) 4 h, and (c) 6 h
We found that the coefficients of friction of our borided AISI 4140 steel specimens were between 0.16 and 0.36. The sample borided at 950 °C for 6 h yielded the lowest coefficient of friction (COF) of approximately 0.16. These results are in good agreement with Petrova and co-workers [22]. However, the measured COF of borided AISI 4140 in our experiments is substantially lower than the COF of borided AISI 4140 steel of 0.50–0.60 found by Sen et al. [8].
Plots of the COF versus distance for the adhesive wear tests of samples borided for 2 h are given in Fig. 8a. Two different friction behaviors were observed, depending on the process temperature used during boriding. The samples borided at either 950 or 1000 °C behaved as if transitioning from an oxidation-dominated wear to an abrasive wear scenario. As the wear mechanism in a system changes from oxidative to abrasive, there can be a significant increase in the friction coefficient. Our analysis shows that the wear debris left on these samples consists mostly of iron oxide (Fe2O3 and Fe3O4) particles, predominantly due to the oxidation of the counter-rotating disc. Very small steel fragments are also present from disc abrasion (Fig. 9). Moreover, the measured surface roughness values of these samples are lower than those of the other samples, giving them an increased real contact area (Table 2.). The increase in real contact area exerts a negative effect on wear properties at dry conditions, increasing the COF [23].

SEM image of the worn surface of a sample borided at 1000 °C for 2 h, after an adhesive wear test
The friction coefficients were very low for the two samples that were borided at 900 and 1050 °C. The improvement can be explained in terms of the reaction taking place between oxygen in the air and iron-boron in the borided layer: a film of iron-boron oxide forms and subsequently reacts with moisture in the air to yield a lubricating effect. Analysis of the worn surface (Fig. 10) and the wear debris suggests that a protective oxide film did form, delaying the oxidation-dominated to abrasive-dominated transition [19].

EDX analysis of the worn surface of a sample borided at 900 °C for 2 h, after an adhesive wear test
For the samples that were borided at 900 °C, depending on the thermal expansion between FeB and Fe2B phases under low temperatures, very few microcracks were observed, and thick layers were essentially absent. On the other hand, at 1050 °C, boron diffuses rapidly, producing boriding layers that are more homogenous, with less cracking and cavity formation. Consistent with the adhesion properties at 900 and 1050 °C, the friction coefficient remains constant [13].
Plots of COF versus distance in the adhesive wear tests of samples borided for 4 h are shown in Fig. 8b. From the figure, it is clear that the friction coefficients of these samples do not fluctuate with distance. Borided layers are sufficiently dense after a treatment time of only 4 h. This relatively low process time leads to fewer thermal effects (such as cracks) in the borided layers. These samples also undergo surface oxidation during the first part of the wear test and, as explained above, this results in a lubricating effect and allows for low friction coefficients. EDX analysis of the wear tracks reveals the presence of large amounts of oxygen and iron-boron oxide (Fig. 11).

EDX analysis of the worn surface of a sample borided at 1050 °C for 4 h, after an adhesive wear test
The sliding test results for 6 h borided samples are shown in Fig. 8c. The friction behaviors of these samples are nearly identical to those of samples borided for 4 h. One difference, however, is that the COF of the sample borided at 900 °C for 6 h fluctuates with distance. Fluctuations occur when oxide layers on the sliding surfaces of two materials begin to form, resulting in low friction followed by high friction performance [24]. In this sample, the surface was highly oxidized and oxide particles contributed to abrasive wear during the sliding test. The borided layer in the 6 h sample was dense and relatively thin and when compared with the 2 h borided sample, it exhibited better wear resistance. SEM images of the worn surfaces of the 6 h sample revealed oxide particles and abrasive tracks (Fig. 12).

