
Abstract
This short review documents some examples of the recent innovations in the field of catalytic selective oxidation aimed at improving process performance and process sustainability in general. Some strategies adopted in order to increase selectivity to the desired product are illustrated, including unconventional procedures for the oxidation reaction—the cyclic mode as compared to the co-feed mode—and special arrangements of the catalytic bed, as in the case of the oxidation of o-xylene to phthalic anhydride. The choice of which oxidant to use is also discussed, in relation to the process of oxidative desulphurization of gasoil.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The chemical industry is experiencing important changes. The driving force for these changes is the need to improve competitiveness and consolidate market positions while complying with the regulations for safeguarding human health and the environment.
Selective oxidation catalysis plays a pivotal role in this context; in fact, in recent years, substantial technological improvements have led to enhanced performance and energy efficiency, and to a reduced impact of several oxidation processes on the environment [1–14].
The following events led to the development of new methodologies for oxidation catalysis:
-
1.
The development of new types of heterogeneous catalytic systems for liquid phase oxidations, and the use of environmentally friendly oxidants, i.e. hydrogen peroxide and air, in place of hydroperoxides leading to the co-formation of sizeable amounts of co-products, of HNO3, of toxic oxidants such as Cr6+ salts.
-
2.
The synthesis of intermediates and monomers from alkanes by means of oxidative processes, replacing the traditional synthetic pathways from alkenes and aromatics. This has implied not only economic advantages with respect to the technologies formerly in use, but also the replacement of either toxic reactants and intermediates, or multi-step processes.
-
3.
The shift from air-based, once-through processes to more selective and less polluting oxygen-based recycle processes, and the corresponding change from reactant-lean to oxidant-lean conditions. This has led to lower emissions into the atmosphere, and reduced costs for the treatment or disposal of contaminated streams, which more than compensates for the higher cost of oxygen compared to air.
However, new challenges are now driving the research towards the exploration of new catalytic routes that (i) use renewable raw materials in place of building blocks derived from oil and natural gas, (ii) adopt the intensification concept, and (iii) make use of new types of catalysts not only for new synthetic routes, but also for established industrial processes, with the aim of achieving better selectivity to the desired products, and a reduced formation of both by-products and waste compounds.
In this report, a few examples of cutting-edge ideas developed in the field of catalytic oxidation are illustrated, with the aim of showing how nowadays the chemical industry is even more active and firmly oriented towards new challenges which involve improving the sustainability of chemistry.
2 Target Oxidations Investigated in the Last 20 Years: Dream Reactions, Nightmare Reactions and Successfully Implemented Processes
Table 1 shows a non-exhaustive list of catalyzed “dream” oxidations that have been the subject of investigation over the last 20 years. Some of these are now commercial processes, whereas others are not very promising in terms of obtaining a yield or selectivity that could make the process exploitable at a commercial level (“nightmare reactions”).
It is worth noting that the most important industrial achievements in the field of liquid-phase oxidation have been possible because of the discovery of Titanium silicate (TS-1) by ENI researchers [15]. Thanks to the unique reactivity properties of TS-1, several innovative processes that use hydrogen peroxide, e.g. the hydroxylation of phenol, the epoxidation of propene (Hydrogen-Peroxide-Propene-Oxide process) and the ammoximation of cyclohexanone, are now industrial processes. Others are currently under investigation, e.g. the direct hydroxylation of benzene to phenol. In fact, the high specificity of TS-1 towards hydrogen peroxide and its chemical/physical features (e.g. its hydrophobic-constrained environment) lead to an optimal selectivity with respect to both the substrate and the oxidant.
In the HPPO process, the hydrogen peroxide production unit (by the anthraquinone route) and propene oxide synthesis are integrated in order to limit the costs for hydrogen peroxide purification and concentration [16]. The cost of the oxidant, however, is still a problem. In order to solve this, the direct liquid-phase synthesis of hydrogen peroxide through the reaction between hydrogen and oxygen is being investigated. This approach could be especially useful for those oxidation processes that use diluted aqueous/alcoholic hydrogen peroxide solutions; Degussa/Headwaters recently announced the application of the direct synthesis of hydrogen peroxide in a pilot unit, and its possible integration with propene oxide production [17]. Nevertheless, it is apparent that hydrogen peroxide cannot be the oxidant of choice for those oxidation processes, where the added value of the final product is low.
Catalysts which also give high yields to oxygenated compounds from alkanes and cycloalkanes, with either O2 or H2O2 or less conventional oxidants (e.g. peroxyborate), are the MeAlPO systems investigated, amongst others, by Thomas and co-workers [18–20]. These catalysts combine tunable redox properties with a constrained reaction environment in which shape-selectivity effects permit oxidations on reactive substrates with high regio-selectivity. As the selectivity properties of these materials have been demonstrated, the potential for the industrial implementation of the MeAlPO systems are related to the improvement of time productivity (space-time-yield) as well as catalyst lifetime.
