
Abstract
Friction and wear behaviour of self-mated chemical vapour deposited (CVD) diamond films coating silicon nitride ceramics (Si3N4) were investigated in ambient atmosphere. The tribological tests were conducted in a reciprocal motion ball-on-flat type tribometer under applied normal loads up to 80 N (∼10 GPa). Several characterisation techniques—including scanning electron microscopy (SEM), atomic force microscopy (AFM) and micro-Raman studies—were used in order to assess the quality, stress state and wear resistance of the coatings. In addition, a novel method is presented to estimate the wear coefficient of the diamond coated flat specimens from AFM and optical microscopy (OM) observations of the wear tracks.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Diamond films grown by chemical vapour deposition (CVD) technique keep most of the outstanding properties of natural diamond, including extreme hardness, high resistance to abrasion, very low coefficient of friction in ambient atmosphere, chemical inertness and high corrosion resistance. CVD diamond has already found applicability or constitutes a material with acknowledged potential for the aerospace, automotive, machining and fluid-handling industries [1,2], and more recently in microelectromechanical systems (MEMS) and biomechanical applications [3,4].
Tribological characterisation of dissimilar pairs involving diamond against ceramics or cemented carbide, generally shows that the counterbody suffers intense wear damage as opposed to diamond, that almost invariably stays unaltered [5–8]. Thus, in order to know the correct tribological performance of diamond under more realistic conditions, diamond on diamond sliding tests must be performed, particularly under high loads and without lubrication.
Earlier studies done by a number of researchers, concerning the tribological behaviour of natural diamond and diamond films, are summarised in the papers by Field et al. [9] and Habig [10]. For reciprocating sliding tests of diamond film discs in contact with natural diamond pins and under an applied load of 1 N, in humid air, the reported values for the friction coefficient range between 0.03 and 0.04 with a wear coefficient of 2×10−7 mm3 N−1 m−1 for the flat specimens. In another mentioned work, fretting studies of homologous pairs of diamond films produced by hot filament CVD report a decrease of the friction coefficient from initial values in the 0.2–0.3 range to steady-state 0.05, in ambient atmosphere (R.H. 50–60%). However, the substrate material used for the deposition of the diamond coatings is not indicated.
Concerning the testing of self-mated systems of CVD diamond coatings, various metallic and non-metallic substrate materials have been used by a number of authors. Hollman et al. [11] investigated the performance of self-mated hot flame diamond coated cemented carbide as a face seal material. Unlubricated sliding tests in ambient air, under a nominal contact pressure of 0.5 MPa, showed an initial coefficient of friction of 0.05 which increased to a steady state value of 0.2. With respect to the wear behaviour of the coatings only a qualitative description is given by the authors and no values for the wear coefficient were reported. Kelly et al. [12] tested homologous pairs of polycrystalline diamond coatings deposited by microwave plasma CVD (MPCVD) onto SiC substrates. Friction coefficients in the range 0.05–0.07 were recorded, under an applied pressure of ∼0.5 MPa and marginal water lubrication. Once more, no wear coefficients for the diamond coated discs are presented.
In a study conducted by Gahlin et al. [13], the effects of high biaxial compressive stresses on the abrasive wear of diamond coatings were evaluated using the crater grinding method. Diamond coatings were deposited on cemented carbide substrates by the hot flame method and subjected to abrasion with diamond particles under an applied load of 0.3 N. An important conclusion of this study was that the coatings with residual compressive stresses (∼2 GPa), showed lower values for the wear coefficient (10−7 mm3 N−1 m−1) compared to that of free-standing stress-free films (2.2×10−6 mm3 N−1 m−1), i.e. a reduction of an order of magnitude.
In more recent studies, long-term experiments with the purpose of assessing the tribological behaviour of diamond coated Ti–6Al–4V self-mated pairs were conducted by Barros and Vandenbulcke [14,15]. The tests were carried out with a moderate applied load (13 N) on a pin-on-disc apparatus in ambient air (R.H. 40–60%) and for sliding distances as high as 70 km. The polycrystalline diamond counterparts exhibited an evolution of the friction coefficient characterised by a rapid decrease down to ∼0.05, after a sliding distance of 200 m, followed by an increase up to ∼0.2 and thereon fluctuated in the 0.15–0.2 range for the rest of the test. However, these relatively high final friction values for diamond coated counter-pairs, in ambient air, were explained by the arising of some of the Ti-alloy in the contact zone. A final wear coefficient of 1×10−9 mm3 N−1 m−1 was reported for the pin specimen [14]. Such low value was mainly attributed to the decrease of the contact pressure and polishing of the diamond track on the disc. As it was too low to be properly measured, no wear coefficient for the disc specimen is indicated in both works. A recent case study by Met et al. [4] also reports on homologous pairs of smooth diamond coated Ti–6Al–4V substrates, in ambient air, using a pin-on-disk tribometer. The friction and wear tests were carried out under an applied load of 13 N and a sliding distance of 8 km. The reported friction coefficient and pin wear rate were 0.06 and 4×10−9 mm3 N−1 m−1, respectively. Analogously, as it was too low to measure, the wear coefficient for the disc is not given.
