
Abstract
High metal loading NiCu-based catalyst of Picula™ series produced by sol–gel technique was applied to furfural hydrogenation in the presence of hydrogen. This reaction represents the stabilization of pyrolysis oil that involves the selective reduction of aldehydes and ketones to alcohols and unsaturated C–C double bonds of pyrolysis oils components. The catalysts were pre-reduced at 250 and 300 °C. According to XRD analysis results, copper is mainly in the metallic state, and Ni is mostly in the form of oxide and silicate. XPS measurements reveal that hydrogen treatment at 250 °C leads to the partial reduction of Ni to the metallic state (6 %) while further reduction at 300 °C leads to an increase in this proportion up to 39 %. A 100 % selectivity towards furfuryl alcohol was achieved at 130 °C and 5 MPa of hydrogen in a batch reactor using decyl alcohol as a solvent. In the experiments with i-propanol as a solvent at 110–170 °C the main product was furfuryl alcohol, but minor components traced back were tetrahydrofurfuryl alcohol, 2-methylfuran and isopropyl furfuryl ether. The lower catalyst reduction temperature promotes the formation of isopropyl ester, while a higher reduction temperature favors further furfuryl alcohol hydrogenation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
There is a lack of catalysts possessing high activity and stability for the selective conversion or removal of oxygen in compounds present in biomass pyrolysis liquids (PL). One specific objective here is to reduce the hydrogen consumption and produce better quality liquids, amongst others for further co-processing in existing refineries. In the past, commercially available (sulfided) hydrodesulfurization catalysts were widely investigated, but these type of catalysts do not fully meet the specifications required for the process concerned. Studies of non-sulfided catalysts were also widely performed, typically the noble metal based catalyst and transition metal catalysts [1, 2]. The high price of noble metals, and its rapid deactivation, are obstacles for large-scale industrial application in treating PL’s. On the other hand, transition metal based catalysts, and typical Ni-based ones, appear rather attractive [3]. Nevertheless, the use of such catalysts is still limited while its instability limits the effectiveness. Polymerization of the liquid’s component at the process conditions remains an issue.
An interesting process option to prevent such excessive polymerization by thermal reactions by decreasing the concentration of the most reactive compounds is to introduce a so-called stabilization step at mild conditions (low temperatures in the range of 150–225 °C) prior to a more severe high-temperature hydrotreatment in which the liquids are further deoxygenated [4, 5]. This stabilization step preferably involves the selective reduction of aldehydes and ketones to alcohols and a reduction of unsaturated carbon–carbon double bonds of pyrolysis oils components [6].
Among the large number of oxygenates in pyrolysis oil aldehydes are particularly undesirable due to their high reactivity for polymerisation. One of the objectives is the conversion of aldehyde functional groups in sugar fraction components to alcohol group. Furfural is used as a model compound representing aldehyde group in pyrolysis oil (Fig. 1).

Furfural hydrogenation to furfuryl alcohol (FA)
Furthermore, furfural is a biomass-derived platform intermediate that can be formed by the acid-catalyzed dehydration of C5 and C6 carbohydrates in the biomass. Furfural may be converted to the value-added FA—a commercial product as green solvent and has been widely employed in the biorefinery and pharmaceutical industry. Selective hydrogenation of furfural to FA has been investigated over various metal catalysts. Supported noble metal catalysts have been used in furfural hydrogenation [7–9], but the high cost of noble-metal catalysts is a problem, which would influence their application.
Group Ib metals such as Cu can readily catalyze hydrogenation of furfural to FA, with low yields of side products [10–14]. In the last several decades, one of the most common catalyst was copper chromite catalyst [15, 16]. However, the Cu–Cr catalysts are not environmental friendly in view of toxic chromium presence.
The bimetallic catalysts are known to be promising materials since one metal can modify the catalytic properties of the other metal due to structural or/and electronic effects. However, furfural hydrogenation over bimetallic Cu–Ni catalysts has been only been investigated in a limited number of publications. Lukes and Wilson examined Cu–Ni catalysts with the various compositions in the reactions of furfural in the presence of hydrogen at atmospheric pressure in the form of granulated sintered metal powders reduced at 300 °C [17]. The copper catalyst was almost inactive; the best yield (97 %) of FA was obtained at 110 °C with 80Ni–20Cu, higher Ni loading and higher temperatures up to about 250 °C resulted in greater furan production. Pang et al. reported the investigations focused on improving the performance of Cu catalysts using a combination of alloying with Ni [18]. Gas-phase hydrogenation of furfural was carried out at 190 °C and near atmospheric pressure over Cu, Ni, and Cu–Ni catalysts supported on Al2O3 and reduced at 400 °C. It was found that the incorporation of small amounts of Ni (Cu4Ni) improved the catalytic activity while slightly reducing the hydrogenation selectivity (from 95 to 80 %). Further incorporation of Ni resulted in high rates for decarbonylation and ring-opening.
