
Abstract
Tribological investigations of air-conditioning compressors have been a topic of great interest in recent years and gray cast iron has been a commonly used material by various compressor manufacturers. The scope of this paper is to determine the role of oxygen and in particular carbon dioxide refrigerant (R744) in cast iron samples tribologically tested using an Ultra High Pressure Tribometer that is suitable for tribological testing of compressor contact interfaces that operate with carbon dioxide refrigerant. A series of experiments was performed in environments of air, nitrogen (N2), oxygen (O2) and carbon dioxide (CO2). While it was found that the presence of oxygen is beneficial, CO2 has a more positive effect on the surfaces than in the case of pure O2 suggesting that the use of CO2 promotes a different wear mechanism. Also, it was found that CO2 has better tribological performance over a range of pressures between 100 psi (0.69 MPa) to 600 psi (4.1 MPa), compared to lower pressures. Furthermore, CO2 was compared with tetrafluorethane (R134a), a common hydrofluorocarbon refrigerant and found to have superior tribological performance. Two surface chemical analysis techniques were utilized to examine the surfaces after tribological testing. Auger electron spectroscopy (AES) was used to track changes in the elemental composition while X-ray photoelectron spectroscopy (XPS) was utilized to detect the different chemical states resulting from compound formation on the tribologically tested surfaces. It was found that CO2 leads to better tribological performance of the interface due to the formation of carbonates on the surface, which reduce friction and prevent wear.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Tribological studies on different refrigerants have been performed in the past [1–3]. These refrigerants were mainly chlorofluorocarbons (CFCs) and hydrofluorocarbons (HFCs). As the air-conditioning and refrigeration industries are shifting away from these harmful refrigerants, there is a need to investigate and understand the tribological behavior of natural refrigerants such as isobutane (R600a) and carbon dioxide, CO2 (R744). The environmental advantages of CO2 have been widely reported in recent years [4], where it was shown that CO2 is thermodynamically capable, efficient and comparable to state-of-the-art HFC refrigerants currently used. However, its tribological performance and effects on wear and scuffing are not well understood and remain a subject of study by different researchers [5–8]. When CO2 was first introduced it was believed that the oxygen present in the CO2 molecule might have a beneficial role to the tribological performance of material interfaces as it could promote protective oxide formations.
It is well known that during tribological interactions oxide formation governs the behavior of a tribological pair [9]. Many researchers have investigated the importance of surface oxide films and the need for a better understanding between the relationship of their formation and removal, i.e., wear [10–13]. For example, in the case of Al390-T6, a common compressor material, tested in the presence of HFC refrigerant (R410A) and polyolester (POE) starved lubricated conditions, it was reported that a hard oxide protective layer was formed on the surface [14]. This oxide layer was examined using the nanoindentation technique as well as chemical analysis and it was reported that for samples subjected to tribological testing, the material at the surface and to approximately 60 nm below the surface exhibited significantly higher hardness than the bulk material that can be beneficial from a wear point of view [14]. Similar conclusions were reached using auger electron spectroscopy (AES) to examine tribologically tested Al390-T6 surfaces under polyalkyline glycol (PAG) submerged lubricated conditions in CO2 refrigerant [15].
The specific effect of oxygen/CO2 on gray cast iron during tribological testing, another compressor material commonly used, was not investigated before and is undertaken in this study. Specifically, experiments were performed using ambient air at atmospheric conditions, nitrogen (N2), pure oxygen (O2) and carbon dioxide (CO2) at 0.69 MPa under gas phase conditions with no lubricant. The absence of lubricant was necessary in order to clearly investigate the effect of oxygen/CO2 on the oxide formation isolated from the lubricant effects. Furthermore, tests were carried out in CO2 at 2.8 MPa and 4.1 MPa under the same loading conditions. Finally, tests in tetrafluorethane (R134a) at 0.17 MPa were performed under the same loading conditions. The tested samples were examined using contact profilometry and microscopy, while two different spectroscopic techniques were utilized for chemical analysis of the tribologically tested surfaces.