Nonetheless, satisfactory adherence of diamond coating films to Ti–6Al–4V and other metallic substrates was only attainable by the use of interlayers, in order to compensate the large interfacial thermal expansion mismatch between the coating and substrate material. Furthermore, diamond coatings deposited on intermediate layers generally show worse adhesion compared to optimised direct deposition on adequate substrate material [16]. In order to cope with these constraints, research has been done using substrate materials exhibiting a low thermal expansion coefficient mismatch relative to that of diamond. A serious candidate to be used as a substrate material for diamond coatings is the technical ceramic Si3N4 [17]. Studies concerning the tribological characterisation of CVD diamond coated Si3N4, in different environments, were performed by Miyoshi et al. [18]. Hemispherical pins produced by brazing a free standing hot-filament CVD diamond film on a steel pin were made to slide against CVD diamond coated Si3N4 flat specimens, in ambient air (R.H. 40%). These self-mated tests were characterised by low friction coefficient values (∼0.08) and moderate wear coefficients (∼3×10−6 mm3 N−1 m−1). However, the relatively low Hertzian contact pressures (∼2 GPa) used in such experiments cannot give a correct image regarding the performance of self-mated CVD diamond coating in more severe conditions. Further, no experimental values for the critical load of the coatings under tribological action are presented.
To conclude and as a general rule, available literature on the tribological performance of diamond-on-diamond tribosystem focuses mainly on the friction properties of single-crystal diamond or diamond coatings, and is normally conducted under relatively low applied loads. In addition, the wear coefficients for the flat counterparts specimens are generally not presented, mainly due to the inherent difficulty in assessing such low wear volumes for this specimen. Furthermore, there is no indication of the critical loads prior to film delamination, under tribological actions.
In the present study, the tribological performance of CVD diamond coated Si3N4 homologous pairs in ambient air is described. Sliding tests of diamond coatings were conducted using a reciprocal motion ball-on-flat geometry under moderate to high applied loads (10–80 N range). The main criteria for coating performance evaluation in terms of tribological response were the friction coefficient, wear coefficient and critical load for delamination under reciprocal sliding interaction. The various friction regimes were identified and analysed based on friction models. Different analytical techniques—including micro-Raman spectroscopy, SEM and AFM—were used to assess the quality, surface morphology and topography of the as-deposited and worn CVD diamond films. Micro-Raman studies also permitted investigation of the residual stress state of the diamond films induced by tribological action. A novel method for assessing the wear coefficient of flat counterpart specimens is also presented.
Experimental setup and test procedure
Dense disc-shape Si3N4 substrates with a diameter of 10 mm and thickness of 3 mm were pressureless sintered at 1750°/2h for diamond deposition. Details of the processing conditions for the production of Si3N4 substrates are described elsewhere [19]. Commercial ball specimens (Kema Nord) of Si3N4 with a diameter of 5 mm were also used as substrates for diamond deposition, in order to act as counter-bodies in the tribological tests. The flat samples were submitted to the following finishing pre-treatments: grinding with a 46 μm grit size diamond wheel, 15 μm diamond polishing, and finally, manually scratching with 0.5–1 μm sized diamond powder on a silk cloth. To remove loose diamond particles, all the Si3N4 discs were firstly rinsed in an acetone ultrasonic bath for 10 min and subsequently in an ethanol bath for 10 min. Due to the high intrinsic roughness of the Si3N4 balls, a gradual polishing with 15, 6 and 1 μm sized diamond powder was done to reduce surface roughness, followed by microflawing by ultrasonic agitation with diamond suspension (0.5–1 μm) in hexane to promote adhesion.
Diamond deposition runs were performed in a Microwave Plasma Chemical Vapour Deposition (MPCVD) apparatus (ASTeX PDS18, Seocal and Seki Technotron Corp.). The deposition conditions were adjusted to achieve similar film thickness in both flat and ball samples as follows: microwave power, ∼3 kW; total pressure, 1.2×104 Pa; H2/CH4 flow, 400/25 sccm and 400/16 sccm, respectively; deposition time, 2.5 h. The diamond films for both types of samples exhibited approximately a thickness and a diamond grain size of 12–14 μm and 2.5 μm, respectively, without a preferential grain morphology. The average diamond grain size and film thickness of the coatings were obtained, respectively, from stereological and cross-sectional image analysis from higher magnification SEM (Model S-4100, Hitachi) micrographs.