In recent years, the most important achievements in gas-phase oxidation have been related to processes formerly using traditional reactants, i.e. olefins and aromatics, where the nature of the substrate to be oxidized, rather than the oxidant type, has changed [21, 22]. Sometimes, this has led to advantages in terms of reduced costs, e.g. lower raw material costs, as in the ammoxidation of propane to acrylonitrile which is presently industrially produced in one Asahi plant, replacing the more expensive propene ammoxidation. The same applies to the synthesis of acetic acid by direct ethane oxidation, a process set up recently by Sabic to replace methanol carbonylation or other indirect oxidation routes.
In other cases, however, the driving force for the study of an alternative technology has been the replacement of environmentally unsustainable or dangerous processes. One emblematic example is the direct oxidation of isobutane to methacrylic acid, which has been investigated since the early 1980s as a possible alternative to the acetone cyanohydrin route for methylmethacrylate production [23, 24]. However, despite several efforts and the publication of many patents and papers, the best performance achieved so far is far from being of industrial interest; in fact, it seems that a substantial improvement in the yield to methacrylic acid from isobutane may remain an impossible feat.
As for the nature of the oxidant used in gas-phase reactions, interest has been shown in the use of reactants other than molecular oxygen, but only for specific applications. For example N2O is the oxidant used in the BIC-Solutia process for the direct hydroxylation of benzene to phenol [25, 26]; however, it is also being studied as a mono-oxygen donor for the oxidation of alkanes to alcohols and for the epoxidation of olefins [27–29]. Furthermore, it shows interesting selectivity properties also in the oxidative dehydrogenation of alkanes to olefins [30, 31]. The best catalysts for the activation of N2O are based on Fe-modified MFI-type zeolites. However, due to its prohibitive cost, N2O is a convenient oxidant only when it takes the form of the undesired, harmful co-product of a process, and can be fed in a downstream unit, thus developing an integrated process.
CO2 is also being investigated as an oxidant for high-temperature reactions, under conditions that make its reduction to CO thermodynamically favourable [32, 33]. Even H2O2—either generated in situ via a reaction between H2 and O2 [34, 35] or directly vaporized inside microreactor devices [36]—is being studied as the oxidant for gas-phase epoxidation reactions [37].
Compared to traditional oxidants, these oxidants may sometimes alter the catalyst surface features, and favour the development of more selective active layers. This is the case for N2O, which helps maintain more reduced V active species in V oxide-based catalysts during propane oxidative dehydrogenation, while limiting consecutive combustion reactions [38].
3 Old and New Strategies for the Control of Selectivity
From Table 1, it can be seen that selectivity is still the main target for improving several oxidation processes.
Some strategies aimed at achieving better selectivity can be summarized as follows:
-
1.
A cyclic approach for metal-oxidized redox reactions, in which the two steps of the mechanism are separated in time or space, for instance being conducted inside two separate vessels.
-
2.
The use of additional gas-phase components, which—although not directly involved in the reaction stoichiometry—may considerably improve the catalytic performance. This may be due to different phenomena: (a) a change in the reactivity properties of the catalytically active surface layer; (b) a change in the heat-conductive properties of the gas-phase, that may help in attaining milder temperatures at the catalyst surface, especially when the reaction is strongly exothermic; (c) an improved desorption rate of the desired product from the catalyst surface into the gas phase, which may help in limiting the extent of consecutive reactions. Examples of components added to the inlet feed include water, carbon dioxide, organic sulfites and sulfates, NO x , alkylamines, and halogen-containing compounds. Some of them are effective even when present in trace amounts (ppm), whereas some of them need to be added at a % (vol) concentration.
-
3.
An accurate design of catalyst morphology, with properly tuned porosity that may favour the rapid counter-diffusion of the desired product and finally limit the contribution of re-adsorption phenomena.
-
4.
A proper design of catalytically active sites, based on the principle of “site isolation” [39–41]. The latter may be useful for both gas-phase and liquid-phase reactions. In this context, the design of the “active site morphology” has been evolving over time, from the concept of a limited array of oxidizing sites available on the catalyst surface to systems in which the “single site” is structurally and chemically separated from the neighbouring active sites, eventually being incorporated inside catalytically inert matrices.
-
5.
Special reactor configurations. For example, the structuring of the catalytic bed into several layers, with each layer having an optimized composition with respect to each specific step in complex multi-step reactions. The most relevant, industrially applied, example is the selective oxidation of o-xylene to phthalic anhydride, in which the transformation of the alkylaromatic into the anhydride occurs through a series of kinetically consecutive steps. In relation to this, there is also a complementary approach involving the staged feeding of either the reactant or the oxidant along the reactor, in order to alter the concentration of the main components in the gas-phase taking into account the reactivity properties of the catalyst.
In the present paper, some of the abovementioned issues that deal with the improvement of catalytic performance or a more efficient process integration are discussed in detail with the aid of some emblematic examples.
3.1 The Cyclic Approach in Redox Catalysis
In oxidation reactions involving a redox-type interaction between the catalyst and the reactant, the selectivity to the product of partial oxidation is a function of several factors, the most important being:
-
(1)
The surface density of oxidizing cations.
-
(2)
The presence of consecutive reactions on the desired product.
-
(3)
The presence of gas-phase homogeneous combustion reactions.
