
Abstract
A coal tar pitch-derived carbonaceous mesophase (CM) was treated in a high energy ball mill apparatus. The structures for the raw and the as-milled CMs were characterized by X-ray diffraction and Laser-Raman spectroscopic techniques. The structural stability for the as-milled CMs was measured with a differential scanning calorimetry (DSC) measurement system, and the frictional behaviors for the CMs were investigated by using an SRV high temperature friction- and wear- tester. The results have shown that high energy ball milling leads to a drop in the crystallinity of the CMs and a decrease in the size of graphite planar micro-crystals, implying a higher structural amorphism caused by the high energy ball milling. Furthermore, the extended ball milling facilitates the structural amorphous transition for the CMs. In addition, high energy ball milling results in a lower structural stability for the CMs, and the stability further decreases as the ball milling time increases. The CMs display a high temperature lubrication effect. High energy ball milling is supposed to have a beneficial effect to the graphitization of the CMs induced by frictional mechanical action and, therefore, facilitate the high temperature lubrication effect to some extent. This effect can be enhanced through prolonged ball milling.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Carbon-based solid materials have been studied extensively in recent years with the growing interest in their attractive tribological properties [1]. A variety of carbon-derived materials, including carbon nanotubes, graphitic nanoparticles, bulk diamond, chemical–vapor-deposited (CVD) diamond, diamond-like carbon (DLC), graphite-like carbon, and carbon nitride (CN x ) are now offered at industrial scales and well adopted and used by industry to combat friction and wear in applications ranging from advanced manufacturing and machining to transportation [2–5].
Carbonaceous mesophase (CM) is a generic name for solid carbon-rich solubility classes extracted from thermally or catalytically treated residua of either petroleum asphalts or coal pitches [6]. It is generally categorized as a member of the transitional carbon family. It is well recognized that CM is the sine qua non en route to the graphitization of organics under condensed pyrolysis. Since its discovery in the 1960s, the CM has been utilized in a great variety of applications, such as manufacturing carbon materials of high density and high strength, catalyst carriers, high specific surface active carbons, and battery materials [7–9]. In addition, the distinguishing features of spherical, layered, nematic-like, and graphtizable CM indicate its potentiality as a solid lubricant in the field of tribology, especially in the field of high temperature tribology. Cui XH et al. have demonstrated that the CM can undergo tribo-induced graphitization and, accordingly, exhibit a high temperature lubrication effect [10–12]. However, this effect shown by the CM is unsatisfactory owing to insufficient tribo-induced graphitization.
As a non-equilibrium technique for processing materials, high energy ball milling can lead to the formation of diversified non-equilibrium structures including amorphous crystals, nano-crystals, supersaturated solid solutions, and metastable phases [13–16]. It can be anticipated that high energy ball milling can make the CM an unstable state of high energy and non-equilibrium, which will increase the possibility of its tribo-induced structural transition and, therefore, facilitate the achievement of satisfactory high temperature lubrication effects. This article examines the effect of extended ball milling on the structure and high temperature frictional behavior of a coal pitch-derived CM.
2 Experimental Details
Raw CM was prepared from coal tar pitch with mean 8.7 μm particle size, 0.72 g/cm3 packing density, and 96.8% quinoline insoluble fraction, supplied by Shanghai Shanshan Tech Company, China. High energy ball milling of the CM was performed by using a GN-2 type high energy ball mill (Shenyang Advanced Scientific Instrument Company, China). In the milling process, a total amount of 1000 mg of the CM powders and 20 GCr15 steel balls with diameter of 5.0 mm were loaded into the stainless steel vessel and milled at 120 rpm at room temperature for 50, 80, and 120 h, respectively. In this study, ethanol was used as the milling medium for preventing the coagulation of the CM during the milling process.
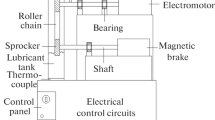
The tribological experiment was conducted on an Optimal-SRV tribotester under a stepwise heating scheme shown in Fig. 1. A Mo-sprayed coating was used as the upper specimen, and the mating lower specimen was machined from a #45 plain carbon steel having a nominal carbon content of 0.45 wt% and a hardness of 36 HRC.

