
Abstract
There is a growing interest in the use of ionic liquids to provide lubrication for challenging contacts. This study is an initial assessment of the application of two ionic liquids based on choline chloride cations to be used as ionic liquid lubricants for engineering contacts, in this case steel on steel. These ionic liquids, termed ethaline and reline, have anions of ethylene glycol and urea, respectively, and are available at relatively low costs and in high quantities. In order to assess the lubrication performance of the ionic liquids, lubricated reciprocating sliding wear tests were conducted between M2 tool steel samples and a steel stylus. Initial tests conducted at a sliding speed of 0.005 m s−1 and 30 N showed that ionic liquids could provide low friction lubrication, comparable to that of SAE 5W30 friction modifier free engine oil under the same test conditions; however, lubrication was lost after short sliding distances. Further testing with higher sliding speed/lower load and varying sample surface textures showed that ionic liquid lubrication could be better maintained in high-speed/low-load testing and by increasing the roughness and therefore surface area of the sample. It was also observed that the choline chloride/urea ionic liquid formed a residual film when tested on iron silicate peened samples, and that this film may promote lubrication.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ionic liquids are salts with very low melting temperature, such that they are molten below 100 °C and some are molten at ambient conditions [1–3]. In ionic liquids, the cation is typically an organic compound [4]. The strongest current interest in ionic liquids is their potential use as a solvent media, and there have been numerous studies investigating ionic liquids for use in metal plating, electro-polishing, metal reprocessing and phase media transfer [5–10]. Ionic liquids typically have a number of properties that make them well suited to such applications: they are good solvents for a wide range of both organic and inorganic materials; they are immiscible with a large number of organic solvents, and they are generally considered non-volatile with a very low vapour pressure [11], making them suitable for applications in high vacuum and at elevated temperature. An interest that has been emerging recently is in their application as a lubricant in challenging contacts [12–15]. Many of the studies conducted so far on ionic liquid lubrication have focused on the formation of low friction monolayers which are potentially highly susceptible to wear. These approaches also typically employ ionic liquids based on organic compounds such as alkylimidazolium hexafluorophosphate and pyridinium tetrafluoroborate that are relatively expensive [15–18]. This study looks to investigate lubrication from larger liquid reservoirs retained at the steel surface and employs ionic liquids with choline chloride cations. Choline chloride is an organic compound that is in mass production as a vitamin supplement in poultry and pig feed and is therefore readily available in bulk and at relatively low cost.
The lubrication ability of the ionic liquids was assessed in terms of friction coefficient of the contact, duration of lubricant retention and observed wear of surfaces and compared with that of a commercial engine oil. Assessment was conducted for a number of reciprocating sliding wear tests, under two testing regimes, low-speed/high-load and high-speed/low-load. The role that surface texture plays in determining ionic liquid retention during lubrication of reciprocating sliding wear was also investigated.
2 Experimental Details
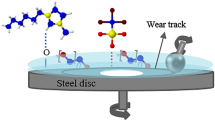
The ionic liquids used in this study are termed ethaline and reline. Both of these ionic liquids have the organic compound choline chloride as their cation. The anions of the two ionic liquids are: (i) ethaline–ethylene glycol (EG) and (ii) reline–urea. This gives the ethaline and reline compounds, the composition of (2EG:1ChCl) and (2(urea):1ChCl), respectively; the chemical structures of the components are shown in Fig. 1. These ionic liquids were formed by mixing the pure components using the following experimental protocol.

Chemical structure of a choline chloride; b ethylene glycol; and c urea
Choline chloride [HOC2H4N(CH3)3Cl] (ChCl) (Aldrich 99%) was, when necessary, recrystallised from absolute ethanol, filtered and dried under vacuum. Urea (Aldrich > 99%) was dried under vacuum prior to use. Ethylene glycol (Aldrich 99+%), was used as received. The mixtures were formed by stirring the two components together, in the stated (mole ratio) proportions, at 50 °C until a homogeneous, colourless liquid had formed.
Physical properties including viscosity, conductivity, density and surface tension for various choline chloride eutectic-based ionic liquids have been reported in detail previously [17–21]. Viscosity is of particular importance for lubrication, and the viscosity of the two ionic liquids was ~36 and ~120 mPa s for the ethaline and reline ionic liquids, respectively.