These factors may be responsible for the formation of combustion products, and hence for a decline in the selectivity to the desired compound. However, these problems can eventually be solved by carrying out the reaction with decoupling of the redox steps in two separate vessels (cycle operation): (a) the reaction between the catalyst and organic substrate is conducted in a reactor, and (b) the reoxidation of the reduced catalyst is carried out in a separate, regeneration reactor, through contact with air [42]. Therefore, the two reactants are never present at the same time inside the reactor. This approach is also referred to as anaerobic oxidation [43].
The main advantages of anaerobic oxidation compared to the conventional co-feed operation, are the following:
-
(a)
A smaller percentage of reactions occurring between the hydrocarbon and reactive adsorbed oxygen species, which may be responsible for the low selectivity to the desired compound.
-
(b)
A reduced contribution of gas-phase homogeneous oxidative reactions.
-
(c)
The possibility of using higher concentrations of the hydrocarbon than in the co-feed process. A higher concentration means higher productivity, or smaller equipment size, and the handling of smaller volumes of gas.
-
(d)
Improved safety, because the formation of flammable mixtures is not possible.
-
(e)
Possibility to independently optimize the reaction parameters in each step.
The two-step approach has been described in literature for almost all catalysed oxidation reactions, especially for gas-phase processes, and in several cases it may effectively improve performance with respect to the co-feed mode. Alternate feeding of reactants was reported for the direct synthesis of propene oxide via a reaction between propene and oxygen, over supported Ag-based catalysts [44], for the ammoxidation of o-xylene to o-phthalonitrile [45], the oxidation of n-butane to maleic anhydride catalyzed by V/P/O, in a Circulating-Fluid-Bed-Reactor [46], and the oxidation of propene to acrolein with a Bi/Mo/W/Co/Fe mixed oxide [47], to cite but a few examples. The Wacker–Chemie process for acetaldehyde production through the oxidation of ethene has industrial applications.
A time-balance of the two separate steps is one important aspect. In fact, re-oxidation of the reduced solid may be much slower than the “reduction” step and, therefore, the optimisation of parameters for each step is crucial. This is illustrated in one example, which is described below.
3.1.1 The Anaerobic Synthesis of 2-Methyl-1,4-naphthoquinone (Menadione)
In the industrial production of menadione (2-methyl-1,4-naphthoquinone, the intermediate for the synthesis of vitamins of the K group) (Fig. 1), the conventional route using 2-methylnaphthalene and chromium oxide in sulphuric acid as the oxidant, co-produces a large amount of inorganic salts. Therefore, many efforts are aimed at developing a catalytic route, and several systems have been investigated which make use of either hydrogen peroxide [48] or O2 [49] as the oxidant for either 2-methylnaphthalene or 2-methyl-1-naphthol.

Various routes for menadione synthesis
Matveev et al. [49] first described the use of aqueous solutions of Keggin-type P/Mo/V polyoxometalates for the selective, stoichiometric oxidation of 2-methyl-1-naphthol, in a liquid bi-phasic system, at moderate reaction conditions (Vikasib technology). After the reaction, the aqueous phase containing the reduced polyoxometalate is re-oxidized with air, at a high temperature and pressure. The best performance in the synthesis step was obtained with the compound H5PMo10V2O40.
The synthesis step is very selective, but a crucial point is the re-oxidation step, which limits the overall productivity of the process. In this regard, we found that it is possible to obtain a high selectivity to menadione even when starting from the partially oxidized polyoxometalate, instead of the fully oxidized one. In other words, there is no need to re-oxidize the fully reduced compound (α = V4+/(V4+ + V5+) in the polyoxometalate α = 1) to the completely oxidized one (α = 0); in fact, partial re-oxidation (final value equal to 0.25) leads to a compound that behaves as selectively as the fully oxidized one in methylnaphthol oxidation [50]. The advantage is that partial re-oxidation of the reduced polyoxometalate takes much less time than its complete oxidation, and it can even be performed under mild conditions.
The best time-balance between the two steps, with a concomitant good selectivity to menadione, was obtained for a maximum reduction level of α = 0.60–075, and by shuttling the V average oxidation state in the polyoxometalate between α ≈ 0.60 and α ≈ 0.25, with an initial molar ratio of vanadium/methylnaphthol equal to 8 (Fig. 2).

A modified-redox approach for the synthesis of menadione [50]
3.1.2 The Oxidative Dehydrogenation of Propane to Propene: Aerobic Versus Anaerobic
The demand for olefins, especially ethene and propene, is expected to increase significantly in the near future. At present, olefins are primarily produced via steam-cracking, fluid-catalytic-cracking, and catalytic dehydrogenation. Although these processes are widely used, intense research is being carried out in order to develop catalysts for the oxidative dehydrogenation (ODH) of alkanes, for the following reasons [22, 51–54]:
-
1.
In steam cracking, ethene is the preferred product, but the demand for propene is growing faster than that for ethene, especially in Western Europe. In addition, in the case of FCC, smaller amounts of propene are produced with respect to ethene. Therefore, the current production of olefins is not in line with the market demand forecast for olefins.
-
2.
The thermodynamic constraints of dehydrogenation limit alkane conversion; furthermore, a major problem is coking, which causes rapid catalyst deactivation.
