
Abstract
It is well known that the presence of soot in engine oils can lead to an increase in wear of engine parts. This is a growing problem as soot levels in diesel engine oils are rising due to a combination of extended drain intervals and the various methods employed to reduce NO x formation such as retarded ignition and exhaust gas recirculation. Several different mechanisms have been proposed by which soot might lead to an increase in wear in mixed lubrication conditions, of which the most widely favoured is abrasion by soot, either of the rubbing metallic parts in engines or of the antiwear additive films formed on rubbing metal surfaces. In this study it is shown that the combination of mixed alkyl ZDDP and carbon black (used as soot surrogate) is strongly antagonistic in terms of wear. In a lubricant containing carbon black, the presence of ZDDP leads to considerably more wear than if ZDDP is left out. A similar, though less severe antagonism is also seen with primary ZDDP and other antiwear and EP additives. By varying the lubricant film thickness it is shown that the effect of carbon black in ZDDP-containing oils is to promote wear up to quite thick hydrodynamic film conditions, approaching the secondary carbon black particle size. It is proposed that the antagonistic wear effect results from a corrosion-abrasive mechanism in which the reaction film formed by antiwear additive and rubbing metal surface is very rapidly and continually abraded by carbon black. At most carbon black concentrations, wear rate then becomes controlled by the rate of initial antiwear additive film formation, which for secondary ZDDP is very rapid, rather than by the kinetics of the abrasive process. From this understanding, strategies for reducing the impact of engine soot on wear can be deduced.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Strategies to reduce engine NO x emissions, in particular retarded ignition timing and exhaust gas recirculation, are resulting in the formation of increasing amounts of soot in modern diesel engines. While the soot entering the exhaust is largely removed by filtration, soot that reaches the engine oil accumulates there in the form of engine soot. This rapid soot production, coupled with extended drain intervals in modern engines, can lead to very high levels of soot, in some cases more than 8 wt%, building up in diesel engine oil during use.
Such high levels of engine soot can lead to excessive levels of wear in rubbing engine parts, including cams, chains and piston liners, and engine lubricants must be formulated to mitigate this harmful effect as far as possible. To help formulate soot-wear resistant lubricants, it is important to understand the mechanisms by which soot in engine oils promotes wear.
Over the years a number of different such mechanisms have been suggested, as indicated in Table 1, modified from [1].
The first proposed mechanism for the detrimental effect of soot on wear was by Rounds, who suggested that soot particles adsorb ZDDP or its active intermediates, thereby preventing these forming an effective antiwear film [2–4]. However in the discussion to [2] it was noted that removal of most of the soot from an oil restored the wear properties back to those of the fresh oil, which would not be expected if ZDDP was removed by the soot. Subsequently Hosonuma [18] showed that soot preferentially adsorbs the zinc-containing anti-wear intermediates rather than the phosphorus-containing species generally believed to form antiwear films. Kawamura [19], Berbezier [6] and Gautam [20] also found no noticeable adsorption of phosphorus compounds on soot particles. Recently, however, NMR has been employed to detect phosphates and thiophosphates from ZDDP on soot particles [21].
Another early suggestion by Hirose et al. [5] was that soot enhances oil degradation, thus promoting engine component wear. However later work by the same author and others failed to observe significant degradation of sooty oils compared to non-sooted ones [22, 23].
Berbezier [6] examined the role of soot on mild lubricated wear and suggested that increased wear could be a result of the reduction of surface coverage by ZDDP due to soot adsorption on rubbing surfaces. Corso and Adamo [7] studied the effect of diesel soot on the reactivity of oil additives. They found that the presence of soot induced a transition from anti-wear Fe3O4 to prowear FeO. They suggested that limited oxygen reaches the surface at high soot concentrations and high temperatures, so that the metal surface is unable to form Fe3O4 and instead forms the oxide, FeO.
Akiyama [8] found that under EGR operation, cylinders and top rings showed abnormal wear as the cooling water temperature was decreased. He proposed that this increased wear was due to SO x , formed during combustion and re-circulated by EGR, reacting with water present at low temperature to form sulphuric acid and give corrosive wear. Thus the observed correlation between high wear and soot occurred simply because the same factor, EGR, promoted both.
The final three mechanisms in Table 1, starvation and abrasive wear of the metal and removal of the antiwear film have the common character that all might be expected to depend on the relationship between soot particle size and lubricant film thickness. Needelman [24] observed such a relationship, with wear occurring when oil contaminant particle size was similar to or greater than the film thickness. Narita [25] carried out engine tests to study effects of particle size and film thickness on wear. Soot having a majority of the particles of the same or greater size than the EHL oil film thickness showed the highest wear compared to dispersions with smaller CB particle dispersions. The particles sizes measured by Narita suggest that the wearing agents in his work were the secondary soot particles.