Within the present work Ni–Cu-based catalysts are proposed, characterized by a high loading of active component (AC) to optimize the contact of PL with the active catalyst surface and minimizing the contact with the (usually acidic) support material. As a support material SiO2 is used, which, in combination with a sol–gel preparation technique, allows a highly dispersed nickel uniformly distributed over the catalyst. The proposed type of catalysts is denoted as Picula™ family [19, 20]. Some catalysts of that type were already examined in hydrotreatment of model compound of PL [21] and were shown to be very effective in the hydrogenation of such oxygen-containing feeds. The objective of the present work was to investigate the effect of the reaction temperature and catalysts reduction temperature on Ni–Cu catalyst activity and selectivity, while using model components.
2 Experimental
2.1 Catalyst Preparation
The sol–gel technique to prepare the Picula family of catalyst is described elsewhere [22, 23]. Briefly, the appropriate amounts of commercial NiCO3·mNi(OH)2·nH2O, CuCO3·mCu(OH)2 were mixed with the required amount of distilled water and 25 % NH3 solution and stirred for 4 h. Afterwards, a solution of tetraethyl silicate in ethyl alcohol was added to the suspension and stirred for 4 h. Then, continuing stirring, the mixture was heated to 80 °C until the viscous state formed. This mixture then dried at 120 °C for 4 h until the formation of light-green solid. Next, the resulting catalyst was calcined at 400 °C for 4 h and further cooled down to room temperature.
2.2 Catalyst Characterization
The elemental composition of the catalyst is given in Table 1.
Before the reaction, the catalysts were activated by reduction in hydrogen; the reduction temperatures were determined based on the results of the temperature programmed reduction (TPR) measurements.
2.2.1 Temperature Programmed Reduction
Catalyst sample (0.1 g) were placed in a U-tube quartz reactor and treated in a reducing atmosphere (10 vol % of H2 balanced in Ar at a flow rate of 20 ml/min) with a constant heating rate of 10 °C/min up to 900 °C. The hydrogen concentration in the outlet stream during the reduction was measured with a thermal conductivity detector.
2.2.2 X-ray Diffraction
The phase composition of fresh and spent catalysts was studied using a D8 Advance (Bruker, Germany) X-ray diffractometer equipped with a linear detector LynxEye (1D) using CuKα radiation λ = 1.5418 Å. Scanning was performed in the 2θ range from 15 to 80° with a step of 0.05°.
2.2.3 High-Resolution Transmission Electron Microscopy (HRTEM)
TEM images were recorded on a JEM-2010 (JEOL, Japan) electron microscope with a lattice resolution of 0.14 nm and an accelerating voltage of 200 kV. The samples for the HRTEM study were prepared by the ultrasonic dispersing in ethanol and consequent deposition of the suspension upon a “holey” carbon film supported on a copper grid. Local elemental analysis was performed with the EDX method on an energy-dispersive X-ray Phoenix spectrometer equipped with a Si(Li) detector with an energy resolution of 130 eV.
The chemical analysis of the catalyst surface was performed using X-ray photoelectron spectroscopy (XPS). The XPS measurements were performed on a SPECS’s Surface Nano Analysis GmbH (Germany) photoelectron spectrometer equipped with a PHOIBOS-150-MCD-9 hemispherical electron energy analyzer, a FOCUS-500X-ray monochromator, and an XR-50 M X-ray source with a double Al/Ag anode. The spectrometer was equipped with a high-pressure cell to heat samples before analyzing in gaseous mixtures at pressures up to 0.5 MPa. The core-level spectra were obtained using the monochromatic AlKα radiation under ultrahigh vacuum conditions. Binding energies of the photoemission peaks were corrected to the Si2p peak at 103.3 eV. Relative element concentrations were determined from the integral intensities of XPS peaks using the cross-sections according to Scofield [24]. For a detailed analysis the spectra were fitted into several peaks after the background subtraction by the Shirley method [25]. The fitted procedure was performed using the CasaXPS software [26]. The line shapes were approximated by the Voight profile. Before the XPS analysis, the catalysts were reduced in 0.1 MPa H2 at 250 and 300 °C for 30 min in the high-pressure cell. The catalyst was transferred to a spectrometer analyzer chamber without the contact with air. The catalyst treatment in the high pressure cell was as follows:
-
1.