Experimental details
Controlled tribological experiments
The gray cast iron samples used were typical scroll compressor materials and were tested using a pin-on-disk configuration. The diameter of the disks was 76 mm while the diameter of the pins was 6.35 mm. The bulk hardness of the gray cast iron samples was measured and found to be 95 HRB. Further details of the specimens’ geometry have been reported in previous work by the same authors [7].
The samples were tested using an Ultra High Pressure Tribometer (UHPT) that is suitable for tribological testing of compressor contact interfaces that operate with CO2 [16]. A series of experiments was performed in the presence of atmospheric air, N2, O2, and CO2. The chamber pressure was set to 0.69 MPa for all gases under gas phase conditions while air was at atmospheric conditions. Unlike in earlier studies [6,7,16], where lubricant was used in the experiments representing realistic compressor operating conditions, in this work, more aggressive nonlubricated conditions were simulated to clearly investigate the effects of oxygen and CO2 on the tribopairs. Furthermore, tests with CO2 refrigerant at higher pressures of 2.8 and 4.1 MPa were carried out, as well as tests in R134a refrigerant at 0.17 MPa. All tests were conducted at ambient laboratory conditions of 21–22 °C and 40–50% RH. The normal load applied between the contact interfaces was 45.4 N (10 lbf) and the rotational speed of the disk was 1030 rev/min, which for the geometry in these experiments corresponds to a linear speed of 2.4 m/s. The test duration was set to 10 min and prior to testing the samples were ultrasonically cleaned and visually inspected for scratches. Then, the roughness of the disks was measured using a contact profilometer. The root-mean-square roughness of all disks and pins measured over 2 mm long line scans was 0.9–1.4 μm. After each test the samples were once again ultrasonically cleaned and the wear was quantified using contact profilometry.
XPS experimental details
When two material surfaces come in contact, sliding may generate wear and lead to the removal of the topmost surface layers and also some material transfer between the two surfaces may take place. This can subsequently lead to changes in the chemical composition of the surface [6]. Furthermore, the testing environment plays a vital role in altering the chemical composition of the surface layers and may be responsible for compound formation on the surface through different chemical mechanisms, such as chemisorption. XPS was used to analyze the sample surfaces to provide insight regarding changes in the chemical composition and formation of compounds on the surfaces. This technique has the ability to identify different chemical states over a range of physical studies as for example oxidation and adsorbed species as in the case of the present study. Using XPS, spectral information regarding different chemical states resulting from compound formation can be collected from a depth of 2–20 atomic layers [17].
The tested disk samples were cut across the width of the wear track into small specimens with approximate dimensions of 10 mm × 7 mm × 3 mm. The XPS analysis was directly performed on the tribologically tested surfaces in order to quantify the chemical changes of the topmost surface layers. In order to keep the surface free of contaminants that can affect the analysis, each specimen was ultrasonically cleaned in acetone, rinsed off with alcohol and placed in a sealed container.
AES experimental details
Using AES, changes in chemical composition on the worn surfaces of the disks after testing were investigated in the top 100 nm of the gray cast iron disks using the AES depth profiling method [18]. Based on the sample materials and testing conditions, three major chemical elements were specifically sought in the AES analysis, these being carbon, oxygen, and iron. The objective of this analysis was to investigate the change in each atomic concentration as wear occurred on the gray cast iron disk surfaces under tribological testing in different environments. Relatively smooth areas were chosen as the sputtering sites for analysis in order to reduce the effect of roughness on the surface that is known to interfere with the sputtering process and three points were selected for each disk for repeatability/variability. The calibrated sputter rate was chosen to be 5 nm/min for all samples. Sputter durations were chosen to yield sub-surface depths ranging from 0 to 100 nm for the samples tested in CO2 and O2, while the sputter duration for the sample tested in N2 was slightly shorter because steady state values in the atomic concentration of the different elements was reached earlier on.