SEM image of a sample borided at 900 °C for 6 h. Image shows worn surface after an adhesive wear test
4 Conclusions
In this study, AISI 4140 steel specimens were borided with solid boron-yielding powder using the pack-boriding method. Commercial EKabor®2 powder was used as the boronizing agent and all fabrication experiments were carried out at 900, 950, 1000, and 1050 °C for 2, 4, and 6 h. The boride layer thicknesses, microhardness values, and microstructural characteristics were investigated. Wear tests were performed on untreated and borided steel specimens. Our conclusions are as follows:
-
For boronizing pack powder treatments, the boride layers formed at the surfaces of the AISI 4140 exhibit saw-tooth structures and the layer thickness increases with both boriding time and temperature. The thickest boride layer (290 μm) was in the sample borided at 1050 °C for 6 h.
-
The microhardness values of the boride layers varied between 1200 and 1750 HV0.05.
-
Abrasive wear resistance of the borided layers was approximately 3–4 times greater than that of the untreated samples. The best wear resistance was obtained for the sample borided for 6 h at 900 °C.
-
Coefficient of friction values for the steel specimens that featured boride layers were lower than the coefficient of friction values for untreated steel samples. The sample borided at 950 °C for 6 h exhibited the lowest COF, at a value of about 0.16. However, in situations where adhesive wear is important, but economical factors must be considered, good COF results can be obtained by boriding for just four hours, at 1000 °C.
References
Keddam, M., Chentouf, S.M.: A diffusion model for describing the bilayer growth (FeB/Fe2B) during the iron powder-pack boriding. Appl. Surf. Sci. 252, 393–399 (2005)
Sen, U., Sen, S., Yilmaz, F.: An evaluation of some properties of borides deposited on boronized ductile iron. J. Mater. Process. Technol. 148, 1–7 (2004)
Kulka, M., Pertek, A.: The importance of carbon content beneath iron borides after boriding of chromium and nickel-based low-carbon steel. Appl. Surf. Sci. 214, 161–171 (2003)
Cabeo, E.R., Laudien, G., Biemer, S., Rie, K.T., Hoppe, S.: Plasma-assisted boriding of industrial components in a pulsed D.C. glow discharge. Surf. Coat. Technol. 116–119, 229–233 (1999)
Campos, I., Ramírez, G., Figueroa, U., Martínez, J., Morales, O.: Evaluation of boron mobility on the phases FeB, Fe2B and diffusion zone in AISI 1045 and M2 steels. Appl. Surf. Sci. 253, 3469–3475 (2007)
Ozdemir, O., Omar, M.A., Usta, M., Zeytin, S., Bindal, C., Ucisik, A.H.: An investigation on boriding kinetics of AISI 316 stainless steel. Vacuum 83, 175–179 (2009)
Lin, Y.C., Chen, M.-S., Zhong, J.: Effects of deformation temperatures on stress/strain distribution and microstructural evolution of deformed 42CrMo steel. Mater. Des. 30, 908–913 (2009)
Sen, S., Sen, U., Bindal, C.: Tribological properties of oxidised boride coatings grown on AISI 4140 steel. Mater. Lett. 60, 3481–3486 (2006)
Küper, A., Qiao, X., Stock, H.R., Mayr, P.: A novel approach to gas boronizing. Surf. Coat. Technol. 130, 87–94 (2000)
Sen, S., Sen, U., Bindal, C.: The growth kinetics of borides formed on boronized AISI 4140 steel. Vacuum 77, 195–202 (2005)
Atık, E., Yunker, U., Merıç, C.: The effects of conventional heat treatment and boronizing on abrasive wear and corrosion of SAE 1010, SAE 1040, D2 and 304 steels. Tribol. Int. 36, 155–161 (2003)
Taktak, S.: Tribological behaviour of borided bearing steels at elevated temperatures. Surf. Coat. Technol. 201, 2230–2239 (2006)
Ulutan, M.: Investigation of mechanical behaviours of AISI4140 steel after surface hardening and coating processes. Doctoral dissertation (in Turkish), Department of Mechanical Engineering, Eskişehir Osmangazi University (2007)
Selçuk, B., Ipek, R., Karamış, M.B.: A study on friction and wear behaviour of carburized, carbonitrided and borided AISI 1020 and 5115 steels. J. Mater. Process. Technol. 141, 189–196 (2003)
İpek, R., Selçuk, B., Karamiş, M.B., Kuzucu, V., Yücel, A.: An evaluation of the possibilities of using borided GG25 cast iron instead of chilled GG25 cast iron (surface properties). J. Mater. Process. Technol. 105, 73–79 (2000)
Er, U., Par, B.: Wear of plowshare components in SAE 950C steel surface hardened by powder boriding. Wear 261, 251–255 (2006)
Meric, C., Sahin, S., Backir, B., Koksal, N.S.: Investigation of the boronizing effect on the abrasive wear behavior in cast irons. Mater. Des. 27, 751–757 (2006)
Campos, I., Farah, M., López, N., Bermúdez, G., Rodríguez, G., VillaVelázquez, C.: Evaluation of the tool life and fracture toughness of cutting tools boronized by the paste boriding process. Appl. Surf. Sci. 254, 2967–2974 (2008)
Martini, C., Palombarini, G., Poli, G., Prandstraller, D.: Sliding and abrasive wear behaviour of boride coatings. Wear 256, 608–613 (2004)
Ozbek, I., Bindal, C.: Mechanical properties of boronized AISI W4 steel. Surf. Coat. Technol. 154, 14–20 (2002)
Sinha, A.K.: Boriding (boronizing). In: Heat Treating (Section: Surface Hardening of Steel), vol. 4, ASM Handbook, pp. 437–447. ASM International, Materials Park, Ohio (1991)
Petrova, R.S., Suwattananont, N., Samardzic, V.: The effect of boronizing on metallic alloys for automotive applications. J. Mater. Eng. Perform. 17(3), 340–345 (2008)
Sedlǎcek, M., Podgornik, B., Vižintin, J.: Influence of surface preparation on roughness parameters, friction and wear. Wear 266, 482–487 (2009)
Cho, C.-W., Lee, Y.-Z.: Friction transition diagram considering the effects of oxide layer formed on wear track of AISI 1045 steel disk against TiN coated AISI 52100 steel ball in sliding. Surf. Coat. Technol. 179, 1–9 (2004)
Acknowledgment
This study was supported by Eskisehir Osmangazi University Research Council, project number 200315015.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ulutan, M., Yildirim, M.M., Çelik, O.N. et al. Tribological Properties of Borided AISI 4140 Steel with the Powder Pack-Boriding Method. Tribol Lett 38, 231–239 (2010). https://doi.org/10.1007/s11249-010-9597-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-010-9597-1