This study looks at the lubricant retention of three surface finishes, with very different surface roughnesses and morphology. Surface texturing was performed in two stages, a grinding stage and then either a further polishing stage or a shot-peening stage. The surfaces produced are termed ‘ground’ and ‘polished’, i.e., those produced by the grinding and polishing stages, and ‘peened’. This section discusses the details of the texturing processes, the results section details the surfaces produced. The grinding and polishing stages were performed on a Struers TegraPol-21 polishing machine, with a bed speed of 150 rpm and a co-rotating head speed of 150 rpm. The applied load per sample was 30 N. The ground texture was produced by 5 min of grinding with wet #220 SiC paper. This texture was used as a precursor to all other texturing stages. The polished surface was produced by a 5-min polishing process with 9-μm diamond solution, followed by a 5-min polishing process with 6-μm diamond solution, dispensed by a Struers TegraDoser-5. The shot peening stage was conducted in an Ellermatic 600 blast chamber, with a nozzle outer diameter of 8 mm, an air pressure of 7 bar and 550 g of blast media material. The samples were positioned 10 cm from the nozzle and the material plume covered the total area of the sample surface ensuring even texturing. The blast media used was iron-silicate, which is a cheap and commonly available blast media with angular particles of Mohs 6-7 hardness, and a diameter range of 0.2–1.7 mm. The surface textures produced were imaged in a Phillips XL30 environmental scanning electron microscope (SEM), and features of interest analysed by energy dispersive X-ray analysis (EDX). Surfaces were also imaged in a Veeco Dimension 3100 atomic force microscope (AFM), which allows detailed surface topography to be investigated and surface roughness parameters to be calculated.
The surface textures produced were examined by SEM and AFM (see Fig. 2) and show very different surface textures. Values of surface roughness parameter R a were found from AFM scans as were values for surface area-to-scan area ratio, or surface area ratio (SAR) for short. SAR is defined here as the total surface area of the topography scanned in an AFM image divided by the scan area, therefore a perfectly flat surface will have a value of SAR = 1. The ground surface has an R a of ≈70 nm, with many long overlapping troughs 1–10 μm in width and a SAR of 1.0047 (10047 μm2 over a 10000 μm2 scan); the polished texture is much smoother, with R a of ≈8 nm and SAR of 1.0001; the surface shot peened by iron silicate blast media retains some of the trough features from the grinding process, but the surface has been heavily deformed with some very angular features, giving a much increased surface roughness, R a ≈ 200 nm, and SAR of 1.0275.

SEM images and AFM scans of the textured surfaces with roughness parameter R a and surface area ratio (SAR) inset: a ground; b polished; and c iron-silicate peened
Reciprocating sliding wear tests were performed between two steel surfaces the flat textured sample, and a spherical stylus (radius 2.5 mm). The sample was composed of M2 steel (hardness ~8.3 GPa) and the stylus of a hardened steel (hardness ~8.9 GPa). Reciprocating sliding wear tests were conducted for two conditions: (i) low-speed/high-load and (ii) high-speed/low-load. In order to achieve a reasonable range of speeds, it was necessary to conduct the two different tests on different apparatus. In order to compare the performance of the ionic liquids with a commercial lubricant, a friction modifier free SAE 5W30 oil was tested under similar conditions to those for the ionic liquid tests. The SAE 5W30 oil was fully formulated, but no friction modifiers were added to the base oil. Friction modifiers help to separate the surfaces by the use of pressure supporting additives and usually have a low resistance to shear which results in lower friction than for oils that do not have friction modifiers. In the experiments here, since there are no friction modifiers, the friction response of the oil would not be dominated by the boundary additive performance. This allows comparison of the ionic liquids with an oil that does not have specific pressure supporting additives.