The improved energy efficiency of the exothermal ODH with respect to endothermal dehydrogenation or cracking, is an incentive for the development of a new process for olefin production. Several catalytic systems have been described so far for the ODH of propane and ethane. In the case of ethane, excellent yields to ethene have been obtained under mild reaction conditions with Mo/V/Nb/Te/O [55] and with Ni/Nb/O catalysts [56].
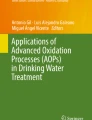
On the contrary, in the case of propane ODH, the best yield to propene is no greater than 30%, with both catalysts based on vanadium oxide dispersed over mesoporous siliceous materials [57, 58] and silica/titania-supported K-doped molybdenum oxide [59] (Fig. 3); in the latter case, however, propene productivity is lower than 0.05 g g −1cat h−1. In fact, most catalytic systems described in the literature achieve good selectivity only at very low propane conversion. It is clear that these values are far from interesting to the industrial sector.

A selectivity versus conversion plot for the oxidative dehydrogenation of propane to propene, also indicating the catalysts that perform best
The problem with propane is that any attempt to force the conversion of the alkane, by increasing the temperature or contact time, results in a decrease in selectivity to propene, due to the relevant contribution of consecutive reactions on the olefin formed [52, 60]. An additional problem may derive from the presence of parallel combustion reactions occurring on propane. In some cases, however, the selectivity to the olefin is very high, if extrapolated at a very low partial pressure of oxygen. This suggests that the anaerobic reaction between the catalyst and the hydrocarbon may be very selective to the formation of propene.
In the anaerobic ODH of propane, improved selectivity to the olefin compared to the co-feed operation can be obtained with catalysts made of V2O5–SiO2. The same effect was not observed with catalysts in which vanadium oxide was deposited on alumina or titania [61–63] (Fig. 4). The improvement in selectivity to propene was around 30% (60% selectivity in cyclic mode versus 30% in co-feed mode) for a 35% propane conversion. Also, a very high selectivity to propene was obtained at low propane conversion in the redox mode; however, this was mainly due to the fact that during anaerobic oxidation a reduced catalyst develops, and the latter may catalyze the non-oxidative dehydrogenation of the alkane with great selectivity, but with low conversion.

A comparison of the selectivity to propene obtained by cyclic feed (redox mode) (full symbols) and co-feed (open symbols), for supported vanadium oxide catalysts [62]. V2O5–Al2O3 (■), V2O5–TiO2 (▲), V2O5–SiO2 (♦), V2O5–TiO2/Al2O3 (●)
One condition for obtaining improved selectivity with the cyclic operation is the presence of catalysts in which V sites are highly dispersed; this has been achieved by preparing high-surface-area vanadium oxide-silica co-gels, with a V2O5 content lower than 10% [61].
The same concept has also been used with an alkane dehydrogenation catalyst [64, 65], to shift the equilibrium of the reaction by using a catalyst selective for H2 combustion. This can be carried out by feeding O2 together with the alkane; a (post)transition metal or its oxide can be used to selectively oxidize hydrogen [66]. An advantage of this approach is that energy is released by exothermic oxidation, and this is needed to aid dehydrogenation. However, by mixing oxygen, hydrogen, and hydrocarbons at high temperatures, a dangerous mixture can be obtained. The separation of reactants using dense ion-conducting oxides or oxygen-selective membranes reduces the risk of explosion. However, as an alternative approach, the cyclic concept can be applied. Specifically, a solid oxygen carrier SOC (e.g. Ce0.9W0.1O x [64]) is used to selectively remove H2 from the reactor and improve product yield. In the second step, a flow of oxygen is applied to re-oxidize the reduced SOC; the latter is typically a metal oxide that can easily sustain the redox cycle. When coupled with a dehydrogenation catalyst, better conversion and selectivity to propene was obtained compared to a conventional dehydrogenation reactor [64].
3.2 The Choice of the Best Oxidant: Alkylhydroperoxides Versus Hydrogen Peroxide in the Oxidative Desulphurization of Gasoil
Diesel regulations in Europe and North America call for a reduction in sulphur down to either 10 or 15 wppm by 2009. Refiners will have to meet Ultra-Low Sulphur Diesel (ULSD) regulations at a significant cost; in most cases, either a new high-pressure hydrotreating unit or the revamping of a medium-pressure hydrotreating plant will be required. Operating under tougher conditions, however, implies penalty in fuel characteristics, and high investment and operative costs, due to the high hydrogen consumption. Therefore, the oxidative desulphurization of gasoil, ODS, may be an alternative option to reduce sulphur levels in transportation fuels [67–71].
The key feature of this technology is its complementarity with hydrodesulphurization. In fact, compounds which are less reactive with hydrogen are more reactive with oxygen; this is the case for dibenzothiophenes, and especially for 4-methyldibenzothiophene and 4,6-dimethyldibenzothiophene, which are very difficult to convert by HDS due to their steric hindrance. These compounds can be oxidized under mild conditions by peroxides, and can be transformed to sulphoxides and sulphones; the latter are highly polar and have significantly different physical properties to the hydrocarbons in gasoil. They can therefore be easily removed.
The key to successfully implementing this technology is the efficient integration of the ODS unit with existing hydrotreating units. A general scheme of the ODS process includes three sections, (a) a peroxide supply section, including peroxide storage and handling facilities, (b) a sulphone generation section and (c) a sulphone separation section, achieved either by means of solvent extraction or by adsorption on a solid.