Experimental results
Friction and wear
The friction and wear performance of gray cast iron samples under different environmental conditions was examined first in N2 environment, where the pin wore out completely at approximately 2 min, so the test was stopped prematurely. In atmospheric air conditions, the results were slightly less severe. In this case the test lasted for the whole duration of 10 min. In R134a environment the wear was significantly less than in the case of N2 and air environments. Under O2 environment, there was rapid oxidation and visible iron oxide “rust” debris, however there was less severe wear overall compared to the case of N2, air and R134a. When CO2 at a range of pressures between 0.69 and 4.1 MPa was used the results were considerably different than all of the other environments. There was no measurable wear, but mild burnishing of the topmost asperities for the wide range of CO2 pressures. This is a significant finding, as in past CO2-related research under lubricated conditions [6,15,16], it was reported that the tribological performance of CO2 refrigerant was about the same as conventional refrigerants. However, in this work (under unlubricated conditions), CO2 clearly performs superior than any of the other cases considered.
Figure 1 shows typical friction coefficient measurements as a function of test duration for all testing environments. While the friction coefficient values started at approximately 0.25 for all cases, after few seconds of tribological testing the results varied significantly. Specifically, the friction was the highest when testing took place in N2 environment. In this case the test had to be stopped at approximately 2 min at which point the coefficient of friction reached a value of 0.6. A possible explanation for this behavior is that in the “cleaner” environment of N2 (i.e., free of oxides), adhesion is higher than in the case of air, leading to accelerated adhesive wear. Moreover, such behavior may result in the formation of localized cold weld spots that in tern could lead to scuffing [1,2]. Under air at atmospheric conditions the friction was approximately constant taking values between 0.3 and 0.4. Interestingly, the friction coefficient under O2 environment increased in the first minute to a value of 0.5 and remained relatively constant thereafter, but higher than in the case of air taking values between 0.4 and 0.5. In the case of testing under R134a the friction coefficient was also constant but lower than in the cases of testing in air and O2 environments taking a value of approximately 0.3. Finally, the lowest friction was achieved in the case of testing in CO2 environment. In this case, the friction coefficient took a value of approximately 0.25. Each experiment was performed at least two times to ensure repeatability.

Friction coefficient results for different testing environments.
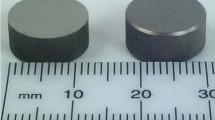
Photographs of quarter sections of typical tribotested disks are shown in figure 2. It can be seen that the most severe wear occurred in the cases of N2 and air. The disk tested in air looks very similar to the case of the disk tested in N2, so it is not shown. While less severe wear occurred for O2 and R134a, it is still appreciable when compared to CO2, in which case there was only mild burnishing. The disk tested at 0.69 MPa of CO2 is shown in this figure, but the disks used at the higher pressures up to 4.1 MPa look nearly identical.

Optical images of disks (quarter size shown) tribologically tested using: (a) N2, (b) R134a, (c) O2 and (d) CO2.
Subsequently, the wear tracks of the disks tested in the different environments were examined using an optical microscope. Representative images for each case are shown in figure 3, with figure 3(a) showing a virgin sample before testing. It can be seen that machining marks on the virgin disk surface are dominant, while the machining marks are no longer present in the images of figure 3(b)–(d) due to the fact that the wear due to tribological testing was sufficiently severe to remove them. Machining marks are slightly visible in the image of figure 3(e), which corresponds to the disk sample tested in O2 environment, while they are prevalent in the case of the disk sample tested in CO2 environment as seen in figure 3(f). Furthermore, in the latter case, smooth areas between the machining marks can be observed, compared to the virgin sample (figure 3(a)). This surface “polishing” effect was generated by mild wear process or burnishing. Based on the optical micrographs depicted in figure 3 and the friction coefficient values for the different cases, it could be ascertained that adhesion is the main wear mechanism in the cases of N2, air and R134a environments, while for the O2 environment the main wear mechanism was oxidation and for the mild burnishing in the case of CO2 is chemical wear, in agreement with [8]. Based on these results, the wear mechanism in the cases of O2 and CO2 environments is different because CO2 is fully oxidized as it is a common byproduct compound of the oxidation process whereas O2, due to its electronegativity forms chemical bonds with most metals. Furthermore, dissolved CO2 has the ability to form carbonic acid which even though is mildly corrosive, its corrosion product (FeCO3) surface films are normally protective [19].