Loading the sample, and after pumping to ultra-high vacuum (10−11 MPa) hydrogen was introduced (about 1000 Torr, cell volume ~0.2 l).
-
2.
Heating the sample and hydrogen to about 250 or 300 °C for 10 min and treatment at a constant temperature for 30 min.
-
3.
Cooling the cell to the room temperature in vacuum.
2.3 Catalytic Activity Measurements
Catalytic hydrotreatment reactions of furfural were carried out in a high-pressure setup (Autoclave Engineers, USA) in a sealed 300-ml stainless steel batch reactor (EZE Seal type). The reactor was equipped with a magnetic stirrer, a thermocouple, a pressure sensor, and a system for controlling stirring rate, temperature, and pressure (Fig. 2).

Set-up scheme. V1–V5 valves, DPC downstream pressure controller, MFC mass flow controller, SP safety pressure rupture disk, DCM DC Motor, R reactor, EF electric furnace, M manometer, BPR back pressure regulator, CV1,CV2 control valves
Before reaction the catalysts (1 g of a fine powder) were activated by the reduction in a flow of H2 (50 ml/min) for 1 h at 250 and 300 °C and 0.1 MPa, where after the samples were passivated in a flow of 2 % O2 in Ar and kept overnight under Ar. Then 60 ml of 5 wt% furfural (98 %, Reahim, Russia), in decanol (99 %, Sigma-Aldrich, Germany) or isopropanol (99 %, Himmed, Russia), was fed into the reactor at 0.1 MPa and 25 °C without air to prevent oxidation of the catalyst. The reactions were carried out at isothermal conditions and a constant pressure of 6 MPa, at a stirring rate of 1000 rpm. During the reaction, liquid products (0.5 ml) were collected at predefined intervals for analysis.
2.4 Product Analysis
Qualitative analysis of liquid products was carried out using a Varian Saturn 2000 gas chromatography-mass spectrometry apparatus equipped with an ion trap and an HP-5 quartz capillary column (stationary phase: 5 % phenyl–95 % dimethylpolysiloxane, column length 30 m, inner diameter 0.25 mm). Quantitative analysis of the liquid products was performed using a Hromos GC 1000 gas chromatograph (GC) equipped with a Zebron ZB-FFAP capillary column (stationary phase: nitroterephthalic acid modified polyethylene glycol, 30 m × 0.32 mm × 0.25 µm). The injector and detector temperatures were 260 and 270 °C, respectively. A temperature program was used for the analysis: 80 °C hold for 1 min, 15 °C/min for 6 min, 170 °C hold for 6 min. A 0.3 μl sample was injected into the GC with a chromatographic syringe; argon was used as a carrier gas. The reaction mixture components were identified by retention times on the chromatogram, which were determined separately for each component in the calibration process. The method of internal normalization (the sum of all the peaks areas is taken as equal to 100 %, the ratio of the individual peak area to the sum characterizes the component fraction in the mixture) was used for the quantitative calculation of the component concentrations.
The conversion of furfural was determined as: \(X = \left( {1 - \frac{{C_{F} }}{{C_{F}^{0} }}} \right) \times 100\,\%\), where \(C_{F}\) is the concentration of furfural and \(C_{F}^{0}\) is the initial concentration of furfural.
The selectivity for product j was determined as: \(S_{j} = \frac{{C_{j} }}{{\sum\limits_{i} {C_{i} } }} \times 100\,\%\). where \(C_{j}\) is the concentration of product j, and \(C_{i}\) is the concentration of product i.
3 Results and Discussion
3.1 Catalyst Characterization Results
The reduction behavior of the active phase precursors was studied to determine the temperature of pretreatment in hydrogen before reaction. The reduction profile is given in the TPR presented in Fig. 3. The reduction of the catalyst proceeds in two steps. A low-temperature peak is centered at 240 °C, and can be ascribed to the reduction of Cu (II) species. The reduction of Ni oxide proceeds at higher temperatures with the maximum at 460 °C, this broad peak between 300 and 700 °C also indicates the strong interaction of metals precursors with SiO2 which results in the formation of hardly reducible nickel silicates. The sample is fully reduced at temperatures below 750 °C.