Diamond coatings were characterised by a variety of techniques in order to assess diamond quality, surface morphology and tribological response of the film. Micro-Raman study of as-deposited and worn films was carried out with a Jobin-Ybon T6400 spectrometer, using a 514.5 nm Ar+ incident laser beam, with a few tens of mW power at the sample and a spot size of ∼1 μm. The instrument was calibrated using the strong Raman diamond peak line of a highly transparent geological type IIa gem. Micro-Raman spectra allowed the characterisation of the films in terms of diamond quality and purity.
Self-mated wear tests of CVD diamond coated Si3N4 were conducted on a ball-on-flat adapted tribometer (PLINT TE67/R) using an unlubricated reciprocating sliding arrangement. The coated balls (upper specimen) were fixed in a sample holder arm and pressed with a defined load onto diamond coated Si3N4 disc-shape flat specimens mounted on a reciprocating table. All the tests were performed in ambient air (R.H. ∼50–60%) at room temperature with constant stroke (6 mm) and frequency (1 Hz). The normal applied load varied in the range 10–80 N. Assuming elastic contact (Hertz theory) [20], these conditions produced initial maximum contact pressures (P max) of ∼5 to 10 GPa for 10 to 80 N, respectively. In order to assess the short and long term evolution of the tribological response of the diamond coatings, reciprocating sliding tests were conducted over sliding distances ranging from 3×10−2 m to 690 m (endurance tests). Normal tribological tests were completed for a sliding distance of 86 m.
The friction coefficient was continuously measured during tests with a load cell. Prior to testing, the load cell was calibrated by applying two known dead-weights in the range of the measured loads. The wear volume of the diamond coated ball specimens ( \(W_{\rm v}^{\rm ball}\)) was calculated from SEM observation of the diameter (d) of near circular wear scars, as follows [5]:
where, r, represents the ball radius. According to Archard’s law, the ball wear coefficient can then be calculated using the expression:
where, P, is the applied load and, x, the sliding distance. Due to the difficulty in correctly measuring the wear volume of the flat specimens by the usual techniques (weight loss or conventional profilometry), a model for the estimation of the wear coefficient of the flats is proposed in the discussion.
After the sliding tests, the surface morphology of as-deposited films and wear tracks were observed by SEM. Topographical information and surface roughness parameters of as-deposited films and worn samples were assessed using atomic force microscopy (AFM, Model NanoScope IIIa, Digital Instruments) operated in tapping mode, by acquiring three fields with a scan size of \(50 \times 50 \mu {\text{m}}^2\). Those parameters are defined as: R a is the arithmetic average of the absolute values of the surface height deviations from the mean plane, R z the average difference in height between the five highest peaks and five lowest valleys relative to the mean plane, and R max the maximum vertical distance between the highest and lowest data points in the image. Optical Microscopy (OM) observations were performed in order to measure the lateral width of the wear tracks on the flat specimens and to quantify the percentage of worn area. Furthermore, analysis of the diamond peak shift on ultrasonically cleaned worn samples by micro-Raman spectroscopy makes possible evaluating the stress state of diamond coatings induced by tribological action [21].
Results and discussion
Morphology of diamond films
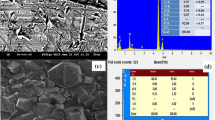
Polycrystalline CVD diamond coated surfaces are characterised by crystallites having a triangular faceted morphology typical of diamond [22,23]. In this study, all films deposited on Si3N4 substrates presented faceted diamond crystallites with preferential 〈100〉 crystallographic growth orientation, showing a similar surface morphology for both ball and flat specimens. A SEM micrography of an as-deposited CVD film is depicted in figure 1 which reveals prevailing octahedral asperities and a rough morphology. Surface roughness parameters of as-deposited flat specimens assessed by AFM measurements showed average values of R a∼170 nm, R z ∼1450 nm and R max∼1480 nm. Columnar growth of large diamond crystallites on top of Si3N4 substrate, resulting in rough surfaces, is also observed in figure 1. Micro-Raman studies of as-deposited films showed the presence of sharp peaks around the diamond frequency line of 1332 cm−1 and no evidence of graphitic bands (figure 2). These features, combined with excellent adhesion between studied CVD films and Si3N4 substrates, assessed elsewhere by acoustic emission studies [17], confirms the high purity and good quality of the tested films.

SEM micrographs of as-deposited CVD diamond coated Si3N4 ceramics: (a) Typical appearance of 〈100〉 oriented micropyramidal film; and (b) cross-sectional view showing columnar growth.