Stepwise heating scheme
The lubricant used was formulated by adding the CM powders at 3 wt% into a fully formulated mineral oil-based SJ/5 W-30 gasoline engine lubricant. Prior to each tribotest run, the test lubricants were ultrasonically treated for 5 min to keep a similar state of dispersion of the CM in the bulk engine oil and, then, approximately 40 μL of the lubricant was supplied onto the contact area.
The raw and as-milled CMs were characterized by X-ray diffractometer (D/max-RB, Rigaku, Japan) with a CuKα (λ = 0.15406 nm) monochromatized radiation source, operated at 40 KV and 40 mA. Differential scanning calorimetry (DSC) was performed to investigate the structural stability of the CMs on a Netzsch STA449C instrument at a heating rate of 20 K/min. Raman spectroscopic examinations of the raw and as-milled CMs as well as the worn tribo-surfaces were performed with a Renishaw 1000 Raman spectrometer (laser power = 4.8 mW, wavelength λ = 514.5 nm).
3 Results and Discussion
3.1 Effect of High Energy Ball Milling on the Structures of the CMs
Figure 2 shows that, for the raw CM and the CMs milled for different times, there exhibit similar X-ray diffraction patterns, i.e., only a strong (002) diffraction peak and a weak (101) diffraction peak on the corresponding X-ray diffraction (XRD) patterns, indicating a low crystallinity and a predominately disordered structure. The (002) peak intensity, however, decreases significantly with the increase of milling time in comparison to that for the raw CM. It is reported that the relationship between interlayer distance (d 002) and Bragg diffraction angle (θ) is as follows: d 002 = kλ/2sinθ [17]. Therefore, based on this formula and the diffraction patterns displayed in Fig. 2, the interlayer distances (d 002) for the raw and as-milled CMs were calculated and shown in Fig. 3. It is reported that the ordering degree (the degree of graphitization) for carbonaceous materials can be evaluated by the interlayer distance d 002 of the carbon crystals [18]. The interlayer distance for the ideal graphite is supposed to be 0.3354 nm. The smaller the d 002, the higher the degree of graphitization. Therefore, we can conclude that high energy ball milling leads to higher structural amorphism for the CM, and, longer-lasting ball milling facilitates the structural amorphous transition.

X-ray diffraction patterns for the raw and as-milled CMs

Variation of interlayer distance d 002 with high energy ball milling time
Figure 4 displays the Raman spectra of the raw and as-milled CMs. The spectral band at about 1590 cm−1, often referred to as the G mode, is assigned to “in plane” displacement of the carbons strongly coupled in the hexagonal sheets. When some disorder is introduced into the graphitic structure, the band broadens and an additional line is found at about 1370 cm−1, which is referred to as the D mode [19]. The stronger the D-line peak, the greater the proportion of the disorder-induced defects in the carbonaceous species, while the stronger G-line peak denotes the abundance of the ordered carbon in the carbonaceous substances.

Raman spectra of the raw and as-milled CMs
It has been generally accepted that the dependence of the integrated intensity ratio I(G)/I(D) on the microcrystalline graphitic planar size (La) shows proportional behavior [20]. This relationship can be used to obtain related information on the microcrystalline graphitic planar size [19, 20].
The relationship is given by
where I(G) and I(D) are the integrated intensities of the G mode and the D mode respectively. Based on Eq. 1 and from the Raman spectra presented in Fig. 4, the microcrystalline graphitic planar sizes (La) for the raw CM and the CMs milled for 50, 80, and 120 h were calculated to be 1.63, 1.56, 1.41, and 1.19 nm, respectively. These calculated results imply that extended high energy ball milling increases the disordered degree of the CM structure, which is consistent with the XRD results in Fig. 2.
3.2 Effect of High Energy Ball Milling on the Structural Stability of the CMs
The continuous heating DSC curves for the raw CM and as-milled CMs for different milling times are shown in Fig. 5. An obvious exothermic peak existing on the DSC curves indicates unstable structures for these CMs. However, the corresponding temperature and intensity for the exothermic peak on the DSC curves are heavily dependent on the ball milling time. Longer-lasting milling leads to lower exothermic peak temperature and stronger peak intensity, implying that high energy ball milling decreases the stability of the CM, and, the longer the ball milling time, the lower the stability of the CM.