Cusano [9] used a glass disc on steel ball contact to observe particle entrainment and noted that a starvation mechanism could explain the increase in friction and wear observed in soot. Colacicco and Mazuyer [10] also ascribed the pro-wear behaviour of soot to the accumulation of particles at the inlet of the contact, leading to starvation and thus to the adhesive transfer of material between the contacting surfaces. Their experimental work showed that soot aggregates formed and were large enough (6 μm) not to penetrate in the contact.
One quite widely proposed mechanism of wear by soot is that soot abrades the steel surfaces [12–14]. A major issue with respect to this is whether soot particles are able to abrade hard steel surfaces. Ryason [12] compared the hardness of silica, alumina and carbon black to distinguish their abrasive nature in lubricants. He suggested that soot could act as an abrasive by creating polishing wear. Mainwaring [16] concluded that the primary particle size was the most fundamental in determining wear and that this was because the primary particles were entrained into the contact (provided they were dimensionally smaller than the film thickness). However Bardasz et al. [13] concluded that soot aggregates were responsible for abrasion. Jao [26] showed that soot particles were sufficiently hard to abrade metal diesel engine parts. The wear scars caused by soot particles were found to contain grooves equivalent to the carbon primary particle size. Jao thus concluded that abrasion was a mechanism by which soot induced wear.
The most widely supported mechanism of wear by soot, especially in recent years, is that soot abrades the antiwear films formed by ZDDP [1, 15–17, 23]. These films, which are now recognised to be primarily amorphous zinc or calcium phosphate, are softer than steel and thus should be much more susceptible to abrasion by soot. It has been shown that these antiwear films are rapidly removed by soot, exposing the bare substrate [27]. There have been two different suggestions as to how removal of the ZDDP film might lead to wear. One is simply that ZDDP film removal cancels the protective contribution of the film, resulting in adhesive wear, as would occur in the absence of effective boundary lubrication [15]. A second suggestion, which will be supported by the current work, is that the rapid and continuous removal by abrasion of the reaction product between ZDDP and steel (or iron oxide) leads to fast corrosive-abrasive wear [17, 28].
In the current study, experimental tests are carried out to explore the way that soot promotes wear. Carbon black is used as a surrogate for soot and a rolling–sliding contact is used, in order to control the sliding speed and entrainment speed independently. Of particular interest is the influence of the antiwear additive ZDDP on sooted wear.
2 Experimental Methods
2.1 EHD Film Thickness Measurement
Elastohydrodynamic (EHD) film thickness measurements were made using an ultrathin film interferometric rig (PCS Instruments Ltd., London, UK). In this, a contact is formed between a spacer-layer-coated glass disc and a 19 mm diameter steel ball [29]. In this study the ball was free to rotate and was driven by the disc in nominally pure rolling. The test conditions were; load = 20 N (corresponding to a mean Hertz pressure of 0.54 GPa), temperature = 100 °C, entrainment speed range, U = 0.001–2 m/s.
2.2 MTM Wear Tests
A minitraction machine (MTM) was used to assess the wear performance of lubricants. In all tests, a 19-mm diameter steel ball was loaded and rubbed against the flat surface of a steel disc. The balls and disc were both AISI 52100 steel. The balls had hardness 795 VPN and root mean square surface roughness, R q = 10 nm while discs had hardness 875 VPN and R q = 11 nm. A new ball and disc were used for each test and these were cleaned in toluene followed by Analar acetone in an ultrasonic bath immediately before use. All wear tests were carried out at a load of 31 N, corresponding to an initial, theoretical Hertz pressure of 0.95 GPa and at a controlled temperature of 100 ± 0.5 °C.
Two different methods were employed, one with unidirectional sliding/rolling and the other with reciprocating sliding/rolling.
2.2.1 Unidirectional Sliding/Rolling Tests
These were carried out in order to investigate the influence of entrainment speed and thus EHL film thickness on wear. In the MTM, the ball and disc are driven by separate motors so that the sliding speed, |u B–u D|, can be controlled and varied independently of the entrainment or mean rolling speed, U = (u B + u D)/2, where u B and u D are the surface speeds of the ball and disc, respectively.