The low-speed/high-load tests were conducted on a Teer Coatings ST-200 scratch tester used in fixed-load reciprocating mode. The test parameters used were a reciprocating traverse distance of 5 mm, a sliding speed of 0.005 m s−1, and a load of 30 N. The high-speed/low-load tests were conducted on an adapted pin-on-disc wear tester, where the rotary motion was converted to a reciprocating motion; allowing for much higher sliding speeds. The reciprocating traverse distance remained at 5 mm, a higher sliding speed of 0.05 m s−1 was used, and the applied load at the point of contact was 5 N. The contact pressures for these two conditions were calculated from Hertzian contact mechanics to be 105 and 43 MPa, respectively. These contact pressures are greater than would be experienced in the majority of automotive engine applications, but lead to realistic amounts of wear being generated in a relatively short time. All tests were conducted at ambient temperature, pressure and humidity. Between individual sliding tests, the stylus was repositioned for a new contact point and cleaned with acetone for oil lubrication, or water followed by acetone for ionic liquid lubrication. Tests were either stopped when it was observed that lubrication had been lost or after an extended period without loss of lubrication, this is discussed further in the results section.
In the reciprocating wear tests, good lubricant coverage with no large droplets of liquid was ensured by spin drying the surface after they have been supplied with a surplus of lubricant. The spin drying was achieved by spinning the samples at 15,000 rpm for 10 s. The spin drying process drives off the majority of the lubricants leaving only that which is well adhered to the surface or entrapped in surface features. This procedure was used for all lubricants. The amount of lubricant retained after the spin drying process is therefore in part determined by the affinity of the lubricants to the sample surface. The tests in this paper can therefore be considered to be testing boundary films rather than fully flooded contacts. The decision to use boundary films was made to allow realistic amounts of wear to be generated in short testing times. The affinity of the lubricants to the sample surface was determined by assessing the wettability of the surfaces using a sessile drop test. In the sessile drop test, a droplet of liquid was placed onto the surface, and the contact angle that was formed between the droplet and the surface was measured, in this case by observation in a shadowgraph. This contact angle is governed by the compromise between reducing the surface energy; by forming a surface with the atmosphere, and by forming a surface with the sample. A simplified interpretation gives a qualitative indication of the lubricants affinity for the surface. A low contact angle indicates poor affinity between liquid and surface, a high contact angle indicates good affinity, illustrated in Fig. 3. The lubricant’s affinity is of interest as it will help to determine the ease with which liquids adhere to the surface. Sessile drop tests were conducted for both ionic liquids and the SAE 5W30 engine oil, on each of the prepared surfaces finishes.

Illustration of measuring contact angle to determine affinity between lubricants and the surface
The sessile drop test results showed that the contact angle and by extension the lubricants affinity to the surface was not affected by the texturing processes. The contact angles that were measured for the three liquids were: (i) 164° for the 5W30 engine oil; (ii) 114° for the ethaline ionic liquid, and (iii) 101° for the reline ionic liquid, ±2° for all surface finishes. The results show that the engine oil had by far the highest affinity for the steel surface, and the reline ionic liquid had the lowest.
3 Results and Discussion
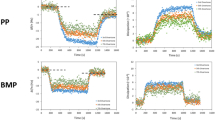
The friction coefficient was recorded throughout reciprocating sliding wear tests and Fig. 4 shows example friction traces for tests conducted with the ethaline, reline, SAE 5W30 engine oil and unlubricated dry sliding at low-speed/high-load conditions on a ground surface finish.

Example friction coefficients recorded during sliding wear testing for low-speed/high-load tests conducted on ground surface finish
It can be seen that the SAE 5W30 engine oil maintains a low value of friction coefficient, ~0.2, throughout the period of the test. The unlubricated dry sliding test shows an almost immediate high friction coefficient of ~0.8. The two ionic liquids maintain a low friction coefficient, comparable to that of the SAE 5W30 engine oil, for a short duration that is then followed by a rapid transition to a higher value of friction coefficient, similar to that of the dry sliding testing. This high friction state is then maintained for the remaining duration of the sliding test. This rapid change in friction coefficient is considered to be due to a loss of lubricant in the sliding contact, i.e., the friction coefficient increases when the boundary lubrication film is lost. The initially low friction coefficient was demonstrated in all testing at both low-speed/high-load and high-speed/low-load. As discussed in Sect. 2, the sliding distance achieved prior to the loss of lubricant was therefore used to indicate lubricant performance. Transitions from low to high friction coefficient occurred over varying periods, as shown in the examples in Fig. 4. Therefore, lubricant loss was determined to have occurred once the friction coefficient exceeded 0.7. The sliding distance achieved prior to lubricant loss was found for each pairing of surface texture and lubricant for between 4 and 6 test runs each. The sliding distances prior to lubricant loss for ionic liquids are shown in Table 1 and illustrated in Fig. 5. Values underlined in Table 1 are for distances where testing was stopped prior to loss of lubrication, and therefore only indicate that lubrication was retained for at least this period of sliding.