H2-TPR profile of Cu-modified Picula catalyst
Unlike Cu, Ni-based catalysts exhibit unsatisfactory performance in furfural hydrogenation and especially the low selectivity to the desired product, preventing their further application for FA production [27]. However, the hydrogenation activity of Ni is much higher than for Cu, thus, the addition of small amount of Ni may improve the overall catalyst activity due to the formation of Ni–Cu solid solution on the catalyst surface. To study the effect of reduced nickel, two temperatures were chosen to reduce Picula catalysts before the actual hydrogenation reaction, namely 250 and 300 °C. For the low temperature reduced catalyst the copper oxide is mainly reduced to the metallic state, while at the same time Ni is mostly in the form of oxide and silicate.
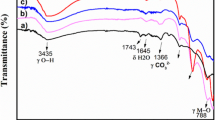
The phase composition of the AC of the catalysts after the reaction was determined by XRD and the results are given in Fig. 4. The XRD pattern of oxide form (Fig. 4a) shows broad peaks referred to the NiO phase with the slight shift of peaks relative to NiO phase.Footnote 1 The reflections of copper oxide was not observed. Detailed analysis of the XRD pattern of oxide form presented in our previous work [21].

XRD patterns of Picula catalyst (a oxide form, b fresh reduced at 250 °C, c after the reaction at 130 °C (reduced at 250 °C), d after the reaction at 150 °C (reduced at 250 °C), e after the reaction at 170 °C (reduced at 250 °C), f fresh reduced at 300 °C, g after the reaction at 150 °C (reduced at 300 °C)
The diffraction pattern of the catalysts reduced at 250 and 300 °C presents broad peaks characterizing anisotropic broadened nickel oxide NiO (36, 43 and 61.5°), and narrow peaks at 43.3, 50.6, and 74,0° at 2θ corresponding with metallic copper (Fig. 4b, g). After the reaction, the X-ray diffraction pattern has changed: the relative intensity of the Cu reflections reduced, except of 44,3° for spent samples at the reaction temperature 150–170 °C (Fig. 4d, e) where a small shoulder appeared (indicated by arrow) corresponding to 111 Ni reflections. The same shoulder appeared on the diffraction pattern of the catalyst reduced at 300 °C and spent at 150 °C (Fig. 4g).
The crystallite sizes of the metallic copper particles are given in Table 2. The increase in the crystallite size provides evidence that the sintering of copper particles occurs during reaction in the case of samples reduced at 250 °C. The crystallite sizes of the metallic copper particles in the sample reduced at 300 °C and spent at 300 °C are the same.
TEM images of the catalyst reduced at 400 °C (Fig. 5) demonstrate well-dispersed particles of metallic nickel uniformly distributed throughout the catalyst volume and stabilized by the silica matrix. The secondary aggregates consists of thin (1–2 nm) oxide-silicate particles. The detailed description of the structure is given in our previous work [5].

TEM images for reduced Picula catalyst
X-ray photoelectron spectroscopy was applied for the chemical analysis of the catalyst surface. The relative atomic concentrations of the elements detected by XPS (Ni, Cu, Si, and O) are shown in Table 3. The Ni2p3/2, Cu2p3/2, and O1s binding energies are given in Table 4.
The hydrogen treatment at 300 °C results in the decrease of [Ni]/[Si] and [Cu]/[Ni] atomic ratios probably due to the increase of nickel particles size. [Cu]/[Si] ratio did not changed, so it can be assumed that copper is on the surface of nickel particles.
Figure 6 presents the Cu2p and Ni2p core-level spectra of the reduced catalysts under study. The Ni2p spectra indicates the presence of nickel in the metallic state and nickel in the oxidized state. Two sharp peaks at 853 and 870.2 eV, corresponding to the Ni2p3/2-Ni2p1/2 spin–orbit doublet, are attributed to nickel in the metallic state. The spin–orbit splitting value (the difference between the Ni2p1/2 and Ni2p3/2 binding energies), lying in the range of 17.2–17.3 eV, supports this statement. For nickel in the oxidized state Ni2+ this value is in the range of 17.6–17.8 eV [29, 30]. Peaks at 856.6 and 874.3 eV, corresponding to the Ni2p3/2-Ni2p1/2 spin–orbit doublet, and their intensive shake-up satellites at higher binding energy are attributed to oxidized nickel Ni2+. The shape of these spectra is typical of nickel hydroxide Ni(OH)2 or nickel silicates. The relative intensity of the spectra attributed with nickel in the metallic state and nickel in the oxidized state allowed us to estimate the amount of Ni0 and Ni2+ species on the catalyst surface (Table 4).