Optical micrographs of (a) virgin sample and (b)–(f) inside the wear track of the disks tested using: (b) N2, (c) air, (d) R134a (e) O2 (f) CO2 (sliding direction shown by thick hollow arrow).
Similar conclusions, as far as the wear mechanisms and tribological performance under different environmental conditions were reached by observing SEM images of the wear tracks, as shown in figures 4 and 5. In figure 4(a), the cast iron disk tested in O2 is shown at a magnification 200×, while figure 4(b) shows the cast iron disk tested in CO2 also at the same magnification. It is apparent that the morphology shown in these figures is different due to the different wear mechanisms in each case. In figure 4(a) oxidative wear is evident, which is further seen in figure 4(c) which corresponds to the cast iron disk tested in O2 shown at a higher magnification 2000×. Figure 4(d) corresponds to the cast iron disk tested in CO2 at a magnification 2000×, where mild burnishing and chemical wear are present, with the machining marks being prevalent. Finally, from figure 5, showing 10,000× SEM images, it can be observed that the material detachment mechanism and debris for the cases tested in N2 (figure 5(a)) and O2 (figure 5(b)) is different than in the case of CO2 (figure 5(c)), providing further evidence about the different wear mechanisms involved. Specifically, notice the size of the wear debris in the case of CO2, as are smaller than in the other cases.

SEM images of representative locations inside the wear track of the disks tested in O2 and CO2 environments: (a) O2 (200×), (b) CO2 (200×), (c) O2 (2000×) and (d) CO2 (2000×).

SEM images of representative locations inside the wear track of the disks tested in: (a) N2, (b) O2 and (c) CO2 at 10,000×.
Typical line scan wear measurements using a contact profilometer for all cases are shown in figure 6, and it can be clearly seen that the most severe wear occurred in the presence of N2 environment, with a wear depth of approximately 25 μm (figure 6(a)). In the case when air was used the wear was also significant, with an average wear depth of 11 μm, shown in figure 6(b). Note that in the case of the atmospheric air environment, as well as in the case of R134a shown in figure 6(c) (average wear depth is 5 μm), the wear track is significantly rough, indicating a different wear mechanism, and that the wear depth calculation is based on the average wear depth. In figure 6(d) the wear depth was determined to be approximately 5 μm, which corresponds to the case of the disk tested in O2. Furthermore, the roughness inside the wear track is an order of magnitude smaller than in the case of R134a, indicating that the wear mechanisms between the two cases were different. It has been suggested that the “smoothing” in the wear track is attributed to the formation of a surface coating consisting of graphite in the metal structure and iron oxide, rather than wearing off the topmost asperities [20]. This coating may cover valleys and surface irregularities and produce a smooth surface. Finally, only mild burnishing occurred in the case of CO2. In this case, asperity tops are worn off to provide flat contact regions as seen in figure 6(e). Specifically, due to this burnishing phenomenon, the skewness value decreased from a value of −1.03 to −1.85 when compared the virgin with the CO2 tested surface.

Surface profiles of the wear track of disks tested in (a) N2, (b) air, (c) R134a (d) O2 and (e) CO2.