Plots of sliding distance to lubricant loss for: a low-speed/high-load testing and b high-speed/low-load testing. Columns indicate mean values of sliding distance to lubricant loss and error bars show the range
Table 1 and Fig. 5 do not include sliding distances prior to lubricant loss for the 5W30 engine oil, which retained lubrication for the duration of 3 × 30 m sliding runs at 0.005 m s−1/30 N on each surface texture and 3 × 300 m sliding runs at 0.05 m s−1/5 N on the ground surface only. After this time, tests were stopped owing to time constraints. The 5W30 engine oil showed the greatest lubricant retention of the three lubricants.
The reline ionic liquid also showed good lubricant retention, comparable to that of the 5W30 engine oil in some instances, with tests run at 0.05 m s−1/5 N on the peened surface showing no evidence of lubricant loss within the period of any of the sliding runs. For all of the 0.005 m s−1/30 N and 0.05 m s−1/5 N tests, the reline ionic liquid outperformed the ethaline ionic liquid. For 0.05 m s−1/5 N testing, the mean sliding distance prior to lubricant loss was an order of magnitude greater for reline ionic liquids than for ethaline ionic liquids. The testing at 0.005 m s−1/30 N showed the same trend, but there the difference in mean sliding distance to lubricant loss was lower. These results also show that the sliding distance to lubricant loss of the reline ionic liquid varied considerably, with a standard deviation an order of magnitude greater than that of the ethaline ionic liquid for most instances. There are several possible sources of the variation in sliding distance to lubricant loss. The scatter may be caused by variations in the surface roughness; from inconsistent coverage and/or retention of the lubricant on the surface after the spin drying process, or from differences in the local adhesion of the ionic liquids to the steel surface owing to variations in the underlying steel microstructure. At this point in time, it is difficult to say which of these factors is most critical.
High values of average sliding distance to lubricant loss do not, however, guarantee good performance; the minimum sliding distance is also of interest as these contacts tend to remain at high friction once lubricant loss has occurred. The reline ionic liquid shows some instances of very early lubricant loss, particularly during 0.005 m s−1/30 N testing. However, the incidence of early failure was still greater for the ethaline ionic liquid, as evidenced by the low mean and small values of standard deviation. The greater performance of the reline ionic liquid when compared to the ethaline ionic liquid indicates for these liquids a greater dependence on lubricant viscosity, with the reline ionic liquid showing qualitatively poorer affinity to the steel surface, but a higher viscosity.
The results of sliding wear testing also show an improvement in lubricant retention with an increase in surface area-to-scan area ratio, supporting the idea that lubricant was retained in surface features. It is reasonable to assume that there is a limit to this trend and that there exists a compromise between the need for surface features in which to entrap lubricant and the size of surface asperities which may penetrate the lubricant film causing contact and wear. While further testing with differing surface morphologies would be required to determine the ideal surface finish, this short study has shown surface texturing can help to retain ionic liquid lubricants. Also, greater sliding distances to lubricant loss were observed for 0.05 m s–1/5 N testing, most likely due to increased entrainment velocity and a decrease in load. The higher load of the 0.005 m s−1/30 N testing gives an increased contact pressure, where high pressure will likely flatten surface features, reducing surface area and squeezing lubricant from surface features.
It was also observed that for tests conducted with reline ionic liquids and surfaces textured by peening with iron silicate particles, a discoloured residual film formed around the wear debris in the sliding track and on the stylus surface. This film was noted to be larger for long duration testing. It was unclear if the development of a larger film was due to the increased sliding distance or whether the formation of this film was beneficial and aided lubrication, lengthening lubricated sliding distance. It was clear from observation that the film had high viscosity and was well retained in the sliding track.