Ni2p and Cu2p core-level spectra of the reduced catalysts. All spectra are normalized on the intensity of the Si2p core-level spectra
The shape of the Cu2p spectra indicates that no copper is present as Cu2+, as there is no characteristic intense shake-up satellite, typically observed for copper in the state of Cu2+ [31–33].
The integral intensity of the shake-up satellites in the spectrum of CuO, for example, reaches 55 % of the Cu2p3/2 main peak intensity [34]. The shake-up satellites are absent in the spectra of Cu1+ compounds and in the spectrum of the metallic copper. Since the Cu2p3/2 binding energy of Cu0 and Cu1+ are almost the same, and the shake-up satellite is absent, it is difficult to identify the state of copper. Usually to identify the chemical state of copper, the modify Auger parameter is used, which is a sum of the Cu2p3/2 binding energy and the Cu LMM kinetic energy [35]. In the present case, the Auger parameter could not be measured since the concentration of copper is insufficient. However, the previous experience for similar systems as well as the XRD data (Fig. 4) shows that under these conditions the reduction of copper to the metallic state occurs.
According to the XPS data (Table 4), the reduction of Picula catalyst at 250 °C leads to the reduction of nickel to the metallic state (6 %) while further hydrogen treatment of the catalyst at 300 °C leads to an increase in the proportion of reduced nickel to the metallic state (39 %). In both cases, copper Cu2+ was not detected by XPS, which indicates a full reduction of copper to Cu0.
3.2 Furfural Hydrogenation to Furfuryl Alcohol Using Decyl Alcohol as a Solvent
A first reaction was carried out at isothermal conditions at 130 °C and pressure of 5 MPa for the catalyst reduced at 250 °C. The composition of the reaction mixture versus reaction time is given at Fig. 7. The only product obtained during the hydrotreatment of furfural was FA. However, besides the direct hydrogenation with hydrogen, furfural can be converted to FA by transfer hydrogenation from an organic molecule (usually n-alcohols) that acts as hydrogen donor. Apparently furfural here also reacts with the solvent decanol to form decanal, and at a furfural conversion of about 70 %, roughly half of FA appears from the reaction of furfural with hydrogen while the other half is due to reaction of the furfural with decanol (Fig. 8).

Concentration profiles of the reactant and products as a function of reaction time. Reaction conditions: 60 ml of 5 wt% furfural in decanol, 130 °C, 5 MPa, mcatalyst = 1 g

Furfural hydrogenation to FA by exchange reaction with decanol
This process thus involves the simultaneous hydrogenation of furfural and dehydrogenation of H donor. Specifically Cu-based catalysts are known catalysts in this reaction [36, 37]; the main advantage of this process is high selectivity towards FA. Bimetallic Ni–Cu catalysts supported on alumina at 10 wt% metal loading were applied to the reduction of furfural via transfer hydrogenation by Reddy et al. [38]. The hydrogenation was only successful in the presence of neat isopropanol over Ni–Cu/Al2O3 at 200 °C, under this reaction condition, the yield for FA was high at about 95 %. In the present work, the applied Ni–Cu catalyst makes it possible to achieve 100 % selectivity towards FA at lower reaction temperature (130 °C).
3.3 Furfural Hydrogenation to Furfuryl Alcohol Using i-Propanol as a Solvent
To avoid the transfer reactions, i-propanol was used as well, and a series of experiments was carried out at temperatures of 110, 130, 150, and 170 °C for the catalysts reduced at 250 °C. The main results are shown in Fig. 9 again the main product of the furfural hydrotreatment was FA, but minor components traced back were tetrahydrofurfuryl alcohol, 2-methylfuran and isopropyl furfuryl ether. The rate of furfural conversion also increase with the temperature. Reddy et al. [39] reported the same products selectivity for silica supported Ni–Cu bimetallic catalyst (10 % wt. of Ni and Cu) reduced at 250 °C. The catalyst exhibited a high (almost 100 %) selectivity towards the formation of FA.

