
Abstract
The fretting wear behavior of Cu–Al coating was investigated with and without fatigue load under the dry and wet (lubricated) contact conditions. The Cu–Al coating was plasma deposited on titanium alloy, Ti-6Al-4V. Fretting regime was determined from the shape of fretting hysteresis loop. Fretting regime changed from partial slip to total (gross) slip at ∼15 μm of the applied relative displacement, and this transition point was independent of fatigue loading and contact surface (lubricated versus dry) conditions. Wet contact condition reduced frictional force during cycling, as evidenced by the lower-tangential force. Wear analysis using the accumulated dissipated energy approach did not show any effect of contact surface condition. In other words, the relationship between the accumulated dissipated energy and wear volume showed a linear relationship, and it was independent of loading and contact surface conditions, as well as of the fretting regime. Further, the relationship between the wear depth and accumulated dissipated energy did not show any effect of loading and contact surface conditions, as well as of the fretting regime up to instant when the maximum wear depth was equal to the coating thickness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Fretting arises when two materials are in contact under pressure and a small-scale relative motion occurs between them. The damage from fretting can be caused either by fatigue of the contacting materials or wear at the contact surface. Fretting fatigue, i.e., fretting under the cyclic load, increases tensile, and shear stresses in the contact region, and induces surface/subsurface damage, due to the oscillatory relative motion. This damage in turn results in premature initiation and subsequent growth of fatigue cracks, leading to shorter fatigue life of a component or failure at the stress well below the fatigue strength of the material. On the other hand, fretting wear, concurrent with or independent of fretting fatigue, could lead to a loss of fit due to material removal in the contact region by either large-scale relative motion or global sliding between contacting components. The disk-blade attachment in gas turbine engines, also commonly called the dovetail joint, is one of the well-known examples, where fretting fatigue and wear are commonly observed [1, 2]. Therefore, aircraft engine industries are always seeking means to eliminate and/or decrease the fretting induced damages. Several techniques have been developed in attempts to reduce fretting damage such as shotpeening, coating, etc. [3–5]. Application of a coating to one or both of the contact surfaces that are undergoing relative motion can help to prevent/reduce fretting fatigue or fretting wear induced damages in the mating components, which depends on the type of coating. In the case of a hard coating, where coating material is harder than the substrate, the wear resistance against fretting wear is improved. Alternatively soft coating, where the coating material is softer than the substrate, can act as a lubricant, and therefore, cracking under the fretting fatigue is reduced due to the reduced coefficient of friction [6–8].
Titanium alloy, Ti-6Al-4V is a commonly used material in many aerospace components including in the dovetail joint of gas turbine engines, since it has a high strength-to-weight ratio and better elevated temperature properties. However, Ti-6Al-4V is susceptible to the fretting fatigue. Therefore, a soft coating, such as Cu–Al, is commonly applied at the interface as a part of a system in the dovetail joint to improve its resistance against fretting fatigue [9, 10]. The wear behavior of Cu–Al coating is obviously very critical since the fretting fatigue improvement of Ti-6Al-4V can be expected only in the presence of coating. Several studies have been undertaken to investigate the wear behavior of Cu–Al coating on Ti-6Al-4V under the various fretting fatigue conditions [9–12]. In a recent study [12], a dissipated energy approach was successfully used to characterize wear behavior of coating. This approach involves the quantification of dissipated energy from fretting hysteresis loops and correlating this energy with wear volume [13–15]. The results of a previous study showed that there was a linear relationship between wear volume and accumulated dissipated energy, and this relationship was independent of the applied loading condition and fretting regime [12].
As a continuation of these previous efforts [9–12], wear behavior of Cu–Al coating system under the wet (i.e., lubricated) contact surface condition was investigated in the present study since a lubricant along with coating is routinely applied in the blade disk attachments of gas turbine engines to decrease the friction between mating components. Further, its counterpart behavior under the dry contact surface condition was also investigated in the exactly similar conditions for the sake of comparison. It should be noted here that previous studies regarding the fretting wear behavior of Cu–Al coating system involved only the dry-contact surface condition [9–12].