The residual film on the stylus and in the scratch track, was imaged in a scanning electron microscope (SEM) and analysed by EDX techniques (see Figs. 6 and 7). These images were taken from a sliding test at 0.005 m s−1/30 N, after a sliding distance of 1 m, when the film was first seen to form. It is clear from the spectra that the residual film has high chlorine and silicon content, not seen in the spectra of unworn steel away from the contact area. There were dissimilarities between the observed residual film on the stylus and sample surface. The EDX spectra were nominally the same for the residual film the worn contact areas observed on the sample, however, on the stylus the film was not present in the centre of the contact. This is most likely to be due to the curved geometry of the stylus allowing the film to be pushed out of the contact area. The chlorine was clearly contributed by the ionic liquid; the silicon however must have been introduced by the iron silicate peening. The greater silicon content in the residual film would appear to indicate that a chemical interaction has occurred that concentrates silicon from the sample surface into the residual film.

SEM image and EDX spectra of the stylus face after testing with reline ionic liquid on iron-silicate peened surface texture. Spectra of indicated areas

SEM image and EDX spectra of the wear track on the sample surface after testing with reline ionic liquid on iron-silicate peened surface texture. Spectra of indicated areas
4 Conclusions
This study has shown that the ionic liquids investigated here can provide a low friction coefficient when used to lubricate a steel/steel contact, comparable to that of the SAE 5W30 engine oil. The ionic liquids are not, however, retained within the contact as well as engine oil and lubricant loss was observed to occur in most instances after relatively short sliding distances. The reline ionic liquid was observed to lubricate for longer during sliding wear than the ethaline, with greater mean and maximum sliding distance for all test configurations. This was likely due in part to its higher viscosity compared to the ethaline ionic liquid, and is in contrast to its lower affinity to the surface as qualitatively determined by a modified sessile drop test. The improved lubricant retention of reline ionic liquid over ethaline ionic liquid was most pronounced at high sliding speed and low applied load where lubrication retention appeared comparable to that of SAE 5W30 engine oil. It has also been observed that the retention of lubrication was affected by surface texture and that there was an apparent increase in lubricant retention with increase in SAR, as obtained by AFM. Lubricant retention was highly variable and even for the best ionic liquid/surface texture pairing very early lubricant loss still occurred in some instances.
It has also been seen that a residual film forms during sliding wear tests of reline ionic liquid on iron silicate peened surfaces. This film has been identified by EDX analysis to have a concentration of chlorine and silicon that was not observed elsewhere on the sample or the stylus surfaces. The chlorine in the residual film will have arisen from interaction between the steel surface and the reline ionic liquid, and the silicon would appear to have been introduced by the iron silicate peening process and then concentrated in residual film. The build up of the residual film was largest in sliding tests where the ionic liquid was well retained and lubricant loss occurred after a large sliding distance. It is unclear if the residual film was beneficial to lubrication or if it merely developed with extended periods of sliding.
This study has looked at application of ionic liquids on steel substrates and found that low friction coefficients comparable to that of commercial engine oil are possible. This is a promising start as these ionic liquids were chosen primarily for their availability, and they are not chemically tailored to steel lubrication. Additional work is required to optimise the retention of these lubricants at the surface and within the contact where they are needed.