The high cost of hydrogen peroxide makes it economically unfavourable to use; moreover, organic hydroperoxides may be preferred rather than hydrogen peroxide, because of the solubility of the former in the hydrocarbon media. Therefore, ENI SpA and UPO LLC have jointly developed a new ODS process for the production of ULSD [72, 73], in which one innovative aspect involves the in situ production of the alkyhydroperoxide (Fig. 5). This considerably limits the costs of the storage, handling and use of the oxidant. In the process, the first step is a circulating reaction loop in which the hydrotreated hydrocarbon stream is mixed with air to produce a hydroperoxide-containing stream. This is performed in the presence of an organic initiator, at 130 °C and 70 atm; no catalyst is necessary in this step. The stream—containing approximately 2000 wppm O as the peroxide, and where a fraction of S has already been oxidized to sulphone—is then fed to the sulphur oxidation section, where a suitable heterogeneous catalyst is added in order to complete the reaction and reach a level of unconverted S lower than 10 ppm.

Simplified flow-sheet of the ENI-UOP ODS process
Several homogeneous and heterogeneous catalysts are active and selective for the ODS of benzothiophenes in gasoil with hydroperoxides; Keggin type polyoxometalates are amongst the most efficient [71]. Alumina-supported phosphomolybdic acid (Keggin-type polyoxometalate, POM) (H3PMo12O40) was shown to be quite active, yielding a sulphur conversion higher than 70%, with t-butylhydroperoxide as the oxidant. In a batch reactor, the alumina-supported V-substituted POM, H5PMo10V2O40, reached complete conversion of the S-containing compound within 2 h. When a hydrotreated diesel with 300 wt ppm S was fed to a continuous reactor, tests performed with a TBHP/S molar ratio close to 10 showed that both heteropolycompounds gave a conversion of S well above 95%, with a life exceeding 1600 h time-on-stream, and with an average residual S content in the outlet stream lower than 10 ppm. The V-containing heteropolycompound, however, also catalyzed hydroperoxide decomposition, which converted almost completely; in this case residual TBHP was less than 100 ppm, whereas with the supported H3PMo12O40, the residual amount of oxidant was higher than 800 ppm. At the end of their catalytic life, these two heteropolyacids can easily be regenerated through heat treatment and air flow under mild conditions (250 °C).
3.3 Special Configurations of the Catalytic Bed: The Case of o-Xylene Oxidation to Phthalic Anhydride
One of the industrial processes that has received great attention since the 1970s is the selective oxidation of o-xylene to phthalic anhydride (PA) [74–78]. The reason for this is that the catalyst, the main component of which is vanadium oxide deposited over titania in the anatase form, is the prototype of systems in which the spreading of an Me oxide onto a support not only enhances the specific surface area of the active phase, but also modifies the intrinsic chemical-physical characteristics and hence the catalytic properties of the Me–O moiety.
The industrial catalyst, however, also contains several promoters, the most important of which are Cs (K), Sb and P. The role of promoters is crucial [79, 80], and the catalytic performance is greatly affected by their nature and amount; indeed, a 1% increase in the yield to phthalic anhydride may make the difference in the commercial success of a catalyst.
Controlling catalyst composition in the catalytic bed, the latter being subdivided into several different layers (multi-bed reactor), is essential for process performance. In fact, the relative amount of all the components is optimised for each catalyst layer, because the effect of the promoters may differ in relation to the gas-phase composition, and also because in each section of the reactor, different stages of the reaction require that catalyst components facilitate specific steps in the reaction network. The latter includes several consecutive oxidation steps, where each intermediately oxidized compound desorbs into the gas-phase and then re-adsorbs onto the catalyst surface to subsequently undergo oxidation. Therefore, the composition of the gas-phase changes considerably in the axial direction along the tubular reactor.
This is illustrated in Table 2, which compares a few patents from the literature [81–83]; the amount of every component is reported for each catalytic layer in a three-bed reactor. The three layers may contain different amounts of vanadium oxide, with the catalyst in the top layer having the lowest amount. In such a case, the catalyst is designed so as to maintain a lower temperature in the hot-spot, distribute the reaction heat more evenly all along the reactor, and to have a positive effect on the catalysts’ lifetime. The amount of cesium oxide, one key promoter, decreases from the top downwards, to the bottom layer.
Cesium oxide has quite a remarkable effect on catalytic performance; not only does it improve the selectivity to reaction intermediates at moderate conversion, but it also affects the vanadium redox properties [84, 85]. For instance, the addition of this promoter causes a change in the rate-determining step of the reaction [84]. With the unpromoted 7 wt% V2O5 catalyst, the reaction rate is independent from the oxygen partial pressure, and the rate-determining step is the reduction of the active site by o-xylene. With the Cs-promoted catalyst, the reaction becomes dependent on oxygen and no longer depends on the partial pressure of o-xylene; vanadium re-oxidation becomes the rate-determining step of the reaction. On the other hand, the presence of increasing amounts of Cs enhances the rate of the determining step, thus accelerating the re-oxidation of reduced V sites by O2. This helps to keep the catalyst surface cleaner and to avoid surface saturation effects. It also contributes to accelerating the several subsequent steps leading to the formation of phthalic anhydride [86].