Experiments
Materials
A forged plate of titanium alloy, Ti-6Al-4V, was used as a substrate. Before machining, material was preheated and solution treated at 935 °C for 105 min, cooled in air, vacuum annealed at 705 °C for 2 h, and then cooled in argon. The resulting microstructure showed a nucleation of 60% volume of α (HCP) phase (platelets) in 40% volume of β (BCC) phase (matrix). The grain size was about 10 μm. The material has elastic modulus of 126 GPa, yield strength of 930 MPa, and Vickers hardness of 4.2 GPa. Machined specimen had a length of 17.78 cm, width of 0.64 cm, and thickness of 0.38 cm. Cu–Al coating was deposited on the machined specimen by plasma spray method with average coating thickness of 40 ± 5 μm. The composition of the coating had 87–90 wt% of Cu, 9–11 wt% of Al, and 0.7–1.5 wt% of Fe. The Vickers hardness of coating was 1.9 GPa. The surface roughness of coating and substrate measured by profilemeter were about 11 μm rms (root mean square roughness) and 0.2 μm rms, respectively. Un-coated cylindrical pad, machined from the same Ti-6Al-4V material with end radius of 5.08 cm, was used as a contacting body in the fretting tests. Thus, the fretting configuration involved cylinder-on-flat contact geometry.
Fretting Test
A schematic of a dual actuator fretting test set up is shown in Fig. 1. This apparatus consisted of a servo-hydraulic uniaxial test frame and an additional servo-hydraulic actuator (actuator #1 in Fig. 1) which was directly connected to the fretting fixture, so that independent cyclic movement of the fretting fixture (#5) was possible with a prescribed contact load. During fretting test, the specimen (#13) could be fatigued through the main actuator (# 8) at a prescribed stress level. Tangential force, Q, was obtained from the difference between two load cells (#4 and #7) located at the top and bottom of the specimen. Fretting fixture (#5) could be independently controlled in either load or displacement mode through the actuator 1. This system allowed conducting of fretting test with any prescribed value of applied displacement and/or at an applied cyclic stress to the specimen. The contact load, P, was applied through lateral springs (#12) and measured by a pressure gauge. A lubricating system was also set up to get lubricant between the specimen and pads. Lubricant was brought from an upper reservoir (#9), which had been placed above the test frame. Small capillary tubes (#10) were used so that lubricant could be dropped in the region where the pads contacted the specimen and ensured that lubricant entered into the contact area such that both the pads and specimen were lubricated well. SAE 15W-40 Heavy Duty Motor Oil was used in this study as the lubricant. Though it is not exactly the same lubricant as is used in the gas turbine engines, its lubricating properties are very similar. This arrangement well simulated the practical conditions of dovetail joint in the gas turbine engines.

Fretting test apparatus
Fretting tests were conducted either with no fatigue load or with a maximum fatigue load of 300 MPa and a stress ratio of 0.1. In both series of tests, fretting pads (#13) were subjected to cyclic displacement through the fretting fixture via actuator #1. Each test was run at a cyclic frequency of 2 Hz for 15,000 cycles. At the beginning of each test, the contact load of 320 N (equivalent Hertzian peak pressure was 615 MPa) was applied and then the alignment between the pad and specimen surface was ascertained by the markings on the pressure sensitive tape located between them. After this, the lubricating system was activated to supply the oil into the fretted region in a controlled manner at a flow rate of 5.5 × 10−3 mL/s. Once the oil penetrated well into the contact area, the fretting fatigue test was initiated.