A series of 4-h tests were carried out at a constant sliding speed of 0.1 m/s and different entrainment speeds, ranging from 0.01 m/s to 4 m/s. At the end of each test the disc was ultrasonically cleaned in toluene followed by acetone and wear measured using a Handy surf E-35A stylus profilometer. With this, several profiles were taken across the wear track at different circumferential positions on the MTM disc and the area of the wear scar was calculated for each, as indicated in Fig. 1. The average value of the readings was taken to be the wear scar area. Repeat tests indicated a repeatability of ±15%

Measurement of wear scar cross sectional area on disc (height and length dimensions are microns)
2.2.2 Reciprocating Sliding/Rolling Tests
One disadvantage of unidirectional tests is that the wear is distributed over a circumferential wear track round both the ball and the disc. This means that there is a relatively small wear depth at any location and this is difficult to measure accurately for mild wear conditions. Additional tests were therefore carried out in which the ball was rotated at a constant speed of 0.2 m/s but the disc was reciprocated circumferentially at 10 Hz with 4 mm stroke length. This produced a 4 mm long, crescent-shaped wear track on the disc. Tests lasted 4 h and at the end of a test the disc was cleaned and wear measured as described above. Since wear was expected to vary along the wear scar, wear was measured by averaging three profiles taken within 0.2 mm of the central part of the contact track. Repeat tests indicated a repeatability of ±25%.
2.3 MTM-SLIM Tests
The MTM was used in conjunction with spacer layer imaging (SLIM) to explore the impact of dispersed particulates on ZDDP films. In these tests, a 2-h sliding/rolling MTM test was carried out using ZDDP solution at a fixed entrainment speed of 0.1 m/s and sliding speed of 0.05 m/s (corresponding to a slide-roll ratio of 50%). The applied load was 31 N and the temperature was 100 °C. Under these conditions, film thickness measurements indicate an EHL film thickness (based on optical interferometric tests) of 11–12 nm, i.e. mixed lubrication conditions.
In these mixed lubrication conditions, a ZDDP film formed rapidly on the ball and disc rubbing track and the formation of this film on the ball was monitored using SLIM. For this, sliding–rolling was halted periodically and the ball was reverse-loaded against a small spacer layer-coated glass disc to obtain an optical interference image from the ball wear track. From this image, a map of the ZDDP film thickness on the track could be calculated [30].
After 2 h of rubbing in ZDDP solution, motion was halted and the ZDDP solution drained and replaced by a fresh ZDDP solution containing dispersed carbon black or other nanoparticles. After the test temperature of 100 °C was reached, sliding/rolling was resumed and the thickness of the film of the ball track monitored over time. This enabled the impact of the nanoparticles on ZDDP tribofilms to be assessed.
3 Test Materials
In all tests a single, group III mineral oil was used as the base oil. This had a kinematic viscosity and density of 19.5 mm2/s and 0.821 g/cm3 at 40 °C and 4.2 mm2/s and 0.785 g/cm3 at 100 °C.
Carbon black (CB) was used as a soot surrogate. This was Vulcan XC72R (Cabot UK Ltd). Based on TEM measurements it has a primary particle diameter of 30–40 nm and secondary particle size of 100–250 nm. Two other nanoparticle types were also studied, silica with a mean particle diameter of 10–20 nm and alumina with a mean particle diameter of 30–70 nm.
The additives employed are listed in Table 2. Most work was carried out using a mixed primary/secondary ZDDP and a conventional succinimide dispersant. However some other antiwear and extreme pressure additives were also used to compare their behaviour with that of the ZDDP.
4 Results
4.1 EHL Film Thickness
Elastohydrodynamic lubrication (EHL) film thickness measurements were made to enable likely EHL film thicknesses in unidirectional MTM tests to be estimated. Figure 2 shows measurements made using three fluids, the base oil, the base oil with 1 wt% dispersant and the base oil with 5 wt% dispersant.

Influence of dispersant additive on EHL film thickness
It can be seen that all fluids obey standard EHL behaviour at speeds above 0.1 m/s, giving a linear plot on log(film thickness) versus log(speed) axes. The gradient for base oil is 0.61 while that for 5 wt% dispersant is 0.54. Above an entrainment speed of 0.1 m/s, 1 wt% dispersant solution gives the same film thickness within 2% as the base oil, while the 5 wt% solution forms a film about 10% thicker than the other two fluids.
At low speeds the two dispersant solutions form a film approximately 1 nm thicker than the base oil, indicating some boundary film formation. In all subsequent work a 1 wt% dispersant solution is employed.
4.2 Impact of ZDDP and Carbon Black on Wear
As described in Sect. 2.2.1 above, a series of unidirectional wear tests were carried out at a fixed sliding speed of 0.1 m/s but differing entrainment speeds. The latter were in the range 0.05–4 m/s, corresponding to a theoretical film thickness range of 7–110 nm, based on the measurements in Fig. 2.