DSC curves for the CMs ball milled for different times
3.3 Effect of High Energy Ball Milling on the High Temperature Frictional Behavior of the CMs
We investigated the friction coefficient evolution with temperature under lubrication of lubricant formulations with the raw CM or the CMs milled for different times and observed the occurrence of a minimum frictional coefficient at approximately 340 °C. Table 1 presents the minimum frictional coefficient when lubricated with as-milled CMs. Obviously, the minimum frictional coefficient is affected by the ball milling duration for the CMs. In the case of the raw CM, a minimum frictional coefficient of approximately 0.105 can be achieved, whereas the frictional coefficients in the presence of the CMs milled for 50, 80, and 120 h reach their minima of about 0.101, 0.093 and 0.087, respectively, which means that the CM displays high temperature lubrication effects, and longer-lasting high energy ball milling can enhance this effect to some extent.
In order to characterize the tribo-induced structures of the raw and the as-milled CMs, Raman spectroscopic analysis was conducted on the worn #45 plain carbon steel lower specimen surfaces when the frictional coefficients had their lowest values, as shown in Fig. 6. The resultant Raman spectra clearly show the existence of carbonaceous matter on the worn lower specimen surfaces lubricated with the lubricant formulations with the added raw or the as-milled CMs. However, in comparison to the Raman spectra of the CMs prior to the tribo-test (Fig. 4), the G modes of the worn surfaces evidently strengthen, implying the occurrence of tribo-induced graphitization from the CMs.

Raman spectra of the worn lower specimen surfaces
Similarly, based on Eq. 1 and from the Raman spectra in Fig. 6, the microcrystalline graphitic planar sizes (La) of the tribo-induced structures derived from the raw CM and the CMs milled for 50, 80, and 120 h were calculated to be 2.68, 3.20, 3.87, and 4.29 nm, respectively. These calculated La values are remarkably larger than those before tribo-test, implying that high temperature friction can promote the ordering transformation of the CM structure. In addition, after the tribo-test, the La increments for the CMs milled for 50, 80, and 120 h were 1.64, 2.46, and 3.10 nm, respectively, which were considerably larger than that for the raw CM. This indicates that longer-lasting high energy ball milling is beneficial to the tribo-induced graphitization of the CMs to some extent, which should be attributable to the unstable state of high energy and non-equilibrium for the CM caused by high energy ball milling, and accordingly the easier structural transformation for the as-milled CM under high temperature friction action, as shown by the DSC results in Fig. 5.
In addition, it can be noted that, by comparing with the case of the raw CM, a lower minimum frictional coefficient and a more evident high temperature lubrication, and, at the same time, a larger La increase of the tribo-induced structures for the as-milled CM has been achieved. Therefore, it can be supposed that there probably exists a correlation between the variation in the microcrystalline planar size (La) for the CM generated by tribo-induction and its high temperature lubrication effect.
4 Conclusions
-
a.
X ray diffraction and Laser-Raman measurement confirm that high energy ball milling leads to lower ordering crystallinity and smaller microcrystalline graphitic planar size (La) for the CMs, indicating higher structural amorphism of the CM resulting from the high energy ball milling. The extended ball milling facilitates the structural amorphous transition for the CMs.
-
b.
High energy ball milling results in a lower structural stability for the CMs, and the structural stability will further decrease as the ball milling time increases.
-
c.
The CMs display a high temperature lubrication effect. The high energy ball milling can facilitate the tribo-induced graphitization of the CMs to some extent, and, therefore, enhance the high temperature lubrication effect. This effect can be enhanced through prolonged ball milling.