The reaction network is very complex [86], including parallel reactions leading to the oxidation of either one (to form tolualdehyde) or two (to form phthalaldehyde) methyl groups in o-xylene. Both compounds are intermediates in the formation of phthalide; phthalaldehyde forms either phthalide via intramolecular condensation or phthalic acid by oxidation (Fig. 6). Moreover, it was found that under conditions of surface saturation, normally achieved in the presence of a high partial pressure of o-xylene, the consecutive transformation of phthalide to phthalic anhydride is hindered. This implies that in the reactor zone, where the conversion of the hydrocarbon is moderate, the key feature of a catalyst is its ability to accelerate the re-oxidation of reduced V sites and hence the readsorption of intermediates on oxidized V sites. In this regard, the role of Cs is fundamental in the top catalytic layer (in a downstream unit), whereas it is less important for those catalytic layers (the middle and the bottom) that operate with a lower concentration of o-xylene and higher O2-to-o-xylene molar ratios [86].

Reaction scheme of o-xylene oxidation catalyzed by V/Ti/O at 320 °C, i.e. under conditions of incomplete o-xylene conversion
The effect of Cs oxide can even be seen in the presence of very small amounts of it, and this is likely due to a delocalised effect (collective properties) rather than to a specific interaction with active sites (e.g. the neutralization of acid centres). This is in accordance with the observation that alkali metal additives favour the dissociation of the oxygen molecule; the electrons, transferred from the dopant to the active metal site are back-donated to a 1πg orbital of an adsorbed O2 molecule, thus facilitating the weakening of the O–O bond [80]. The effect is analogous to the one found in n-type semiconductors, where a “basic” ion introduces additional electron–donor levels in the band gap, thus improving the reducing properties of the material. Furthermore, only in the case of titania-supported oxides is an electronic interaction between the supported metal oxide centres through the conduction band of titania possible. This would explain the activating effect of titania on vanadium oxide [87].
In the third (bottom) layer of the multi-bed reactor for phthalic anhydride synthesis, the main requisite is to convert as much of the o-xylene as possible (environmental legislation in Italy allows no more than 50 mg/Nm3 of residual TOC to be released in the stream vented into the atmosphere), while limiting the oxidative degradation of intermediates and PA. In our previous work, we found that Sb oxide has an important role both in maintaining a higher dispersion of vanadium oxide and maintaining a high surface concentration of isolated, more active sites [84, 85]. Therefore, the presence of Sb enhances catalyst activity. On the other hand, Sb oxide may react with V oxide, to yield the undesired VSbO4, especially in the hottest zones of the catalytic bed. For this reason, the amount of Sb oxide has to be dosed for each catalytic layer in function of the temperature and of the amount of V oxide loaded.
In conclusion, promoters play an important role in tuning the catalytic properties of V/Ti/O, by adapting its reactivity in relation to both the gas-phase composition and the degree of reaction advancement. The main roles of promoters in V/Ti/O catalysts are (Fig. 7): (a) to moderate the activity in the top layer and enhance it in the bottom layer, thus helping to avoid excessively high temperatures in hot spots; (b) to inhibit the parallel oxidative degradation reactions to carbon oxides and maleic anhydride in the top layer, and limit the consecutive hydrolysis and oxidative degradation occurring on phthalic anhydride in the bottom layer; (c) to accelerate the subsequent steps from o-xylene to phthalic anhydride via the oxidation of reaction intermediates, facilitating the re-adsorption and oxidation of intermediates.

Schematic outline of the possible arrangement of catalyst layers in a three-bed multi-tubular reactor; general reaction scheme illustrating the main reactions involved in o-xylene oxidation, as proposed in the scientific literature, and examples of two different temperature profiles in the reactor
Therefore, the catalyst must have different key features in relation to the layer where it is located. It is not surprising that in some patents the amount of active phase loaded in each step is regarded as the main parameter controlling the reaction, and that some catalyst producers even offer four different layers of catalysts [88]. Interestingly, some recent patents use brand new catalytic systems for the top catalyst layer; it is likely that these new systems are capable of carrying out the first step in the reaction network, i.e. transforming o-xylene to the aldehyde, very selectively, and with minimal conversion of the reactant to CO x [89, 90].
Future steps for improving performance in o-xylene oxidation, and oxidation processes with complex multi-step reaction networks in general, include the optimization of catalyst type and composition for each single step. This will possibly be combined with the arrangement of catalysts inside special reactor configurations, aimed at improving the tuning of the gas-phase composition in relation to catalyst characteristics, and may also be achieved using tools for the selective removal of specific components from the reaction medium.
4 Conclusions
The examples discussed in this paper are emblematic of the various strategies that can be adopted in catalytic selective oxidation reactions with the aim of improving process performance. The optimal strategy may include different approaches in relation to the specific characteristics of each reaction. These include reactor configurations in which the catalyst is placed in contact with each one of the reactants during different moments, the use of alternative oxidants exhibiting different reactivity properties towards the substrate and the catalyst, and the design of catalysts in which the composition is optimized in relation to the gas-phase composition (and vice versa). These examples demonstrate that the combined effort of several disciplines and the interaction of various skills are essential in order to accomplish the ambitious goal of realizing a more efficient and sustainable chemical industry.