The term “theoretical film thickness” is used for two reasons. Firstly the film measurements were made in pure rolling while the MTM tests were in mixed sliding–rolling conditions. Previous work has shown that EHL film thickness does not vary significantly at slide–roll ratios (ratio of sliding speed to entrainment speed) of less than 100% and that it falls to about 60% of the pure rolling value between 100 and 190% slide–roll ratio [31]. On that basis, film thickness estimates made in the MTM at entrainment speed of 0.1 m/s or above should be fully valid while the remainder should be overestimates. A second limitation of the film thickness estimate is that it takes no account of the possible impact of CB particles on EHL film thickness. It is possible that these may partially block the inlet and reduce film thickness below the measured values.
Figure 3a and b shows how measured cross sectional area of wear on the MTM disc varied with both entrainment speed and theoretical film thickness. Figure 3a is for CB-free fluids while Fig. 3b is for fluids with added CB. It should be noted that the two figures have different scales of the y-axis.

Comparison of the wear properties of CB-free and CB-containing blends
From Fig. 3a it can be seen that the base oil alone gives very high wear at low entrainment speeds and that this drops to zero wear when the entrainment speed is raised to 0.12 m/s (corresponding to a theoretical film thickness of 12 nm). The solutions of 1 wt% dispersant, 1 wt% ZDDP and 1 wt% of both additives show negligible wear down to the slowest entrainment speed reached: the 1% dispersant and 1% ZDDP points are not visible since they lie directly beneath the 1% dispersant + 1% ZDDP ones). This suggests that both ZDDP and dispersant have some boundary lubricating properties.
With CB it was not possible to study reliably blends without dispersant because of problems in keeping the particles fully suspended. With dispersant and carbon black alone, the pattern of behaviour was quite similar to that seen with the base oil alone in that there was significant wear at low entrainment speeds but this ceased when the entrainment speed exceeded a critical value. Below this critical speed, which varied between 0.1 and 0.2 m/s from test to test, wear was much lower than with the base oil alone but higher than for the CB-free dispersant solution. This suggests (i) that the CB disrupts to some extent the boundary film formed by the dispersant solution and (ii) even so, the dispersant (or the CB) provides some protection for the surfaces, presumably preventing the adhesive wear produced when the contact is lubricated by group III base oil alone.
When CB is present in a blend containing ZDDP, the behaviour is quite different. In low speed, thin film conditions, wear is slightly lower than for the ZDDP-free combination, although greater than when no CB is present. However wear continues to take place up to very high entrainment speed, only falling to a negligible value at 4.5 m/s, when the theoretical film thickness exceeds 100 nm.
This suggests two things. Since the primary particle size is typically 30 nm diameter, it implies that this wear results from secondary wear particles, or at least clusters of primary particles. Secondly it shows that, in these entrainment speed conditions, ZDDP actually promotes wear by CB. The possible origin of this antagonism will be discussed later in this paper.
4.3 Removal of ZDDP Film by Carbon Black
Based on the above, MTM SLIM tests were carried out to visualise the impact of CB on ZDDP antiwear films. The MTM was run in low entrainment speed, mixed sliding-rolling conditions at 100 °C for 2 h with a solution of ZDDP and dispersant in base oil as described in Sect. 2.3 above. Periodically, SLIM images were captured from the steel ball and these showed the progressive formation of a tribofilm. Motion was then halted and the solution drained and replaced by a ZDDP/dispersant blend to which 5 wt% CB was added. The temperature was raised once more to 100 °C, sliding–rolling resumed and the fate of the ZDDP film observed using SLIM.
Figure 4 shows interference maps of the contact after different rubbing times in ZDDP/dispersant solution without carbon black. The entrainment speed was 0.1 m/s and the sliding speed 0.05 m/s. Images from two separate tests are shown. The initial, pale colour indicates that there is no reaction film on the ball at the start of the test. The film forms rapidly with rubbing, as indicated by the darkening of the interference images, and reaches a limiting value of ca 120 nm mean thickness after about 30 min rubbing. This behaviour is very similar to that seen previously with ZDDP solutions [1, 27]. This film-forming behaviour was quite repeatable although the final film thickness formed varied slightly between 100 and 120 nm from test to test. In the images taken after 5, 15 and 30 min for one of the tests in Fig. 4, the left-most region remains a pale colour. This region lies outside the rubbing track and shows that negligible ZDDP tribofilm forms under these test conditions in the absence of rubbing.

ZDDP tribofilm formation by 1% ZDDP + 1% dispersant solution
Figure 5 shows how the film changes when the lubricant is replaced by one containing 5% CB in addition to ZDDP and dispersant and rubbing is then resumed. The results of two tests are shown, one is which rubbing was resumed at an entrainment speed of 0.1 m/s and one in which the entrainment speed was 1.0 m/s. (It should be noted that in both of these tests and all subsequent reported ones, the initial film-forming phase using CB-free lubricant was carried out at an entrainment speed of 0.1 m/s and a sliding speed of 0.05 m/s to ensure similar initial tribofilms). It can be seen from Fig. 5 that when CB is added, the ZDDP film is essentially fully removed, (i.e. to within the measurement limit of ca 5 nm), within 5 min of rubbing. This removal occurs at entrainment speeds of both 0.1 and 1 m/s. From the film thickness measurements, these two entrainment speeds correspond to theoretical film thicknesses of 12 and 44 nm, respectively. The latter is above the CB primary particle size, and is in accord with the observation in Fig. 3, that the blend of ZDDP and CB results in wear up to high theoretical EHL film thickness.