Typical micro-Raman spectrum of as-deposited CVD diamond films, showing a sharp peak centred at the diamond frequency line of 1332 cm−1.
In figure 3 are depicted AFM images of samples subjected to tribological action, with the purpose of analysing the topographic evolution of worn surfaces for different applied normal loads (10, 20, 40, 55, 70 and 80 N). The pictures show a progressive smoothening of the surface for increasing load with asperity peaks having been truncated as a result of the sliding process. This feature is reported after a sliding distance of ∼86 m. Nonetheless, a phenomenon of surface degradation is observed for the higher load condition (80 N) where the presence of diamond pull-outs can be seen, i.e. micron-sized pits caused by localised removal of crystal aggregates.

AFM images of worn diamond coated surfaces. Evolution of the surface topography of flat specimens wear tracks with different applied loads (10, 20, 40, 55, 70 and 80 N).
Figures 4(a) and (b) show SEM photomicrographs of flat CVD specimens after 86 and 690 m of sliding distance, respectively, under an applied load of 55 N. The worn surfaces appear to be rather smooth, which is an indication of gradual wear of the diamond coating by abrasion. If the untouched valleys of the diamond films are discarded from the AFM surface roughness calculation, the polished zones exhibit very low roughness, R a ∼16 nm and ∼13 nm, respectively. Furthermore, the endurance test (690 m) micrography (figure 4) shows the preservation of the complete coverage of the Si3N4 substrate by the diamond film after sliding interaction, without signs of delamination. Similar surface morphologies for worn CVD diamond films deposited on various substrates are reported in the literature [4,22–24]. Although in a different experimental setup (abrasion wear tester) but similar applied load (50 N), Mallika et al. [23] suggested that such progressive wear is an indication that wear processes of diamond coatings are not related to microcracking and brittle fracture of the film but to attritious wear by abrasion. In the present study, a small amount of submicron wear debris was observed on the surfaces of the flat samples (figure 4), mainly located in the voids between asperities plateaus, therefore, leaving the real areas of contact essentially free of wear debris.

SEM micrographs of worn diamond coated flat specimens: (a) after a sliding distance of 86 m and with an applied load of 55 N; and (b) after 690 m and with an applied load of 55 N; (c) aspect of submicron wear debris, mainly located between the voids of truncated micropyramidal diamond crystals (applied load of 10 N and a sliding distance of 30 m).
The surface roughness parameter R a for the tested CVD flat specimens is represented as a function of the applied normal load in the plot of figure 5. The plotted values result from AFM fields taken in two distinct locations on the wear track of the flat specimens, namely at the centre and near the boarder (labelled edge) of the track. The curve relative to the centre of the track shows an accentuated decrease in R a (∼80%) with increasing applied normal load until 40 N, as a result of the intensification of the self-polishing effect obtained with greater contact pressures. Higher values of applied load reflect themselves in an increase of R a. Nonetheless, the variation of R a is smaller than that observed for the 10–40 N range. The minimum of R a at 40 N is observed both at the centre and at the edge of the track. A similar behaviour is found for the surface parameter R z (figure 5) where a minimum also occurs for 40 N.

Variation of surface roughness parameters of the tested CVD diamond films as a function of the applied normal load—measured at the centre and edge of the wear tracks—calculated from AFM observations of flat specimens: (a) R a; (b) R z; and (c) maximum peak-to-valley height (R max). All results are relative to a sliding distance of 86 m.
The greater values of R a and R z for high applied loads (70–80 N) can be explained by the degradation of the diamond surface, associated to the increasing importance of brittle microfracture of the coating in the overall wear mechanisms at stake, leading to diamond pull-outs. This trend is also visible on the results for R max (figure 5), where a very high value is observed for 80 N in the centre of the track rather than near the edge. This feature is consistent with AFM observations of worn films where pronounced grooves and depressions are visible for the highest applied load (figure 3, 80 N).
Bonding and structure of diamond films
Micro-Raman spectroscopy was used to characterise the structure of CVD diamond coated Si3N4 films. The Raman spectra of natural diamond exhibits a single sharp peak at 1332 cm−1 (sp3 C–C bonding), with a full width at half-maximum (FWHM) of ∼2 cm−1. For CVD diamond films the sharp line characteristic of natural diamond is normally shifted relative to the stress-free frequency due to internal residual stress, and a broadening of the peak occurs as a result of crystal defects or anisotropic stress distribution [21,25]. Consequently, many authors have used this shift in order to assess the total residual stress in diamond films [26,27]. The diamond peak shift changes linearly with residual stress, depending on the nature of the stress state (uniaxial or biaxial constraints). For polycrystalline diamond films the constraints are of the biaxial type and a proportionality factor of −0.384 GPa cm−1 has been calculated by Ager and Drory [28] for the doublet phonon, over all crystallite orientations. However, since the examination of Raman spectra of tested CVD films reveals a single diamond line (no observed splitting for singlet and doublet Raman components), values for the total biaxial residual stress ( \(\sigma\)) of worn diamond flat specimens were calculated using a factor proposed by other authors [29–31] in cases of a single peak, as follows:
where, \(\Delta_{\nu}\), represents the diamond peak shift. A positive (or negative) \(\Delta_{\nu}\) corresponds to a compressive (or tensile) total residual stress state.