Using Archard’s wear equation [21] the wear coefficient for each case was calculated using the measured wear depths (converted to wear volumes) and assuming a constant hardness value for all the cases of 2.2 GPa (95 HRB). These values have been tabulated in table 1, and it is apparent that the wear coefficient is the highest in the case of testing in air, while it is the lowest in the case of testing in CO2. This was expected since from the wear measurements it was clear that in the case of air there was significant wear loss while the wear in the case of CO2 was minimal. The low wear coefficient in the case of CO2 suggests that CO2 has a lubricating effect on the tribological surface, in the absence of a lubricant. The wear coefficient values for the cases of testing in N2, air and R134a are typical for severe unlubricated wear, while for the cases of testing in O2 and CO2 the wear coefficient values point towards a solid–lubricant type of lubrication [22].
XPS experimental analysis
The worn surface of the disk tested in CO2 was analyzed using XPS. Figure 7 shows the C1s, O1s and Fe2p XPS regions. The C1s spectra of the disk tested in CO2 environment shows a peak at 285.0 eV corresponding to organic contaminants. Peaks at 530.0 and 711.0 eV in the O1s and Fe2p spectra, respectively, indicate that the surface mostly comprises of Fe2O3. Peaks in the O1s spectrum at 531.9 eV and in the Fe2p spectrum at 710.2 eV suggest the formation of iron carbonates in the case of testing in CO2 environment. However, it should be noted that the tribologically tested samples may have been oxidized due to air exposure, after testing. Thus, while the formation of the Fe2O3 would be due to the combined effect of exposure in the air and the presence of the testing environment, oxidation was considered dominant in the case of O2 environment while it is believed that the N2 environment would cause no oxidation. Furthermore, due to contamination, the evidence of the carbonate formation is not very clear and may be hindered by other compound formations however it has been shown by other researchers that CO2 promotes carbonate formation. The XPS results indicate the existence of iron carbonates due to the presence of CO2 refrigerant, which is in agreement with findings by Wu et al. [8], where they showed that formation of carbonates is possible in 52100 Steel. In their study, different pressures of CO2 were investigated and it was noted that the higher the pressure of CO2, the more the iron carbonate formation. It should be also noted that in [8] it was found that higher pressure of CO2 produces chemical wear and that an optimal operating range of pressures may exist. However, the pressures they studied were much lower than the pressures studied in this work. Specifically, the reported findings in [8] are for pressures up to atmospheric pressures (0.10 MPa), which are unrealistically low for CO2 operating compressors. In the present work we have specifically investigated realistic compressor operating conditions with a tribotester that was specifically designed and manufactured to allow for very high pressures (up to 13.8 MPa). Note that in order to realistically simulate compressor operating conditions, CO2 has to be operated at pressures higher than approximately 3.45 MPa. Depending on the manufacturer and the type of compressor this pressure may vary and in some instance is as high as 10.34 MPa.

Typical XPS spectra for CO2.
Nevertheless, in this work it was also found that the CO2 refrigerant could react on the frictional interface to form carbonates, which clearly have a significantly positive effect on the tribological behavior of cast iron.
AES experimental analysis
Changes in the atomic concentration of oxygen as wear occurred on the gray cast iron disk surface under tribological testing in different environments is shown in figure 8. The oxygen atomic concentration was found to be the most relevant, therefore the atomic concentrations for the rest of the elements are not shown. Also, the disk tested in air and R134a was not examined using this technique as investigation of oxygen effects were the main objective of this work. The atomic concentration of oxygen is higher for the case of testing in O2 environment, followed by the case of testing in CO2 and N2 environments, respectively. Furthermore, in the case of N2 environment, the oxygen atomic concentration is lower than in the case of CO2 and O2 environments and reaches a steady state early on at approximately 20 nm below the surface. The atomic concentration of oxygen is higher in the case of testing in O2 environment than in CO2 and reaches steady state at approximately a depth of 95 nm, while steady state is reached at about 50 nm for the case of testing in CO2, i.e., in the case of O2 environment, the cast iron oxidation layer is thicker. While no information can be obtained about chemical compounds formed using this method, these results suggest that it is possible that formation of different chemical compounds during tribological testing affects the atomic concentration. As a result, the faster decrease of the elemental oxygen present in the surface for the case of CO2 compared to the case of O2 environment, provides further evidence that there is formation of chemical compounds at the surface during tribological testing leading to chemical wear and the possible formation of carbonates as it was observed using XPS.