ZDDP tribofilm removal by carbon black at a sliding speed of 0.05 m/s and two entrainment speeds
In the above tests, film removal was so rapid that it occurred almost entirely before the first interference image was taken. To explore this behaviour further, tests were carried out at the similar entrainment speeds but much lower sliding speeds during the film removal stage. Results are shown in Fig. 6. The sliding speed was 2.5 mm/s, i.e. one twentieth the value used in the tests shown in Fig. 5. If film removal depends on sliding distance this should result in a much slower film removal. From Fig. 6 it can be seen that film removal is still very rapid at the lower entrainment speed. However at an entrainment speed of 1.0 m/s the pre-formed ZDDP tribofilm partially survives for 1 h of rubbing. This corresponds to the same sliding distance as would occur in 3 min at a sliding speed on 0.05 m/s. It indicates that the rate of film removal reduces as the entrainment speed and thus EHL film thickness increase but is still very considerable at U = 1.0 m/s.

ZDDP tribofilm removal by carbon black at a sliding speed of 0.0025 m/s and two entrainment speeds
4.4 Influence of Other Nanoparticles on ZDDP Films
Similar tests to the above were carried out using silica and alumina nanoparticles in place of carbon black. Figure 7 shows interference images of the tribofilm after substitution of ZDDP/dispersant solution by one containing the nanoparticles. It should be noted that the concentration of particles was 1 wt%, rather than the 5 wt% used in the results reported above. Like carbon black, the silica particles rapidly remove the pre-formed ZDDP tribofilm but this appears to partially reform after further rubbing. With alumina the tribofilm is removed but there is also very severe damage to the ball surface, suggesting large-scale abrasion of the steel by the nanoparticles.

ZDDP tribofilm removal by three types of nanoparticle at a sliding speed of 0.05 m/s and an entrainment speed of 0.1 m/s
4.5 Study of Other Antiwear and EP Additives
Based on the ZDDP results described above it appears that the combination of CB and ZDDP gives considerably higher wear at most conditions than either ZDDP or CB alone. The only exception is at very low entrainment speed conditions where the CB without ZDDP gives marginally higher wear than when ZDDP is also present.
This antagonism suggests that removal of the ZDDP film by CB may itself cause wear and thus favours a corrosion–abrasion mechanism. To explore this possibility further, wear tests were carried out on a series of other antiwear and extreme pressure additives that might be considered likely to react with ferrous surfaces to form abradable films.
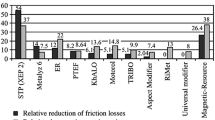
These tests were carried out using the reciprocating MTM as described in Sect. 2.2.2 above. In all cases a 4-h test was carried out on both the CB-free additive/dispersant blend and on the same blend with 5% CB. The results are summarised in Fig. 8. For all P-based additives, there was negligible wear with the CB-free blend. This means that the wear on the disc was immeasurable. However when CB was added, significant wear occurred, and in all cases more than occurred with 5% CB in dispersant without any P-based additive. With the three S-based additives a similar pattern of behaviour was seen but in these cases the CB-free additive/dispersant blend itself gave considerable wear, especially in the case of the alkyl benzene sulphonic acid.

Influence of CB on wear for a range of P-based and S-based antiwear/EP additives
It is noteworthy in Fig. 5 that the mixed ZDDP gave much higher wear with CB than all the other additives tested, including the primary ZDDP.
5 Discussion
These results confirm the negative impact of CB on wear reported by many previous authors. However it also identifies a specific antagonism between CB and the additive ZDDP in some rubbing conditions, where the combination of CB and ZDDP gives much more wear than either CB or ZDDP used separately.
The results also indicate that when CB and ZDDP are both present, wear continues to occur up to entrainment speed conditions where a quite thick EHL film, of ca. 50 nm might be expected to be present. This suggests that aggregates of primary CB particles rather than individual primary particles are responsible for this wear.
Tests on pre-formed ZDDP tribofilms show that the addition of CB results in very rapid film removal. There are two possible interpretations of this. Either the CB causes direct film removal (e.g. by mechanical action) or the CB inhibits the continued formation of the tribofilm (e.g. by adsorbing active film-forming species) and this disrupts a pre-existing equilibrium between film formation and removal. The latter scenario is unlikely since it has previously been shown that rubbing in base oil does not remove a pre-formed ZDDP film, while rubbing in a ZDDP-free dispersant solution does result in film removal but at a much slower rate than seen in this study with CB [32].