Micro-Raman spectra taken from wear tracks of worn diamond films are presented in figure 6. The vertical dotted line corresponds to the Raman frequency of stress-free diamond (1332 cm−1) and the spectrum of an as-deposited film is depicted for comparative purposes. The two graphitic broad bands at ∼1360 cm−1 (D-band) and ∼1580 cm−1 (G-band) are not present, instead a sloped luminescence background appears mostly generated by the substrate. All depicted curves exhibit the characteristic diamond line and a pronounced peak located at ∼1331 cm−1 with a FWHM of ∼6 cm−1 was obtained for the as-deposited film, confirming that high quality unstressed diamond coatings were deposited on-top of Si3N4 substrates.

Micro-Raman spectra of studied CVD diamond films. The curves are vertically displaced for viewing purposes: (a) full spectra of worn samples (10, 40 and 80 N) and as-deposited diamond coating; (b) expanded view around the diamond peak for various applied loads; (c) residual biaxial stress and respective FWHM as a function of the applied load. All results correspond to a sliding distance of 86 m.
The plot of figure 6(b) shows the expanded micro-Raman spectra around the diamond peak of worn coatings, taken from the wear track region of flat specimens, altogether with a reference spectrum of the as-deposited CVD diamond film. The various spectra were vertically displaced for viewing purposes and correspond to a sliding distance of 86 m, and different applied loads. Frequency-shifted diamond peaks are indicative of residual stresses induced by tribological action. However, the presence of a single diamond peak represents weaker constraints as compared to spectra were the degeneracy is lifted [29]. Another revealed feature is the increasing positive\(\Delta_{\nu}\) relative to the stress-free frequency with load increment, which represents higher compressive constraints for the films. A broadening and decreasing of the diamond peak height relative to the as-deposited curve can also be observed for the worn films. This effect can be attributed to inhomogeneous distribution of stresses resulting from the contact pressures arising during the sliding tests.
Results for the residual biaxial stress of worn flat specimens and corresponding FWHM of the diamond line, as a function of the various loads used in the tribological tests, are represented in figure 6. The plotted values were calculated from equation 3 and correspond to a sliding distance of 86 m. The data for the as-deposited film, not subjected to wear stress (0 N), is also represented for comparing purposes. As can be seen from the figure, the as-deposited film reveals a slight tensile residual stress state of magnitude ∼0.4 GPa. Furthermore, tribological tests conducted under an applied load of 10 N were unable to change the nature of the film stress state. For higher loads (≥20 N) the graph trend shows a shifting from tensile to a compressive stress state, with constraints of ∼0.1 GPa and ∼0.8 GPa for tests conducted under 20 and 40 N, respectively. Further increase in the applied load resulted in small changes for the magnitude of the residual biaxial stress of worn coatings.
In what concerns the FWHM of the diamond peak, results shown in figure 6 reveal an increasing broadening with applied load up to ∼9 cm−1 (under 55 N), which relates to an increase in anisotropy of the in-plane biaxial stress distribution. The existence of a plateau for loads ≥55 N could also indicate the freezing of stress anisotropy, until film delamination occurs (>80 N). As a concluding remark, examination of Raman spectra of worn CVD films indicates that compressive biaxial residual stresses of up to ∼0.9 GPa can be accommodated in the film prior to delamination. This suggests a strongly adhered coating, resilient to film detachment provoked by tribological solicitation under high contact pressures (up to ∼10 GPa).
Tribological parameters of diamond films
Figure 7(a) presents the evolution curves of friction coefficients (μ) for three levels of applied normal load. As it can be seen from the plots, three distinct regimes (labelled I, II and III) mark out the general behaviour of the friction curves. Regime I is characterised by an ephemeral peak with a relatively high amplitude and is attributed essentially to the mechanical interlocking between sharp tips of diamond asperities, occurring during the relative motion of contacting surfaces. The measured values for the initial friction coefficient (μmax) as a function of the applied load are represented in the plot of figure 7. It can be observed that μmax shows a growing tendency with increasing load, as a result of higher initial contact pressures. The highest measured value for μmax during the sliding of self-mated diamond coatings in ambient air was 0.67. However, the naturally occurring surface roughness of as-deposited diamond films can also affect μmax [1,22]. Likewise, this helps to explain the dispersion found for the experimental data of μmax under similar applied loads.