During the test, tangential force, Q, and relative displacement, δrel, were continuously monitored. The relative displacement between fretting pad and specimen was different from the applied pad displacement, due to the compliance of the fretting fixture. Thus, the relative displacement between fretting pad and a location on the specimen was measured through an extensometer using a set up shown in Fig. 2. The relative displacement at the center of contact region was then calculated by a method suggested by Wittkowsky et al. [16] using the following equation:
Here, δrel is the relative displacement between specimen and pad at the center of contact region, δAB is the displacement between two locations, A and B, on the specimen as shown in Fig. 2, δEXT is the displacement measured by the extensometer, and δDC is the displacement, due to the compliance of fretting fixture. In order to find δAB and δDC, the following two equations were used:
Here, F is the applied bulk load, Q is the tangential force, A is the cross-sectional area of specimen, E is the elastic modulus, α is a constant which is related to the compliance of the fretting fixture, lAB is the distance between the center of contact region and the location of extensometer’s upper arm, and lDC is the distance of extensometer from the specimen. α was determined experimentally from two quasi-static tests using different values of the distance between C and D, but with the same tangential force, Q. Further details of these computations are given in [17]. The tangential force (i.e., frictional force) and applied force were measured from the same two cells which were situated on either side of the specimen, and they were controlled by the same test machine controller in such way that they were always inphase. Further, the output from the extensometer to measure the relative slip was also in-phase with the load cells. Thus, they all were in-phase with each other.

Schematic of extensometer setup for relative displacement measurement
The static coefficients of friction for the specimen in the dry and wet (lubricated) conditions were also measured. After the specimen was gripped on the top and bottom grips of the test machine and ensured that it was aligned vertically, a contact force of 320 N was applied through a pair of the fretting pads on both side of specimen. The upper grip was then released and the load from the lower actuator was increased until it induced the slip between specimen and pads. This load was recorded. Several tests were conducted in both dry and wet surface conditions, and the coefficient of friction was determined from an average of these tests.
Wear Volume
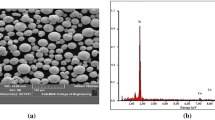
After fretting test, specimen was cleaned in distilled water and then ethanol both through sonication. Then, fretting scar was scanned from one end to the other end in x- direction at seven different locations spaced 1 mm apart in the y-direction. These axes are shown in Fig. 3. From the two-dimensional data collected for each fretting scar, a three-dimensional surface profile was constructed via numerical interpolation of two-dimensional profiles across the specimen width. The wear volume was then calculated from the numerically constructed three-dimensional profile using trapezoidal integration. Its detailed procedure is available elsewhere [12].

Micrograph of fretting wear scar
Results
Fretting Test
The static coefficient friction for dry and lubricated specimens were determined to be 0.24 and 0.13, respectively, which clearly showed that the coefficient of friction reduced due to the application of lubricant as expected. Figure 3 shows a fretting scar on Cu–Al coating, where coating at the contact region was completely worn out via global sliding (total slip). Typical relationships between relative displacement and tangential force range (ΔQ) are shown in Fig. 4, where ΔQ is the difference between the maximum and minimum value of Q. In both wet and dry surface conditions, the application of fatigue load induced slightly larger tangential force. Further, dry tests showed larger tangential force than that in the lubricated tests at a given relative displacement. Total (gross) slip was observed when the relative displacement was larger than 15 μm irrespective of the contact surface (dry and wet) and loading (fatigue and non-fatigue) conditions. For the applied relative displacement less than 15 μm, partial slip regime was observed. Fretting regime was determined from the shape of fretting loop, i.e., a plot of tangential force (Q) versus relative displacement (δrel) during cycling. As shown typically in Fig. 5, partial slip was characterized by an elliptical shape loop while total slip was characterized by a quasi-rectangular shape-fretting loop. In both cases, the shape of fretting loop stayed almost same throughout a test period. Further, there was no noticeable difference in the shape of fretting loop between fatigue and non-fatigue cases. Figure 6 shows the typical evolution of tangential force range (ΔQ) with applied fretting cycles for four different test conditions of this study. For the fair comparison, these four cases had relative displacements between 40 and 60 μm, and all were under the total slip fretting regime. The tangential force increased initially with increasing fretting cycle and then stabilized at around 10,000 cycles. The larger tangential forces were observed under fatigue loading and/or with dry surface conditions.