This work thus suggests that the CB promotes direct removal of the ZDDP film. In principle, two broad mechanisms of such removal can be envisaged, mechanical or chemical. The CB might mechanically abrade the ZDDP tribofilm either directly, i.e. third body abrasion or, conceivably, by starving the contact to result in more severe contact conditions and thus two body abrasion. Alternatively CB particles may damage the ZDDP film chemically in some fashion that results in its removal.
It is important to note that CB does not appear to directly abrade the steel ball surfaces, at least on the scale seen clearly with alumina. Generally the wear scars for the CB/ZDDP combination appeared smoother than the original surface and in most cases the interference images obtained during film removal remained circular with smooth edges, indicative of even removal of material rather than scratching or grooving. One exception was for the U = 0.1 m/s case in Fig. 5, where some distortion of the circular interference image occurred during rubbing, indicating uneven removal of material from the ball wear track.
Based on these results the authors consider that the most likely wear mechanism and also the origin of the ZDDP/CB antagonism are mechanical abrasion of the ZDDP tribofilm by CB. This results in the removal of pre-formed film, as seen in Figs. 5 and 6. However, much more importantly, if no pre-formed film is present it results in ZDDP tribofilm being removed as quickly as it forms. The rate of wear thus becomes directly dependent on the rate of film formation since the latter is the rate determining step. This synergy between corrosive and abrasive processes is well-documented in the literature and can lead to very high rates of wear [33]
Such a mechanism is unsurprising since ZDDP film material is likely to be considerably less hard than the bearing steel used in this study. ZDDP is generally considered to form a film consisting primarily of iron sulphide, iron phosphate and zinc phosphate and polyphosphate. ZDDP films have been reported to have a hardness of 4 GPa [34] while mineral iron (II) sulphide has hardness of 4 Mohs, roughly equivalent to 4 GPa. By contract the hardness of the steels used was ca 8 GPa. The precise hardness of carbon black and soot is difficult to establish and is probably very variable. Carragher [35] has suggested that carbon black is very soft, with hardness of ca 1 on the Mohs scale. However Jao et al. [26] and Yamamoto et al. [36] suggest much higher hardness values for soot of between 8 and 10 GPa using quite different measurement methods. Based on this Jao proposed that soot promotes wear by abrading steel surfaces. However it is difficult to see how ZDDP would promote the direct wear of steel surfaces by carbon black as found in the current study.
This proposed mechanism is effectively a chemical polishing one, not dissimilar to chemical mechanical polishing (CMP), and several researchers studying wear by soot have reported that the surfaces, although heavily worn, appear highly polished [20, 37]. It is quite likely that bore-polishing which also produces a heavily worn but highly polished surface has its origins in a similar mechanism.
Some of the existing literature has already noted an apparent antagonism between ZDDP and soot. Beshouri refers to soot “completely disabling” ZDDP [38]. Recently Booth et al. [28] have also suggested a similar corrosion–abrasion mechanism to that outlined above and identified iron sulphide as the species most likely to be controlling this process. However other work has found that ZDDP plays a strong role in reducing wear of sooted oils and that secondary ZDDP is more effective at this than primary ZDDP. The discrepancy may depend on the differing rubbing conditions, with ZDDP being beneficial in sooted oils under extreme conditions, where it acts as an EP additive to limit metal–metal adhesion and thus adhesive wear, but being harmful, as found in the current study, under more mild, mixed lubrication conditions. Thus Yoshihara found with formulated oils that soot decreased wear in cam lobes but increased it in rocker arm contacts [38]. It should be noted that, in this study, the wear produced by base oil alone, with no additives or CB, was far higher than the ZDDP/CB combination, indicating the need for some form of boundary film protection against adhesion.
From Fig. 8 it is evident that the antagonism between CB and antiwear and EP additives is a universal one. In all cases the combination of EP/antiwear additive and CB gave more wear than EP/antiwear additive without CB or CB without EP/antiwear additive. This helps support the proposed corrosion/abrasion mechanism, as opposed to there being some specific chemical interaction between CB and the ZDDP tribofilm. Figure 8 also shows that the deleterious effect of carbon black is much greater with the mixed ZDDP than the other additives, including the primary ZDDP. This may be because mixed primary/secondary ZDDP reacts much more rapidly with the rubbing surfaces under the test conditions used than the other EP/antiwear additives. It is well known that a key characteristic of ZDDPs is their ability to react and form films very rapidly, even under quite low temperature rubbing conditions, and also that secondary ZDDPs form films much more rapidly that primary ones [32, 39].