Friction coefficient of self-mated CVD diamond films in ambient air: (a) evolution under different applied loads with indication of the distinct friction regimes; (b) initial friction coefficient (μmax) as a function of the applied load.
As sliding continued and repeated traversals on the same wear track occurred, the friction coefficient was appreciably affected by the progressive blunting of diamond surface asperities. Following the initial friction peak, a “running in” regime (II), associated to the accommodation of opposing counterfaces, sets in. As it can be seen from figure 7, this “running in” stage lasts for a short distance (\(\lesssim 2\) m) and depends on the applied load. Afterwards, and for the remaining duration of the tests, the friction coefficient levels off and tends to stabilise (regime III). This regime is characterised by very low steady state friction coefficient (μeq ∼ 0.03–0.04) values, for unlubricated sliding in ambient air. Furthermore, μeq has proven to be independent of the initial roughness of the CVD diamond coatings. The endurance tests (x=690 m) showed no modification in this friction behaviour, i.e. the initial surface roughness has influence in the initial μmax, but not in the long term μeq. Such behaviour agrees with results found in the literature [1,4,22].
Directly related to the friction behaviour, the critical load for the tested CVD diamond films on Si3N4 substrates has been established as 80 N (P max ∼ 10 GPa). In other words, experimental results showed that diamond coating tribological failure by film delamination only occurred when the initial μmax surpasses the threshold value of ∼0.65 (attained with an applied load of 80 N), which corresponds to a maximum bearable tangential frictional force of ∼52 N for these 12–14 μm thick coatings.
The generally accepted mechanism of wear for diamond is that of small fragments chipping off the surface [1], which is characteristic of a self-polishing abrasive type of wear, as stated before. During the tests the ball produced a narrow wear track on the flat specimen, with both contacting surfaces showing a dark coloration at the end. This suggests the formation of flaky carbonaceous material in the contact region, since later ultrasonic cleaning with alcohol could dislodge it from the coatings. Direct OM observation of the wear tracks (flats) and scars (balls) revealed smooth polished surfaces, with both counterfaces still diamond coated (figure 4).
The wear volume of the ball specimens, as a function of the applied load, is depicted in figure 8. As can be seen, W ballv increases linearly with load and reveals an approximate eight-fold variation when load changes from 10 to 80 N. The ball wear coefficient values were characterised by a mild wear regime, i.e. values for k ball—calculated with equation 2 and a sliding distance of 86 m—were of the order of magnitude of 10−7 mm3 N−1 m−1. It is noteworthy that the endurance tests produced very mild wear (10−8 mm3 N−1 m−1). A plausible explanation for this result is that, for low sliding distances (few tens of meters), the wear coefficients assessed using the wear scar diameter are out-weighted by the imposed initial damage to the surfaces, i.e. the truncating of diamond micro-pyramids as a result of the sliding process. Therefore, the contribution of this initial wear damage will become diluted for greater sliding distances, which correspond to the steady-state regime of self-polishing abrasion wear mechanism.

Wear volume of CVD diamond films as a function of the applied load (sliding distance of 86 m): (a) wear volume of ball specimens; (b) estimated wear volume of flat specimens.
It is worth noting that it was not possible to assess the wear volume of the flat specimens (W flatv ) by the usual techniques (weight loss method and conventional profilometry) since only smooth wear tracks were obtained. Nonetheless, using the results from AFM and OM observations, a model was developed to give an adequate estimation for W flatv . Thus, considering that the produced wear track has a rectangular-shaped cross section, its wear volume can be expressed as follows:
where, a, b, and, Δh, represents the length, width and depth of the wear track, respectively, and, A f, the fraction of polished area on the wear track. The correction factor \(\frac{1}{3}\) results from considering the volume of pyramidal diamond grains, with preferential 〈100〉 orientation, instead of prismatic grains. The wear track depth (Δh) can then be calculated from AFM results of the maximum peak-to-valley height (section 3.1), using the expression: Δh=R max−R ′max , where, R max, and, R ′max , are the maximum peak-to-valley height of the as-deposited and worn coating, respectively.
However, an assumption must be implemented on the model in order to cope with the fact that AFM results show the occurrence of diamond pull-outs for the higher applied loads, thus giving misleading R max values. Therefore, it was established that for applied loads P > 40 N, R ′max will be extrapolated from the linear fit curve of the maximum peak-to-valley height AFM data (figure 5, track centre)—considering for the fit only the heights measured in the load range 10 to 40 N—since for higher loads an inversion in the curve trend occurs.