References
Welton, T.: Room-temperature ionic liquids—solvents for synthesis and catalysis. Chem. Rev. 99(8), 2071 (1999)
Earle, M.J., Seddon, K.R.: Ionic liquids—green solvents for the future. Pure Appl. Chem. 72(7), 1391–1398 (2000)
Ohno, H.: Electrochemical Aspects of Ionic Liquids. Wiley-Interscience, New York (2005)
Wasserscheid, P., Keim, W.: Ionic liquids—new “solutions” for transition metal catalysis. Angew. Chem. Int. Ed. 39, 3772 (2000)
Abbott, A.P., Capper, G., Shikotra, P.: Processing metal oxides using ionic liquids. Mineral Process. Extract. Metall. 115(1), 15–18 (2006)
Abbott, A.P., Bell, T., Handa, S., Stoddart, B.: Cationic functionalisation of cellulose using ionic liquids. Green Chem. 8, 784–786 (2006)
Abbott, A.P., McKenzie, K.J.: Electrodeposition of metals using ionic liquids. Phys. Chem. Chem. Phys. 8(37), 4265–4279 (2006)
Abbott, A.P., Capper, G., McKenzie, K.J., Obi, S.U.: Solubility of metal oxides in deep eutectic solvents based on choline chloride. J. Chem. Eng. Data 51, 1280–1282 (2006)
Abbott, A.P., Capper, G., McKenzie, K.J., Ryder, K.S.: Electrodeposition of zinc tin alloys from deep eutectic solvents based on choline chloride. J. Electroanal. Chem. 599, 288 (2007)
Abbott, A.P., Nandhra, S., Ryder, K.S., Smith, E.: Electroless deposition of metallic silver from a choline chloride based ionic liquid: a study using acoustic impedance spectroscopy, SEM and atomic force microscopy. Phys. Chem. Chem. Phys. 9, 3735–3743 (2007)
Bhatt, A.I., Bond, A.M., Zhang, J.: Electrodeposition of lead on glassy carbon and mercury film electrodes from a distillable room temperature ionic liquid—DIMCARB. J. Solid State Electrochem. 11, 1593 (2007)
Ye, C., Liu, W., Chen, Y., Yu, L.: Room-temperature ionic liquids: a novel versatile lubricant. Chem. Commun. 21, 2244–2245 (2001)
Reich, R.A., Stewart, P.A., Bohaychick, J., Urbanski, J.A.: Base oil properties of ionic liquids. Lubr. Eng. 7 16–21 (2003)
Wang, H.Z., Lu, Q.M., Ye, C.F., Liu, W.M., Cui, Z.J.: Friction and wear behaviours of ionic liquid of alkylimidazolium hexafluorophosphates as lubricants for steel/steel contact. Wear 256, 44–48 (2004)
Liu, W., Ye, C., Gong, Q., Wang, H., Wang, P.: Tribological performance of room-temperature ionic liquids as lubricant. Tribol. Lett. 13, 81–85 (2002)
Yu, G., Zhou, F., Liu, W., Liang, Y., Yan, S.: Preparation of functional ionic liquids and tribological investigation of their ultra-thin films. Wear 260(9–10), 1076–1080 (2006)
Abbott, A.P., Macfarlane, D.R.: In: Endres, F. (ed.) Electrodeposition from ionic liquids, Wiley-VCH, Weinheim (2008). ISBN: 978-3-527-31565-9.
Abbott, A.P., Barron, J.C., Elhadi, M., Frisch, G., Gurman, S.J., Hillman, A.R., Smith, E.L., Mohamoud, M.A., Ryder, K.S.: Electrolytic metal coatings and metal finishing using ionic liquids. ECS Trans. 16(36), 47 (2009)
Abbott, A.P., Harris, R.C., Ryder, K.S.: Application of hole theory to define ionic liquids by their transport properties. J. Phys. Chem. B 111, 4910 (2007)
Abbott, A.P., Capper, G., Davies, D.L., Rasheed, R.K., Tambyrajah, V.: Novel solvent properties of choline chloride/urea mixture. Chem. Commun. 1, 70–71 (2003)
Abbott, A.P.: Application of hole theory to the viscosity of ionic and molecular liquids. ChemPhysChem 5, 1242 (2004)
Acknowledgements
S.D.A. Lawes would like to thank the EPSRC and Jaguar Cars Ltd. for their financial support of this research. The authors would like to acknowledge the contribution of Mr. G. Kolomyjec. Mr. T. Forryan and Mr. G. Clark are thanked for their technical assistance. The authors would also like to thank the EU for funding project IONMET (under FP6, www.ionmet.eu).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lawes, S.D.A., Hainsworth, S.V., Blake, P. et al. Lubrication of Steel/Steel Contacts by Choline Chloride Ionic Liquids. Tribol Lett 37, 103–110 (2010). https://doi.org/10.1007/s11249-009-9495-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-009-9495-6