AES depth profiling showing variation in atomic concentration for oxygen in the samples tested at different testing environments.
Conclusions
XPS was utilized to detect the different chemical states resulting from compound formation on the tribologically tested surface in CO2 environment, while AES was used to track changes in the elemental composition on and below the cast iron surface. Oxidation was recognized as the most dominant component of wear in the case of O2, while in the case of air and R134a wear was accompanied or governed by adhesion. In the case of N2 adhesion governs. In the case of CO2 a mild burnishing chemical wear mechanism is dominant. It was found that CO2 leads to better tribological performance of the interface due to the formation of carbonates on the surface, which reduces friction and prevent wear. Furthermore, no significant difference in the tribological performance was detected for CO2 over a range of environmental pressures under the same loading conditions while it performed better than a conventionally used HFC refrigerant, R134a. The findings in this work further support the tribological advantage of CO2 refrigerant compared to conventional HFC refrigerants, especially in the absence of lubrication, as it clearly demonstrates lubricity capabilities.
References
Sheiretov T., Yoon H.K., Cusano C. (1998) Tribol. Trans. 41: 435
Yoon H.K., Sheiretov T., Cusano C. (2000) Wear 237: 163
Cavatorta M.P., Cusano C. (2000) Wear 242: 133
Lorentzen G. (1995) Int. J. Refrig. 18: 190
T. Hagita, T. Makino, N. Horaguchi and T. Ukai, Mitsubishi Heavy Industries, Ltd., Technical Review, 39, No. 1. (2002)
Lee K.M., Suh A.Y., Demas N.G., Polycarpou A.A. (2005) Tribol. Lett. 18: 1
Demas N.G., Polycarpou A.A. (2005) Trib. Trans. 48: 336
Wu X., Cong P., Nanao H., Minami I., Mori S. (2004) Tribol. Lette. 17: 925
Batchelor A.W., Stachowiak G.W., Cameron A. (1986) Wear 113: 203
Molgaard J. (1976) Wear 40: 277
Ludema K. (1984) Wear 100: 315
Archard J.F. (1986) Wear 113: 3
Cutiongco E.C., Chung Y.W. (1994) Tribol. Trans. 37: 622
Pergande S.R., Polycarpou A.A., Conry T.F. (2004) J. Tribol. 126: 873
M.L. Cannaday and A.A. Polycarpou, Tribol. Lett. 21 (2006) 185
N.G. Demas and A.A. Polycarpou, Tribol. Trans. 49 (2006) 291
Moulder J.F., Stickle W.F., Sobol P.E., Bomben K.D. (1992) Handbook of X-ray PhotoelectronSpectroscopy, Perkin-Elmer Corp.,Eden Prairie, Minnesota
R.E. Whan (eds), Metal Handbook Ninth Edition, Vol. 10 Materials Characterization (American Society for Metals, 1986)
Jones D.A. (1996) Principles and Prevention of Corrosion, Prentice Hall Upper Saddle River, NJ
Montgomery R.S. (1969) Wear 14: 99
Archard J.F. (1953) J. Appl. Phys. 24: 981
Hutchings I.M. (1992) Tribology, Friction and Wear of Engineering Materials. CRC Press, Boca Raton
Acknowledgements
This research was supported by the 30 member companies of the Air Conditioning and Refrigeration Center, an Industry-University Cooperative Research Center at the University of Illinois at Urbana- Champaign. The surface chemical analyses were performed at the Center for Microanalysis of Materials at the University of Illinois, which is supported by the U.S. Department of Energy under Grant DEFG02-96-ER45439.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Demas, N.G., Polycarpou, A.A. Tribological investigation of cast iron air-conditioning compressor surfaces in CO2 refrigerant. Tribol Lett 22, 271–278 (2006). https://doi.org/10.1007/s11249-006-9094-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-006-9094-8