References
Thomas JM, Raja R (2006) Catal Today 117:22
ten Brink GJ, Arends IWCE, Sheldon RA (2000) Science 287:1636
Lenoir D (2006) Angew Chem Int Ed 45:3206
Ratnasamy P, Raja R, Srinivas D (2005) Phil Trans R Soc A 363:1001
Hoelderich W (2000) Appl Catal A 194(195):487
Clerici MG, Ricci M, Strukul G (2007) Metal-catalysis in Industrial Organic processes. RSC Publishing, p 23
Brégeault JM (2003) Dalton Trans 3289
Noyori R, Aoki M, Sato K (2003) Chem Comm 1977
Buijs W (2003) Topics Catal 24:73
Arpentinier P, Cavani F, Trifirò F (2001) The technology of catalytic oxidations. Editions Technip, Paris
Centi G, Cavani F, Trifirò F (2001) Selective oxidation by heterogeneous catalysis. Kluwer Academic/Plenum Publishers, New York
De Vos DE, Sels BF, Jacobs PA (2003) Adv Synth Catal 345:457
Arends IWCE, Sheldon RA (2001) Appl Catal A 212:175
Centi G, Perathoner L (1999) Curr Opin Solid State Mater Sci 4:74
Taramasso M, Perego G, Notari B (1983) US Patent 4,410,501, assigned to Snamprogetti SpA
Goebbel HG, Schultz P, Schultz H, Patrascu R, Schultz M, Weldenbach M (2007) US Patent 0,238,888A1, assigned to BASF and The Dow Chem Co
Zhou B, Rueter M, Parasher S (2006) US Patent 7,011,807, assigned to Headwaters Nanokinetix
Thomas JM, Raja R, Sankar G, Bell RG (2001) Acc Chem Res 34:191
Dugal M, Sankar G, Raja R, Thomas JM (2000) Angew Chem Int Ed 39:2310
Thomas JM, Raja R (2005) Proc Nat Acad Sci 102:13732
Ballarini N, Cavani F, Trifirò F (2005) Proceedings of DGMK conference “Oxidation and functionalization: classical and alternative routes and sources”, Milan, DGMK Tagungsbericht 2005-2, p 19
Brazdil JF (2006) Topics Catal 38:289
Ballarini N, Cavani F, Degrand H, Etienne E, Pigamo A, Trifirò F, Dubois JL (2007) In: Tundo P, Perosa A, Zecchini F (eds) Methods and reagents for green chemistry. Wiley Interscience, p 265
Cavani F, Mezzogori E, Pigamo A, Trifirò F, Etienne E (2001) Catal Today 71:97
Panov GI (2000) CATTECH 4:18
Parmon VN, Panov GI, Uriarte A, Noskov AS (2005) Catal Today 100:115
Ananieva E, Reitzmann A (2004) Chem Eng Sci 59:5509
Duma V, Hönicke D (2000) J Catal 191:93
Horvath B, Hronec M, Glaum R (2007) Topics Catal 46:129
Held A, Kowalska J, Nowinska K (2006) Appl Catal B 64:201
Perez Ramirez JP, Gallardo-Llamas A, Daniel C, Mirodatos C (2004) Chem Eng Sci 59:5535
Cortes Corberan V (2005) Catal Today 99:33
Wang S, Zhu ZH (2004) Energy Fuels 18:1126
Sinha AK, seelan S, Tsubota S, Haruta M (2004) Topics Catal 29:95
Daté M, Okumura M, Tsubota S, Haruta M (2004) Angew Chem Int Ed 43:2129
Markowz G, Schirrmeister St, Albrecht J, Becker F, Schütte R, Caspary KJ, Klemm E (2005) Chem Eng Technol 28:459
Monnier JR (2001) Appl Catal A 221:73
Ovsitser O, Cherian M, Kondratenko EV (2007) J Phys Chem C 111:8594
Thomas JM, Raja R (2006) Topics Catal 40:3
Grasselli RK (1999) Catal Today 49:141
Grasselli RK (2002) Topics Catal 21:79
Mars P, van Krevelen DW (1954) Spec Suppl Chem Eng Sci 3:41
Seiler H, Emig G (2004) Basic principles in applied catalysis. Springer, Berlin, p 505
Gaffney AM, Jones CA, Pitchai R, Kahn AP (1997) US Patent 5,698,719, assigned to ARCO Chem Tech
Sze MC, Gelbein AP (1976) Hydrocarbon Process 55:103
Contractor RM, Bergna HE, Horowitz HS, Blackstone CM, Malone B, Torardi CC, Griffith B, Chowdhry U, Sleight AW (1987) Catal Today 1:49
Contractor RM, Anderson MW, Campos D, Hecquet G, Kotwica R, Pham C, Simon M (1999) WO Patent Appl 99/03809, assigned to Elf Atochem and Du Pont
Kholdeeva OA, Zalomaeva OV, Shmakov AN, Melgunov MS, Sorokin AB (2005) J Catal 236:62
Matveev KI, Odyakov VF, Zhizhina EG (1996) J Mol Catal A 114:151
Monteleone F, Cavani F, Felloni C, Trabace R (2004) WO Patent 014,832, assigned to Vanetta SpA