Figure 8(b) shows the track wear volume of flat samples, as a function of the applied load, calculated from equation 4. The plot reveals a linear increase of W flatv in relation to the applied load, with an approximate six-fold variation when load changes from 10 to 80 N. This result is in accordance with the variation (8×) observed for the ball specimens W ballv . Furthermore, the flat parts exhibit a larger absolute wear volume than their ball counterparts at all loads, figure 8a and b, which is expected due to fatigue effects resulting from the intermittent contact.
A contributing factor for the variation of \(W_{\rm v}^{\rm flat}\) with the applied load comes from an increase in the polished area, A f, since the track length is fixed and its lateral width suffered minimal changes especially for the higher loads. The fraction of polished area in the wear track was calculated based on image segmentation procedure of taken OM photomicrographs. As can be seen in figure 9, typical values of A f fall in the range 0.50 (10 N) to 0.87 (80 N), for a sliding distance of 86 m. In addition, a plateau at ∼0.65 exists in the range of applied loads 20–55 N, which indicates a stall in the intensification of wear damage by progressive self-polishing. Only bigger contact pressures, i.e. higher applied loads, can further increase A f.

Tribological performance of CVD diamond coated Si3N4 ceramics flat specimens as a function of the applied load (sliding distance of 86 m): (a) fraction of polished area in the wear track; (b) estimated wear coefficient.
Estimated values for the dimensional wear coefficient of flat specimens (k flat)—calculated using equation 2 and the proposed model for\(W_{\rm v}^{\rm flat}\) (equation 4)—are depicted in figure 9. The presented values are relative to a sliding distance of 86 m and show a mild wear regime for this triboelement, i.e. magnitudes of the order of 10−7 mm3 N−1 m−1. The curve trend reveals a minimum at 40 N for k flat, which was linked to the aforementioned plateau in the fraction of polished area of the wear tracks (figure 9). As a final remark, it is worth to note that the estimated values for k flat are in good agreement with what would be expected from the results of the wear performance of the ball specimens.
Tribological tests involving self-mated CVD diamond coatings in ambient atmosphere report mostly low values for the friction coefficient and wear coefficients of magnitude 10−7 to 10−6 mm3 N−1 m−1 [1,13,18,32]. However, those were performed under relatively low applied loads or Hertzian contact pressures and, in some cases, involved the use of polished coatings or interlayers to ensure adequate adhesion to the substrate. Therefore, considering the distinct material substrates, deposition techniques, surface morphology and test conditions found in the literature, the CVD diamond coated Si3N4 specimens tested in the present study showed a comparable friction and wear behaviour under more severe conditions, i.e. in terms of applied load. Complementary, the observed adequate adhesion to the substrate is essential for the good tribological performance of CVD diamond coated Si3N4 substrates.
Conclusions
High quality unstressed, continuous and well-adhered diamond films were deposited on Si3N4 ceramic substrates using MPCVD technique. The friction behaviour of diamond-on-diamond sliding tests, in ambient atmosphere, was characterised by a short-life initial friction peak followed by a “running in” regime resulting from the accommodation between counter-bodies. Subsequently, the coefficient of friction levelled-off and reached low steady-state values (0.03–0.04), regardless of the applied load.
Morphological and topographical analysis revealed a self-polishing abrasive wear mechanism accomplished by truncation and subsequent blunting of diamond asperities, leading to very smooth surface finishing. The wear coefficient for the ball specimens were of the order of 10−7 mm3 N−1 m−1, characteristic of a mild wear regime. In addition, lower values by one order of magnitude were assessed for the longer endurance tests, denoting a very mild wear regime.
Micro-Raman spectra analysis of the diamond line peak shift showed an augmentation in the compressive stress state of worn coatings with increasing applied loads (maximum of ∼0.9 GPa at 80 N). This tribologically activated stress state modification was not accompanied with surface phase transformations to non-diamond forms of carbon.
Surface-topographical information obtained from AFM observations revealed the occurrence of diamond pull-outs for applied loads higher than 40 N. The 12–14 μm thick diamond coatings were unable to sustain stable operation under tribological stress when the applied normal load exceeded 80 N, due to gross film detachment by delamination.
A new method for estimating the wear coefficient of diamond coated flat specimens has been presented. Small wear damage, hardly measurable with conventional techniques, can then be quantified using AFM and OM observations of the wear track region. Application of the proposed model gave estimated wear coefficients for the flat specimens of the order of 10−7 mm3 N−1 m−1, i.e. characteristic of a mild wear regime, which is in very good agreement with the measured wear for the counterbody specimen.
The present results suggest that CVD diamond coated Si3N4 ceramics constitute a viable solution where diamond-on-diamond tribological applications are required.