Selectivity of furfural hydrotreatment products formation versus conversion, the reaction was carried out at constant pressure of 6 MPa, isothermal conditions at 110–170 °C, 5 % of furfural in i-propanol solvent, mcatalyst = 1 g, the catalyst was reduced at 250 °C
The experimental dependence of furfural conversion cannot be described by the first-order kinetics, and this may be explained by the changes of the catalysts surface under the reaction medium. This assumption is confirmed by XRD result (Fig. 4). After the reaction at 150 and 170 °C metallic Ni appears whereas the fresh reduced at 250 °C sample contains only metallic copper. Thus the partial reduction of nickel oxide is occurring under the reaction conditions which results in the activity changes during the process.
The reaction scheme of furfural conversion proposed on basis of thee obtained results (Fig. 10) includes two parallel routes. First reaction route gives the main desired product—FA, and the products of FA further hydrogenation. These side components are tetrahydrofurfuryl alcohol (the product of ring hydrogenation), 2-methylfuran (the product of—OH group hydrogenation), and 2-methyl tetrahydrofuran (the final product of further hydrogenation of both FA and 2-methylfuran). The other reaction pathway is the formation of undesired ether, the product of furfural and the solvent (i-propanol) condensation.

Scheme of furfural conversion pathways with i-propanol as a solvent
The increase in the reaction temperature on the one hand increases the rate of furfural conversion (for example, 140 min is requires to achieve 50 % conversion of furfural at 110 °C, whereas at 170 °C it occurs in 25 min), and on the other hand leads to an increase in the selectivity of by-products. Thus, the selectivity of the ether formation with increasing of T from 110 to 170 °C rises from 0 to 5 %, and 2-methyl tetrahydrofuran formation below 170 °C was not observed. As seen from the graphs on Fig. 10, when the conversion of furfural became close to 100 %, the increase in the reaction temperature results in the significant increase in the selectivity of FA hydrogenation.
However, in the entire reaction temperature range of 110–170 °C the catalyst exhibit a high selectivity towards unsaturated alcohol (FA) formation and small amounts of side products were formed.
3.4 The Effect of the Catalyst Reduction Temperature on its Activity in Furfural Hydrogenation
Similarly, the experiments were also performed at 150 °C using catalyst reduced at 300 °C. The comparison is presented in Fig. 11. As expected the furfural conversion rate appears slightly higher for the catalyst reduced at higher temperature, however, the selectivity is completely different. Lower reduction temperature promotes the formation of the side product—isopropyl ester, while a higher reduction temperature favors further FA hydrogenation.

Concentration profiles of the reactant and products as a function of reaction time. Reaction conditions: 60 ml of 5 wt% furfural in isopropanol, reaction temperature 150 °C, 6 MPa, mcatalyst = 1 g
The XRD patterns of both spent catalysts are the same (Fig. 4), but the reduction of the surface species may result in activity increase. According to XPS data (Table 4), the reduction of the catalyst at 250 °C leads to the unessential reduction of nickel to the metallic state, and further hydrogen treatment at a temperature of 300 °C leads to the increase in the proportion of surface metallic nickel from 6 to 39 %. The comparison of catalyst selectivity at the different reduction temperature and concentration of surface Ni0 active centers allows concluding that exactly metallic Ni AC provide hydrogenation of furfural C = C bonds and Cu0-based AC – selective hydrogenation of furfural C = O bond.
4 Conclusions
High metal loading NiCu-based catalyst of Picula™ series produced by sol–gel technique was applied for the hydrogenation of aldehyde functional group in furfural, representing the stabilization of the sugar fraction of pyrolysis oils. Using decanol as a solvent at 130 °C and a pressure of 5 MPa in hydrogen atmosphere, a 100 % selectivity towards FA was achieved. However, there was a significant contribution of the hydrogen transfer route, as furfural reacts with decanol to form decyl aldehyde and FA. Furfural hydrogenation in i-propanol was studied at 110–170 °C, the main product was FA, and the selectivity towards FA hydrogenation products increase at higher temperatures as well as the selectivity of isopropyl furfuryl ester formation. The effect of the catalysts reduction temperature (250 and 300 °C) on Picula™ activity was also examined. The furfural conversion rate is slightly higher when reduced at higher temperature but selectivity is differing considerably. A lower reduction temperature promotes the formation of the side product—i-propyl furfuryl ester, higher reduction temperature favors further FA hydrogenation. The change in selectivity may be attributed to the changes of the active components state due to nickel oxide unessential reduction to the metallic Ni as a result of catalyst treatment in hydrogen at higher temperature. This statement is confirmed by XPS data, according to the analysis results, higher temperature treatment leads to the increase in the proportion of surface metallic nickel from 6 to 39 %.