Typical relative displacement versus tangential force range (ΔQ) relationships for four test conditions

Evolution of fretting loops during cycling: (a) partial slip regime and (b) total slip regime

Evolution of tangential force range (ΔQ) with number of cycles (N). The relative displacement was 40–60 μm
Wear Analysis
Dissipated energy during fretting represents the consumed energy for wear and/or other phenomena during fretting. There have been several studies to relate this dissipated energy to the wear volume to characterize wear behavior during fretting [13–15]. The dissipated energy can be obtained from the area inside fretting loop, as described in a previous study [12]. By summing the dissipated energy of each cycle, the accumulated dissipated energy for a test can be obtained as:
where E i is the dissipated energy in the i-th cycle, E c is the accumulated dissipated energy, and N is total number of cycles in a fretting test. Figure 7 shows a plot of wear volume as a function of the accumulated dissipated energy which represents the energy required to induce a certain amount of wear over a certain number of cycles (i.e., 15,000 in this study). For comparison, data from both dry and wet surface conditions are included in this figure. It shows a single linear relationship between wear volume and accumulated dissipated energy indicating no effect of contact surface and loading conditions. Further, this linear relationship extends from partial slip to total slip regimes. The slope of this linear relationship represents the amount of wear volume produced by one unit of the accumulated dissipated energy, and it is referred as the energy wear coefficient. The energy wear coefficient was determined to be 2.84 × 104 mm/J by a linear fit to the data that is shown by a solid line.

Accumulated dissipated energy versus wear volume. Both fatigue and non-fatigue cases are included
A plot of the normalized wear depth versus accumulated dissipated energy is shown in Fig. 8. Normalized wear depth is a ratio of the maximum wear depth to the initial average coating thickness (40 μm). The normalized wear depth linearly increased with increasing accumulated dissipated energy up to the 1 (i.e., up to the initial coating thickness) and stayed constant at 1 with further increasing accumulated dissipated energy. Similar to the relationship between accumulated dissipated energy and wear volume, the contact surface, loading, and fretting regime had no effect on this relationship up to the instant when maximum wear depth is equal to the coating thickness.

Accumulated dissipated energy versus normalized wear depth. Both fatigue and non-fatigue cases are included
Discussion
The most important observation in this study is that wear analysis using the accumulated dissipated energy approach showed no difference between wet (lubricated) and dry contact surface conditions. As shown in Figs. 7 and 8, data from both lubricated and dry tests were completely collapsed on a single line. Further, this single relationship involved both fretting regimes (i.e., partial and total slips) and both loading (i.e., fatigue and no fatigue) conditions. The transition point from partial to total slip regime was at about 15 μm of the applied relative displacement regardless of contact surface and/or fatigue loading conditions. However, the effects of wet contact surface and fatigue loading on the tangential force were such that the application of the fatigue load induced a larger tangential force while the lubricated (wet) contact surface reduced tangential force at a given relative displacement (Fig. 4). Tangential force normally represents the frictional force at the contact surface during cycling. Therefore, the ratio of tangential force to the applied contact load (Q/P) is often referred to as the dynamic coefficient of friction. The role of wet surface was to reduce the coefficient of friction during fretting as clearly shown in Figs. 4 and 6 where tangential force for wet condition is lower than that under the dry condition. In addition, the static coefficient of friction of the lubricated specimen was ∼0.13 which was significantly lower than that of the dry specimen (∼0.24). So, the wet surface condition lowered the frictional force at the contact before and during fretting as expected.
Figure 8 shows that the maximum depth of wear remained constant with increasing accumulated dissipated energy after the normalized wear depth reached to 1. This is due to a much harder substrate (Ti-6Al-4V) than a coating (Cu–Al) material. In order to wear the harder substrate, a lot more energy was required compared to the wear of coating. Thus, most of energy was spent later to broaden the width of wear rather than penetrating the harder substrate. This caused the normalized wear depth to remain constant at 1 (Fig. 8). However, an interesting observation from this figure is that the accumulated dissipated energy versus normalized wear depth relationship up to the normalized wear depth of unity is also independent of the contact surface, loading, and fretting regime conditions. Thus, this alternate but a simple relationship could be also used to characterize the wear behavior of a soft coating until it is completely worn out at any location.