References
Miyoshi K., (1996) Mater. Sci. Eng. A 209: 38
Jones G.A., (2004) Wear 256: 433
Krauss A.R., Auciello O., Gruen D.M., Jayatissa A., Sumant A., Tucek J., Mancini D., Moldovan N., Erdemir A., Ersoy D., Gardos M., Busmann H., Meyer E., Ding M., (2001) Diam. Relat. Mater. 10: 1952
Met C., Vandenbulcke L., Sainte Catherine M.C., (2003) Wear 255: 1022
Zeiler E., Klaffke D., Hiltner K., Grögler T., Rosiwal S.M., Singer R.F., (1999) Surf. Coat. Tech. 116–119: 599
Hogmark S., Hollman P., Alahelisten A., Hedenqvist P., (1996) Wear 200:225
Uhlmann E., Lachmund U., Brucher M., (2000) Surf. Coat. Tech. 131: 395
Bogli U., Blatter A., Pimenov S.M., Obraztsova E.D., Smolin A.A., Maillat M., Leijala A., Burger J., Hintermann H.E., Loubnin E.N., (1995) Diam. Relat. Mater. 4 : 1009
Field J.E., Pickles C.S.J., (1996) Diam. Relat. Mater. 5: 625
Habig K.-H., (1995) Surf. Coat. Tech. 76–77:540
Hollman P., Bjorkman H., Alahelisten A., Hogmark S., (1998) Surf. Coat. Tech. 105: 169
Kelly P.J., Arnell R.D., Hudson M.D., Wilson A.E.J., Jones G., (2001) Vacuum 61: 61
Gahlin R., Alahelisten A., Jacobson S., (1996) Wear 196: 226
De Barros M.I., Vandenbulcke L., Fontaine J., Farges G., Vayer M., Erre R., (2000) Surf. Coat. Tech. 127: 193
Vandenbulcke L., De Barros M.I., (2001) Surf. Coat. Tech. 146–147: 417
Stals L.M.M., Nesladek M., Quaeyhaegens C., (1997) Surf. Coat. Tech. 91: 230
Belmonte M., Fernandes A.J.S., Costa F.M., Oliveira F.J., Silva R.F., (2003) Diam. Relat. Mater. 12: 733
Miyoshi K., Murakawa M., Watanabe S., Takeuchi S., Miyake S., Wu R.L.C., (1998) Tribol. Lett. 5: 123
Belmonte M., Silva V.A., Fernandes A.J., Costa F., Silva R., (2003) J. Am. Ceram. Soc. 86(5): 749
Warren P., (1995) J. Euro. Ceram. Soc. 15: 385
Mermoux M., Marcus B., Abello L., Rosman N., Lucazeau G., (2003) J. Raman Spectrosc. 34: 505
Miyoshi K., Wu R.L.C., (2001) Measurement 29: 113
Mallika K., Komanduri R., (2001) Thin Solid Films 396: 145
Gardos M.N., (1999) Surf. Coat. Tech. 113: 183
Donato M.G., Faggio G., Marinelli M., Messina G., Milani E., Paoletti A., Santangelo S., Tucciarone A., Rinati G.V., (2001) Eur. Phys. J. B 20: 133
De Barros M.I., Vandenbulcke L., Bléchet J.J., (2001) Wear 249: 68
Ferreira N.G., Abramof E., Leite N.F., Corat E.J., Trava-Airoldi V.J., (2002) J. Appl. Phys. 91(4): 2466
Ager III J.W., Drory M.D., (1993) Phys. Rev. B 48: 2601
M.I. De Barros, Procédés de dépôt de revêtements de diamant sur substrats métallurgiques, caractérisations et propriétés tribologiques (Ph.D. thesis, Université D’Orléans, 2000)
Ager III J.W., (1995) Mater. Res. Soc. Symp. Proc. 383: 143
Gray K.J., Olson J.M., Windischmann H., (1995) Mater. Res. Soc. Symp. Proc. 383:135
Grögler T., Franz A., Klaffke D., Rosiwala S.M., Singer R.F., (1998) Diam. Relat. Mater. 7: 1342
Acknowledgments
This work was supported by the project BIODIAM (POCTI/CTM/45423/2002). C. S. Abreu also acknowledges PRODEP III funds supporting his PhD work, and M. Belmonte the financial support from the “Ramón y Cajal” program (MEC, Spain).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Abreu, C., Oliveira, F., Belmonte, M. et al. CVD diamond coated silicon nitride self-mated systems: tribological behaviour under high loads. Tribol Lett 21, 141–151 (2006). https://doi.org/10.1007/s11249-006-9032-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-006-9032-9