Mamedov EA, Cortes-Corberan V (1995) Appl Catal A 127:1
Cavani F, Ballarini N, Cericola A (2007) Catal Today 127:113
Bañares MA (1999) Catal Today 51:319
Grabowski R (2006) Catal Rev 48:199
Botella P, García-González E, Dejoz A, López Nieto JM, Vázquez MI, González-Calbet J (2004) J Catal 225:428
Heracleous E, Lemonidou AA (2006) J Catal 237:162
Liu YM, Cao Y, Yi N, Feng WL, Dai WL, Yan SR, He HY, Fan KN (2004) J Catal 224:417
Liu YM, Feng WL, Li TC, He HY, Dai WL, Huang W, Cao Y, Fan KN (2006) J Catal 239:125
Watson RB, Ozkan US (2000) J Catal 191:12
Albonetti S, Cavani F, Trifirò F (1996) Catal Rev Sci Eng 38:413
Ballarini N, Cavani F, Ferrari M, Catani R, Cornaro U (2003) J Catal 213:95
Ballarini N, Cavani F, Cericola A, Cortelli C, Ferrari M, Trifirò F, Capannelli G, Comite A, Catani R, Cornaro U (2004) Catal Today 91–92:99
Rossetti I, Fabbrini L, Ballarini N, Oliva C, Cavani F, Cericola A, Bonelli B, Piumetti M, Garrone E, Dyrbeck H, Blekkan EA, Forni L (2008) J Catal 256:45
van der Zande LM, de Graaf A, Rothenberg G (2002) Adv Synth Catal 344:884
Grasselli RK, Stern DL, Tsikoyiannis JG (1999) Appl Catal A 189:1
Låte L, Rundereim JI, Blekkan EA (2004) Appl Catal A 262:53
Baucherel X, Sheldon RA (2002) WO Patent Appl 02/100810, assigned to Imperial Chem Ind
Zinnen HA, Cabrera CA (2005) WO Patent Appl 2005, 05/019386, assigned to UOP LLC
Corma A, Domine ME, Martínez C (2002) WO Patent Appl 02/083819, assigned to CSIC-UPV
Chica A, Corma A, Domine ME (2006) J Catal 242:299
De Angelis A, Pollesel P, Molinari D, O’Neal Parker W Jr, Frattini A, Cavani F, Martins S, Perego C (2007) Pure Appl Chem 79:1887
Molinari D, Baldiraghi F, Gosling C, Gatan R (2005) Proceedings of DGMK/SCI conference, “Oxidation and functionalization: classical and alternative routes and sources”, Milan, p 259
Gosling CD, Gatan RM, Barger PT (2007) US Patent 7,297,253, assigned to UOP LLC
Grzybowska-Swierkosz B (1997) Appl Catal 157:263
Bond GC (1997) J Chem Technol Biotechnol 68:6
Wachs IE, Weckhuysen BM (1997) Appl Catal A 157:67
Centi G (1996) Appl Catal A 147:267
Courtine P, Bordes E (1997) Appl Catal A 157:45
Deo G, Wachs IE (1994) J Catal 146:335
Grzybowska-Swierkosz B (2002) Topics Catal 21:35
Reuter P, Voit G, Heidemann T (2004) US Patent 6,774,246, assigned to BASF
Okuno M, Takahashi T (2000) Eur Patent 1,063,222, assigned to Nippon Shokubai
Neto S, Zühlke J, Storck S, Rosowski F (2005) WO Patent Appl 2005/011862, assigned to BASF
Anniballi S, Cavani F, Guerrini A, Panzacchi B, Trifirò F, Fumagalli C, Leanza R, Mazzoni G (2003) Catal Today 78:117
Cavani F, Cortelli C, Frattini A, Panzacchi B, Ravaglia V, Trifirò F, Fumagalli C, Leanza R, Mazzoni G (2006) Catal Today 118:298
Ballarini N, Brentari A, Cavani F, Luciani S, Cortelli C, Cruzzolin F, Leanza R (2009) Catal Today 142:181
Larrubia MA, Busca G (2001) Mater Chem Phys 72:337
Gückel C, Niedermeier M, Estenfelder M (2006) WO Patent Appl 2006/125468, assigned to Süd-Chemie AG
Heidemann T, Hibst H, Bauer S, Dietrich U (2005) US Patent 6,849,574, assigned to BASF
Neto S, Hibst H, Rosowski F, Storck S, Zuhlke J (2008) US Patent 2008/0019892, assigned to BASF
Author information
Authors and Affiliations
Corresponding author
Additional information
INSTM, Research Unit of Bologna—a partner of NoE Idecat (FP6 of the EU).
Rights and permissions
About this article
Cite this article
Cavani, F., Ballarini, N. & Luciani, S. Catalysis for Society: Towards Improved Process Efficiency in Catalytic Selective Oxidations. Top Catal 52, 935–947 (2009). https://doi.org/10.1007/s11244-009-9244-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11244-009-9244-y