Finally it should be noted that the essential observation of this study, that the combination of CB and antiwear additives gives much more wear than CB in the absence of antiwear additive, would not be expected and cannot be explained in terms of any of the other previously-proposed mechanisms for the pro-wear behaviour of soot, i.e. #1–#8 in Table 1. This confirms removal of the antiwear film by soot as the most likely mechanism by which the presence of soot in engine oil promotes wear.
6 Conclusions
The main finding of this study is that, in some rubbing conditions, the two lubricant components, mixed primary/secondary ZDDP and carbon black, are specifically antagonistic in terms of wear; i.e. blends containing both ZDDP and carbon black give much higher wear than ones containing ZDDP without carbon black or carbon black oil without ZDDP. This antagonism is seen in intermediate entrainment speed conditions where the predicted film thickness is between 12 and 100 nm, i.e. comparable to or greater than the primary CB particle size.
A similar antagonism is seen with a number of other phosphorus and sulphur based antiwear and EP additives and thus appears to be a universal phenomenon. However much higher wear rates are seen with CB and the mixed ZDDP than with other additives, including the primary ZDDP tested.
The authors believe that the most likely mechanism of this effect is corrosive-abrasive wear in which small clusters of CB primary particles abrade the antiwear/EP film as quickly as it forms. Wear is thus particularly fast with a mixed ZDDP because its secondary ZDDP component reacts very rapidly with ferrous surfaces and this reaction rate becomes, effectively, the rate-determining step in the wearing process.
References
Ratoi, M., Castle, R., Bovington, C., Spikes, H.A.: Influence of soot and dispersant on ZDDP film thickness and friction. Lubr. Sci. 17, 25–43 (2004)
Rounds, F.G.: Carbon: cause of diesel engine wear. SAE Paper 770829 (1978)
Rounds, F.G.: Effect of lubricant additives on the prowear characteristics of synthetic diesel soot. Lubr. Eng. 43, 273–282 (1987)
Diatto, P., Anzani, M., Tinucci, L., Tripaldi, G., Vettor, A.: Investigation on soot dispersant properties and wear effects in the boundary lubrication regime. In: Dowson, D. et al. (ed.) Proceedings of the 25th Leeds-Lyon Symposium on Tribology, Lubrication at the Frontier, Elsevier, Amsterdam (1999)
Hirose, Y.: Deterioration and wear characteristics of diesel engine oil. J. Jpn Soc. Lubr. Eng. 27, 394–395 (1982)
Berbezier, I., Martin, J.M., Kapsa, Ph.: The role of carbon in lubricated mild wear. Tribol. Int. 19, 115–122 (1986)
Corso, S., Adamo, R.: The effect of diesel soot on reactivity of oil additives and valve train materials. SAE Paper 841369 (1984)
Akiyama, K., Masunaga, K., Kado, K., Yoshioka, T.: Cylinder wear mechanism in an EGR-equipped diesel engine and wear protection by the engine oil. SAE Paper 872158 (1987)
Cusano, C., Sliney, H.E.: Dynamics of solid dispersions in oil during the lubrication of point contact. Part I-Graphite. ASLE Trans. 25, 183–189 (1982)
Colacicco, P., Mazuyer, D.: The role of soot aggregation on the lubrication of diesel-engines. Tribol. Trans. 38, 959–965 (1995)
Yoshida, K.: Effects of sliding speed and temperature on tribological behavior with oils containing a polymer additive or soot. Tribol. Trans. 33, 221–228 (1990)
Ryason, P.R., Chan, I.Y., Gilmore, J.T.: Polishing wear by soot. Wear 137, 15–24 (1990)
Bardasz, E.A., Carrick, V.A., Ebeling, V.I., George, H.F., Graf, M.M., Kornbrekke, R.E., Pocinki, S.B.: Understanding soot mediated oil thickening through designed experimentation—Part 2: GM 6.5L. SAE Paper 961915 (1996)
Yahagi, Y.: Corrosive wear of diesel engine cylinder bore. Tribol. Int. 20, 365–373 (1987)
Nagai, I., Endo, H., Nakamura, H., Yano, H.: Soot and valve wear in passenger car diesel engine. SAE Paper 831757 (1983)
Mainwaring, R.: Soot and wear in heavy duty diesel engines. SAE Paper 971631 (1997)
Van Dam, W., Willis, W.W., Cooper, M.W.: The impact of additive chemistry and rheology on wear in heavy duty diesel engines. SAE Paper 1999-01-3575 (1999)