References
Miyoshi, K., Street, K.W.: Novel carbons in tribology. Tribol. Int. 37, 865–868 (2004)
Chen, C.S., Chen, X.H., Yang, Z., Li, W.H.: Effect of multi-walled carbon nanotubes as reinforced fibres on tribological behaviour of Ni–P electroless coatings. Diam. Relat. Mater. 15(1), 151–156 (2006)
Ishihara, M., Kokai, F., Nakayama, A., Koshio, A., Shimazu, T., Tanaka, A., Sasaki, S., Koga, Y.: Tribological properties of graphitic nanoparticles produced by laser vaporization of graphite in nitrogen. Carbon 45(4), 880–884 (2007)
Abreu, C.S., Amaral, M., Fernandes, A.J.S., Oliveira, F.J., Silva, R.F., Gomes, J.R.: Friction and wear performance of HFCVD nanocrystalline diamond coated silicon nitride ceramics. Diam. Relat. Mater. 15(4–8), 739–744 (2006)
McNallan, M., Ersoy, D., Zhu, R., Lee, A., White, C., Welz, S., Gogotsi, Y., Erdemir, A., Kovalchenko, A.: Nano-structured carbide-derived carbon films and their tribology. Tsinghua Sci. Technol. 10(6), 699–703 (2006)
Lewis, I.C.: Thermotropic mesophase pitch. Carbon 16, 503 (1978)
Brooks, J.D., Taylor, G.H.: The formation of graphitizing carbons from the liquid phase. Carbon 3(2), 185–188 (1965)
Christopher, N., Alexander, M., Daniel, H., Paul, M., Arvind, V.: Processing of mesocarbon microbeads to high-performance materials: Part II. Reaction bonding by in situ silicon carbide and nitride formation. Carbon 44(2), 293–300 (2006)
Kobayashi, K., Inoue, T., Sano, H., Uchiyama, Y.: Packing density and electrical resistivity of mesocarbon microbeads under compression. Carbon 36(7–8), 1247–1252 (1998)
Cui, X.H., Li, S.H., Jin, Y.S.: Investigation of tribological performances of MCMB. Sci. China Ser. A 44, 177–179 (2001)
Cui, X.H., Li, S.H., Jin, Y.S.: A study of tribological performances and tribo-induced graphitization of meso-carbon microbeads. Tribol. Lett. 14(2), 53–56 (2003)
Cui, X.H., Li, S.H., Song, H.H.: Influence of initial structure of meso-carbon microbeads on tribological performances. Lubr. Eng. 4, 1–3 (2003). (in Chinese)
Lu, C.J., Zhang, J., Li, Z.Q.: Structural evolution of titanium powder during ball milling in different atmospheres. J. Alloy Compd. 381(1–2), 278–283 (2004)
Hermann, H., Schubert, Th., Gruner, W., Mattern, N.: Structure and chemical reactivity of ball-milled graphite. Nanostruct. Mater. 8(2), 215–229 (1997)
Razavi, M., Rahimipour, M.R., Rajabi-Zamani, A.H.: Synthesis of nanocrystalline TiC powder from impure Ti chips via mechanical alloying. J. Alloy Compd. 436(1–2), 142–145 (2007)
Balema, V.P., Wiench, J.W., Dennis, K.W., Pruski, M., Pecharsky, V.K.: Titanium catalyzed solid-state transformations in LiAlH4 during high-energy ball-milling. J. Alloy Compd. 329(1–2), 108–114 (2002)
Qiu, D.Y.: In: X-Ray Diffraction Technology and Application. Higher education press, Beijing (1997)
Hu, X.B., Cheng, G., Zhao, B.Y.: Catalytic effect of dopants on microstructure and performance of MCMB-derived carbon laminations. Carbon 42, 381–386 (2004)
Jawhari, T., Roid, A., Casado, J.: Raman spectroscopic characterization of some commercially available carbon black materials. Carbon 33(11), 1561–1565 (1995)
Brandt, N.B., et al.: Graphite and its Compounds. North Holland, Amsterdam (1988)
Acknowledgments
The research was conducted under a program approved and financially supported by the Natural Science Foundation of China (No. 50375133) and Hebei Province Natural Science Foundation (No. E2005000318).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhang, R., Li, Y. Structures and High Temperature Frictional Behaviors of Coal Pitch-Derived Carbonaceous Mesophases (CMs) Ball Milled for Different Durations. Tribol Lett 32, 209–213 (2008). https://doi.org/10.1007/s11249-008-9382-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-008-9382-6