Conclusion
The effects of contact surface condition on fretting wear of Cu–Al coating on Ti-6Al-4V substrate were investigated with and without fatigue loading. Fretting regime changed from the partial slip to total (gross) slip at about 15 μm of the applied relative displacement, and this transition point was independent of the contact surface and the loading conditions. Wear behavior was analyzed using dissipated energy approach. There was a single linear relationship between the accumulated dissipated energy and wear volume. This relationship extended from partial slip to total slip regimes regardless of loading condition, i.e., same with and without fatigue load. Moreover, this relationship was same for both dry and wet contact surface conditions. Similar behavior was observed with the accumulated dissipated energy versus wear depth relationship until coating was completely worn out at any location. Wet contact surface resulted in a lower tangential force during fretting, as well as a lower static coefficient of friction before fretting, indicating the lubricant lowered the frictional force at the contact as expected.
References
Nicholas, T.: Critical issues in high cycle fatigue. Inter. J. Fatigue 21, S221–S231 (1999)
Fouvry, S., Kapsa, P.H., Vincent, L.: Quantification of fretting damage. Wear 200, 186–205 (1996)
Waterhouse, R.B.: Fretting Fatigue. Applied Science Publishers, London (1981)
Gabel, M.K., Bethk, J.J.: Coating for fretting preventation. Wear 46, 81–96 (1979)
Varenberg, M., Halperin, G., Etsion, I.: Different aspects of the role of wear debris in fretting wear. Wear 252, 902–910 (2002)
Yang, H., Qian, L., Zhou, Z., Ju, X., Dong, H.: Effect of surface modification on the fretting behavior of NiTi shape memory alloy. Tribol. Lett. 25, 215–224 (2007)
Schouterden, K., Blanpain, B., Celis, J.P., Vingsbo, O.: Fretting of titanium nitride and diamond-like carbon coatings at high frequencies and low amplitude. Wear 181–183, 86–93 (1995)
Jahanmir, S., Abrahamson, E.P., Suh, N.P.: Sliding wear resistance of metallic coated surfaces. Wear 40, 75–84 (1976)
Ren, W., Mall, S., Sanders, J.H., Sharma, S.K.: Degradation of Cu–Al coating on Ti-6Al-4V substrate under fretting fatigue conditions. Tribol. Trans. 46, 353–360 (2003)
Ren, W., Mall, S., Sanders, J., Sharma, S.K.: Evaluation of coatings on ti-6al-4v substrate under fretting fatigue. Surf. Coat. Technol. 192, 177–188 (2005)
Jin, O., Mall, S., Sanders, J., Sharma, S.K.: Fretting fatigue behavior of Cu–Al coated Ti-6Al-4V. Surf. Coat. Technol 201, 1704–1710 (2006)
Lee, H., Mall, S., Sanders, J.H., Sharma, S.K.: Wear analysis of Cu–Al coating on Ti-6Al-4V substrate under fretting condition. Tribol. Lett. 19, 239–248 (2005)
Fouvry, S., Kapsa, P.H.: An energy description of hard coating wear mechanisms. Surf. Coat. Technol 138, 141–148 (2001)
Fouvry, S., Kapsa, P.H., Vincent, L.: An elastic-plastic shakedown analysis of fretting. Wear 247, 41–54 (2001)
Fouvry, S., Liskiewicz, T., Kapsa, P.H., Hannel, S., Sauger, E.: An energy description of wear mechanisms and its applications to oscillating sliding contacts. Wear 255, 287–298 (2003)
Wittkowsky, B.U., Birch, P.R., Dominguez, J., Suresh, S.: An Apparatus for quantitative fretting fatigue testing. Fatigue Fract. Eng. Mater. Struct. 22, 307–320 (1999)
Jin, O., Mall, S.: Effect of independent pad displacement on fretting fatigue. Wear 253, 585–596 (2002)
Acknowledgments
This work was partially supported by a grant from 2006 Research Fund of Andong National University. The support of the U. S. Air Office of Scientific Research, Washington is also appreciated and acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
The views expressed in this article are those of the authors and do not reflect the official policy or position of the United State Air Force, Department of Defense, or the U.S. Government.
Rights and permissions
About this article
Cite this article
Lee, H., Mall, S. & Murray, K.N. Fretting Wear Behavior of Cu–Al Coating on Ti-6Al-4V Substrate under Dry and Wet (Lubricated) Contact Condition. Tribol Lett 28, 19–25 (2007). https://doi.org/10.1007/s11249-007-9243-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-007-9243-8