Hosonuma, K., Yoshida, K., Matsunaga, A.: The decomposition products of zinc dialkyldithiophosphate in an engine oil and their interactions with diesel soot. Wear 103, 297–309 (1985)
Kawamura, M., Ishiguro, T., Fujita, K., Morimoto, H.: Deterioration of antiwear properties of diesel engine oils during use. Wear 123, 269–280 (1988)
Gautam, M., Chitoor, K., Durbha, M., Summers, J.C.: Effect of soot contaminated oil on engine wear–investigation of novel oil formulations. Tribol. Int. 32, 687–699 (1999)
Mowlem, J.K., Edwards, J.C.: Lubricant additive chemistry effects of diesel engine soot on wear performance as studied by XPS and solid-state NMR. http://www.process-nmr.com/pdfs/Diesel%20Engine%20Soot%20Study.pdf (2002). Accessed 20 Jan 2009
Hirose, Y., Kunoki, T., Kawashima, K., Kanai, S., Hirami, K.: Development of a new multigrade engine oil for improving wear resistance in heavy vehicle diesel engines—part I: diesel soot and valve train wear. SAE Technical Paper 852134 (1885)
Cadman, W., Johnson, J.H.: The study of the effect of exhaust gas recirculation on engine wear in a heavy-duty diesel engine using analytical ferrography. SAE Paper 860378 (1986)
Needelman, W. M., Madhavan, P. V.: Review of lubricant contamination and diesel engine wear. SAE Paper 881827, (1988)
Narita, K.: The effects of diesel soot on engine oil performance. Jpn J. Tribol. 42, 677–683 (1997)
Jao, T.-C., Li, S., Yatasumi, K., Chen, S.J., Csontos, A.A., Howe, J.M.: Soot characterisation and diesel engine wear. Lubr. Sci. 16, 111–126 (2004)
Fujita, H., Spikes, H.A.: The influence of soot on lubricating films. In: Dalmaz, G., et al. (ed.) Proceedings of the 30th Leeds-Lyon Tribology Symposium, Transient Processes in Tribology, pp. 37–43, Elsevier, Amsterdam (2004)
Booth, J.E., Nelson, K.D., Harvey, T.J., Wood, R.J.K., Wang, L., Powrie, H.E.G., Martinez, J.G.: The feasibility of using electrostatic monitoring to identify diesel lubricant additives and soot contamination interactions by factorial analysis. Tribol. Int. 39, 1564–1575 (2006)
Johnston, G.J., Wayte, R., Spikes, H.A.: The measurement and study of very thin lubricant films in concentrated contacts. Tribol. Trans. 34, 187–194 (1991)
Topolovec-Miklozic, K., Forbus, T.R., Spikes, H.A.: Film thickness and roughness of ZDDP antiwear films. Tribol. Lett. 26, 161–171 (2007)
Smeeth, M., Spikes, H.A.: The influence of slide/roll ratio on the film thickness in EHD contact operating in the mixed lubrication regime. In Dowson, D., et al. (ed.) Proceedings of the 22nd Leeds/Lyon Symposium on Tribology, The Third Body Concept: Interpretation of Tribological Phenomena, pp. 695–703, Elsevier, Amsterdam (1996)
Fujita, H., Glovnea, R.P., Spikes, H.A.: The study of zinc dialkyldithiophosphate anti-wear film formation and removal process. Part I: Experimental. Tribol. Trans. 48, 558–566 (2005)
Stachowiak, G.W., Batchelor, A.W.: Engineering tribology, 2nd edn, Chapter 13, Corrosive and Oxidative Wear, Butterworth Heinmann, Boston (2001)
Aktary, M., McDermott, M.T., McAlpine, G.A.: Morphology and nanomechanical properties of ZDDP antiwear films as a function of tribological contact time. Tribol. Lett. 12, 155–162 (2002)
Carraher Jr., C.E.: General topics: carbon black. Polym. News 29, 122–123 (2004)
Yamamoto, H., Yamakawa, S., Kato, T.: Research on hardness of soot contaminated diesel engine oil. Nihon. Kikai. Gakkai. Taikan. Koen. Ronbushi. 3, 137–138 (2003)
Beshouri, G.M.: Lubricant additive effects on cam and tappet wear in medium speed diesel engines. SAE Paper 860377 (1986)
Yoshihara, T., Wakizono, T., Hara, H., Nakagawa, E.: Effects of engine oil additives on valve train wear of diesel engines. SAE Paper 831759 (1983)
Yamaguchi, E.S., Ryason, P.R., Hansen, T.P.: Electrical contact resistance studies of zinc dialkyldithiophosphates. Tribol. Lett. 3, 27–33 (1997)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Olomolehin, Y., Kapadia, R. & Spikes, H. Antagonistic Interaction of Antiwear Additives and Carbon Black. Tribol Lett 37, 49–58 (2010). https://doi.org/10.1007/s11249-009-9489-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-009-9489-4