Notes
PDF No. 47-1049.
References
Mortensen P, Grunwaldt J-D, Jensen P, Knudsen K, Jensen A (2011) A review of catalytic upgrading of bio-oil to engine fuels. Appl Catal A 407:1–19
Zacher A, Olarte M, Santosa D, Elliott D, Jones S (2014) A review and perspective of recent bio-oil hydrotreating research. Green Chem 16:491–515
Yakovlev V, Khromova S, Sherstyuk O, Dundich V, Ermakov D, Novopashina V, Lebedev M, Bulavchenko O, Parmon V (2009) Development of new catalytic systems for upgraded bio-fuels production from bio-crude-oil and biodiesel. Catal Today 144:362–366
Elliott D, Neuenschwander G, Bridgwater A, Boocock D (eds) (1996) Developments in thermochemical biomass conversion. Blackie Academic and Professional, London, pp 611–621
Mercader FDM, Groeneveld M, Kersten S, Way N, Schaverien C, Hogendoorn J (2010) Production of advanced biofuels: co-processing of upgraded pyrolysis oil in standard refinery units. Appl Catal B 96:57–66
Yin W, Venderbosch RH, Bottari G, Krawzcyk K, Barta K, Heeres HJ (2015) Catalytic upgrading of sugar fractions from pyrolysis oils in supercritical mono-alcohols over Cu doped porous metal oxide. Appl Catal B 166–167:56–65
Bhogeswararao S, Srinivas D (2015) Catalytic conversion of furfural to industrial chemicals over supported Pt and Pd catalysts. J Catal 327:65–77
Taylor M, Durndell L, Isaacs M, Parlett C, Wilson K, Lee A, Kyriakou G (2016) Highly selective hydrogenation of furfural over supported Pt nanoparticles under mild conditions. Appl Catal B 180:580–585
Merlo A, Vetere V, Ruggera J, Casella M (2009) Bimetallic PtSn catalyst for the selective hydrogenation of furfural to furfuryl alcohol in liquid-phase. Catal Commun 19:1665–1669
Nagaraja B, Padmasri A, David Raju B, Rama Rao K (2007) Vapor phase selective hydrogenation of furfural to furfuryl alcohol over Cu–MgO coprecipitated catalysts. J Mol Catal A 265:90–97
Wu J, Shen Y, Liu C, Wang H, Geng C, Zhang Z (2005) Vapor phase hydrogenation of furfural to furfuryl alcohol over environmentally friendly Cu–Ca/SiO2 catalyst. Catal Commun 6:633–637
Villaverde M, Bertero N, Garetto T, Marchi A (2013) Selective liquid-phase hydrogenation of furfural to furfuryl alcohol over Cu-based catalysts. Catal Today 213:87–92
Yan K, Chen A (2014) Selective hydrogenation of furfural and levulinic acid to biofuels on the ecofriendly Cu–Fe catalyst. Fuel 115:101–108
Vargas-Hernández D, Rubio-Caballero J, Santamaría-González J, Moreno-Tost R, Mérida-Robles J, Pérez-Cruz M, Jiménez-López A, Hernández-Huesca R, Maireles-Torres P (2014) Furfuryl alcohol from furfural hydrogenation over copper supported on SBA-15 silica catalysts. J Mol Catal A 383–384:106–113
Román-Leshkov Y, Barrett C, Liu Z, Dumesic J (2007) Production of dimethylfuran for liquid fuels from biomass-derived carbohydrates. Nature 447:982–985
Deutsch K, Shanks B (2012) Active species of copper chromite catalyst in C-O hydrogenolysis of 5-methylfurfuryl alcohol. J Catal 285:235–241
Lukes R, Wilson C (1951) Reactions of furan compounds. XI. side chain reactions of furfural and furfuryl alcohol over nickel-copper and iron-copper catalysts. J Am Chem Soc 9:3–7
Pang S, Love N, Medlin J (2014) Synergistic effects of alloying and thiolate modification in furfural Hydrogenation over Cu-based catalysts. J Phys Chem Lett 5:4110–4114
Heeres E, Ardiyanti A, Kloekhorst A, Wing Y, Khromova SA (2013) Novel Ni-based catalysts for the hydrotreatment of fast pyrolysis oil In: Proceedings of BioEnergy IV: innovations in biomass conversion for heat, power, fuels and chemicals, Otranto, Italy, 9–14 June 2013
Garcia-Perez M, Meier D (2014) Engineering Conferences International (ECI): New York
Bykova M, Ermakov D, Kaichev V, Bulavchenko O, Saraev A, Lebedev M, Yakovlev V (2012) Ni-based sol–gel catalysts as promising systems for crude bio-oil upgrading: guaiacol hydrodeoxygenation study. Appl Catal B 113–114:296–307
Ermakova M, Ermakov D (2003) High-loaded nickel–silica catalysts for hydrogenation, prepared by sol–gel: route: structure and catalytic behavior. Appl Catal A 245:277–288
Pat. WO 2012030215 A1, 08.03.2012
Scofield J (1976) Hartree-Slater subshell photoionization cross-sections at 1254 and 1487 eV. J Electron Spectrosc Relat Phenom 8:129–137
Shirley D (1972) High-resolution X-ray photoemission spectrum of the valence bands of gold. Phys Rev B 5:4709–4714
Fairley N (2016) http://www.casaxps.com. Accessed 14 Jan 2016
Liu D, Zemlyanov D, Wu T, Lobo-Lapidus R, Dumesic J, Miller J, Marshall C (2013) Deactivation mechanistic studies of copper chromite catalyst for selective hydrogenation of 2-furfuraldehyde. J Catal 299:336–345
Kosova N, Devyatkina E, Kaichev V (2007) Mixed layered Ni–Mn–Co hydroxides: crystal structure, electronic state of ions, and thermal decomposition. J Power Sources 174:735–740
Li C, Proctor A, Hercules D (1984) Curve fitting analysis of ESCA Ni 2p spectra of nickel-oxygen compounds and Ni/Al2O3 catalysts. Appl Spectrosc 38:880–886
Batista J, Pintar F, Mandrino D, Jenko M, Martin V (2001) XPS and TPR examinations of γ-alumina-supported Pd-Cu catalysts. Appl Catal A 206:113–124
Bukhtiyarov V, Kaichev V, Prosvirin I (2005) X-ray photoelectron spectroscopy as a tool for in situ study of the mechanisms of heterogeneous catalytic reactions. Top Catal 32:3–15
Richter M, Fait M, Eckelt R, Scneider M, Radnik J, Heidemann D, Fricke R (2007) Gas-phase carbonylation of methanol to dimethyl carbonate on chloride-free Cu-precipitated zeolite Y at normal pressure. J Catal 245:11–24
Wöllner A, Lange F, Schmelz H, Knözinger H (1993) Characterization of mixed copper-manganese oxides supported on titania catalysts for selective oxidation of ammonia. Appl Catal A 94:181–203
Moretti G (1995) Auger parameter and wagner plot in the characterization of chemical states: initial and final state effects. J Electron Spectrosc Relat Phenom 76:365–370
Nagaraja B, Padmasri A, Seetharamulu P, Hari Prasad Reddy K, David Raju B, Rama Rao K (2007) A highly active Cu-MgO-Cr2O3 catalyst for simultaneous synthesis of furfuryl alcohol and cyclohexanone by a novel coupling route—combination of furfural hydrogenation and cyclohexanol dehydrogenation. J Mol Catal A 278:29–37
Villaverde M, Garetto T, Marchi A (2015) Liquid-phase transfer hydrogenation of furfural to furfuryl alcohol on Cu–Mg–Al catalysts. Catal Commun 58:6–10
Reddy Kannapu H, Mullen C, Elkasabi Y, Boateng A (2015) Catalytic transfer hydrogenation for stabilization of bio-oil oxygenates: reduction of p-cresol and furfural over bimetallic Ni–Cu catalysts using isopropanol. Fuel Process Technol 137:220–228
Reddy B, Reddy G, Rao K, Khan A, Ganesh I (2007) Silica supported transition metal-based bimetallic catalysts for vapour phase selective hydrogenation of furfuraldehyde. J Mol Catal A 265:276–282
Acknowledgments
This work was supported by “FAST Industrialisation by Catalysts Research and Development (FASTCARD)” Project of the European Commission in the Seventh Framework Programme (GA No. 604277).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Khromova, S.A., Bykova, M.V., Bulavchenko, O.A. et al. Furfural Hydrogenation to Furfuryl Alcohol over Bimetallic Ni–Cu Sol–Gel Catalyst: A Model Reaction for Conversion of Oxygenates in Pyrolysis Liquids. Top Catal 59, 1413–1423 (2016). https://doi.org/10.1007/s11244-016-0649-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11244-016-0649-0